Изобретение относится к области производства изделий из текстильных материалов, в частности лент из полимерных волокон. Устройство может быть использовано в производстве лент, поясов, лямок, стропов и тому подобных изделий, концы которых должны продеваться в пряжки, застежки и поэтому иметь плавные очертания, не лохматиться, не иметь локальных утолщений по кромке, препятствующих работе.
Известно устройство для резки полимерной ленты нагретой проволокой (RU 2267398, B26D 1/547, опубл. 10.01.2006, бюл. №01), в котором резка осуществляется нагретой электрическим током нихромовой или другой нержавеющей проволокой, перемещающейся в плоскости, перпендикулярной плоскости реза и позволяющее получать рез прямой формы.
Недостатком известного способа является невозможность получения реза фигурной формы.
Наиболее близким по техническому исполнению является инструмент для безопиловочной резки и получения фигурной поверхности во вспененном материале (RU 289503 B26F 3/12, опубл. 20.12.2006, бюл. №35), в котором рез осуществляется нагретым от электрического тока профильным резаком, форма реза от которого соответствует форме профиля резака.
Недостатком указанного инструмента при резке им полимерной ленты является образование дефектов - наплывов расплавленного материала (грата) в месте контакта резака с материалом, так как режущая кромка резака в процессе реза постоянно контактирует с разрезаемым материалом. Наличие указанного дефекта при резке ленты недопустимо, так как толщина ленты по кромке реза увеличивается и препятствует нормальной работе изделия, в частности продеванию ленты в застежки, пряжки.
Техническая задача изобретения - повышение качества реза текстильной полимерной ленты, заключающееся в отсутствии грата.
Поставленная задача решается тем, что резка ленты осуществляется путем ее плавления резаком, нагретым от нагревательного элемента, при движении резака перпендикулярно плоскости ленты. В предложенной конструкции резака новым является то, что поверхность режущего клина, обращенная к отрезаемой детали, имеет скос, исключающий контакт клина резака с поверхностью реза на ленте, что не дает образовываться грату.
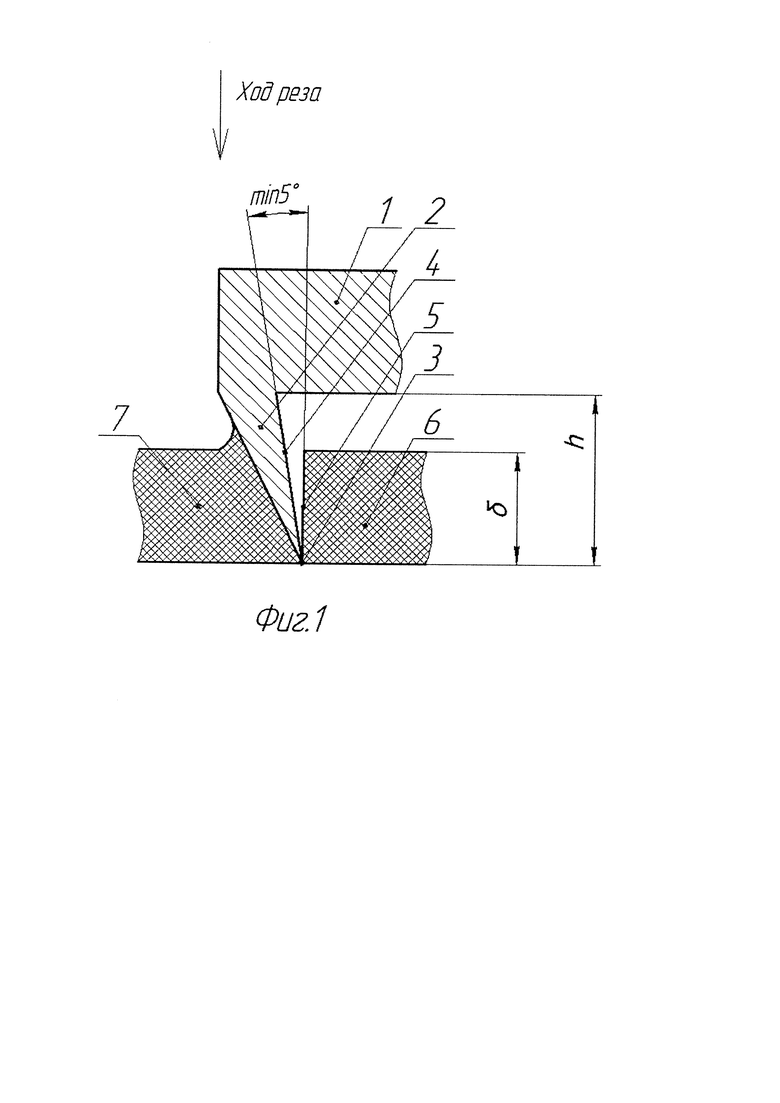
На фиг. 1 показана конструктивная схема устройства для поперечной фигурной резки полимерной ленты (резака) и его работа, на фиг. 2 - возможная реализация установки для обрезки ленты, на фиг. 3 - примеры форм концов обрезанных лент.
