Изобретение относится к железнодорожному транспорту, а именно к способам ремонта вагонных тележек, и может быть использовано для замены деталей вагонной тележки модели 18-9598.
Из уровня техники известен способ ремонта вагонов, включающий разборку вагона, контроль его частей, контроль заменяющих деталей, их установку и сборку тележки (см. патент РФ RU 2431576, 17.02.2010). При этом согласно известному способу осуществляют входной осмотр вагона и доступных его частей с помощью трехступенчатой системы диагностики (3СТД). По результатам 3СТД выявляют составные части вагона и детали, в которых имеются нарушения. Составные части вагона, которые остались после разборки вагона, подвергают опять 3СТД, и если подтверждается, что эти составные части вагона проходят в допуске по 3СТД, то их отправляют на сборку. Если же 3СТД выявляет в этих составных частях вагона детали с нарушениями, то их подвергают дальнейшей разборке для высвобождения этих деталей с нарушениями. Разбор составных частей вагона для выборки деталей с нарушениями осуществляют до тех пор, пока оставшиеся после выборки деталей с нарушениями составные части вагона не будут соответствовать допускам по 3СТД, тогда эти составные части вагона отправляют на сборку вагона. При осуществлении сборки вагона или его составных частей каждую сборочную операцию сопровождают проверкой качества сборки с помощью одноступенчатой системы диагностики (1СТД). Собранные составные части вагона подвергают двухступенчатой системе диагностики (2СТД). Составные части вагона подвергают испытаниям на динамические нагружения. В случае если испытания составной части вагона на нагружения проходят не в допуске, то эту составную часть вагона подвергают 3СТД и разборке до тех пор, пока составная часть вагона после применения 3СТД, разборки, сборки с применением 1СТД или 2СТД не пройдет испытания на нагружения. Окончательную сборку вагона проводят с 2СТД. Этим достигают повышение качества и надежности железнодорожных вагонов после осуществления ремонтных работ, проводимых при минимальных затратах времени.
Недостатком способа является его сложность и многостадийность.
Следует отметить, что согласно нормативным требованиям к ремонту вагонных тележек при замене боковых рам и надрессорных балок необходимо устанавливать только детали рекомендуемого узкого круга производителей по причине возможных отклонений параметров деталей от нормативных. Однако такая замена не всегда возможна по причине отсутствия на складе деталей этих производителей.
Основной задачей изобретения является решение вышеупомянутой проблемы и создание технологии ремонта, допускающей использование деталей более широкого круга производителей.
Техническим результатом изобретения является расширение возможностей использования заменяющих деталей, повышение качества и надежности отремонтированных вагонных тележек, упрощение способа, сокращение сроков ремонта.
Указанный технический результат достигается за счет того, что способ ремонта вагонной тележки железнодорожного состава включает разборку тележки, дефектацию деталей тележки с выявлением деталей, подлежащих замене, контроль заменяющих деталей тележки, в качестве которых использованы по крайней мере боковые рамы, и сборку тележки с установкой заменяющих деталей, при этом контроль боковых рам включает определение разницы величины базового размера устанавливаемой пары боковых рам и определение величины пропеллерности рам с помощью приспособления, содержащего штангу, удерживающий штангу корпус, закрепленную на корпусе стойку с ножками и закрепленные на штанге упоры, причем для определения величины пропеллерности ножки приспособления устанавливают на реборды в рессорном проеме боковой рамы прижимают упорами к боковым поверхностям наружных и внутренних направляющих буксового проема боковой рамы и измеряют зазор между упорами и направляющими, определяющий величину пропеллерности, причем боковые рамы допускают к установке при разнице величины баз не более 2 мм и величине пропеллерности не более 3 мм.
Кроме того, указанный технический результат достигается в частных вариантах реализации способа за счет того, что:
- в качестве заменяющих деталей устанавливают новые детали;
- в качестве заменяющих деталей устанавливают изношенные детали;
- контроль боковых рам дополнительно включает: контроль ширины буксового проема, контроль износа опорных поверхностей буксового проема, контроль износа ширины направляющих буксового проема, контроль базового размера, контроль размеров между фрикционными планками и уширения фрикционных планок, контроль износа фрикционных планок, контроль разности размеров от поверхности установки фрикционных планок до наружной поверхности буксового проема, контроль прилегания фрикционных планок, контроль размера между привалочными поверхностями фрикционных планок и величины уширения;
- в качестве заменяющих деталей дополнительно используют надрессорные балки;
- контроль надрессорной балки включает: контроль выработки подпятника по диаметру, контроль износа опорной поверхности подпятника, контроль конусности упорной поверхности подпятника, контроль износа наружного диаметра и высоты внутреннего бурта подпятника, контроль длины и ширины опор скользунов надрессорной балки, измерение износов опорной поверхности призм надрессорной балки, измерение угла наклона поверхностей призмы надрессорной балки, определение износов (остаточной толщины) поверхности призмы, контроль размера между направляющими буртами призмы, определение несимметричности направляющих буртов призм, контроль износов упорных ребер пружин рессорного подвешивания надрессорной балки, контроль качества сварных швов, контроль твердости наплавки износостойких поверхностей.
