Изобретение относится к пневматической измерительной технике и может быть использовано для измерения биения торцов роликов в подшипниковой промышленности.
Известно устройство для измерения торцового биения, описанное в книге «Взаимозаменяемость и технические измерения в машиностроении», Балакшин Б.С. и др., М.: Машиностроение, 1972, на стр.493, рис.11.162 (е), выбранное в качестве прототипа, состоящее из основания в виде призмы, на которую базируется цилиндрическая поверхность контролируемой детали, упора для базирования детали в осевом направлении, измерительного прибора с измерительной головкой.
Недостатками известного устройства являются низкая точность измерения, связанная с высокой погрешностью базирования вследствие быстрого износа базирующей призмы и необходимостью прижатия контролируемой детали к упору при вращении, а также низкая производительность, связанная с невозможностью одновременного контроля обоих торцов детали.
Задачей заявляемого изобретения является повышение точности измерения, устранение погрешности базирования, увеличение производительности контроля торцового биения роликов.
Указанный технический результат достигается тем, что устройство для контроля торцового биения роликов состоит из дифференциального пневмоэлектронного измерительного прибора с цифровыми и предельными индикаторами, основания с базирующей поверхностью, измерительного элемента, выполненного в виде скобы, установленной на основании с возможностью перемещения. Скоба содержит две измерительные системы, установленные в противоположных стенках, и два базирующих упора. Измерительная система состоит из двух измерительных сопел, каждое из которых соединено с одной из измерительных камер измерительного прибора.
Сопла одной измерительной системы расположены в диаметральной плоскости контролируемого ролика, параллельной плоскости основания, на некотором расстоянии друг от друга, не превышающем диаметр измеряемого ролика.
Устройство снабжено системой сортировки роликов, содержащей окно в основании, сортировочный лоток, заслонку с электромагнитом.
Выполнение измерительного элемента в виде скобы с двумя пневматическими измерительными системами, расположенными в ее противоположных стенках, позволяет одновременно контролировать с высокой точностью биение обоих торцов ролика, увеличивая производительность контроля.
Применение двух пневматических измерительных систем, каждая из которых содержит пару измерительных сопел, соединенных с дифференциальным пневмоэлектронным прибором, определяющим разность зазоров перед измерительными соплами каждой системы, позволило устранить погрешность базирования контролируемого ролика, тем самым повысить точность измерения.
Соединение каждого измерительного сопла одной измерительной системы с одной из измерительных камер дифференциального пневмоэлектронного прибора позволяет определять величину торцового биения ролика путем вычисления разности давлений измерительных камер.
Применение пневмоэлектронного измерительного прибора с цифровыми и предельными шкалами позволило осуществлять визуальный контроль за биением обоих торцов ролика в пределах поля допуска.
Расположение измерительных сопел в диаметральной плоскости контролируемого ролика, параллельной плоскости основания, позволяет исключить погрешность от вертикального биения ролика.
Система сортировки осуществляет отбор годных роликов при условии, что биение обоих его торцов находится в пределах поля допуска.
Устройство для контроля торцового биения роликов поясняется чертежом.
На чертеже представлена метрологическая схема устройства при его использовании в полуавтоматическом варианте.
Устройство состоит из основания 1, измерительной скобы 2 с базирующими упорами 3, пневмоэлектронных измерительных приборов 4, 5, измерительных сопел 6, 7 и 8, 9, составляющих две измерительные системы, системы сортировки 10.
Сопла 6, 7 соединены с измерительным прибором 4, а сопла 8, 9 - с измерительным прибором 5.
Каждый из измерительных приборов 4, 5 включает стабилизаторы давления воздуха 11, 12, измерительные камеры 13, 14 с входными соплами 15, 16, камеры противодавления 17, 18 с входными соплами 19, 20 и вентилями 21, 22, пневмоэлектрические преобразователи 23, 24, установленные на диафрагме между камерами. Измерительные сопла 6, 7 соединены соответственно с измерительными камерами 13, 14 прибора 4, сопла 8, 9 соединены с соответствующими измерительными камерами прибора 5. Пневмоэлектрические преобразователи 23, 24 соединены с блоком обработки измерений 25, который соединен с цифровыми 26, 27 и предельными 28, 29 индикаторами и системой сортировки 10.