Резак состоит из корпуса 1 и режущего клина 2, проекция режущей кромки 3 которого на плоскость ленты совпадает с заданной конфигурацией конца ленты, причем поверхность 4 режущего клина, обращенная к поверхности реза ленты 5 в сечении, перпендикулярном плоскости ленты и перпендикулярном к касательной к режущей кромке клина, имеет наклон величиной не менее 5° в направлении, противоположном поверхности реза ленты, а высота режущего клина h превышает толщину ленты δ минимум на 3 мм. Режущий клин и корпус резака могут быть выполнены как единая деталь (показано на фиг. 1) или как две соединенные детали. Резак изготовлен из материала, хорошо проводящего тепло, например, из сплавов меди или алюминия. Резак нагревается до необходимой температуры путем теплопередачи от контактирующего с ним электрического нагревательного элемента (не является элементом конструкции данного устройства).
Устройство работает следующим образом. Обрезаемая лента помещается под резак, который нагревается и перемещается, как показано на фиг. 1, перпендикулярно плоскости ленты на расстояние не менее толщины ленты. Нагретый клин резака расплавляет материал ленты и разрезает его на годную часть 6 и отход 7. Из-за того что режущий клин резака имеет наклон, он не контактирует с поверхностью реза ленты 5 большую часть времени реза, поэтому на поверхности годной части ленты грат не образуется. Заданное превышение высоты клина h над толщиной ленты δ предотвращает оплавление поверхности ленты.
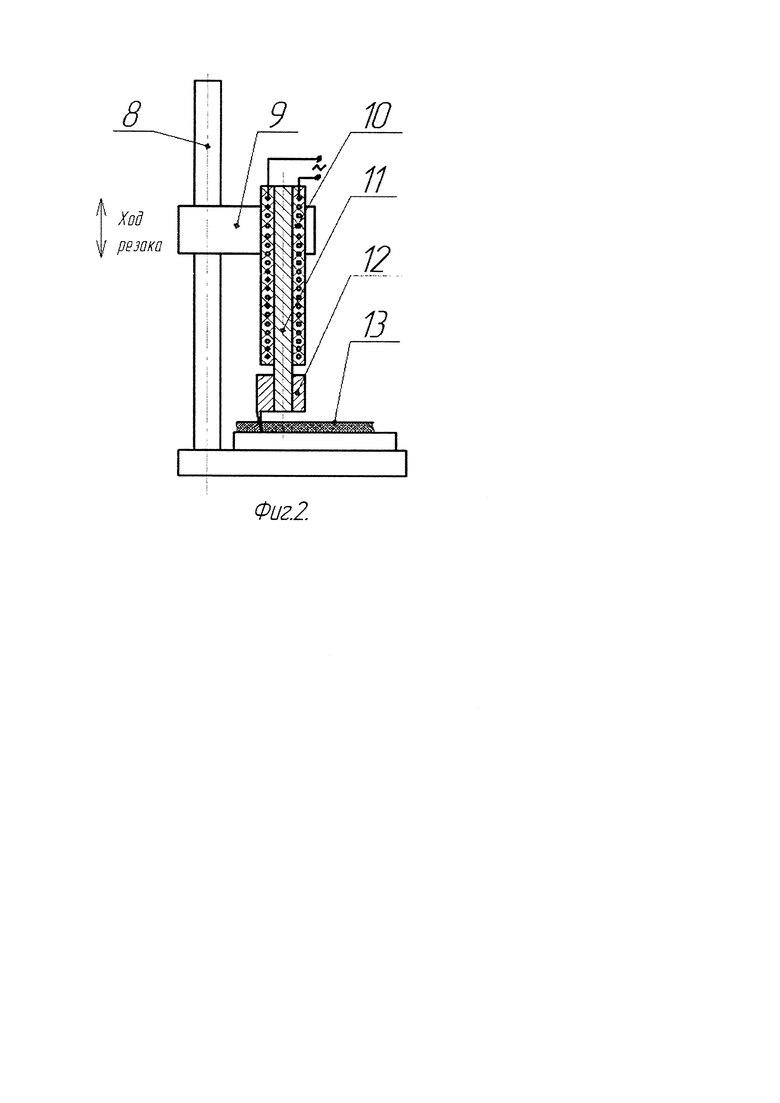
На фиг. 2. показана установка, в составе которой может работать предлагаемое устройство - резак для фигурной резки полимерной ленты.
