Изобретение относится к жестким составным армированным трубам, изготовленным из нескольких материалов и предназначенным для транспортирования жидких продуктов под высоким давлением или разрежением, а также к процессам их изготовления.
Из уровня техники известна наиболее близкая к изобретению по количеству общих признаков и достигаемому результату многослойная труба, содержащая соединенные между собой внутренний защитный слой, выполненный из износостойкого материала, промежуточный слой и наружный защитный слой, выполненный из композиционного материала, а также законцовки для соединения со смежными трубами или трубопроводной арматурой («Труба из композиционных материалов для транспортирования газообразных и жидких продуктов под высоким давлением и способ ее изготовления (варианты)», RU, №2166145 С1, 7 МПК F 16 L 9/12, заявл. 02.11.1999, опубл. 27.04.2001, ближайший аналог - прототип).
Внутренний защитный слой выполнен в виде трех концентрических слоев химически и абразивостойкой резины, которые образованы резиновыми лентами, уложенными в каждом слое по спирали внахлест. Для образования концентрических слоев, формирующих внутренний защитный слой, применены резиновые ленты шириной 130 мм, толщиной 1,0 мм. Ленты уложены по спирали внахлест в каждом слое по кромкам. Ширина нахлестки составляет 8-12 толщин ленты, а в первом слое нахлестка обращена в сторону, противоположную направлению движения транспортируемого продукта.
Промежуточный слой включает два концентрических слоя не пропитанного связующим низкоплотного материала. В качестве низкоплотного материала использован нетканый материал. Упомянутые слои образованы лентами нетканого материала шириной 70 мм, которые уложены по спирали внахлест на половину ширины ленты. Нетканый материал лент имеет пористую рыхлую структуру с возможностью проникновения в нее при определенных температурах размягчения и усилиях прижатия сырой резины внутреннего защитного слоя. Одновременно нетканый материал не препятствует проникновению в него связующего со стороны третьего дополнительного концентрического слоя, входящего в состав промежуточного слоя, и непосредственно контактирует с наружным защитным слоем из композиционного материала.
Наружный защитный слой, выполняет в этой конструкции трубы роль силового каркаса, содержит пятнадцать концентрических слоев композиционного материала, каждый из которых образован лентами с параллельным расположением армирующих элементов в виде волокон. Ленты уложены с перекрытием кромок по спирали с углом наклона к продольной оси трубы от 52 до 56° и пропитаны связующим.
Законцовки трубы выполонены из композиционного материала одновременно с изготовлением тела трубы, размещены поверх наружного слоя, соединены с ним неразъемно отвержденным связующим, имеют форму фланцев в виде кольцевого утолщения концов трубы с хвостовиком и контакт с наружным слоем на длине от 0,27 до 0,29 м.
Однако известная труба имеет сложную конструкцию и изготавливается из дорогостоящих материалов. Так, для обеспечения необходимой прочности и надежности ее наружный защитный слой, выполняющий в данной конструкции трубы роль силового каркаса, выполнен из пятнадцати концентрических слоев спиральных лент из композиционного материала, пропитанных связующим, что значительно повышает трудоемкость и себестоимость ее изготовления. При этом соединение внутреннего защитного слоя, выполненного из резины, основанное на проникновении сырой резины в поры нетканого материала промежуточного слоя, не обеспечивает достаточную прочность такого крепления и делает его ненадежным при использовании в качестве материала внутреннего защитного слоя многослойной трубы твердого материала, обладающего низкими адгезионными свойствами, например стекла, фарфора, фторопласта или другого материала с аналогичными свойствами.
Из уровня техники известен наиболее близкий к изобретению по количеству общих признаков и достигаемому результату способ изготовления многослойной трубы, включающий формирование с помощью оправки внутреннего защитного слоя, выполненного из износостойкого материала, промежуточного слоя и наружного защитного слоя, выполненного из композиционного материала, а также крепление законцовок для соединения со смежными трубами или трубопроводной арматурой («Труба из композиционных материалов для транспортирования газообразных и жидких продуктов под высоким давлением и способ ее изготовления (варианты)», RU, №2166145 С1, 7 МПК F 16 L 9/12, заявл. 02.11.1999, опубл. 27.04.2001, ближайший аналог - прототип).
