Известны патроны для крепления деталей типа втулок (или зубчатых колес) при шлифовании центрального отверстия с использованием зажимной пружинящей разрезной цанги, находящейся под воздействием штока пневматического привода. Однако такие патроны не обеспечивают высокой точности центрирования детали.
В описываемом патроне для обеспечения радиального приложения зажимного усилия, с целью достижения высокой точности центрирования детали и концентричности обрабатываемого отверстия относительно наружной базы, в качестве разрезной цанги применена втулка с продольными, переходящими в поперечные, разрезами, образующими пружинные элементы. Для натяжения этих элементов служат рычаги, раздвигаемые при помощи штифтов конусом, сидящим на конце приводного штока и выполняющим одновременно функции автоматического выталкивателя детали после ее обработки.
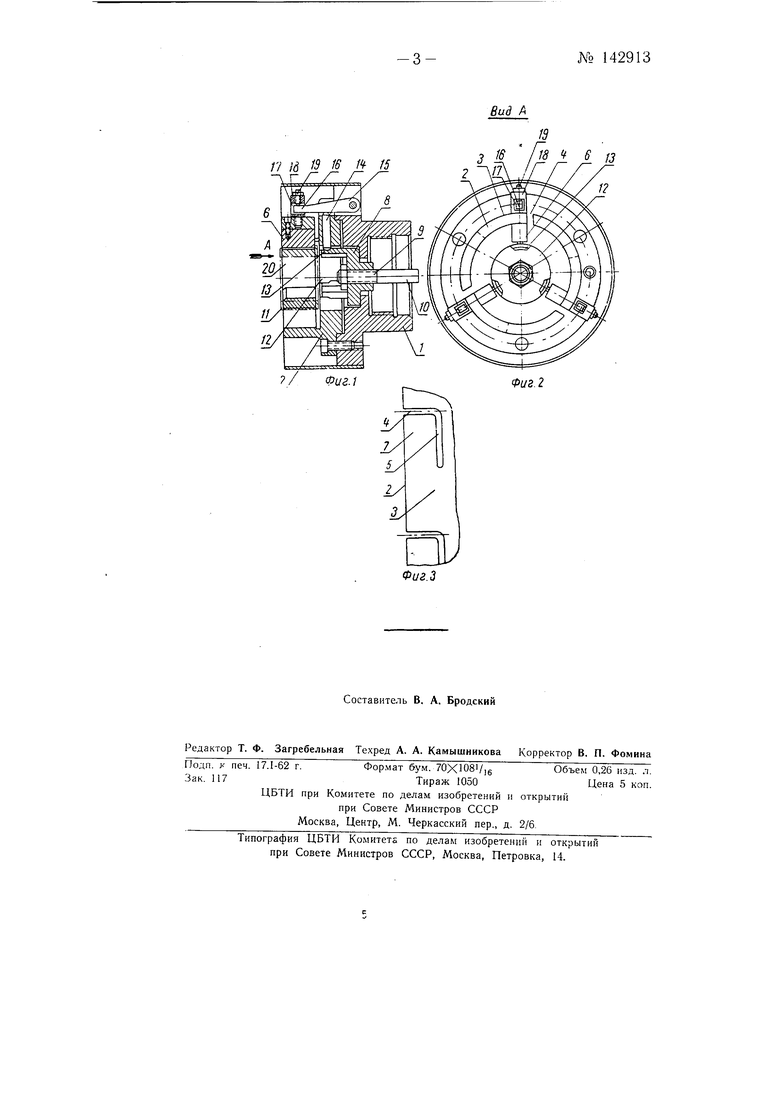
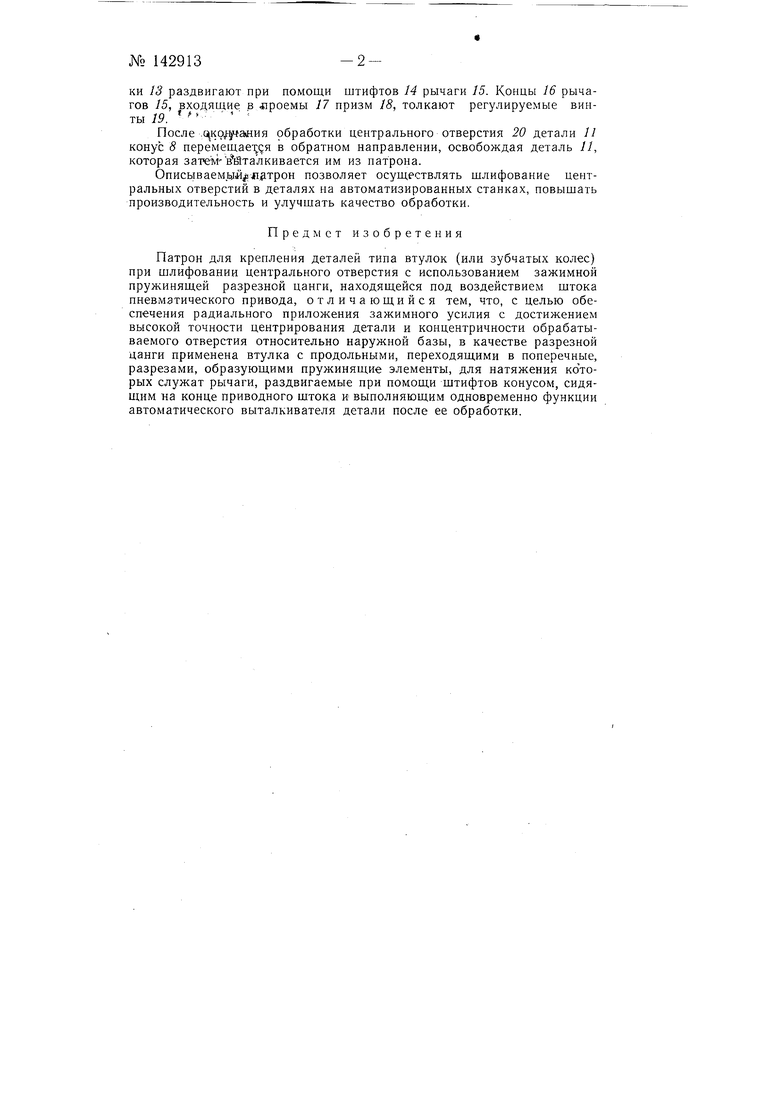
На фиг. 1 изображен патрон; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3-развертка боковой поверхности разрезной втулкицанги.
Патрон для крепления деталей состоит из планшайбы /, навинчиваемой на шпиндель шлифовального станка, втулки-цанги 2, боковая поверхность 3 которой имеет продольные разрезы 4, переходяшие в поперечные 5, кулачков 6, прикрепленных к прул инящим элементам 7, образуемым продольными 4 и поперечными 5 разрезами, и трехлепесткового раздвижного конуса 8, сидящего на конце 9 штока 10 пневматического привода.