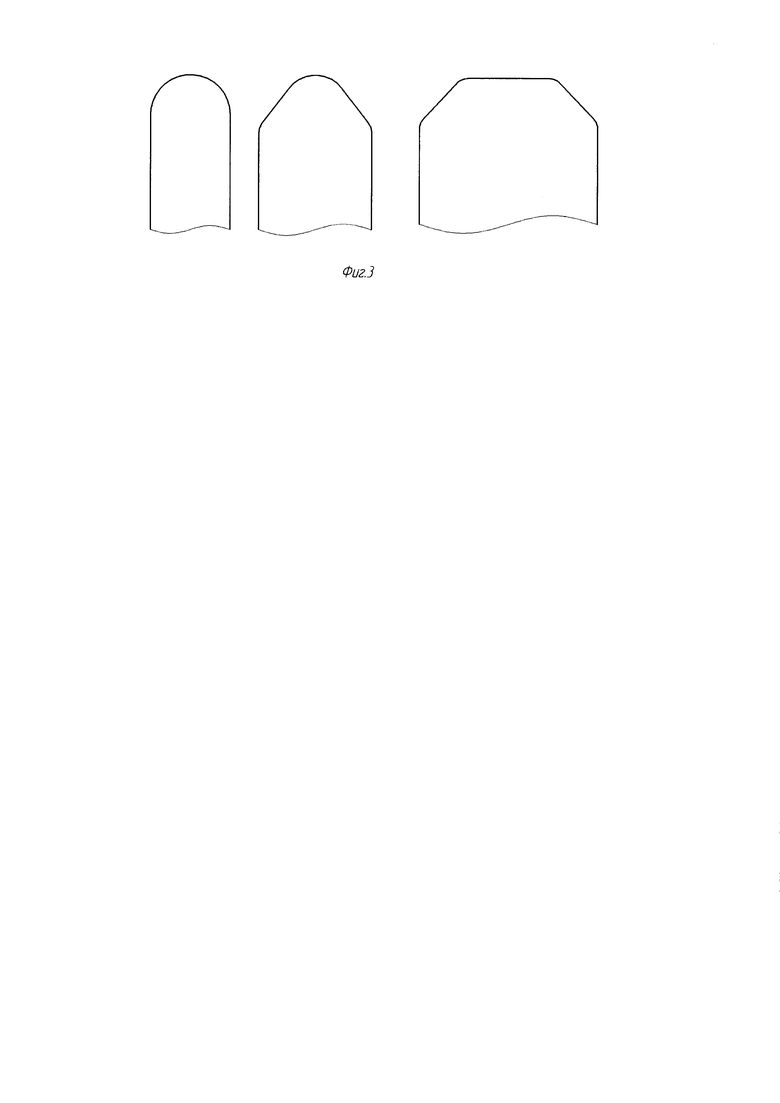
На штативе 8 закреплена и может перемещаться в вертикальном направлении от ручного, пневматического или иного привода каретка 9. На каретке через теплоизоляцию закреплен нагревательный элемент 10, состоящий из корпуса, обмотки из нихромовой проволоки и теплопередающего металлического стержня 11, к которому на резьбе крепится резак 12. Концы нихромовой проволоки подключаются к источнику электрического тока, проволока нагревается и нагревает стержень, от которого тепло передается к резаку и нагревает его. Разрезаемая лента 13 кладется под резак, который при его ходе вниз контактирует с разрезаемой лентой, нагревает и расплавляет ее, разделяя на годную часть и отход. Концы годной части ленты могут иметь форму, показанную на фиг. 3 или иную, копирующую форму режущей кромки клина.
