Изобретение относится к способу смазки валков, в частности, смазки зазора между валками в клети прокатного стана для производства полосового проката, в котором в по меньшей мере один смеситель через по меньшей мере одну первую подводящую линию подается вода, а через по меньшей мере одну вторую подводящую линию подается масло, причем в смесителе вода и масло смешиваются, и смесь воды и масла подается на распылительный элемент, посредством которого смесь распыляется по меньшей мере на один валок клети прокатного стана. Кроме того, изобретение относится к устройству для смазки валков, в частности, для осуществления способа.
В прокатные станы часто встраивают системы смазки зазора между валками. Эти системы применяются в целях улучшения качества поверхности рабочих валков и полосы и относятся к обычному оборудованию современного прокатного стана, на котором должны производиться высококачественные полосы.
Благодаря своей простоте наиболее широко распространена система, в которой вода как среда-носитель и масло смешиваются незадолго до валка и наносятся на рабочий валок или опорный валок и в конечном счете действуют в зазоре между валками. Такие решения раскрыты в документах DE 10 2004 006 130 A1, EP 1 399 276 B1, EP 1 399 277 B1, EP 0 367 967 B1 и WO 2007/025682 A1.
Однако по истечении известного времени использования действие смазки ослабевает или результаты смазки зазора между валками становятся невоспроизводимыми. Часто также действие смазки неоднородно по ширине полосы, что приводит к проблемам с продвижением полосы. Причиной этого часто являются слоистые отложения продуктов омыления на трубопроводах между смесителем масла с водой и распылительными форсунками. Дело доходит также до забивания малых форсунок, если частицы отстают от стенки и смываются перед устьем форсунки.
При механической чистке системы или периодической промывке трубопроводов между смесителем масла с водой и форсунками затраты на техническое обслуживание являются относительно высокими, и необходима также продувка форсунок.
Из JP 7016621 известно о периодической остановке подвода масла и проведении промывки форсунок водой, которая в дальнейшем используется также для образования смеси масло-вода.
В JP 56139213 предусматривается, чтобы при необходимости в линии подвода жидкостей можно было вводить чистящий раствор, чтобы их очистить.
Чтобы снизить омыление системы смазки зазоров между валками, дополнительно ставятся особые требования к качеству воды или анализу воды, что, разумеется, существенно увеличивает стоимость водоснабжения. Чтобы согласовать масло с качеством воды, к маслу добавляются присадки. Они, вследствие очень разного качества воды в мире, различаются по составу и действию. Определение состава масла является затратным, что в конечном счете, вместе с самими присадками, отрицательно сказывается на стоимости масла. Тем не менее, несмотря на затраты, не всегда удается оптимально подобрать масло к используемой воде.
Поэтому в основе изобретения стоит задача разработать способ и соответствующее устройство, с которыми можно было бы простым и эффективным путем способствовать обеспечению непрерывной смазки зазоров между валками, которая сохраняет неизменное качество во времени. Это должно достигаться простым и по возможности безвредным для окружающей среды образом. Кроме того, не должно оказываться отрицательного влияния на процесс.
Решение этой задачи по изобретению в части способа заключается в том, что через по меньшей мере одну третью подводящую линию в первую или вторую подводящую линию и/или в смеситель через определенные промежутки времени или в зависимости от состояния процесса прокатки подводится горячая вода, водяной пар или химическое чистящее средство, или комбинация двух сред.
Подвод горячей воды, или водяного пара, или другой чистящей среды проводится предпочтительно во время смены валка в клети прокатного стана или в конце программы прокатки перед длительным дальнейшим простоем установки.
Кроме того, процесс чистки, например горячей водой, проводится после поломки валка в прокатном стане для удаления возможных остатков масла на валках.
При этом подаваемая горячая вода имеет температуру предпочтительно по меньшей мере 60°C. Горячую воду или водяной пар предпочтительно подводят на период от 2 до 15 минут.
В горячую воду или водяной пар можно также добавлять, дополнительно или периодически, чистящее средство, в частности химическое чистящее средство, которое способно растворять не поддающиеся удалению остатки масла.
Подвод горячей воды или водяного пара производится предпочтительно при перерыве подачи в первую или вторую подводящую линию.
При подводе горячей воды или водяного пара может выдаваться предупредительный сигнал, чтобы предотвратить опасность ожогов персонала.
Нагревание воды или создание водяного пара может осуществляться электронагревательным элементом, масляным или газовым обогревом или посредством солнечной энергии (при необходимости только как помощь). Нагревание проводится во время прокатки и по требованию готово к действию для чистки.
