Изобретение относится к производству строительных материалов, а именно - к производству извести. Помимо строительной индустрии оно может использоваться в других отраслях, использующих известь, а также применяться для обжига другой продукции.
Известен способ получения извести, осуществляемый обжигом в слое на спекательной (агломерационной) решетке (Орешкин Г.Г., Плоткин Н.Э., Рудков А.И. Непрерывный обжиг извести для агломерационной шихты. // Сталь, 1959, №3, с.197-203 [1]). В процессе подготовки мелкокусковый известняк размером 0-10 мм смешивают с мелким коксом, шихту, полученную таким образом, укладывают на движущееся полотно спекательной решетки и поджигают от специального устройства - зажигательного горна, в котором сжигают газ, реже мазут. Под воздействием разрежения, создаваемого под решеткой, зона обжига смещается от поверхности к полотну решетки. Обжиг извести происходит при контакте известняка с горящим коксом. К моменту схода продукта с полотна зона обжига достигает колосников. Иногда в данном способе для предохранения колосников решетки от расплавления используют «подстил» из измельченного продукта, слой которого разделяет колосники и шихту. Например, при обжиге цементного клинкера, отличающегося повышенной температурой процесса (Вальберг Г.С. Получение цементного клинкера на агломерационной решетке. М.: Госстройиздат.1957, с.52 [2]), его продукты подвергают дроблению и рассеву, при котором выделяют часть продукта для использования в качестве подстила.
Недостатком этой технологии является обязательное использование для зажигания шихты исключительно газа или мазута. Другой недостаток - низкое качество извести. Причиной этого считают, во-первых, 2-5-кратные отличия в размерах кусков известняка в шихте. Во-вторых, низкая тепловая мощность зажигания, всего 4% от общего расхода тепла на обжиг, которая обуславливает низкую температуру и краткость обжига поверхностных горизонтов, недостаточных для получения качественной извести, особенно из крупного известняка. Кроме того, в данной технологии практически не используют пылевидную фракцию известняка, которая затрудняет просасывание газов, заполняя пустоты между более крупными кусками известняка.
Известен способ зажигания на агломерационной решетке, в котором на поверхность слоя шихты помещают слой разогретого до температуры воспламенения мелкозернистого твердого топлива, которое затем воспламеняют, В.Н.Шульман. Способ разогрева шихты при подготовке рудного агломерата (сб. Тезисов «Агломерация. Высокоэкономичная технология, надежное и высокопроизводительное оборудование. Екатеринбург: 2001, с.61-62» [3]). То есть для зажигания шихты используют твердое топливо.
Недостатками указанного способа являются:
- недостаточная мощность зажигания (15-20% от общего расхода тепла на процесс). По этой причине качество продукта в поверхностных горизонтах остается низким;
- усложненная подготовка зажигающего топлива, предусматривающего его разогрев в условиях, исключающих присутствие воздуха;
- непригодность способа для газового или мазутного зажигания.
Кроме того, в данном способе используется устройство, агломерационная (конвейерная) решетка с высокой часовой производительностью, измеряемой сотнями тонн продукта, которое неэффективно для средних и малых масштабов производства.
Техническими задачами, решаемыми в изобретении, являются:
1. Разработка способа, позволяющего:
- получить высокое качество извести независимо от вида топлива, применяемого для зажигания;
- обеспечить полное использование известняка в процессе, включая пылевидную фракцию;
2. Разработка устройства, технически и экономически эффективного для малого, до 1 т/час, и среднего, до 10 т/час, масштабов производства.
Разработка способа.
Вышеуказанная задача решается:
На стадии приготовления шихты. Известняк предварительно подвергают фракционированию и каждую фракцию отдельно перемешивают с 6-12% твердого топлива, размер частиц которого составляет 0,3-0,6 от среднего размера фракции-известняка, а его пылевидную фракцию, перемешанную с коксом, увлажняют и гранулируют до размера гранул 4-8 мм.
На стадии загрузки шихты на колосниковую решетку.
