Изобретение относится к области фигурной обработки вспененных материалов, например пенополистирола, и, в частности, к инструментам для безопиловочной объемной обработки.
Известно, что для прямолинейной резки пенополистиролов применяют проволоку, нагретую электрическим током, перемещая которую производят разрезание пенополистирола (А.Кобаяши. «Обработка пластмасс резанием». Стр.112, рис.127. Схема резки. Москва. Машиностроение. 1974 г. Устройство для безопиловочного резания полимерной оболочки нагретой проволокой, патент RU №2233781). Однако такие устройства не позволяют получать изделия с фигурным профилем.
Известны станки Смирнова С.В. для рельефной резки пенополистирола СРП-3200 «Стандарт», СРП-3210 «Мини», СРП-3220 «Макси» (Интернет сайт http://srp-3200.narod/ru/products.htm), в которых режущим инструментом является нагретая электрическим током натянутая струна. Обработка фигурных поверхностей достигается за счет перемещения нагретой струны в двух или трех координатах по компьютерной программе. Максимальная длина нагретой струны и соответственно максимальная длина обрабатываемой детали составляет 2200 мм. Недостаток станка заключается в том, что компьютерное обеспечение станка является весьма дорогостоящим оборудованием. Кроме того, натянутая и нагретая струна длиной 2200 мм не позволяет получать прямолинейные поверхности на такой длине вследствие того, что длинная струна в процессе обработки прогибается от усилий резания. Существенным недостатком является и то, что в случае попадания в пенополистирол каких-либо включений струны рвутся. Следует отметить, что такие станки не могут быть установлены в линию по непрерывному получению, например, плит бесконечной длины.
Наиболее близким по технической сущности к заявляемому инструменту для получения фигурной поверхности во вспененном материале является конструкция инструмента немецкой фирмы Foam Cutting Systems GmbH, представленная в рекламных проспектах на Интернет-сайте http://www.foamcut.com/ (Приложение к данной заявке на 1 л).
В отличие от предыдущих аналогов инструмент фирмы для безопиловочной обработки вспененного материала представляет не натянутую нагретую струну, а изогнутую нагретую проволоку, которой придан профиль готовой детали или части ее контура. Применяемая проволока имеет диаметр 0,1÷0,4 мм или прямоугольное сечение 0,75×1,0 мм и 1,0×1,5 мм. Концы проволоки закреплены на штангах, которые совместного с кареткой могут перемещаться в вертикальном или горизонтальном направлениях, а также получать дополнительное вращательное или продольное перемещение, которые обеспечивают получение любой объемной конфигурации. Нагрев проволоки осуществляется за счет подачи к ее концам электрического напряжения.
Конструкция такого инструмента значительно повышает возможности изготовления различных рельефных объектов, которые невозможно получить натянутой струной. Однако недостатки, присущие струне, остаются и в данной конструкции инструмента. Нагретая проволока деформируется при встрече с различными включениями во вспененном материале, вследствие чего искажается получаемый профиль детали. Кроме того, при обработке высоких или длинных изделий со значительным расстоянием между концами проволоки происходит ее удлинение (вытяжка) с образованием прогиба и искажением профиля изготовляемой детали. Это хорошо видно на рис.«Balusters for construction and decorating», на котором изображено шесть небольших колонн или подставок одного и того же профиля, имеющих заметные на глаз отклонения в форме.
Задачей изобретения является создание инструмента с повышенной жесткостью, надежностью и увеличенным сроком службы для безопиловочной резки вспененного материала, например пенополистирола, и получения на нем рельефных поверхностей.
Поставленная задача достигается за счет того, что в инструменте для безопиловочной резки и получения фигурной поверхности во вспененном материале, например пенополистироле, выполненном в виде электропроводного режущего элемента, изогнутого по контуру, соответствующему всей получаемой конфигурации или ее части, нагреваемом за счет подачи напряжения к его концам, согласно изобретению электропроводный режущий элемент в зоне резания выполнен с соотношением габаритных размеров h:l не менее чем один 1:1,6, где h - толщина, l - ширина.
Электропроводный режущий элемент выполнен из металлического термостойкого листового материала, например нихрома Х20Н80 или другой марки нержавеющей стали, и снабжен дополнительными опорами, при этом толщина опор не превышает толщины электропроводного элемента.