Изобретение решает проблему допуска к установке деталей (боковых рам, надрессорных балок) различных производителей с обеспечением гарантированной работоспособности тележек после ремонта в течение нормативного периода. Авторами изобретения было установлено, что для допуска к установке боковых рам необходимо соблюдение двух основных условий: разница величины баз устанавливаемой пары боковых рам не должна быть более 2 мм, а величина пропеллерности боковых рам - не более 3 мм. Выполнение указанных условий является достаточным при установке новых боковых рам. При установке ранее эксплуатируемых (изношенных) боковых рам их подвергают дополнительному контролю на предмет допустимости износа элементов. При этом использование описанного приспособления для определения величины пропеллерности (изгиба) рам значительно упрощает заявленный способ и сокращает время ремонта.
Изобретение поясняется чертежами, где:
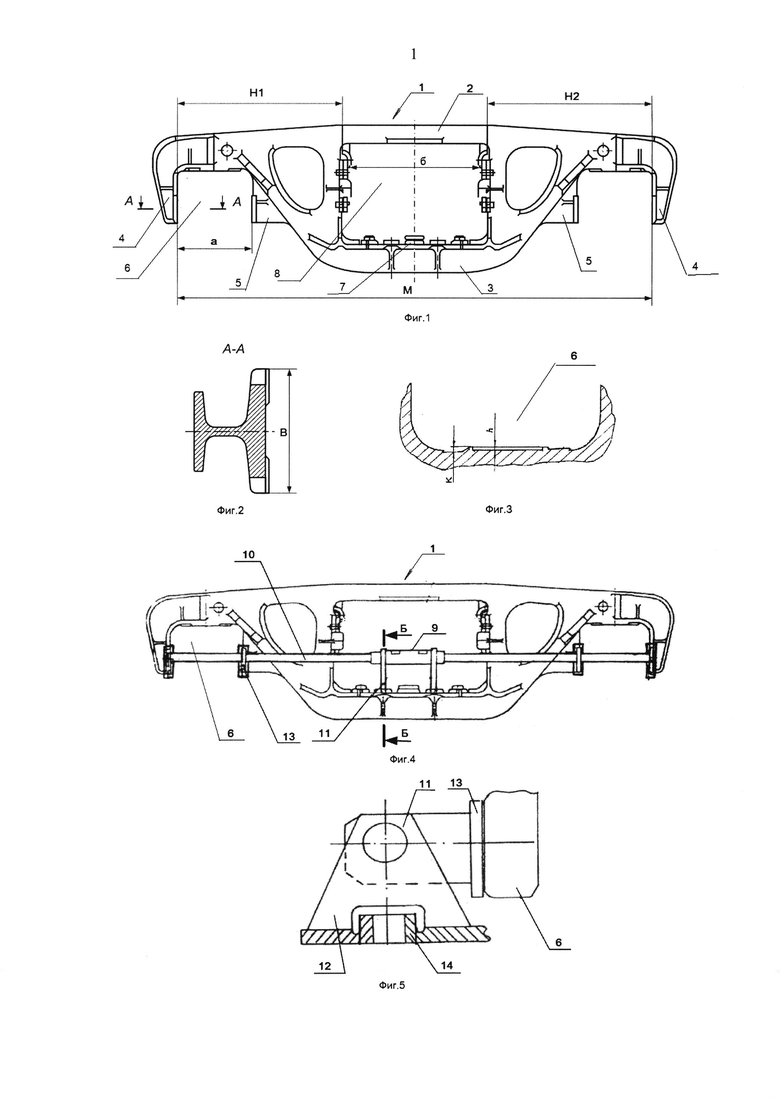
на фиг. 1-3 показана конструкция боковой рамы тележки;
на фиг. 4-5 показана схема определения пропеллерности боковой рамы с помощью соответствующего приспособления;
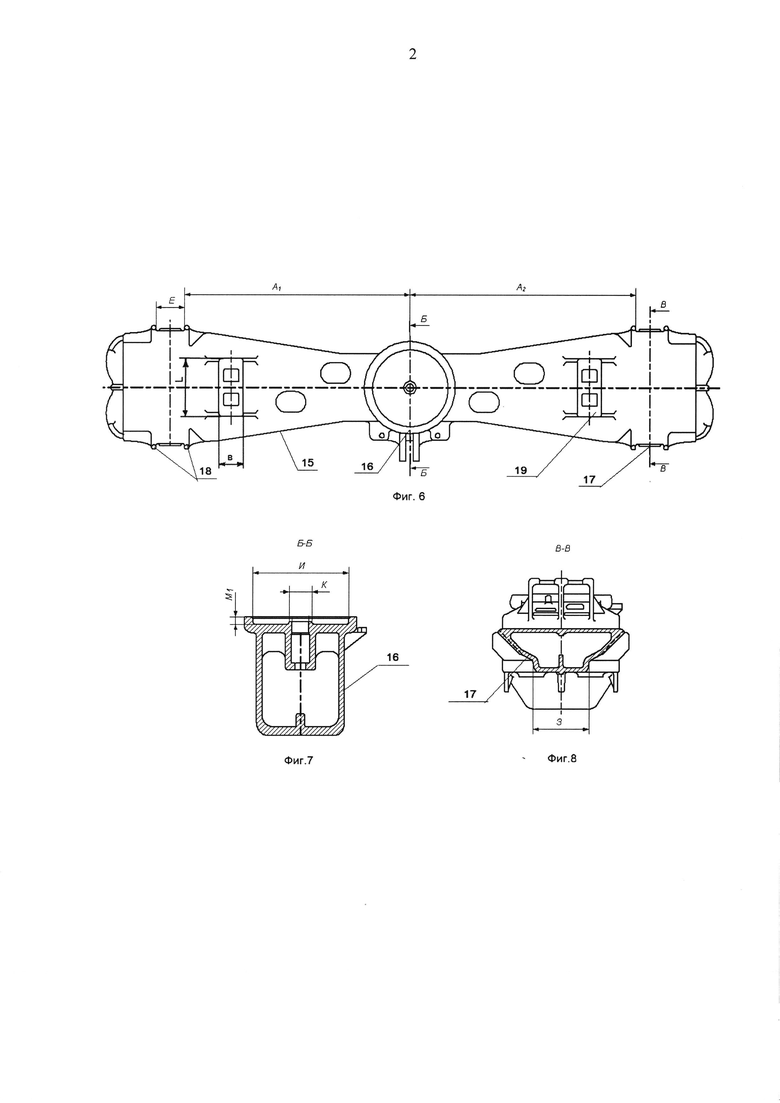
на фиг. 6-8 показана конструкция надрессорной балки.
Заявленный способ осуществляется следующим образом.
1. Подготовка тележки.
Вагонная тележка, подлежащая ремонту, подвергается очистке и обмывке.
2. Контроль технического состояния тележки.
Контроль технического состояния включает проверку:
- наличия дефектов и износов колесных пар;
- положения деталей пружинно-фрикционного рессорного комплекта, завышения опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличия свободного перемещения фрикционного клина и пружин рессорного комплекта до подъемки вагона;
- состояния деталей тормозной рычажной передачи;
- зазоров между скользунами тележки и рамы вагона;
- состояния узла пятник - подпятник;
- срока службы литых деталей тележки.
3. Разборка тележки.
Разборку тележки производят по известному для специалиста алгоритму, поэтому ее процесс в заявке не описан.
4. Неразрушающий контроль деталей тележки.
Детали тележек, потенциально подлежащие замене, подвергаются неразрушающему контролю в соответствии с требованиями нормативно-технических документов, утвержденных в установленном порядке.