Внутренний защитный слой из износостойкого материала формируют путем намотки на покрытую антиадгезионным составом или разделительной пленкой цилиндрическую оправку трех концентричных слоев ленты сырой резины с шагом намотки 120 мм.
Затем формируют промежуточный слой. Для этого на внутренний защитный слой наматывают два концентрических слоя промежуточного слоя из ленты сухого нетканого материала. При определенной температуре размягчения и усилиях намотки сырая резина внутреннего защитного слоя проникает в поры рыхлой структуры упомянутых двух концентрических слоев нетканого материала и, при дальнейшей вулканизации сырой резины, обеспечивает соединение внутреннего защитного слоя с промежуточным слоем трубы. После этого наматывают третий концентрический слой промежуточного слоя из ленты сухого нетканого материала с шагом намотки 25 мм и натяжением 25-30 кг.
Наружный защитный слой трубы из композиционного материала - силовой каркас формируют из пятнадцати концентрических спиральных слоев пропитанной эпоксидным связующим ленты из ровинга с параллельным расположением армирующих элементов в виде волокон. Ленты укладывают под углом намотки 52-56° к продольной оси трубы с натяжением 25-30 кг и при температуре связующего 55+5°С. При этом связующее наружного слоя проникает в поры рыхлой структуры третьего концентрического слоя нетканого материала промежуточного слоя и, при дальнейшем отверждении связующего, обеспечивает соединение наружного слоя с промежуточным слоем трубы.
Законцовки виде фланцев или фитингов формируют спиральной намоткой на концевых участках наружного слоя ленты из композиционного материала, составленной из стеклоровингов и пропитанной эпоксидным связующим.
Оправку с намотанной заготовкой трубы снимают со станка и помещают в тепловой агрегат, где производят отверждение связующего с одновременной вулканизацией резины и их проникновением в нетканый материал концентрических слоев лент промежуточного слоя трубы для их послойного соединения.
Однако известный способ изготовления многослойной трубы характеризуется большой сложностью и требует применения дорогостоящих материалов. Так, для обеспечения необходимой прочности и надежности наружный слой, выполняющий в данной конструкции трубы роль силового каркаса, формируют из пятнадцати концентрических слоев спиральных лент из композиционного материала, пропитанных связующим, что значительно повышает трудоемкость и себестоимость ее изготовления.
При этом соединение внутреннего защитного слоя, выполненного из резины, основанное на проникновении сырой резины в поры нетканого материала промежуточного слоя, не обеспечивает достаточную прочность такого крепления и делает его ненадежным при использовании в ней в качестве материала внутреннего защитного слоя твердого материала, обладающего низкими адгезионными свойствами, например стекла, фарфора, фторопласта или другого материала с аналогичными свойствами.
Технической задачей, на решение которой направлена группа изобретений, объединенных единым изобретательским замыслом, является создание такой конструкции многослойной трубы и такого способа ее изготовления, в которых путем их усовершенствования, применения недорогостоящих материалов и оптимальной последовательности операций достигается повышение надежности и упрощение конструкции трубы и технологического процесса ее изготовления.
Техническим результатом от использования группы изобретений является снижение трудоемкости и себестоимости изготовления многослойной трубы при обеспечении ее высокой прочности.
Поставленная техническая задача решается, а ожидаемый технический результат достигается тем, что в многослойной трубе, содержащей соединенные между собой внутренний защитный слой, выполненный из износостойкого материала, промежуточный слой и наружный защитный слой, выполненный из композиционного материала, а также законцовки для соединения со смежными трубами или трубопроводной арматурой, согласно изобретению, внутренний защитный слой и промежуточный слой скреплены между собой гибким жгутами, при этом промежуточный слой выполнен из полимербетона армированного продольными стержнями жестко скрепленными с законцовками в армирующие каркасы.
Приведенные признаки являются существенными, так как в совокупности достаточны для решения поставленной технической задачи и достижения ожидаемого технического результата, а каждый в отдельности необходим для идентификации и отличия заявленной многослойной трубы от известных из уровня техники аналогичных технических решений.
Эта совокупность общих и отличительных существенных признаков, которыми характеризуется заявляемая многослойная труба, не известна из уровня техники, является новой и достаточной во всех случаях, на которые распространяется объем правовой защиты.