Загрузку материалов на полотно решетки осуществляют в следующем порядке:
- на колосники решетки загружают слой подстила из огнеупорного материала, например кварца, размер которого превышает максимальную величину известняка на 3-5 мм. Это позволяет отделять продукты обжига от подстила с помощью сита и использовать подстил многократно;
- поверх подстила помещают гранулы из гранулированного пылевидного известняка;
- остальные фракции шихты загружают послойно, в порядке увеличения размера куска снизу вверх.
На стадии зажигания.
В случае использования кокса его количество должно составлять 60-100% от массы шихтового топлива, а размер частиц кокса должен быть в 1,1-1,3 раза крупнее среднего размера крупной фракции известняка.
В случае использования газа его сжигание осуществляют в факельно-слоевом режиме, то есть часть газа сгорает над шихтой, а остальная - в межзерновом пространстве шихты, причем тепло от сгорания газа составляет 60-100% от тепла шихтового топлива.
После завершения обжига.
Продукты обжига рассевают на грохоте с выделением подстила для повторного использования.
Экспериментальную проверку способа проводили на известняке фракции 0-10 мм, используя полупромышленную спекательную установку с внутренним диаметром рабочей камеры 400 и высотой 500 мм. В нижней части рабочей камеры установлена колосниковая решетка из металла. На колосники установки укладывали слой крупного (10-15 мм) огнеупора (кварца) толщиной 150 мм, поверх которого послойно укладывали фракционированную шихту. Нижний слой толщиной 100 мм представлен гранулами размером 4-8 мм, полученных грануляцией мелочи 0-4 мм. Средний слой, 150 мм, содержал фракцию известняка 4-7 мм, разбавленную коксом размером 2,5-4 мм. Верхний слой, 150 мм, состоял из смеси известняка 7-10 мм с коксом 4-6 мм. Доля кокса в смеси (шихте) изменяли от 6 до 12%. На поверхность шихты укладывали слой кокса с размером частиц 11-13 мм, который воспламеняли посредством газовой горелки. Расход газа на зажигание не превышал 1% от общего расхода тепла.
Кроме коксового зажигания применяли зажигание газом, который сжигали в факельно-слоевом режиме. Общее количество тепла во всех опытах составляло постоянную величину - примерно 175000 КДж. То есть удельный расход тепловой энергии на единицу продукции характеризовался постоянной величиной. В этих условиях качество продукции является объективным показателем эффективности использованных режимов обжига. Причем избыток тепла в процессе, также как и его недостаток снижает этот показатель. В первом случае образуется химически неактивный продукт, так называемый «пережег». Во втором - в продукте остается недообожженое сырье. Обычно оно представлено известняковым ядром внутри зерна извести. После завершения опыта из продукта выделяли среднюю пробу массой 3 кг и оценивали качество продукции по ГОСТ 5331-63, «Известь строительная», в котором предусмотрено химическое определение содержание активных оксидов кальция и магния (А, %) путем титрования соляной кислотой. Параллельно в продукте определяют количество непогасившихся зерен (Н.З., %), обычно представленное зернами недожега и пережега и которое надежно дублирует показатель активности, то есть непогасившиеся зерна - это неактивная часть продукта. В таблице приведены данные по условиям опытов и их результатам.
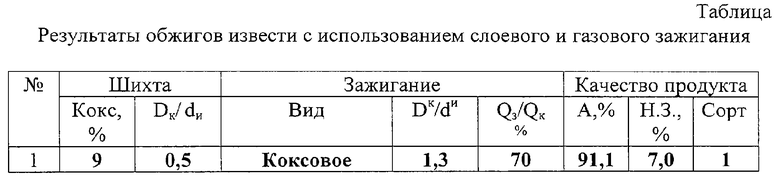

При коксовом зажигании по прототипу, опыт 10, количество кокса составляло 20% от массы кокса в составе шихты. В случае газового зажигания в факельно-слоевом режиме часть газа сгорала над слоем шихты и остальная, примерно 40-60%, сгорала в межзерновом пространстве поверхностного слоя шихты.