При неразрушающем контроле боковых рам осуществляют:
- контроль внутреннего угла буксового проема;
- контроль наружного угла буксового проема;
- контроль наклонного пояса;
- контроль сопряжения полок и ребра усиления над буксовым проемом;
- контроль кромки горизонтальной полки над буксовым проемом;
- контроль кромки технологических отверстий;
- контроль нижнего угла рессорного проема;
- контроль верхнего угла рессорного проема;
- контроль ребра усиления рессорного проема;
- контроль опорной поверхности буксового проема.
При неразрушающем контроле надрессорных балок тележки проводят:
- контроль опорной поверхности подпятника;
- контроль внутреннего бурта подпятника;
- контроль наружного бурта подпятника;
- контроль зоны перехода от наружного бурта подпятника к верхнему поясу;
- контроль зоны перехода от верхнего пояса к опорам скользунов;
- контроль верхнего пояса;
- контроль кромки технологических отверстий в верхнем поясе;
- контроль боковых стенок;
- контроль нижнего пояса;
- контроль кромки технологических отверстий в нижнем поясе;
- контроль наклонной плоскости для клина;
- контроль углов между ограничительными буртами и наклонной плоскостью для клина.
5. Дефектация изношенных деталей тележки.
Дефектацию деталей осуществляют с целью выявления деталей, подлежащих замене.
Основными деталями тележки вагона являются боковые рамы (1) и надрессорные балки (15).
При дефектации боковых рам (1) осуществляют:
1) контроль ширины буксового проема;
2) контроль износа опорных поверхностей буксового проема;
3) контроль износа ширины направляющих буксового проема;
4) контроль базового размера М;
5) контроль разницы размеров пар боковых рам;
6) контроль размеров между фрикционными планками и уширения фрикционных планок;
7) контроль износа фрикционных планок;
8) контроль разности размеров от поверхности установки фрикционных планок до наружной поверхности буксового проема;
9) контроль прилегания фрикционных планок;
10) контроль размера между привалочными поверхностями фрикционных планок и величины уширения;
11) контроль шероховатости привалочных поверхностей фрикционных планок;
12) контроль качества сварных швов;
13) контроль износа отверстия втулки для валика подвески;
14) пропеллерность (изгиб) боковой рамы.