Дополнительные опоры выполнены за одно целое с электропроводным режущим элементом или отдельно от него и неподвижно соединены с электропроводным режущим элементом посредством, например, пайки или сварки.
Опоры электропроводного режущего элемента расположены с задней его стороны по ходу движения обрабатываемой детали или электропроводного режущего элемента.
Вместе с тем, опорная часть одной боковой стороны электропроводного режущего инструмента смещена относительно опорной части другой боковой стороны электропроводного режущего инструмента в направлении подачи при обработке детали.
Поперечное сечение электропроводного режущего элемента в зоне резания выполнено прямоугольной формы, однако оно может иметь, например, форму остроугольного треугольника или овальную форму.
Сущность полезной модели поясняется чертежами, на которых изображено:
- Фиг.1. П-образный электропроводный режущий элемент;
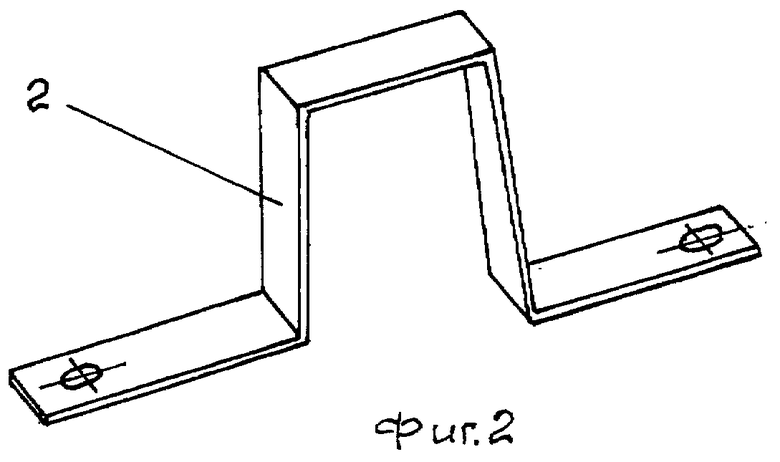
- Фиг.2. П-образный электропроводный режущий элемент со смещенными опорами боковых сторон;
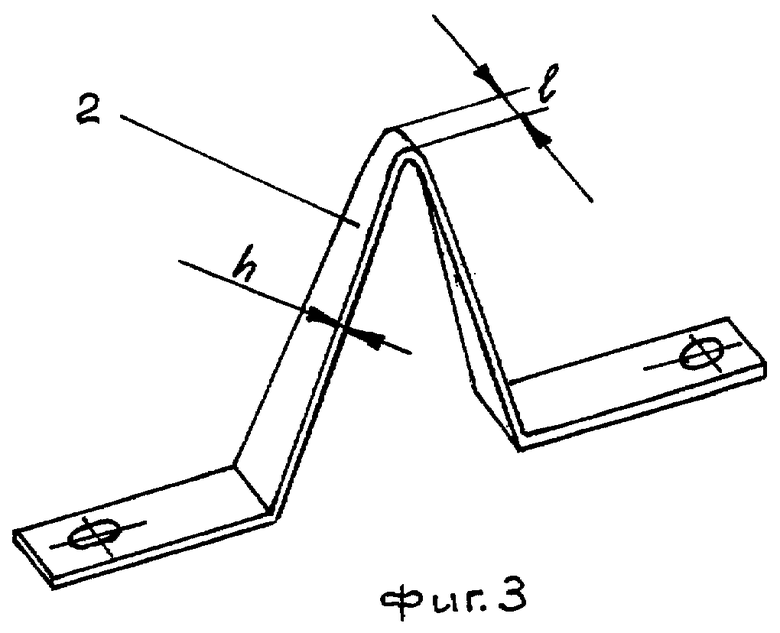
- Фиг.3. V-образный электропроводный режущий элемент;
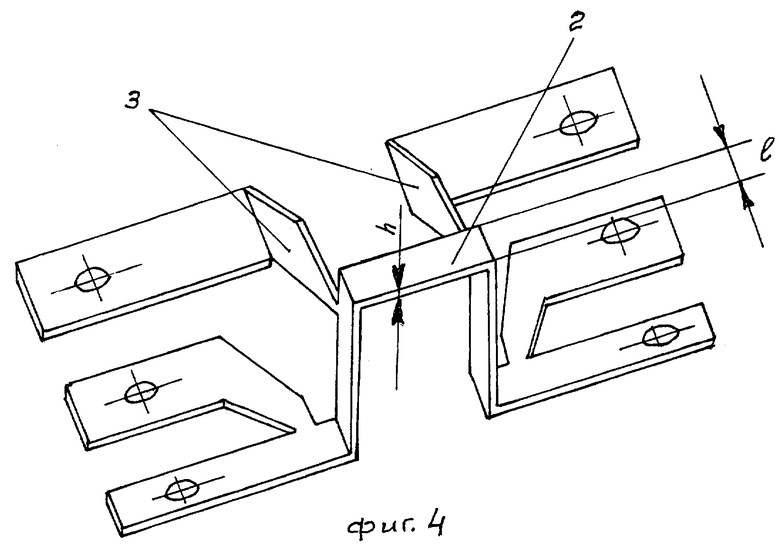
- Фиг.4. П-образный электропроводный режущий элемент с дополнительными опорами;
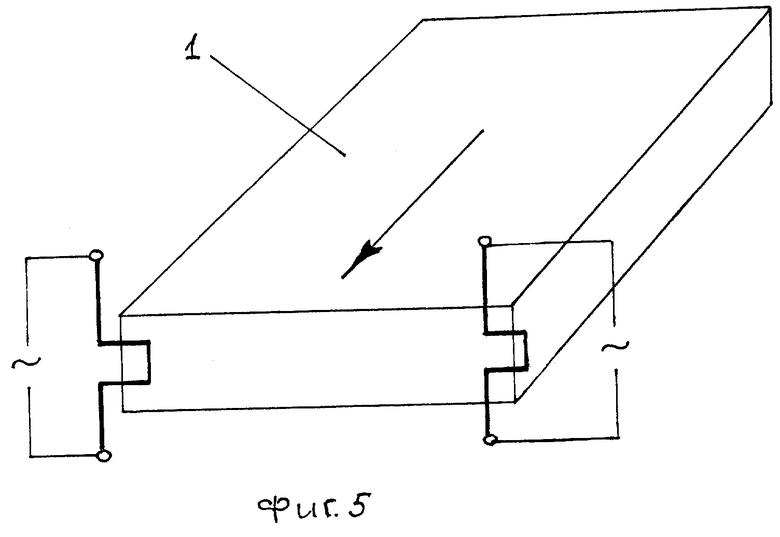
- Фиг.5. Схема работы инструмента.
Инструмент для безопиловочной резки и получения фигурной поверхности во вспененном материале, например пенополистироле 1, представляет электропроводный режущий элемент 2, изогнутый в виде контура, соответствующего всей или части получаемой конфигурации. В целях исключения деформации электропроводного режущего элемента в процессе работы и повышения его жесткости он выполнен из металлического