Деталь 11, подлежащая обработке, вставляется в центральное отверстие 12 патрона и зажимается кулачками 6 при натяжении пружинящих элементов 7 в результате перемещения конуса 8, когда его лепест№ 142913-2ки 13 раздвигают при помощи штифтов 14 рычаги 15. Концы 16 рычагов /5, входящие в лроемы 17 призм 18, толкают регулируемые вииты 19.
После .о ко раиия обработки центрального отверстия 20 детали 11 конус 8 перемещает дя в обратном направлении, освобождая деталь 11, которая зат М в йталкивается им из патрона.
Опись1ваем.ыйлЛ| трон позволяет осуществлять щлифование центральных отверстий в деталях на автоматизированных станках, повыщать производительность и улучшать качество обработки.
Предмет изобретения
Патрон для крепления деталей типа втулок (или зубчатых колес) при шлифовании центрального отверстия с использованием зажимной пружинящей разрезной цанги, находящейся под воздействием щтока пневматического привода, отличающийся тем, что, с целью обеспечения радиального приложения зажимного усилия с достижением высокой точности центрирования детали и концентричности обрабатываемого отверстия относительно наружной базы, в качестве разрезной цанги применена втулка с продольными, переходящими в поперечные, разрезами, образующими пружинящие элементы, для натяжения которых служат рычаги, раздвигаемые при помощи штифтов конусом, сидящим на конце приводного штока и выполняющим одновременно функции автоматического выталкивателя детали после ее обработки.