При дефектации надрессорных балок (15) тележки проводят:
15) контроль выработки подпятника по диаметру;
16) контроль износа опорной поверхности подпятника;
17) контроль конусности упорной поверхности подпятника 1:12,5 (4°36′);
18) контроль износа наружного диаметра и высоты внутреннего бурта подпятника;
19) контроль длины и ширины опор скользунов надрессорной балки;
20) измерение износов опорной поверхности призм надрессорной балки;
21) измерение угла наклона поверхностей призмы надрессорной балки;
22) определение износов (остаточной толщины) поверхности призмы;
23) контроль размера между направляющими буртами призмы;
24) определение несимметричности направляющих буртов призм по модулю 
25) контроль износов упорных ребер пружин рессорного подвешивания надрессорной балки;
26) контроль качества сварных швов;
27) контроль твердости наплавки износостойких поверхностей.
Далее более подробно описан процесс дефектации боковых рам с отсылками на фиг. 1-5, где используются следующие обозначения:
1 - боковая рама
2 - верхний пояс рамы
3 - нижний пояс рамы
4 - наружные буксовые направляющие (челюсти) рамы
5 - внутренние буксовые направляющие
6 - буксовый проем
7 - реборды
8 - рессорный проем
9 - корпус приспособления
10 - штанга приспособления
11 - стойка приспособления
12 - ножки стойки
13 - упоры приспособления
14 - бочки наружных пружин рамы.
5.1. Контроль ширины буксового проема.
Контроль ширины (а) буксового проема (6) (см. фиг. 1) производят соответствующим шаблоном. Для тележки модели 18-9598 предельно допустимая ширина (а) буксового проема (6), не требующая восстановления при выпуске из деповского ремонта, должна быть не более 342 мм, при капитальном ремонте ширина буксового (6) проема должна составлять 
5.2. Контроль износа опорных поверхностей буксового проема.
Производится путем измерения высоты прилива (h) и величины канавкообразного износа (K) в буксовом проеме (6) (фиг. 3). Измерение параметра (h) производится штангенциркулем ШЦ-I-125-0,1 ГОСТ 166-89 с применением параллели 5+0,05×20×150 или линейки ШП-400 ГОСТ 8026-92 в соответствии с рисунком А.2. Высота прилива h должна быть не более 3 мм. Измерение величины (K) производится штангенциркулем ШЦ-I-125-0,1 ГОСТ 166-89 с применением параллели 5+0,05×20×150 или линейки ШП-400 ГОСТ 8026-92. Допускается канавкообразный износ (K) глубиной не более 2 мм и шириной не более 20 мм.
5.3. Контроль износа ширины направляющих буксового проема.
Контроль ширины (В) направляющих буксового проема (6) (фиг. 2) производится шаблоном для контроля буксового проема (6) при КР и ДР Т 914.009 ТУ 32 ЦВ 2504-2000. Ширина (B) должна быть 
5.4. Контроль базового размера М.
Контроль базового размера (М) (фиг. 1) производят путем определения расстояния между внутренними поверхностями наружных буксовых направляющих (4) с помощью штангена базового размера Т 914.01.000 ТУ 32 ЦВ 2018-95. Базовый размер (М) должен быть 
5.5. Контроль разницы величины базовых размеров (М) пары боковых рам.
Разница в базовом размере (М) между парами установленных боковых рам не должна превышать 2 мм.
5.6. Контроль размеров между фрикционными планками и уширения фрикционных планок.
Для измерения размера между фрикционными планками (б) в рессорном проеме (8) (см. фиг. 1), уширения размера вниз, непараллельности фрикционных планок в горизонтальной плоскости используется штанген ФП Т 914.02.000 ТУ 32 ЦВ 2019-95. Для измерения размера (б) между фрикционными планками штанген ФП устанавливают упорами штанг в проем (8) по верхним кромкам фрикционных планок, раздвигают до соприкосновения с поверхностями фрикционных планок и фиксируют стопорным винтом. Показания снимаются по шкале рамки. Измерения производятся с наружной и внутренней стороны надрессорной балки рядом с упорами фрикционных планок. За действительный размер принимается максимальный размер. Предельные размеры (б) между фрикционными планками, не требующие восстановления при выпуске из деповского ремонта, должны быть от 628 мм до 636 мм. Разность между максимальным и минимальным размерами определяет величину непараллельности фрикционных планок по горизонтали. Непараллельность в горизонтальной плоскости должна быть не более 3 мм. При измерении уширения расстояния между фрикционными планками по вертикали штанген ФП устанавливается по верхним и нижним кромкам в зоне упоров, и производятся измерения, аналогичные измерениям размера между фрикционными планками. Разность показаний размера внизу и вверху является величиной уширения. Предельные размеры уширения фрикционных планок должны быть от 4 мм до 10 мм.
5.7. Контроль износа фрикционных планок.