Причинно-следственная связь отличительных признаков при их взаимодействии с известными признаками в достижении ожидаемого технического результата, обусловленного поставленной технической задачей, заключается в следующем.
Так, крепление внутреннего защитный слоя с промежуточным слоем между собой гибкими жгутами значительно повышает прочность и надежность этого соединения и многослойной трубы в целом.
Такое соединение также позволяет использовать в качестве материала внутреннего защитного слоя не только резину, но и твердый материал, обладающий низкими адгезионными свойствами, например стекло, фарфор, фторопласт или другой материал с аналогичными свойствами, что также повышает надежность и безопасность многослойной трубы при эксплуатации.
Выполнение промежуточного слоя из полимербетона, армированного продольными стержнями, жестко скрепленными с законцовками в армирующие каркасы, обеспечивает образование в промежуточном слое технологичного, прочного и надежного силового каркаса из недорогостоящих материалов, например арматурной и конструкционной стали.
Кроме того, применение полимербетона повышает прочность трубы при действии высокого избыточного давления как изнутри, так и снаружи многослойной трубы, снижает трудоемкость и себестоимость ее изготовления, а также повышает технологичность изготовления за счет применения недорогостоящего материала на основе полимеров и цемента.
Из уровня техники заявителю не известны технические решения, совпадающие с отличительными признаками заявляемой многослойной трубы, что свидетельствует о том, что предлагаемое техническое решение обладает изобретательским уровнем.
Поставленная техническая задача решается, а ожидаемый технический результат достигается также тем, что в способе изготовления многослойной трубы, включающем формирование с помощью оправки внутреннего защитного слоя, выполненного из износостойкого материала, промежуточного слоя и наружного защитного слоя, выполненного из композиционного материала, а также крепление законцовок для соединения со смежными трубами или трубопроводной арматурой, согласно изобретению, при формировании внутреннего защитного слоя к нему крепят отдельные части гибких жгутов, а затем формируют промежуточный слой из армированного полимербетона, для чего на сформированный внутренний защитный слой укладывают продольные стержни, которые жестко скрепляют с законцовками в армирующие каркасы, свободные части гибких жгутов скрепляют с продольными стержнями армирующих каркасов, а промежутки между продольными стержнями армирующих каркасов заполняют полимербетоном, после чего формируют наружный защитный слой.
Приведенные признаки являются существенными, так как в совокупности достаточны для решения поставленной технической задачи и достижения ожидаемого технического результата, а каждый в отдельности необходим для идентификации и отличия заявленного способа изготовления многослойной трубы от известных из уровня техники аналогичных технических решений.
Эта совокупность общих и отличительных существенных признаков, которыми характеризуется заявляемый способ изготовления многослойной трубы, не известна из уровня техники, является новой и достаточной во всех случаях, на которые распространяется объем правовой защиты.
Причинно-следственная связь отличительных признаков при их взаимодействии с известными признаками в достижении ожидаемого технического результата, обусловленного поставленной технической задачей, заключается в следующем.
Так, в связи с тем, что при формирования внутреннего защитного слоя к нему крепят отдельные части гибких жгутов, обеспечивается надежная и прочная механическая связь последних с упомянутым слоем.
Из-за того, что формирование промежуточного слоя выполняют из армированного полимербетона, существенно снижается трудоемкость и себестоимость изготовления трубы, повышается ее технологичность, и одновременно достигается высокая прочность и надежность ее при эксплуатации.
Благодаря тому, что при формировании промежуточного слоя на сформированный внутренний слой укладывают продольные стержни, которые жестко скрепляют с законцовками в армирующие каркасы обеспечивается образование в промежуточном слое технологичного, прочного и надежного силового каркаса из недорогостоящих материалов, например арматурной и конструкционной стали.
В связи с тем, что при формировании промежуточного слоя свободные части гибких жгутов скрепляют с продольными стержнями армирующих каркасов, достигается надежная и прочная механическая связь последних с упомянутым слоем.
Заполнение промежутков между стержнями армирующих каркасов полимербетоном после крепления гибких жгутов к продольным стержням армирующих каркасов создает дополнительную надежную и прочную механическую связь гибких жгутов с отвержденным полимербетоном.