Устройство согласно изобретению для смазки валков отличается тем, что имеется по меньшей мере одна третья подводящая линия, которая одним своим концом гидродинамически сообщается с по меньшей мере одной из первой или второй подводящих линий и/или смесителем, а другим своим концом соединена с установкой снабжения горячей водой или водяным паром.
Установка снабжения горячей водой или водяным паром может содержать по меньшей мере один электронагревательный элемент, масляный нагреватель, или газовый нагреватель, или солнечный обогрев. При этом для экономии энергии установка снабжения (бак) предпочтительно теплоизолирована.
По меньшей мере третья подводящая линия также предпочтительно снабжена, по меньшей мере частично, теплоизоляцией.
Наконец, одно усовершенствование предусматривает, чтобы установка снабжения горячей водой или водяным паром могла быть гидродинамически связана с первой подводящей линией для воды.
В установках, которые имеют изменяемый диапазон (ширину) подачи и для этого содержат встроенные вентили, одновременно чистятся и вентили. Для этого все вентили открываются, и чистка проводится по всей ширине.
При такой технологии чистки системы смазки зазоров между валками могут работать и при более низком качестве воды и/или масла, что в итоге является менее затратным и тем самым более экономичным. Кроме того, условия для смазки зазоров между валками всегда остаются воспроизводимыми.
На чертеже представлен один пример осуществления изобретения. Единственный чертеж схематически показывает устройство для смазки зазоров между валками в клети прокатного стана для производства полосового проката, которое выполнено как одно целое с чистящим устройством.
На чертеже показано устройство, посредством которого зазор между валками смазывается смесью воды и масла. Схематически изображена клеть 7 прокатного стана, в которой одновременно действуют два рабочих валка 5 и 6 и образуют зазор между валками, причем рабочие валки 5, 6 опираются на опорные валки 12 и 13. Кроме того, схематически показана полоса 14, которая прокатывается в клети 7 прокатного стана.
Для снабжения валков или зазора между валками смазывающей жидкостью предусмотрены две подводящие линии 1 и 2. Подводящая линия 1 подает воду из непоказанного источника, тогда как по подводящей линии 2 подается масло. Как вода, так и масло проводятся на смесители 3, в которых обе среды смешиваются. Затем смесь проводится к распылительным элементам 4, выполненным в виде форсуночного коллектора, и через них распыляется на валки 5, 6.
В первой подводящей линии 1 установлены водоотсечные клапаны 15, которые могут приводиться в действие централизованным устройством 16 управления (обозначено пунктирными линиями). Также устройство 10 управлением можно также влиять на течение масла во второй подводящей линии 2. Для этого во второй подводящей линии 2 установлены масляные насосы 17. Они направляют поток масла к смесителям 3, причем они создают свое давление на обратные клапаны 18. Альтернативно можно вместо обратных клапанов 18 установить переключаемые двухпозиционные клапаны, которые при работе открывают масляные насосы 17.
Существенно, чтобы через по меньшей мере одну третью подводящую линию 8 в первую или вторую подводящую линию 1, 2 и/или в смеситель 3 через определенные промежутки времени или в зависимости от состояния процесса прокатки вводилась чистящая среда, такая как горячая вода или водяной пар.
Для этого предусмотрена установка 9 снабжения горячей водой или водяным паром, которая снабжает своей средой третью подводящую линию 8. В третьей подводящей линии 8 также установлены запорные клапаны 19, которые могут приводиться в действие централизованным устройством 16 управления. Чтобы тепловые потери от установки 9 снабжения до смесителя 3 были как можно ниже, предусмотрена теплоизоляция 11, которая уложена вокруг линии 8.
Каким образом горячая вода или водяной пар создается в установке 9 снабжения, в принципе несущественно. В примере осуществления предусматривается электронагревательный элемент 10. С его помощью можно нагреть воду в установке снабжения до температур от 60 до 95°C.
Чтобы предотвратить засорение смесителей 3 и/или распылительных элементов 4, предусмотрено автоматическое обслуживание или чистка системы смазки зазоров между валками. Система удобна в обращении и встроена в полную систему автоматизации прокатного стана. Для этого область между смесителем (смеситель масла с водой) 3 и распылительным элементом (форсунка) 4 регулярно очищается горячей водой или горячим паром (при необходимости также с добавкой химического чистящего средства), для чего типично следует отвести примерно 5 минут времени.
Было установлено, что продукты омыления в линиях можно снова растворить, если использовать горячую воду с температурой по меньшей мере 60°C.
