(54) СТОЛ МНОГОПОЗИЦИОННЫЙ ПОВОРОТНЫЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Устройство для закрепления деталей | 1985 |
|
SU1263493A1 |
| Гвоздезабивное устройство | 1980 |
|
SU935281A1 |
| Механизм зажима и подачи прутка | 1987 |
|
SU1472178A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| Устройство для манипулирования деталями при обработке | 1988 |
|
SU1717302A1 |
| Механизм для подвода к изделию опорного или зажимного органа с последующим его закреплением | 1958 |
|
SU122040A1 |
Изобретение относится к станкостроению.
Известен стол многонозиционный поворотный, содержащий механизм зажима деталей, каждый из которых выполнен в виде снабженной пневмоприводом цанги, связанной с поршнем посредством шариков, и механизмом подвода сжатого воздуха к привоДУ 1.
Недостатком этого устройства является то, что оно не обеспечивает надежный зажим деталей и выталкивания их из цанги.
Цель изобретения - обеспечение надежного зажима деталей и выталкивание их после обработки из цанги.
Указанная цель достигается тем, что пневмопривод снабжен вторым поршнем с упорным кольцом, размещенным на упомянутом поршне, а также тем, что механизм зажима снабжен регулируемым упором, размещенным в цанге, в котором выполнены отверстия для подвода сжатого воздуха к детали.
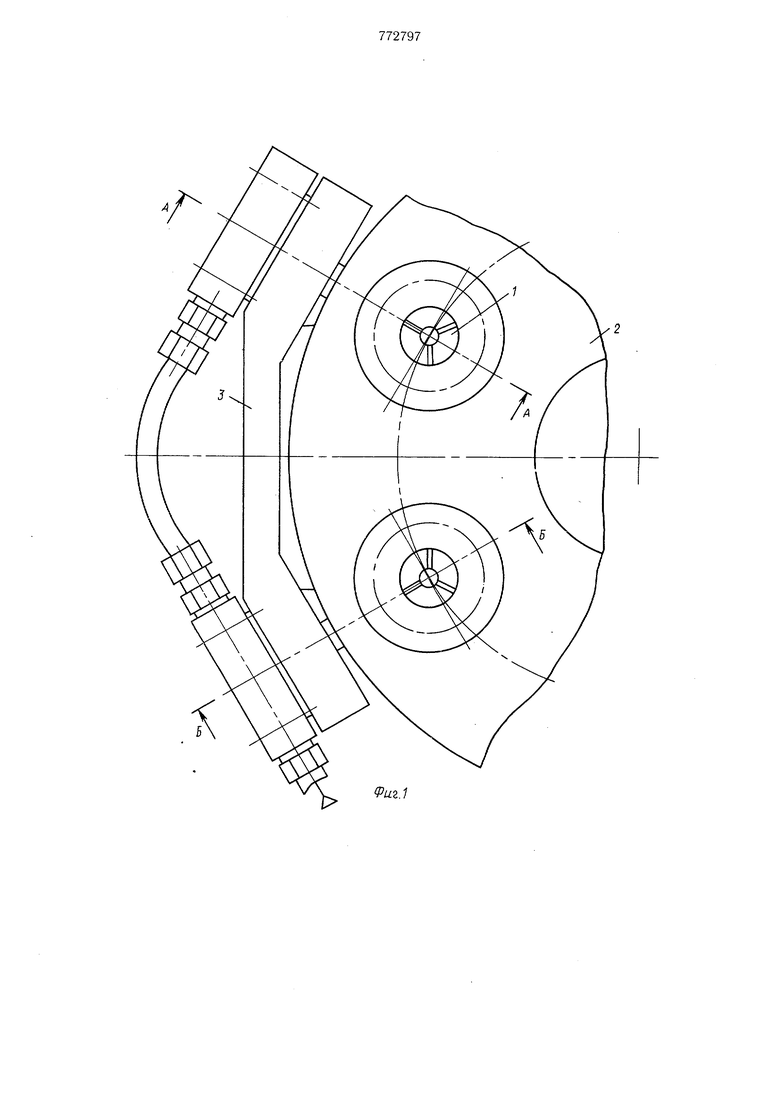
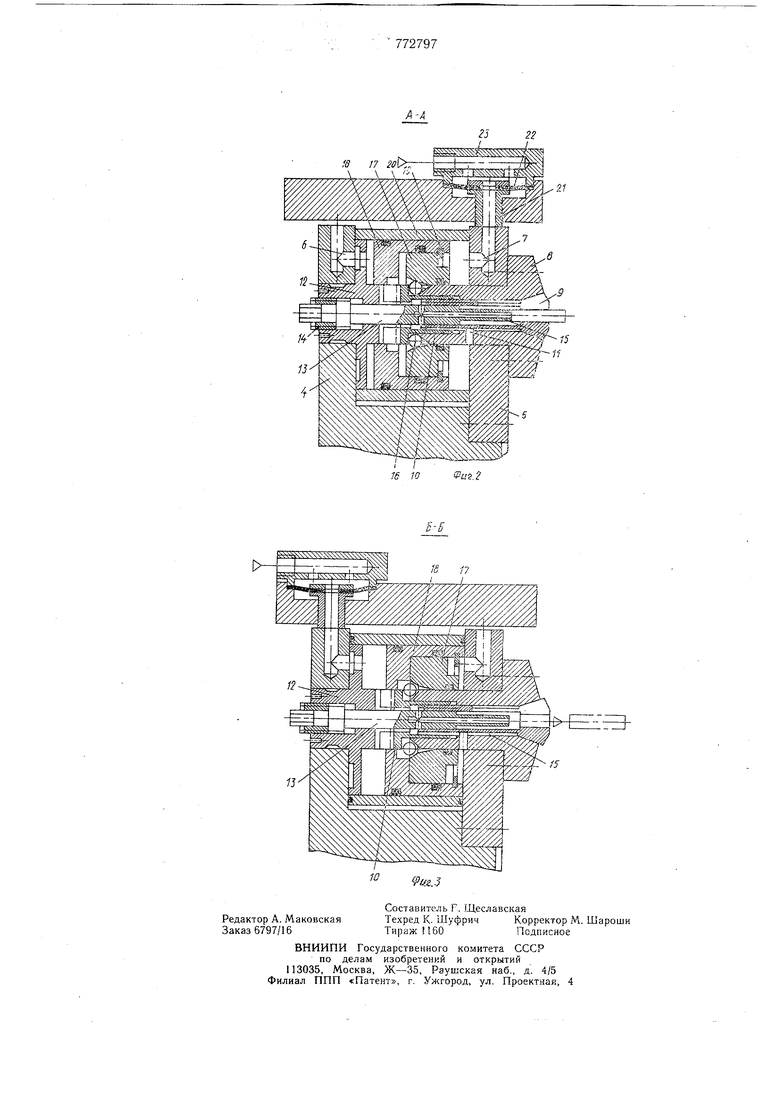
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Стол состоит из цанговых зажимных механизмов 1, вмонтированных в поворотный стол 2, и устройства подвода сжатого воздуха, выполненного в неподвижном кронштейне 3.
5 Bcf цанговые зажимные механизмы с пневмоприводами установлены между кopпy сом 4 и неподвижно соединенной с ним шайбой 5, в которых сделаны отверстия 6 и 7. Зажимная втулка 8, в которую вставлена цанга 9, неподвижно соединена с шайбой 5. Цанга 9 затягивается во втулку 8 резьбовой втулкой 10, и удерживается от проворота штифтом 11. Резьбовая втулка 10 имеет выступ, который входит в паз фланца 12. Вращая втулку 10, регулируют
. силу зажима изделия в цанге. После настройки силы зажима фланец 12 стопорят (на чертеже не показано).