Усовершенствованный способ изготовления многослойной трубы позволяет наряду с полимерным материалом - резиной использовать в качестве материала внутреннего защитного слоя и твердый материал, обладающий низкими адгезионными свойствами, например стекло, фарфор, фторопласт или другой материал с аналогичными свойствами, что также повышает надежность и безопасность многослойной трубы при эксплуатации.
А применение полимербетона технологически целесообразно и оправдано, так как обеспечивает повышение прочности трубы при действии высокого избыточного давления, как изнутри, так и снаружи многослойной трубы, снижение трудоемкости и себестоимости ее изготовления, а также повышение технологичности изготовления за счет применения недорогостоящего материала на основе полимеров и цемента.
Из уровня техники заявителю не известны технические решения, совпадающие с отличительными признаками заявляемого способа изготовления многослойной трубы, что свидетельствует о том, что предлагаемое техническое решение обладает изобретательским уровнем.
Приведенные признаки, характеризующие эту группу изобретений, не являются обязательными, но, по мнению заявителя, являются лучшими и не исключают возможности их эквивалентного выполнения.
В дальнейшем группа изобретений, связанная единым изобретательским замыслом, поясняется подробным описанием конструкции мнослойной трубы и способа изготовления мнослойной трубы со ссылками на прилагаемые чертежи.
На фиг.1 изображена многослойная труба, продольный разрез.
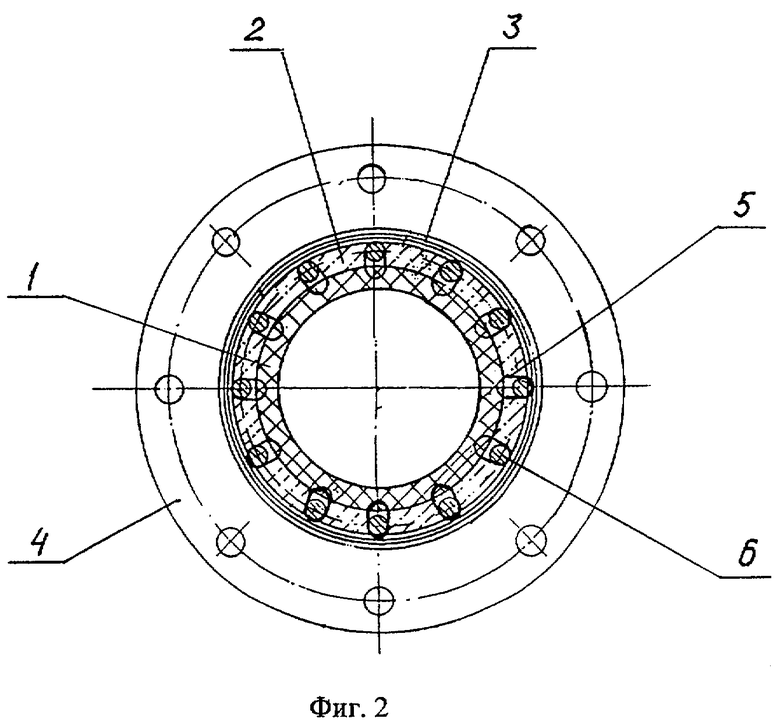
На фиг.2 изображена многослойная труба, поперечный разрез.
Многослойная труба (фиг.1, 2) содержит соединенные между собой внутренний защитный слой 1, выполненный из износостойкого материала, промежуточный слой 2 и наружный защитный слой 3, выполненный из композиционного материала, а также законцовки 4 для соединения со смежными трубами или трубопроводной арматурой.
Внутренний защитный слой 1 и промежуточный слой 2 скреплены между собой гибким жгутами 5, при этом промежуточный слой 2 выполнен из полимербетона армированного продольными стержнями 6, жестко скрепленными с законцовками 4 в армирующие каркасы.
Внутренний защитный слой 1 может быть выполнен из износостойкого упругого полимерного материала, например резины, или из износостойкого твердого материала, обладающего низкими адгезионными свойствами, например стекла, фарфора, фторопласта или другого материала с аналогичными свойствами.
Законцовки 4 для соединения со смежными трубами или трубопроводной арматурой могут быть выполнены из стали в виде фланцев, патрубков, штуцеров или фитингов.
Продольные стержни 6 могут быть изготовлены, например, из арматурной стали, и соединены с законцовками 4 в армирующие каркасы с помощью сварных соединений, образующих надежный и прочный силовой каркас как промежуточного слоя 2, так и многослойной трубы в целом.