Процесс чистки осуществляется автоматически после каждого использования валка, или после заданного числа использований валка (программа прокатки), или после каждого использования смазки зазоров между валками, или после заданного числа использований, так что никакого все более утолщающегося слоя продуктов омыления не может образоваться, но тонкий слой каждый раз снова удаляется после использования.
При этом предпочтительно предусматривается следующий образ действий.
При использовании смазки зазоров между валками во время процесса прокатки холодная вода непрерывно течет через первую подводящую линию 1 и через смесители 3 и выходит через распылительные элементы 4. При этом масляные насосы 17 открывают давлением обратные клапаны 18, и масло втекает в смесители 3, смешивается с водой и покидает форсуночный коллектор 4 в виде дисперсии. Дисперсия в примере осуществления наносится на верхний и нижний рабочий валки 5, 6 или альтернативно на опорные валки (форсуночный коллектор не показан), благодаря чему масло достигает зазора между валками.
В конце каждой программы прокатки, сразу после того, как последняя полоса покинет прокатный стан, автоматически запускается процесс чистки смазки зазора между валками. Во время замены или промежуточной смены валков это возможно без нарушений в работе. Выбор клетей для чистки осуществляется моделью процесса в зависимости, в частности, от используемого количества масла, от активирования смазки зазоров между валками и от длительности чистки при последнем простое. Может устанавливаться длительность чистки от 2 до 15 минут.
В этот момент масляные насосы 17 выключают или они уже выключены. Подвод холодной воды через первую подводящую линию 1 прекращается (водоотсечной клапан 15 закрыт). Подвод теплой воды активируется на ранее определенное время чистки. Прекращение чистки проводится по истечении времени или может осуществляться вручную оператором.
Процесс чистки одной или нескольких клетей 7 запускается моделью процесса соответственно автоматически или же вручную оператором. Для этого открываются запорные клапаны 19, и горячая вода может течь из теплоизолированного бака 9 с теплой водой через запорные клапаны 19 через смеситель 3 воды с маслом и выходит также к смазочному коллектору 4. Чтобы тепловые потери воды при движении от бака 9 с теплой водой до форсуночного коллектора 4 были не слишком большими, подводящая линия 8 от бака 9 с теплой водой до форсунок 4 окружена упомянутой теплоизоляцией 11.
В течение периода чистки горячей водой или альтернативно паром автоматически активируется сигнальная лампочка клети 7 прокатного стана, чтобы исключить ожоги персонала.
Когда заданное время истекло или закончилась смена валка чистку системы смазки зазоров между валками снова деактивируют, и смазка зазоров между валками снова включена и готова к работе.
Как упоминалось, нагревание бака 9 с теплой водой производится электричеством. Альтернативно возможен также масляный или газовый нагрев с или без поддержки солнечными элементами. Возможно также использование отходящего тепла.
Может также проводиться регулярная автоматическая чистка системы смазки зазоров между валками чистящей средой. При этом чистка проводится предпочтительно в начале каждого перерыва в работе валка или после определенного числа остановок валка.
Цикл чистки регулируется и контролируется моделью процесса предпочтительно в зависимости от количества масла, от активирования смазки зазоров между валками и т.д.
Подвод чистящей среды в систему смазки зазоров между валками производится перед самым смесителем 3 масла с водой, так что можно промыть область между смесителем 3 и выходным соплом 4.
Каждую клеть можно чистить по отдельности или объединять в группы.
В качестве чистящей среды предпочтительно предусмотрены горячая вода с температурой выше 60°C или водяной пар, причем можно добавлять химическое маслорастворяющее средство.
Для смазки зазоров между валками возможно применение воды нормального качества (фильтрованной).
Соответствующую длительность чистки для каждой клети 7 можно сохранить в памяти или запротоколировать и учитывать при принятии решения о следующем процессе чистки.