Система сортировки 10 состоит из окна 30 в основании 1, сортировочного лотка 31, заслонки 32 с электромагнитом 33.
Процесс контроля торцового биения роликов осуществляется следующим образом.
Контролируемый ролик скатывается по основанию 1 в измерительную позицию и устанавливается на базирующих опорах 3 измерительной скобы 2. Торцовые поверхности контролируемого ролика устанавливаются напротив измерительных сопел 6, 7, 8, 9 и образуют с ними измерительные зазоры S1, S2, S3, S4.
Воздух через стабилизаторы давления 11, 12 и входные сопла 15, 16 поступает в измерительные камеры 13, 14 и через сопла 19, 20 в камеры противодавления 17, 18. Из камер противодавления 17, 18 воздух через регулируемые вентили 21, 22 выходит в атмосферу, в результате чего в камерах 17, 18 создается постоянное противодавление. Воздух из измерительных камер 13, 14 выходит через измерительные сопла 6 и 7 в измерительные зазоры S1 и S2, образованные поверхностью контролируемого торца ролика и торцами измерительных сопел 6 и 7.
При перемещении измерительной скобы 2 по основанию 1 контролируемая деталь вращается. В результате этого перед измерительными соплами при наличии торцового биения начинают изменяться измерительные зазоры. В зависимости от величины биения торца перед соплами каждой измерительной системы устанавливаются измерительные зазоры, разница между которыми определяет торцовое биение.
Изменение зазоров S1 и S2 вызывает изменения давлений в измерительных камерах 13, 14. Сигналы с пневмоэлектрических преобразователей 23, 24, определяющие изменения давления в измерительных камерах 13, 14, поступают в блок обработки измерений 25, где происходит вычисление разности измерительных зазоров S1 и S2, которая выводится на индикаторы 26, 27, 28, 29. Аналогично производится определение разности зазоров S3 и S4.
На цифровых шкалах 26 и 27 отображаются текущее и максимальное значение биения торца. На предельных шкалах 28 и 29 отображается текущее значение торцового биения относительно меток -ΔТ, +ΔТ, соответствующих границам поля допуска и нулевого значения торцового биения, когда измерительные зазоры S одинаковые.
В конце хода измерительной скобы контролируемая деталь опускается в окно 30 в основании 1 и попадает на сортировочный лоток 31. Если в пределах одного оборота контролируемой детали величина торцового биения, определяемого обеими измерительными системами, не выйдет за пределы поля допуска, электромагнит 33 не срабатывает и деталь скатывается в ящик «Годно».
В случае, если величина биения хотя бы одного торца выходит за границы поля допуска, приборы 4 и 5 подают электрический сигнал на электромагнит 33, заслонка 32 поднимается с лотка, и бракованная деталь падает в ящик «Брак».
Настройка устройства производится с помощью установочных деталей.