Способ изготовления многослойной трубы (фиг.1, 2) включает формирование с помощью оправки (на чертежах не показано) внутреннего защитного слоя 1, выполненного из износостойкого материала, промежуточного слоя 2 и наружного защитного слоя 3, выполненного из композиционного материала, а также крепление законцовок 4 для соединения со смежными трубами или трубопроводной арматурой.
При формировании внутреннего защитного слоя 1 к нему крепят отдельные части гибких жгутов 5, а затем формируют промежуточный слой 2 из армированного полимербетона, для чего на сформированный внутренний защитный слой 1 укладывают продольные стержни 6, которые жестко скрепляют с законцовками 4 в армирующие каркасы, свободные части гибких жгутов 5 скрепляют с продольными стержнями 6 армирующих каркасов, а промежутки между продольными стержнями 6 армирующих каркасов заполняют полимербетоном, после чего формируют наружный защитный слой 3.
Упомянутые части гибких жгутов 5 крепят на внутреннем защитном слое 1 намоткой или обвязкой в случае, когда в качестве износостойкого материала используют как упругий полимерный материал, то есть резину, так и твердый материал, например стекло, фарфор, фторопласт или другой материал с аналогичными свойствами.
В случае, когда в качестве износостойкого материала используют упругий полимерный материал, то есть резину, в этом случае эти части гибких жгутов 5 вводят в сырую резину и закрепляют во внутреннем защитном слое 1 вулканизированной резиной после последущей тепловой обработки последней.
После формирования наружного слоя 3 заготовку многослойной трубы совместно с оправкой или без нее подвергают выдержке в естественных условиях или в тепловом агрегате, при которой происходит отверждение связующего наружного защитного слоя 3, отверждение полимербетона промежуточного слоя 2 с одновременной вулканизацией резины, при использовании ее в качестве износостойкого материала внутреннего защитного слоя 1.
Усовершенствованная многослойная труба и усовершенствованный способ ее изготовления за счет применения гибких жгутов, скрепляющих внутренний защитный слой и промежуточный слой между собой, формирования армирующего каркаса из продольных стержней с законцовками, применения не дорогостоящего материала - полимербетона при формировании промежуточного слоя, обеспечивают повышение прочности соединения внутреннего защитного слоя с промежуточным слоем, повышение надежности а также упрощение конструкции трубы и технологического процесса ее изготовления, что является технической задачей, на которую направлены эти изобретения.
Это позволяет существенно снизить трудоемкость и себестоимость изготовления многослойной трубы при обеспечении ее высокой прочности, что и является техническим результатом, который достигается при использовании этой группы изобретали.
Изобретения не ограничивается описанными и показанными на чертежах вариантами реализации, но могут быть изменены, модифицированы и дополнены в рамках объема, определенного формулой изобретения.
Предлагаемые изобретения промышленно применимы, так как могут быть реализованы в условиях промышленного производства с использованием стандартного оборудования, современных материалов и технологии на любом предприятии полимерного машиностроения.
Они могут найти широкое применение в различных отраслях промышленности для получения жестких составных армированных труб, изготовленных из нескольких материалов, и предназначенных для транспортирования жидких продуктов под высоким давлением или разрежением.