Во фланец 12 ввертывается регулируемый на размер упор 13, который фиксируется гайкой 14. В упоре 13 для прохода воздуха сделано отверстие 15. Цанга 9 затягивается во втулку 8 шариками 16, расположенными между плоскостью резьбовой втулки 10, наклонной плоскостью пазов втулки 8 и конической поверхностью поршня 17, на
котором размещен поршень 18 с разрезным кольцом 19. Поршень перемеш,ается в цилиндре 20 пневмопривода, который центрируется по фланцу 12.
Устройство подвода сжатого воздуха выполнено в виде двух мембранных устройств, состоящих из втулки 21 и мембраны 22, которая неподвижно соединена с кронштейном 3 крышкой 23. Разжим и зажим изделий происходит одновременно от одного пневмоклапана (на чертеже не показан), но на разных позициях.
Устройство работает следующим образом.
При подаче сжатого воздуха в позиции зажима через отверстие в крыщке 23 мембрана 22 прогибается в сторону поворотного стола, прижимая втулку 21 к его поверхности и обеспечивая гермегичность. Воздух при этом проходит через отверстие в мембране 22 и втулке 21, отверстие 7 в шайбе 5 и попадает в правую полость пневмопривода. Оба поршня при этом перемещаются влево д0 упора конической поверхности поршня 17 в шарики 16. Шарики 16, упираясь в поверхность резьбовой втулки 10, затягивают во втулку 8 цангу 9, зажимая изделие предварительно. Дальше перемещается только поршень 18 до упора кольца 19 в поршень 17. При этом происходит оконч ательная затяжка цанги шариками 16, которые перемещаются к центру, заклиниваясь между плоскостями резьбовой втулки 10, наклонной плоскостью паза втулки 8 и конической поверхностью поршня 17. Коническая поверхность в порщне 17 выполнена под таким углом, который предохраняет самопроизвольный разжим цанги при снятии давления сжатого воздуха из правой полости пневмопривода.
При разжиме (фиг. 3) изделия сжатый воздух подается в левую полость пневмопривода. Поршень 18 перемешается вправо, упирается в поршень 17, обеспечивая разжим цанги, и далее поршни занимают крайнее правое положение.
Сжатый воздух после разжима изделия из левой части через зазоры между резьбовой втулкой 10 и фланцем 12, между резьбовой втулкой 10 и упором 13 проходит в отверстие 15 и давит на разжатую деталь, выталкивая ее из цанги.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
J22
21
Гт
W 10Фиъ.2