Таким образом, применение измерительного элемента в виде скобы с двумя измерительными системами, содержащими по паре измерительных сопел в противоположных стенках скобы, а также применение пневмоэлектронных измерительных приборов, производящих одновременный дифференциальный контроль биения противоположных торцов ролика, позволяет повысить точности измерения, устранить погрешность базирования, увеличить производительность контроля торцового биения роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ВАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2297594C1 |
| УСТРОЙСТВО ДЛЯ ПНЕВМАТИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ ПРЯМОЛИНЕЙНОСТИ ОСИ ОТВЕРСТИЯ | 2004 |
|
RU2274830C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2296296C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕПАРАЛЛЕЛЬНОСТИ ОСИ ОТВЕРСТИЯ И ПЛОСКОСТИ | 2008 |
|
RU2381443C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТВЕРСТИЙ | 2005 |
|
RU2293287C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301402C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА | 2006 |
|
RU2319108C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ | 2008 |
|
RU2388995C1 |
Изобретение относится к пневматической измерительной технике и может быть использовано для измерения биения торцов роликов в подшипниковой промышленности. Устройство для контроля торцового биения роликов состоит из дифференциального пневмоэлектронного измерительного прибора с цифровыми и предельными индикаторами, основания с базирующей поверхностью, измерительного элемента, выполненного в виде скобы, установленной на основании с возможностью перемещения. Скоба содержит две измерительные системы, установленные в противоположных стенках, и два базирующих упора. Измерительная система состоит из двух измерительных сопел, каждое из которых соединено с одной из измерительных камер измерительного прибора. Сопла одной измерительной системы расположены в диаметральной плоскости контролируемого ролика, параллельной плоскости основания, на некотором расстоянии друг от друга, не превышающем диаметр измеряемого ролика. Устройство снабжено системой сортировки роликов, содержащей окно в основании, сортировочный лоток, заслонку с электромагнитом. Технический результат: повышение точности измерения, устранение погрешности базирования, увеличение производительности контроля торцового биения роликов. 8 з.п. ф-лы, 1 ил.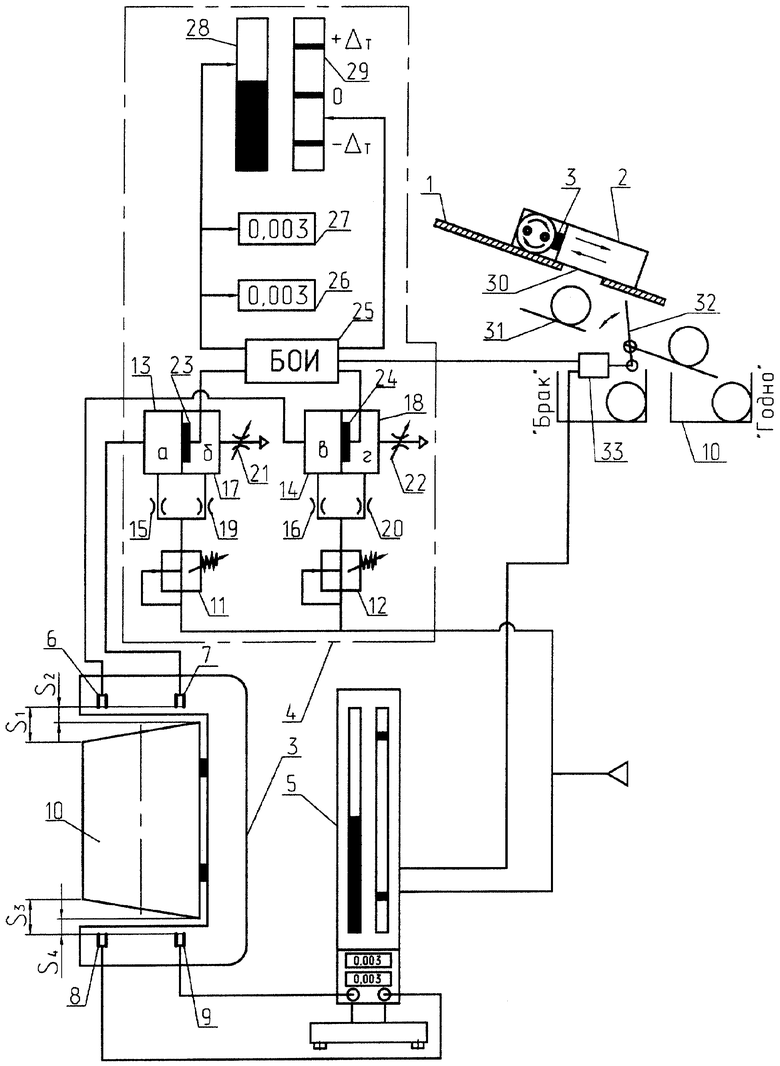
| Балакшин Б.С.и др | |||
| Взаимозаменяемость и технические измерения в машиностроении | |||
| М.: Машиностроение, 1972, с.493 | |||
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ | 2004 |
|
RU2247320C1 |
| Пневматический бесконтактный датчик линейных размеров | 1973 |
|
SU458005A1 |
| US 4538449 А, 03.09.1985 | |||
| JP 7167636 А, 04.07.1995. | |||