термостойкого листового материала, например нихрома Х20Н80 или другой марки нержавеющей стали, при этом электропроводный режущий элемент в зоне резания выполнен с соотношением габаритных размеров h:l не менее чем 1:1,6, где нагрев электропроводного режущего элемента осуществляется за счет подачи напряжения к его концам.
В зависимости от назначения электропроводный режущий элемент может иметь различную конфигурацию (фиг.1, 2, 4), как, например, П-образную для изготовления пазов и гребней, V-образную (фиг.3) для получения рельефной объемной конфигурации или овальную (не показано).
Для придания жесткости, увеличения сопротивлению изгибу и деформации электропроводный режущий элемент снабжен дополнительными опорами 3 (фиг.4, фото - Приложение 2), при этом толщина опор не превышает толщины электропроводного режущего элемента.
Дополнительные опоры 3 выполнены за одно целое с электропроводным режущим элементом. Вместе с тем возможно отдельное изготовление дополнительных опор 3 с последующим неподвижным соединением с электропроводным режущим элементом посредством, например, пайки или сварки (не показано).
Опоры электропроводного режущего элемента расположены с задней его стороны по ходу движения обрабатываемой детали для снижения сопротивления движению режущего инструмента или обрабатываемой детали.
В целях перераспределения нагрузки на электропроводный режущий элемент 2 (фиг.2) в процессе резания опорная часть одной боковой стороны электропроводного режущего инструмента смещена относительно опорной части другой боковой стороны электропроводного режущего инструмента на величину В в направлении подачи при обработке детали. Величина смещения В определяться исходя из выбранных режимов резания.