Список позиций для ссылок
1 первая подводящая линия
2 вторая подводящая линия
3 смеситель
4 распылительный элемент (форсуночный коллектор)
5 валок
6 валок
7 клеть прокатного стана
8 третья подводящая линия
9 установка снабжения горячей водой или водяным паром
10 электронагревательный элемент
11 теплоизоляция
12 опорный валок
13 опорный валок
14 полоса
15 водоотсечной клапан
16 централизованное устройство управления
17 масляный насос
18 обратный клапан
19 запорный клапан
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕ ТРЕБУЮЩЕЕ ЧАСТОГО ОБСЛУЖИВАНИЯ СМЕСИТЕЛЬНОЕ СОПЛО ДЛЯ СМАЗКИ ЗАЗОРА МЕЖДУ ВАЛКАМИ | 2013 |
|
RU2630078C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2012 |
|
RU2574550C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ | 2013 |
|
RU2670630C9 |
| ЛИТАЯ ЛЕНТА С НИЗКОЙ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2451566C2 |
| РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРЫ ДЛЯ ПРОКАТНОГО СТАНА | 2009 |
|
RU2523177C2 |
| СПОСОБ И ФОРСУНОЧНОЕ УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ В ОЧАГЕ ДЕФОРМАЦИИ ПЕРЕМЕННОЙ ШИРИНЫ | 2002 |
|
RU2287385C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| СПОСОБ НАНЕСЕНИЯ ОХЛАЖДАЮЩЕГО СРЕДСТВА | 2006 |
|
RU2418643C2 |
| ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2020 |
|
RU2786557C1 |
Изобретение предназначено для повышения эффективности снабжения валков смесью вода-масло при смазке зазора между валками в клети прокатного стана для производства полосового проката. Способ включает подачу, по меньшей мере, в один смеситель (3) через, по меньшей мере, одну первую подводящую линию (1) воды, а через, по меньшей мере, одну вторую подводящую линию (2) - масла, причем в смесителе (3) вода и масло смешиваются, и смесь воды и масла подается на распылительный элемент (4), с помощью которого смесь распыляется на, по меньшей мере, один рабочий валок (5, 6) или опорный валок (12, 13) клети (7) прокатного стана. Непрерывная подача смазки неизменного качества обеспечивается за счет того, что через, по меньшей мере, одну третью подводящую линию (8) в одну из двух других подводящих линий (1, 2) и/или в смеситель через определенные промежутки времени или в зависимости от состояния процесса прокатки подают чистящую среду, такую как горячая вода или водяной пар. Устройство для смазки валков имеет соответствующие способу конструктивные элементы. 2 н. и 18 з.п. ф-лы, 1 ил.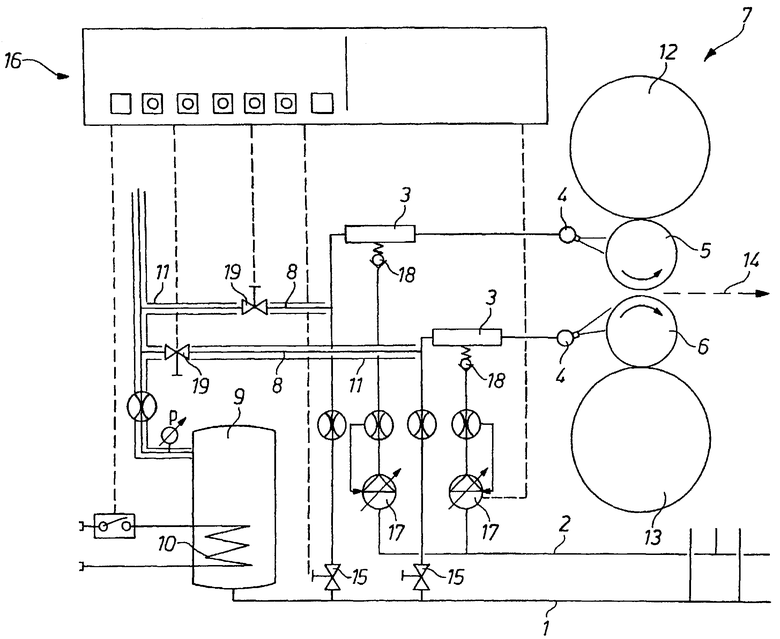
1. Способ смазки валков, в частности, подачей смазки в зазор между валками в клети прокатного стана для производства полосового проката, включающий подачу в, по меньшей мере, один смеситель (3) воды через, по меньшей мере, одну первую подводящую линию (1) и масла через, по меньшей мере, одну вторую подводящую линию (2), смешивание в смесителе (3) воды и масла и подачу смеси воды и масла на распылительный элемент (4), с помощью которого смесь распыляют на, по меньшей мере, один приводной валок (5, 6) или опорный валок (12, 13) клети (7) прокатного стана, отличающийся тем, что через, по меньшей мере, одну третью подводящую линию (8) в одну из двух других подводящих линий (1, 2) и/или в смеситель (3) через определенные промежутки времени в зависимости от состояния процесса прокатки подводят чистящую среду, такую, как горячая вода или водяной пар.
2. Способ по п.1, отличающийся тем, что подачу горячей воды или водяного пара производят при смене валка (5, 6) клети (7) прокатного стана.