Согласно представленным результатам можно утверждать, что оптимальные условия процесса обжига обеспечены только в опытах 1 и 9, в которых получен продукт максимального качества. В остальных опытах изучали влияние:
- соотношение величин зерен кокса и известняка в шихте, которое определяет температурно-временной режим обжига конкретного горизонта, опыты 1-3;
- соотношение размеров частиц кокса из зажигающего слоя и известняка в поверхностном слое шихты. Отклонение от оптимума ухудшает температурно-временные условия зажигания, опыты 4-5;
- соотношения между массой зажигающего и шихтового кокса, определяющего общую энергетическую эффективность обжига, опыты 6 и 7.
Установлено, что зажигание, соответствующее прототипу, недостаточно для обеспечения качества извести, опыт 8. В поверхностном слое шихты активность продукции не превышала 30%. В то же время в нижнем горизонте в составе продукта преобладал «пережег», химически неактивный СаО, наличие которого в строительной извести недопустимо. В отличие от традиционного варианта при факельно-слоевом зажигании значительная часть топлива сжигается непосредственно в среде обжигаемого материала, что повышает выход качественной продукции, опыт 10. В опытах по аналогу (8) и прототипу (9) качество продукта не соответствует требованиям стандарта.
Заявляемые интервалы отклонений в параметрах обеспечивают получение продукции, соответствующей требованиям стандарта во всех опытах, кроме 9, и, следовательно, являются корректными.
Техническим результатом разработанного способа является получение качественного продукта на базе отхода, известнякового отсева крупностью 0-10 мм при пониженном удельном расходе тепла - около 5000 кДж/кг продукта, что находится на уровне промышленных шахтных печей, работающих на газовом топливе (Колбасов В.М. Технология вяжущих материалов - М.: Стройиздат [4], стр.79). Это достижение обусловлено оптимизацией зернового состава шихты в результате фракционирования, надлежащего расположения фракций по высоте слоя и сбалансированным соотношением между внешним и внутренним теплом процесса обжига, а также повышенной в сравнении с прототипом эффективностью зажигания, обусловленной большим в 2-3 раза, чем в прототипе, количеством кокса на зажигании. В случае газового зажигания эффективность повышается вследствие сжигания части газового топлива в межзерновом пространстве, которое имеет место в случае факельно-слоевого режима зажигания.
Использование подстила позволяет исключить потерю части продукта в виде провала через межколосниковые промежутки. Больший размер частиц подстила в сравнении с шихтой упрощает его выделение из продукта и обеспечивает многократное использование.
Разработка устройства. Известна установка с малой производительностью для спекания обжига по методу просасывания (Вегман Е.Ф. Окускование руд и концентратов. М.: Металлургия, 1984. с.22 [5]). В отличие от рассмотренной выше конвейерной решетки, имеющей непрерывный режим работы [1], данное устройство работает в периодическом режиме. Рабочий цикл предусматривает следующие основные операции: подготовку шихты, ее загрузку в чашу, зажигание, обжиг шихты и выгрузку продукта. Недостатком указанной конструкции является значительные потери времени, связанные с выгрузкой продукта и перезагрузкой рабочей камеры шихтой. Упомянутые потери значительно снижают выход продукции. Кроме того, имеют место потери части тепла на заключительной стадии процесса обжига, которое теряется с отходящими газам, уходящими в атмосферу [5], с.27, рис.7г). В этот момент в их составе преобладает воздух (90-95%) и они могут быть использованы в качестве вторичного воздуха при зажигании шихты.
Техническая задача, решаемая в предлагаемом устройстве, состоит в создании установки малого масштаба с непрерывным режимом работы и более экономичным использованием тепла.
Указанная задача решается применением устройства, имеющего две смежные рабочие камеры, работающие поочередно, причем их циклы частично совмещены во времени, что обеспечивает непрерывность обжигового процесса. Для уменьшения потерь времени на стадии загрузки шихты и выгрузки продукта предусмотрено применение дополнительного элемента - стаканов, выполненных из жароупорного металла и имеющих для сквозного прохождения газов перфорированное дно. Упомянутые стаканы заполняют шихтой за пределами рабочей камеры, помещают вовнутрь рабочих камер и производят обжиг. После завершения обжига стакан, содержащий продукт, извлекают из рабочей камеры и заменяют другим, который заполнен шихтой. Камеры имеют общее шихтоприготовление и сортировку продукта, а также общие системы транспортирования материалов, удаления отходящих газов и их пылеочистки.