Инструмент работает следующим образом.
Возможны два варианта работы инструмента. Первый, когда неподвижен инструмент, а двигается обрабатываемая деталь, и второй, при котором обрабатываемая деталь неподвижна, а двигается сам инструмент.
На фиг.5 представлена схема работы устройства с неподвижным инструментом. Перед началом работы на концы электропроводного режущего элемента подается напряжение. Происходит разогрев инструмента до заданной рабочей температуры, а затем транспортером подается на инструмент обрабатываемая деталь. Нагретый инструмент производит безопиловочное резание и образует в обрабатываемой детали фигурную поверхность (конфигурацию), соответствующую контуру электропроводного режущего элемента.
Достигнутый технический результат заключается в том, что благодаря изготовлению электропроводного режущего элемента из листового материала с заданным соотношением габаритных размеров его поперечного сечения h:l не менее чем 1:1,6 и введения дополнительных опор значительно возросла жесткость инструмента, повысилась надежность его работы и увеличился срок службы инструмента.
Изобретение относится к области фигурной обработки вспененных материалов, например пенополистирола, и, в частности, к инструментам для безопиловочной объемной обработки. Инструмент выполнен в виде электропроводного режущего элемента, изогнутого по контуру, соответствующему всей получаемой конфигурации или ее части и нагреваемого за счет подачи напряжения к его концам. Электропроводный режущий элемент в зоне резания выполнен с соотношением габаритных размеров h:l не менее чем 1:1,6, где h - толщина, l - ширина. Электропроводный режущий элемент выполнен из металлического термостойкого листового материала, например нихрома Х20Н80 или нержавеющей стали. Электропроводный режущий элемент снабжен дополнительными опорами, толщина которых не превышает толщины электропроводного элемента. Дополнительные опоры выполнены отдельно от электропроводного режущего элемента и неподвижно соединены с ним посредством, например, пайки или сварки. Опоры электропроводного режущего элемента расположены с задней его стороны по ходу движения обрабатываемой детали при ее резке. Поперечное сечение электропроводного режущего инструмента в зоне резания выполнено прямоугольной формы. Поперечное сечение электропроводного режущего инструмента в зоне резания выполнено, например, в виде остроугольного треугольника или овала. В результате обеспечивается создание инструмента с повышенной жесткостью, надежностью и увеличенным сроком службы. 8 з.п. ф-лы, 5 ил.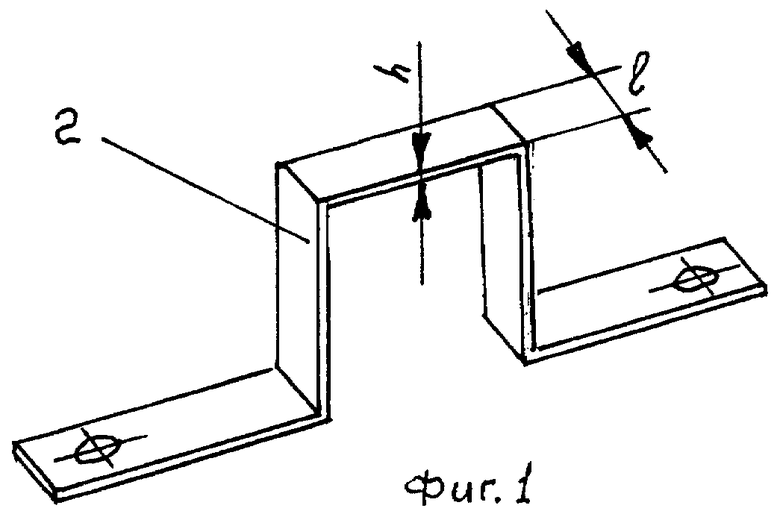
| Инструмент для безопиловочной резки [он-лайн], FOAM CUTTING SYSTEMS GMBH, 23.09.2004 [найдено 11.01.2006] | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПЛАСТМАСС ТИПА ПЕНОПОЛИСТИРОЛА | 0 |
|
SU381550A1 |
| Устройство для резки полимерных материалов | 1988 |
|
SU1666314A1 |
| FR 1526100 A1, 24.05.1968 | |||
| WO 2004062861 A1, 29.07.2004. | |||