3. Способ по п.1, отличающийся тем, что горячую воду подводят с температурой, равной, по меньшей мере, 60°С.
4. Способ по п.1, отличающийся тем, что горячую воду или водяной пар подводят на период времени от 2 до 15 мин.
5. Способ по п.1, отличающийся тем, что в горячую воду или водяной пар добавляют чистящее средство.
6. Способ по п.1, отличающийся тем, что подвод горячей воды или водяного пара производят при прекращении подачи в первую или вторую подводящие линии (1, 2).
7. Способ по п.1, отличающийся тем, что во время подвода горячей воды или водяного пара производят предупредительный сигнал.
8. Способ по одному из пп.1-7, отличающийся тем, что нагревание воды или образование водяного пара проводят электронагревательным элементом.
9. Способ по одному из пп.1-7, отличающийся тем, что нагревание воды или образование водяного пара проводят масляным нагревателем или газовым нагревателем.
10. Способ по одному из пп.1-7, отличающийся тем, что нагревание воды или образование водяного пара осуществляют посредством солнечной энергии.
11. Способ по одному из пп.1-7, отличающийся тем, что чистку системы смазки валков в многоклетевом прокатном стане регулярно запускают автоматически посредством устройства (16) управления, которое определяет требующую чистки клеть, а также контролирует длительность чистки и сохраняет в памяти.
12. Способ по одному из пп.1-7, отличающийся тем, что чистку системы смазки валков активируют автоматически или вручную оператором в начале каждой n-й смены валка, после поломки валка в прокатном стане или в конце программы прокатки перед остановкой установки.
13. Способ по одному из пп.1-7, отличающийся тем, что отдельные клети многоклетевого прокатного стана снабжают по очереди единственным баком горячей воды, предусмотренным для всех клетей прокатного стана.
14. Способ по одному из пп.1-7, отличающийся тем, что в процессе чистки осуществляют следующие основные технологические этапы: деактивирование масляного насоса, выключение подвода холодной воды в систему смазки, установление клети прокатного стана для чистки и продолжительности чистки, активирование подвода теплой воды, пара или чистящего средства на всю ширину распыления, а по истечении времени чистки: деактивирование подвода теплой воды, активирование подвода холодной воды к системе смазки, включение масляных насосов в состояние готовности к работе.
15. Устройство для смазки валков, в частности, для смазки зазоров между валками в клети прокатного стана для производства полосового проката, которое содержит, по меньшей мере, одну первую подводящую линию (1) для воды и, по меньшей мере, одну вторую подводящую линию (2) для масла, причем обе подводящие линии (1, 2) ведут в, по меньшей мере, один смеситель (3) для смешивания воды и масла, гидравлически соединенный с распылительным элементом (4), посредством которого смесь воды и масла может распыляться на, по меньшей мере, один валок (5, 6) или опорный валок (12, 13) клети (7) прокатного стана, в частности, для осуществления способа по одному из пп.1-14, характеризующееся тем, что оно имеет, по меньшей мере, одну третью подводящую линию (8), одним своим концом гидравлически сообщенную, по меньшей мере, с одной из первой или второй подводящих линий (1, 2) и/или со смесителем (3), а другим своим концом соединенную с установкой (9) снабжения горячей водой или водяным паром.
16. Устройство по п.15, отличающееся тем, что установка (9) снабжения горячей водой или водяным паром содержит, по меньшей мере, один электронагревательный элемент (10).
17. Устройство по п.15, отличающееся тем, что установка (9) снабжения горячей водой или водяным паром содержит, по меньшей мере, один масляный или газовый нагреватель.
18. Устройство по п.15, отличающееся тем, что установка (9) снабжения горячей водой или водяным паром содержит, по меньшей мере, один солнечный нагреватель.
19. Устройство по одному из пп.15-18, отличающееся тем, что установка (9) снабжения горячей водой или водяным паром, а также третья подводящая линия (8), по меньшей мере, частично снабжены теплоизоляцией (11).
20. Устройство по одному из пп.15-18, отличающееся тем, что установка (9) снабжения горячей водой или водяным паром выполнена с возможностью гидравлического соединения с первой подводящей линией (1)для воды.
| JP 7016621 А, 20.01.1995 | |||
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ДРЕССИРОВКЕ | 2004 |
|
RU2274505C1 |
| Система подачи технологической смазки при горячей прокатке листа | 1989 |
|
SU1773516A1 |
| JP 56139213 A, 30.10.1981. | |||