Для измерения износа фрикционных планок штанген ФП Т 914.02.000 ТУ 32 ЦВ 2019-95 устанавливается сверху по краям фрикционных планок на измерительные поверхности шаблона, после фиксации размера между фрикционными планками ползунки вводятся в зону максимального износа фрикционных планок до соприкосновения, по показаниям смещения движков определяется износ фрикционных планок. Предельно допустимый износ неподвижных фрикционных планок толщиной 10 мм - не более 1,5 мм, суммарный износ подвижных фрикционных планок толщиной 6 мм - 2 мм, но не более 1,5 мм с одной стороны.
5.8. Контроль разности размеров от поверхности установки фрикционных планок до наружной поверхности буксового проема (Н1-Н2).
Контроль разности размеров (Н1-Н2) (см. фиг. 1) проводят при снятых фрикционных планках. Измерения осуществляют на высоте 60 мм от нижней поверхности буксового проема с каждой стороны. Для измерения разности размеров (Н1-Н2) используется штанген Н Т 914.03.000 ТУ 32 ЦВ 2020-95. При измерении неподвижная ножка штангена вводится в проем рессорного подвешивания и прижимается к привалочной поверхности фрикционной планки. Подвижная ножка подводится к наружной поверхности буксового проема, прижимается и стопорится винтом. По показанию шкалы считывается размер. Аналогичное измерение проводится со второй стороны, затем определяется разность размеров (Н1-Н2). Предельно допустимая разность размеров (Н1-Н2) должна быть не более 3 мм.
5.9. Контроль прилегания фрикционных планок.
Для контроля прилегания фрикционных планок используется набор щупов №4 ТУ 2-034-0221197-011-91. Щуп толщиной 1,0 мм не должен доходить до стержня заклепки.
5.10. Контроль размера между привалочными поверхностями фрикционных планок и величины уширения.
Перед началом клепальных работ для обеспечения плотного прилегания приклепываемой фрикционной планки к боковой раме при деповском ремонте привалочные поверхности обрабатываются на станке для обеспечения размера 668-3 мм. Контроль этого размера вести по верху привалочных поверхностей штангенциркулем ШЦ-III-250-800-0,1 ГОСТ 166-89. Величина уширения в нижней части каждой привалочной поверхности должна быть от 2 до 5 мм.
5.11. Контроль шероховатости привалочных поверхностей фрикционных планок.
Шероховатость привалочных поверхностей определяют визуально - сравнением с образцами шероховатости ГОСТ 9378-93, параметр шероховатости Ra должен быть не более 12,5 мкм.
5.12. Контроль качества сварных швов.
Контроль качества сварных швов производят согласно «Инструкции по сварке и наплавке при ремонте грузовых вагонов», утвержденной 30.05.2008 г.
5.13. Контроль износа отверстия втулки для валика подвески.
Контроль износа отверстия втулки для валика подвески триангеля производится штангенциркулем ШЦ-I-125-0,1 ГОСТ 166-89. Предельно допустимый размер диаметра отверстия 32+0,62 мм. Контроль 4-х отверстий Ø21+0,84 мм. Контроль отверстий Ø21+0,84 мм для монтажа фрикционных планок и контроль межцентровых размеров (140±0,5) мм и (210±0,5) мм производится штангенциркулем ШЦ-II-250-0,1 ГОСТ 166-89. Контроль смещения положения отверстий относительно осей произвести штангенциркулем ШЦ-II-250-0,1 ГОСТ 166-89. Разность размеров по диагоналям должна быть не более 0,8 мм.
5.14. Контроль пропеллерности (изгиба) боковых рам.
Контроль пропеллерности осуществляют с использованием приспособления (фиг. 4, 5), содержащего штангу (10), охватывающий штангу (10) цилиндрический корпус (9), закрепленную на корпусе (9) стойку (11) с ножками (12), снабженными углублениями, и соединенные со штангой (10) упоры (13), ориентированные перепендикулярно плоскости стойки (11). Два упора (13) размещены на концах штанги (10) и два - в ее центральной части, при этом расстояние между упорами определяется положением буксовых направляющих (4) и (5) боковой рамы (1).
Для определения пропеллерности приспособление ножками (12) устанавливают на реборды (7) в рессорном проеме (8) боковой рамы (1) таким образом, чтобы бонки наружных пружин (14) рамы (1) вошли в отверстия в ножках (13). Затем приспособление плотно прижимают упорами к боковым поверхностям наружных (4) и внутренних (5) направляющих и замеряют зазор между поверхностями упоров (13) и направляющих (4, 5), который определяет величину пропеллерности. Допускается пропеллерность не более 3 мм.
Далее более подробно описан процесс дефектации надрессорных балок с отсылками на фиг. 6-8, где используются следующие обозначения:
15 - надрессорная балка
16 - подпятник
17 - призма
18 - направляющие бурты
19 - опора скользуна.
5.15. Контроль выработки подпятника по диаметру.