На чертеже представлена схема предлагаемого устройства. Оно включает в себя обжиговый стенд, состоящий из двух обжиговых камер (1а и 1б), герметично установленных на вакуум-камерах (2а и 2б), и зажигательного горна (3), который можно использовать как для коксового, так и для газового зажигания. Для осуществления обжига используют «стакан» с перфорированным дном, изготовленный из жароупорного металла в форме цилиндра или усеченного конуса (4). В системе газообмена обжигового стенда имеются клапаны (5а, 5б и 6). Содержимое стакана в рабочем состоянии представлено подстилом из огнеупора (8) и шихтой (9). Для управления процессом обжига используют термопары (10а и 10б. Внутри вакуум-камер, по центру, установлены упоры 11. На воздуховоде зажигательного горна имеется дополнительный патрубок 12 с клапаном 13.
Система, в которую входит установка, имеет узел подготовки шихты, на котором осуществляют дозирование известняка и кокса, их перемешивание и загрузку в стакан. Выгрузку продукции из стакана и сортировку продуктов обжига осуществляют на узле разгрузки и сортировки. Газообмен в процессе обжига обеспечивает дымосос, который через пылеулавитель сообщается с обжиговым стендом. Для перемещения порции шихты из узла шихтоподготовки на стенд обжига и продукта на узел разгрузки и сортировки используют транспортное устройство типа кран-балки с электрическим приводом (7).
Устройство работает следующим образом:
1. На узле подготовки шихтоподготовки в стакан 4 загружают слой «подстила». Поверх подстила укладывают гранулированную шихту, а затем послойно, в порядке возрастания крупности, остальные фракции шихты и слой кокса для зажигания. При газовом зажигании кокс не загружают.
2. Стакан, заполненный шихтой, с помощью транспортирующего устройства 7 перемещают на обжиговый стенд и устанавливают вовнутрь обжиговой камеры 1а. Аналогичным образом готовят и загружают камеру 1б. Дополнительно на стенде шихтоподготовки снаряжают еще два стакана.
3. Зажигательный горн 3 устанавливают на обжиговую камеру 1а, открывают клапан 5а и включают дымосос. При этом воздух через патрубок 12 и клапан 13 поступает в зажигательный горн, фильтруется сквозь шихту и перфорированное дно стакана и поступает в вакуум-камеру 2а и затем через вентиль 5 по газоходу поступает в пылеочиститель и затем посредством дымососа - в атмосферу. Включают подачу газа и воспламеняют газовоздушную смесь, которая, в свою очередь, поджигает кокс на поверхности шихты.
При использовании газового зажигания после воспламенения газовоздушной смеси расход газа и воздуха увеличивают до оптимального уровня и в таком режиме осуществляют обжиг верхней половины шихтового слоя. По истечении примерно половины периода обжига отключается подача газа и процесс обжига продолжается с использованием тепла от охлаждения поверхностных горизонтов продукта.
4. При достижении температуры отходящих газов уровня 200-250°С закрывают клапан 5а. Одновременно переключают клапан 6 на вакуум-камеру 2а и открывают клапан 5б. При этом также переставляют зажигательный горн 3 на рабочую камеру 1б и начинают в ней процесс зажигания, то есть включают подачу газа и воспламеняют газовоздушную смесь. Воздух в зажигательный горн поступает в нагретом состоянии, которое обеспечивается при его фильтрации через продукт и слой подстила, регенерирующий тепло от охлаждения нижних горизонтов продукта. Далее процесс осуществляют по пп.3, 4, 5.
5. Стакан с продуктами обжига извлекают из рабочей камеры 1a c помощью кран-балки 7 и транспортируют на узел разгрузки и сортировки. Содержимое стакана сортируют на ситовом грохоте. Огнеупорный подстил возвращают обратно в стакан, который после этой операции перемещают на стенд шихтоприготовления. Готовую продукцию затаривают и отправляют на склад.