Опытно-промышленное опробование предлагаемого резака показало его высокую эффективность при резке текстильной полимерной ленты шириной 50 мм и резке ленты «Велкро» (липучка) шириной 40 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ | 1997 |
|
RU2113948C1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1731499A1 |
| Способ пакетной кислородной резки металлических листов | 1985 |
|
SU1291320A1 |
| Способ линейной газовой резки | 1979 |
|
SU833387A1 |
| Способ прокатки металлов | 1977 |
|
SU707621A1 |
| Способ термической резки листового проката | 1990 |
|
SU1738538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2065804C1 |
| ПИЛА ДИСКОВАЯ | 2008 |
|
RU2377102C1 |
| СПОСОБ И УСТРОЙСТВО ПЕРЕРАБОТКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2004 |
|
RU2264914C1 |
Резак для поперечной фигурной резки полимерной ленты предназначен для производства лент, лямок, ремней, стропов из полимерных волокон. Резак состоит из корпуса и режущего клина, выполненных из теплопроводящего материала. Резак имеет возможность нагрева от внешнего источника тепла и перемещения перпендикулярно плоскости ленты до ее расплавления. Форма режущей кромки резака совпадает с заданной формой конца ленты. Для повышения качества реза режущий клин имеет скос для предотвращения образования грата. 3 з.п. ф-лы, 3 ил.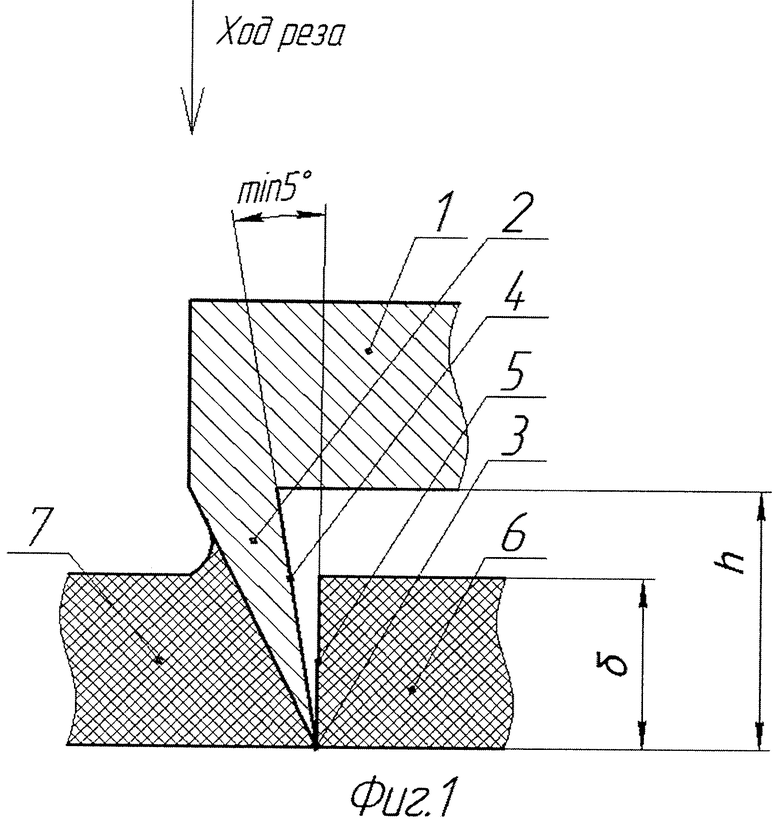
1. Устройство для поперечной фигурной резки полимерной ленты, содержащее корпус и режущий клин, проекция режущей кромки которого на плоскость ленты совпадает с заданной конфигурацией конца ленты, отличающееся тем, что поверхность режущего клина, обращенная к поверхности реза ленты в сечении, перпендикулярном плоскости ленты и перпендикулярном к касательной к режущей кромке клина, имеет наклон не менее 5° в направлении, противоположном поверхности реза ленты.
2. Устройство по п. 1, отличающееся тем, что режущий клин и корпус выполнены в виде единой детали или в виде двух соединенных деталей.
3. Устройство по п. 1, отличающееся тем, что оно снабжено внешним источником тепла для осуществления нагрева режущего клина.
4. Устройство по п. 1, отличающееся тем, что высота режущего клина выполнена с превышением толщины разрезаемой ленты минимум на 3 мм.
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ПОЛИМЕРНОЙ ЛЕНТЫ | 2004 |
|
RU2267398C1 |
| ИНСТРУМЕНТ ДЛЯ БЕЗОПИЛОВОЧНОЙ РЕЗКИ И ПОЛУЧЕНИЯ ФИГУРНОЙ ПОВЕРХНОСТИ ВО ВСПЕНЕННОМ МАТЕРИАЛЕ | 2005 |
|
RU2289503C2 |
| ТЕРМОНОЖ УПАКОВОЧНОЙ МАШИНЫ | 2011 |
|
RU2491215C1 |
| DE 29919595 U1, 02.03.2000. | |||