Перечень обозначений
1. Внутренний защитный слой
2. Промежуточный слой
3. Наружный защитный слой
4. Законцовка
5. Гибкий жгут
6. Продольный стержень
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ЦИКЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ЦИКЛОНА | 2003 |
|
RU2234985C1 |
| КОРПУС ЦИКЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ЦИКЛОНА | 2002 |
|
RU2224599C1 |
| ЦИКЛОН С ЗАЩИТНОЙ РЕЗИНОВОЙ ФУТЕРОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИКЛОНА С ЗАЩИТНОЙ РЕЗИНОВОЙ ФУТЕРОВКОЙ (ВАРИАНТЫ) | 2002 |
|
RU2218213C1 |
| ДВУХДИСКОВОЕ РАБОЧЕЕ КОЛЕСО ЛОПАСТНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2266434C2 |
| ОДНОДИСКОВОЕ РАБОЧЕЕ КОЛЕСО ЛОПАСТНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2003 |
|
RU2266435C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| БАТАРЕЯ ГИДРОЦИКЛОНОВ | 2007 |
|
RU2348464C1 |
| ПЕРЕЖИМНОЙ КЛАПАН | 2007 |
|
RU2348850C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| НАВЕСНОЙ ОБОРОТНЫЙ ПЛУГ | 2005 |
|
RU2300180C1 |
Изобретение относится к жестким составным армированным трубам, изготовленным из нескольких материалов, предназначенным для транспортирования жидких продуктов под высоким давлением или разрежением, а также к процессам их изготовления. Многослойная труба содержит соединенные между собой внутренний защитный слой, выполненный из износостойкого материала, промежуточный слой и наружной защитный слой, выполненный из композиционного материала, а также законцовки для соединения со смежными трубами или трубопроводной арматурой, причем согласно изобретению внутренний защитный слой и промежуточный слой скреплены между собой гибкими жгутами, при этом промежуточный слой выполнен из полимербетона армированного продольными стержнями жестко скрепленными с законцовками в армирующие каркасы. В способе изготовления многослойной трубы, включающем формирование с помощью оправки внутреннего защитного слоя из износостойкого материала, промежуточного слоя и наружного защитного слоя из композиционного материала, укладку армирующих элементов и крепление законцовок для соединения со смежными трубами или трубопроводной арматурой, при формировании внутреннего защитного слоя к нему крепят отдельные части гибких жгутов, а затем формируют промежуточный слой из армированного полимербетона, для чего на сформированный внутренний защитный слой укладывают продольные стержни, которые жестко скрепляют с законцовками в армирующие каркасы, свободные части гибких жгутов скрепляют с продольными стержнями армирующих каркасов, а промежутки между продольными стержнями армирующих каркасов заполняют полимербетоном, после чего формируют наружный защитный слой. Изобретение позволяет существенно снизить трудоемкость и себестоимость изготовления многослойной трубы при обеспечении ее высокой прочности. 2 н.п. ф-лы, 2 ил.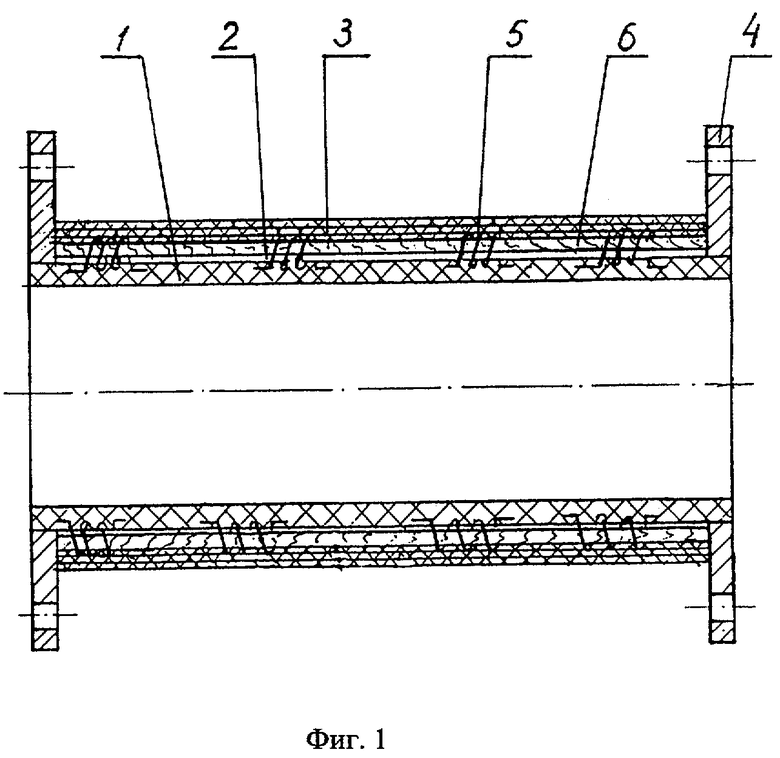
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2107215C1 |
| Труба-оболочка из полимерных композиционных материалов | 1989 |
|
SU1695017A1 |
| Труба с армирующей оболочкой | 1982 |
|
SU1093865A1 |
| US 3920049 A, 18.11.1975 | |||
| US 3481369 A, 02.12.1969. | |||