6. В рабочую камеру 1а вновь устанавливают стакан, заполненный шихтой, - один из двух резервных, подготовленных на стенде шихтоприготовления ранее. Этой операцией завершается рабочий цикл процесса.
Температурный режим обжига предполагает температуру процесса 1400-1500°С, что ужесточает условия эксплуатации стакана, одного из основных элементов системы. Долгосрочную и надежную эксплуатацию этой конструкции можно обеспечить использованием высоколегированных, очень дорогих сталей. В качестве альтернативы этому затратному варианту предлагается установить на боковой поверхности стакана, выполненного из обычного жаростойкого металла, кожух из материала, отличающегося повышенной теплопроводностью, например из меди, имеющий на наружной поверхности ребра (выступы) с квадратным сечением, которые увеличивают поверхность теплообмена и одновременно повышают жесткость конструкции стакана. В соответствии с литературными данными зона горения имеет толщину 20-30 мм (Агломерация рудных материалов. Научное издание /Коротич В.И., Фролов Ю.А., Бездежских Г.Н. Екатеринбург: ГОУ ВПО «УГТУ-УПИ», 2003. с.6 [6]). Медный кожух на стакане обеспечит отвод тепла от зоны повышенных температур и его перераспределение по поверхности кожуха, что позволит избежать перегрева той части стакана, на которой на текущий момент располагается зона горения шихты, то есть участок максимальных температур. Форма стаканов в виде усеченного конуса учитывает 20-25% усадку известняка, происходящую при его обжиге. Общеизвестно, что несущая способность металлов при воздействии высоких температур значительно снижается. Поэтому внутри вакуум-камер по центру установлены вертикальные упорные элементы трубчатого сечения, назначение которых воспринимать нагрузку от массы стакана с шихтой и предотвращать деформацию перфорированного дна стакана в период его прогрева на заключительной стадии процесса обжига. Трубчатое сечение упора позволяет увеличить его эффективную площадь при минимальном расходе металла.
Технический результат, достигаемый использованием данной конструкции, заключается в обеспечении непрерывности процесса обжига и повышении его продуктивности, достигаемых частичным наложением рабочих циклов двух смежных рабочих камер, т.к. процесс охлаждения продукта в одной из них совмещается по времени с зажиганием шихты в другой. Одновременно обеспечивается использование тепла отходящих газов путем подачи их из одной камеры на зажигание шихты в смежную рабочую камеру. Кроме того, применение стаканов для загрузки и выгрузки материала позволяет избежать потерь времени при выполнении вспомогательных операций.
Экономический эффект данной разработки, включающей способ и устройство, заключается в возможности значительного, не менее чем в 1,5-2 раза, удешевлении качественной известковой продукции, получаемой на предприятиях со средним и малым объемами производства с использованием наиболее дешевого вида известнякового сырья в виде отсевов. Разработанная технология процесса допускает возможность частичной или полной автоматизации процесса обжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗВЕСТИ | 2015 |