Размер диаметра подпятника (16) при изготовлении составляет (302+1,4) мм. Контроль выработки подпятника по диаметру (см. фиг. 7) производят на глубине 10 мм от верхней горизонтальной поверхности штангенциркулем ШЦ-III-400-0,1 ГОСТ 166-89. Контрольный размер (И) диаметра подпятника при изготовлении на глубине 10 мм с учетом конусности 1:12,5 (4°36′) составляет: И=302+1,4+1,6=303,6+1,4 мм. При выпуске из деповского ремонта размер (И) диаметра подпятника не должен превышать 305,8 мм. При деповском ремонте на глубине 10 мм предельно допустимый размер диаметра подпятника с учетом конусности 1:12,5 не должен превышать соответственно 307,4 мм (309 мм). Измерения производят в двух взаимно перпендикулярных плоскостях. За действительный размер принимается наибольший.
5.16. Контроль износа опорной поверхности подпятника.
Глубина (M1) подпятника (16) (см. фиг. 7) для балок, изготовленных до 1986 г., при деповском ремонте с установкой износостойких элементов не должна превышать: 
Глубина подпятника для балок, изготовленных после 1986 г., при деповском ремонте с установкой износостойких элементов не должна превышать 
Глубина подпятника для балок, изготовленных после 1986 г., расточенных под размер М1=(36±1) мм, используют с последующей постановкой прокладок (дисков).
Для измерения глубины опорной поверхности подпятника используют штанген подпятника Т 914.06.000 или штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89.
5.17 Контроль конусности упорной поверхности подпятника 1:12,5 (4°36′).
Контроль конусности 1:12,5 производят методом контроля угла наклона упорной поверхности подпятника (16) с углами наклона минимум 1:22 (2°36′±5′) и максимум 1:28 (2°±5′). Контроль конусности упорной поверхности подпятника производят доступными средствами измерения, которые обеспечивают точность измерений до 5′.
5.18. Контроль износа наружного диаметра и высоты внутреннего бурта подпятника.
Для измерения наружного диаметра внутреннего бурта (см. фиг. 7) используют штангенциркуль ШЦЦ-I-125-0,01 ГОСТ 166-89. Измерения проводят в двух взаимно перпендикулярных плоскостях. За действительное значение принимается минимальное. Наружный диаметр внутреннего бурта (K) согласно требованиям должен быть равен (77-0,74) мм. Наружный диаметр внутреннего бурта (K) при деповском ремонте должен быть не менее 72,0 мм. Верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте:
- 5+1,0 мм у подпятника глубиной 
-11+1,0 мм у подпятника, расточенного на глубину (36±1) мм.
Измерения высоты внутреннего бурта подпятника проводят штангенциркулем ШЦ-I-125-0,1 ГОСТ 166-89.
5.19. Контроль длины и ширины опор скользунов надрессорной балки.
Для измерения длины и ширины опор скользунов (19) используют штангенциркуль ШЦ-III-250-0,1 ГОСТ 166-89. Измерения производят в двух плоскостях по максимальному и минимальному размерам. Предельное значение длины скользуна (L) составляет 
Предельное значение ширины (B) скользуна составляет 
5.20. Измерение износов опорной поверхности призм надрессорной балки.
Для измерения длины (З) опорной поверхности призмы (17) (см. фиг. 8) используется шаблон НП Т 914.05.000 ТУ 32 ЦВ 2021-95. Длина (З) опорной поверхности должна быть 
5.21. Измерение угла наклона поверхностей призмы надрессорной балки.
Допуск угла наклона 45° определяется величиной суммарного просвета между наклонной поверхностью и шаблоном по низу, и она должна быть не более 6 мм, просвет сверху не допускается. Для контроля угла наклона 45° используется шаблон НП Т 914.05.000 ТУ 32 ЦВ 2021-95.
5.22. Определение износов (остаточной толщины) поверхности призмы.
Для контроля остаточной толщины изношенной наклонной поверхности призмы (17) используют ультразвуковой толщиномер типа УТ-93П, А1207, А1208, ТУЗ-1, ТУЗ-2. Остаточная толщина должна быть не менее 7 мм.
5.23. Контроль размера между направляющими буртами призмы.
Контроль проводят шаблоном Т 914.007 ТУ 32 ЦВ 2023-2000.
Предельно допустимый размер (E) между буртами (18) (см. фиг. 6), не требующий восстановления при выпуске из деповского ремонта, должен быть не менее 144 мм. При производстве ремонта размер (E) между направляющими буртами E=134+4 мм.
5.24. Определение несимметричности направляющих буртов призм по модулю 
Контроль несимметричности направляющих буртов (18) призм по модулю 
5.25. Контроль износов упорных ребер пружин рессорного подвешивания надрессорной балки.
Износ и откол упорных ребер не допускается. При всех видах ремонта разрешается наплавка и приварка упорных ребер.
5.26. Контроль качества сварных швов.
Контроль качества сварных швов осуществляют визуально, внешним осмотром, с использованием лупы ЛП-1-10×ГОСТ 25706-83.