П д 19 §. Д
18 t 6 }3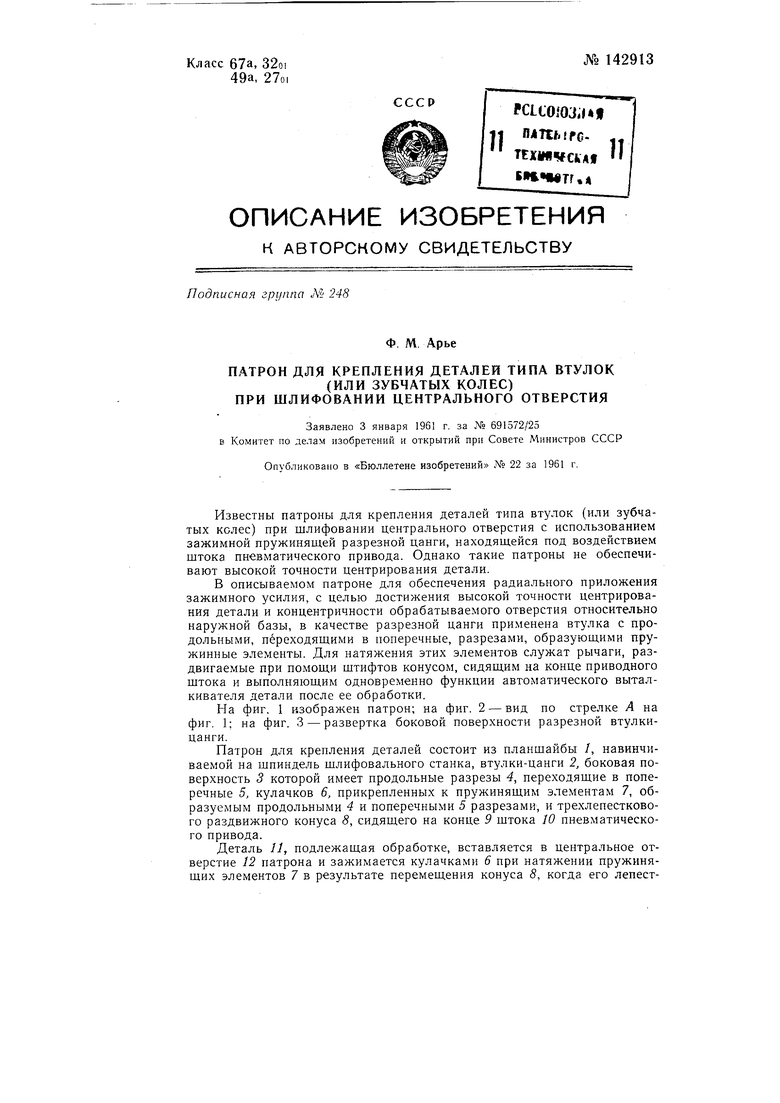
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1990 |
|
SU1787700A1 |
| САМОЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2087269C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| ПАТРОН К ВНУТРИШЛИФОВАЛЬНОМУ СТАНКУ | 1964 |
|
SU164814A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| СПОСОБ УДЕРЖАНИЯ УТОЧНОЙ НИТИ; БЕСЧЕЛНОЧНЫЙ ТКАЦКИЙ СТАНОК С ЗАЖИМНЫМ УСТРОЙСТВОМ ДЛЯ УТОЧНОЙ НИТИ, В ЧАСТНОСТИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, И ПАТРОН В КАЧЕСТВЕ СМЕННОГО БЛОКА ДЛЯ ПРИМЕНЕНИЯ В СМЕСИТЕЛЬНОЙ ТРУБКЕ БЕСЧЕЛНОЧНОГО ТКАЦКОГО СТАНКА | 2003 |
|
RU2291236C2 |
| ПНЕВМАТИЧЕСКИЙ ГИДРОПЛАСТОВЫЙ ПАТРОН | 1992 |
|
RU2104127C1 |
| Устройство для постановки односторонних заклепок | 1979 |
|
SU984620A2 |