|
RU2593396C1 |
| Способ обжига дисперсного известняка | 2016 |
|
RU2641678C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗОЛЬНОГО АГЛОПОРИТОВОГО ГРАВИЯ | 2009 |
|
RU2423330C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНГИДРИТОВОГО ВЯЖУЩЕГО | 2007 |
|
RU2362748C1 |
| СПОСОБ ОБЖИГА ВЯЖУЩИХ МАТЕРИАЛОВ | 2007 |
|
RU2341476C1 |
| ШАХТНАЯ ПЕЧЬ | 2004 |
|
RU2267726C1 |
| Способ нагрева спекаемого материала и устройство для его осуществления | 1981 |
|
SU971898A1 |
| Кольцевая шахтная обжиговая машина | 1977 |
|
SU726403A1 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕМЕНТНОГО КЛИНКЕРА | 1991 |
|
RU2028988C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕМЕНТНОГО КЛИНКЕРА НА КОНВЕЙЕРНОЙ РЕШЕТКЕ | 1992 |
|
RU2049749C1 |
Изобретение относится к производству строительных материалов, а именно - к производству извести. Помимо строительной индустрии оно может использоваться в отраслях, использующих известь, а также применяться для обжига другой продукции. Техническая задача: более полное использование сырья при высоких технико-экономических показателях процесса, в т.ч. для средних (до 10 т/час) и малых (до 1 т/час) объемов производства. Способ получения извести обжигом известняка фракции 0-10 мм на колосниковой решетке включает подготовку шихты дозированием измельченных известняка и кокса и их перемешиванием и укладку полученной шихты на колосниковую решетку, зажигание шихты от воспламененного топлива, последующий ее обжиг и сортировку продуктов обжига. При подготовке шихты известняк фракционируют по крупности, каждую фракцию отдельно перемешивают с 6-12 мас.% кокса, размер частиц которого составляет 0,3-0,6 от среднего размера фракции известняка, а мелкую, пылевидную фракцию, перемешанную с коксом, гранулируют до размера гранул 4-8 мм и укладывают на колосниковую решетку поверх слоя подстила, разделяющего шихту и решетку, а остальные фракции шихты помещают послойно в порядке возрастающей снизу вверх крупности. Охарактеризована установка для реализации описанного способа. 2 н. и 3 з.п. ф-лы, 1 табл., 1 ил.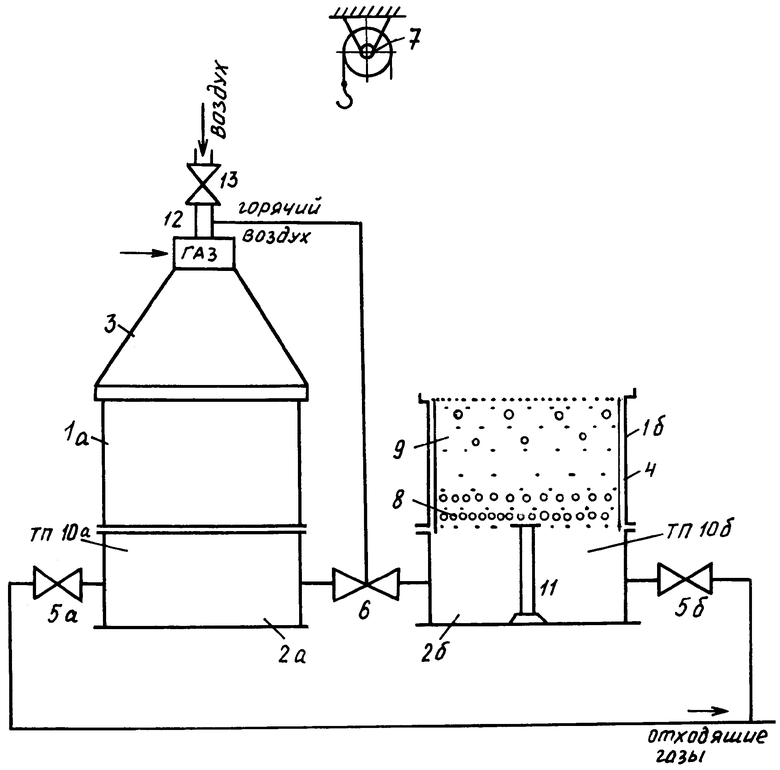
| ОРЕШКИН Г.Г | |||
| и др | |||
| «Непрерывный обжиг известняка для агломерационной шихты» | |||
| Сталь, Москва, Металлургия, 1959, №5, с.197-203 | |||
| Способ получения извести | 1985 |
|
SU1260344A1 |
| Способ подготовки карбонатного сырья для обжига | 1975 |
|
SU547408A1 |
| Способ термической обработки шихтовых материалов | 1977 |
|
SU737486A1 |
| Способ обжига известняка | 1981 |
|
SU969765A1 |
| СПОСОБ ЗАЖИГАНИЯ АГЛОМЕРАЦИОННОЙ ШИХТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149332C1 |