5.27. Контроль твердости наплавки износостойких поверхностей.
Контроль твердости наплавки износостойких поверхностей проводят твердомером портативным ультразвуковым динамическим типа МЕТ-УД ТУ 4471-004-186-063-093-02. Твердость наплавки износостойких поверхностей должна быть в пределах 240-300 НВ.
В результате проведенных операций дефектации выявляют детали, подлежащие замене.
6. Контроль заменяющих деталей тележки.
Детали, подлежащие установке вместо изношенных деталей, также полежат контролю.
При установке новых деталей проверке подлежат только боковые рамы. При этом определяется разница величины базового размера (M) устанавливаемой пары рам, а также величина пропеллерности рам. Указанные операции проводятся так же, как и при дефектации заменяемых деталей (см выше.). Боковые рамы допускают к установке при разнице величины баз не более 2 мм и величине пропеллерности не более 3 мм.
В случае установки на тележку ранее эксплуатируемых деталей операции контроля заменяющих деталей полностью соответствуют операциям дефектации заменяемых деталей (см. выше).
Для боковых рам осуществляют:
- контроль ширины буксового проема;
- контроль износа опорных поверхностей буксового проема;
- контроль износа ширины направляющих буксового проема;
- контроль базового размера M;
- контроль разницы размеров пар боковых рам;
- контроль размеров между фрикционными планками и уширения фрикционных планок;
- контроль износа фрикционных планок;
- контроль разности размеров от поверхности установки фрикционных планок до наружной поверхности буксового проема;
- контроль прилегания фрикционных планок;
- контроль размера между привалочными поверхностями фрикционных планок и величины уширения;
- контроль шероховатости привалочных поверхностей фрикционных планок;
- контроль качества сварных швов;
- контроль износа отверстия втулки для валика подвески;
- контроль пропеллерности (изгиба) боковой рамы.
Для надрессорных балок осуществляют:
- контроль выработки подпятника по диаметру;
- контроль износа опорной поверхности подпятника;
- контроль конусности упорной поверхности подпятника 1:12,5 (4°36′);
- контроль износа наружного диаметра и высоты внутреннего бурта подпятника;
- контроль длины и ширины опор скользунов надрессорной балки;
- измерение износов опорной поверхности призм надрессорной балки;
- измерение угла наклона поверхностей призмы надрессорной балки;
- определение износов (остаточной толщины) поверхности призмы;
- контроль размера между направляющими буртами призмы;
- определение несимметричности направляющих буртов призм по модулю
- контроль износов упорных ребер пружин рессорного подвешивания надрессорной балки;
- контроль качества сварных швов;
- контроль твердости наплавки износостойких поверхностей.
7. Ремонт составных частей и деталей.
Литые детали тележек, имеющие износы, превышающие допустимые, подлежат ремонту сваркой и/или наплавкой в соответствии с действующими нормативными техническими документами, с последующей механической обработкой до чертежных размеров.
8. Сборка тележки.
Сборку тележки проводят с установкой заменяющих деталей вместо изношенных.
9. Выходной контроль.
При выходном контроле проверяют:
- положение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки (под нагрузкой);
- состояние деталей тормозной рычажной передачи;
- зазор между направляющими боковой рамы тележки и корпусом одной буксы;
- зазор между скользунами тележки и рамой вагона.
Таким образом, предлагаемая технология ремонта позволяет использовать заменяющие детали различных производителей, а также упростить способ ремонта и сократить его сроки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХОСНАЯ ТЕЛЕЖКА ГРУЗОВОГО ВАГОНА | 2002 |
|
RU2246416C2 |
| ТЕЛЕЖКА ДВУХОСНАЯ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2005 |
|
RU2294295C1 |
| ТЕЛЕЖКА ДВУХОСНАЯ ТРЕХЭЛЕМЕНТНАЯ ГРУЗОВЫХ ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ И СПОСОБ ПОСТРОЕНИЯ ТИПОРАЗМЕРНОГО РЯДА ТЕЛЕЖЕК | 2015 |
|
RU2608205C2 |
| ТЕЛЕЖКА ГРУЗОВОГО ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА С ЦЕНТРАЛЬНЫМ РЕССОРНЫМ ПОДВЕШИВАНИЕМ ЛЮЛЕЧНОГО ТИПА | 2018 |
|
RU2706677C1 |
| СПОСОБЫ МОДЕРНИЗАЦИИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2019 |
|
RU2722288C1 |
| ТЕЛЕЖКА ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2292282C1 |
| СПОСОБ СНИЖЕНИЯ ИЗНОСА СИСТЕМЫ КОЛЕСО-РЕЛЬС И КОНСТРУКЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2449910C2 |
| ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА С ОГРАНИЧИТЕЛЕМ ПЕРЕМЕЩЕНИЯ НАДРЕССОРНОЙ БАЛКИ | 2018 |
|
RU2704652C1 |
| Тележка двухосная грузового вагона | 2019 |
|
RU2723696C1 |
| ГРУЗОВАЯ ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2004 |
|
RU2283790C2 |
Способ ремонта включает разборку тележки, дефектацию деталей тележки с выявлением деталей, подлежащих замене, контроль заменяющих деталей тележки, в качестве которых использованы по меньшей мере боковые рамы, сборку тележки с установкой заменяющих деталей. Контроль боковых рам включает определение разницы величины базового размера устанавливаемой пары боковых рам и определение величины пропеллерности рам. Пропеллерность определяют с помощью приспособления, содержащего корпус, удерживающий штангу, закрепленную на корпусе стойку с ножками и закрепленные на штанге упоры. Ножки приспособления устанавливают на реборды в рессорном проеме боковой рамы, прижимают упорами к боковым поверхностям наружных и внутренних направляющих буксового проема боковой рамы и измеряют зазор между упорами и направляющими, определяющий величину пропеллерности. Боковые рамы допускают к установке при разнице величины баз не более 2 мм и величине пропеллерности не более 3 мм. Повышается качество ремонта. 5 з.п. ф-лы, 8 ил.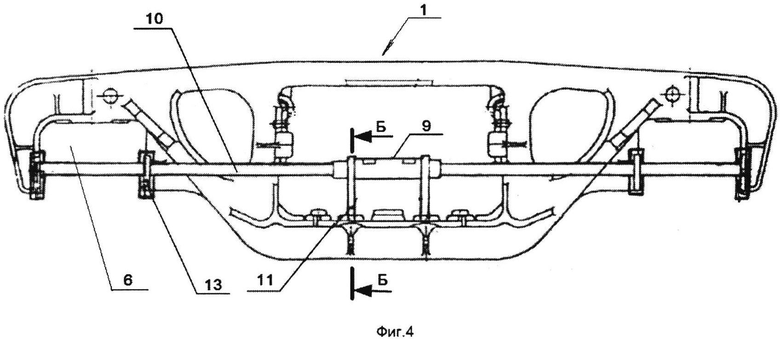
1. Способ ремонта вагонной тележки железнодорожного состава, включающий:
разборку тележки,
дефектацию деталей тележки с выявлением деталей, подлежащих замене,
контроль заменяющих деталей тележки, в качестве которых использованы по крайней мере боковые рамы,
сборку тележки с установкой заменяющих деталей,
отличающийся тем, что контроль боковых рам включает:
определение разницы величины базового размера устанавливаемой пары боковых рам и
определение величины пропеллерности рам с помощью приспособления, содержащего штангу, удерживающий штангу корпус, закрепленную на корпусе стойку с ножками и закрепленные на штанге упоры, причем для определения величины пропеллерности ножки приспособления устанавливают на реборды в рессорном проеме боковой рамы, прижимают упорами к боковым поверхностям наружных и внутренних направляющих буксового проема боковой рамы и измеряют зазор между упорами и направляющими, определяющий величину пропеллерности,
при этом боковые рамы допускают к установке при разнице величины баз не более 2 мм и величине пропеллерности не более 3 мм.
2. Способ по п. 1, отличающийся тем, что в качестве заменяющих деталей устанавливают новые детали.
3. Способ по п. 1, отличающийся тем, что в качестве заменяющих деталей устанавливают изношенные детали.
4. Способ по п. 3, отличающийся тем, что контроль боковых рам дополнительно включает: контроль ширины буксового проема, контроль износа опорных поверхностей буксового проема, контроль износа ширины направляющих буксового проема, контроль базового размера, контроль размеров между фрикционными планками и уширения фрикционных планок, контроль износа фрикционных планок, контроль разности размеров от поверхности установки фрикционных планок до наружной поверхности буксового проема, контроль прилегания фрикционных планок, контроль размера между привалочными поверхностями фрикционных планок и величины уширения.
5. Способ по п. 2 или 3, отличающийся тем, что в качестве заменяющих деталей дополнительно используют надрессорные балки.
6. Способ по п. 5, отличающийся тем, что контроль надрессорной балки включает: контроль выработки подпятника по диаметру, контроль износа опорной поверхности подпятника, контроль конусности упорной поверхности подпятника, контроль износа наружного диаметра и высоты внутреннего бурта подпятника, контроль длины и ширины опор скользунов надрессорной балки, измерение износов опорной поверхности призм надрессорной балки, измерение угла наклона поверхностей призмы надрессорной балки, определение износов (остаточной толщины) поверхности призмы, контроль размера между направляющими буртами призмы, определение несимметричности направляющих буртов призм, контроль износов упорных ребер пружин рессорного подвешивания надрессорной балки, контроль качества сварных швов, контроль твердости наплавки износостойких поверхностей.
| Стенд для ремонта рам тележек грузовых вагонов | 1990 |
|
SU1759688A1 |
| US 4305300 A1, 15.12.1981 | |||
| Super service Ridemaster Trucks | |||
| Maintenance & repair manual | |||
| - ASF-Keystone, Inc., 08.14.2002. | |||

