Настоящее изобретение относится к способам художественной обработки материалов и изделий и может быть использовано для инкрустации изделий, в том числе длинномерных изделий прямоугольного, квадратного, круглого сечения: цилиндрических, конусных, например карнизов, бильярдных киев, тростей и т.п.
Известны способы обработки деревянных длинномерных конусных изделий, которые украшены вставками из ценных пород дерева, по цвету контрастирующих с основным материалом (см. Свидетельство РФ №16908 на полезную модель «Кий бильярдный», МПК 7 A 63 D 15/08, опубл. 27.02.01 [1]). Способ обработки предполагает выполнение клиновидного симметричной формы запила в удлиненной деревянной заготовке с использованием пильного блока, плоскость режущего инструмента которого расположена под углом к продольной оси заготовки, изготовление клиновидной остроугольной при вершине вставки из другой породы древесины, чьи формы и внешние размеры соответствуют форме и внутренним размерам запила, с последующей склейкой этих деталей между собой. Такой способ обработки используется для кия и обеспечивает декоративность его внешнего вида и высокие потребительские свойства, но он очень сложен в использовании. Кроме того, возможности такой обработки ограничены, в частности невозможно выполнить более тонкий и сложный рисунок иного характера.
Наиболее близким по технической сущности решением к заявляемому способу является заявка на выдачу патента РФ №94033709 на изобретение «Способ художественной обработки материалов», МПК 6 В 44 С 1/26, опубликовано 10.07.96 [2]. В соответствии с указанной заявкой способ включает выполнение прорезей на поверхности заготовки с последующим их заполнением металлическим инкрустирующим материалом, шлифовкой и полировкой основного материала с материалом вставки. Этот способ инкрустации используется для обработки плоских изделий, но не годится для обработки всей боковой поверхности объемного предмета прямоугольного или круглого сечения, в частности всей боковой конусной поверхности кия. При ориентировании инкрустирующих вставок из шпона под углом друг к другу трудно совместить фрагменты рисунка в поперечной плоскости одного сечения кия, выполненные разными вставками. Вставки из шпона смещаются в процессе обработки заготовки, поэтому процесс их установки и подгонки длителен, а сам способ трудоемок.
Задачей изобретения является повышение точности выполнения рисунка боковых поверхностей объемных изделий, совпадения фрагментов рисунка, выполненных в одной плоскости сечения заготовки, обеспечение надежного, не смещаемого при подгонке совпадения пересекающихся вставок в узлах рисунка, снижение трудоемкости процесса художественной обработки трехмерных заготовок.
Задача решается способом художественной обработки изделия (материала), включающим выполнение щелевых прорезей (пропилов) на заготовке, глубина которых равна ширине вставки, а толщина - толщине вставки, заполнение прорезей инкрустирующим материалом (вставками) и последующую обработку поверхности заготовки со вставками - выполнение изделия в размер, шлифовку, полировку.
Отличием заявляемого способа от известного является установка заготовки в каретке станка. настройка расположения режущего инструмента, выполняющего прорези (пропилы), относительно заготовки, а значит, и относительно каретки, с определением начала и конца прорези в соответствии с рисунком, предварительная, до выполнения прорезей, установка базовой метки на каретке и установка базовых меток на заготовке по всей ее боковой поверхности в одной плоскости поперечного сечения заготовки как единых точек отсчета при определении различных мест расположения концов прорезей/вставок в соответствии с линиями рисунка, которые могут лежать как в одной плоскости поперечного сечения заготовки, так и на линии сечения заготовки под углом к ее продольной оси, и на линиях сечения заготовки плоскостями больше одной в зависимости от характера рисунка. После установки базовых меток производят совмещение метки на одной стороне заготовки с меткой на каретке, жесткую фиксацию заготовки в каретке, на заготовке определяют места расположения концов первой вставки относительно базовой метки на заготовке, которые будут концами (началом и концом) первой прорези, и при необходимости определяют места расположения узлов пересечения первой вставки с последующими вставками также относительно соответствующей базовой метки, если пересечение имеет место. После этого выполняют первую прорезь в заготовке. При этом каждую прорезь (пропил) выполняют под каждую вставку непосредственно перед установкой этой вставки. После выполнения первой прорези ее зачищают и обрабатывают клеящим (фиксирующим) составом, в нее устанавливают вставку, при необходимости зажимая ее для обеспечения лучшего контакта вставки с клеящим составом и стенкой прорези до полного высыхания/отверждения клея.
Вставка может быть использована в виде тонких полос шпона. Последующую прорезь выполняют после высыхания клея и жесткой фиксации клеящим составом предыдущей вставки в предыдущей прорези. При выполнении другого фрагмента рисунка с изменением места расположения концов второй вставки заготовку поворачивают вокруг ее продольной оси относительно первоначального положения на угол, на который отличается местоположение концов предыдущей прорези/вставки от местоположения концов последующей прорези/вставки в соответствии с линиями рисунка, при необходимости изменяют угол расположения режущего инструмента, выполняющего прорези, относительно продольной оси заготовки в соответствии с ориентацией линий указанного фрагмента, или параллельно самой себе смещают каретку относительно плоскости режущего инструмента, производят совмещение базовых меток на каретке и на заготовке. Далее определяют местоположение концов второй вставки также относительно базовой метки на заготовке, после чего делают последующую прорезь с повторением указанных выше операций по установке второй вставки. Такая последовательность операций позволяет точно выполнить места концов вставок, которые располагаются на одной линии пересечения заготовки с плоскостью поперечного сечения заготовки, со всех боковых ее сторон. Каждую последующую прорезь выполняют после установки и жесткой фиксации предыдущей вставки, что не уводит уже установленную и жестко зафиксированную предыдущую вставку от размеченного места, значительно облегчает подбор и установку вставок.
На фигуре 1 изображен фрагмент длинномерного изделия с цилиндрической поверхностью с нанесенным на его поверхность одного из множества вариантов фрагментов узора из вставок в виде шпона дерева, контрастирующего по цвету с основным материалом заготовки. На фигуре 2 показан чертеж заготовки квадратного сечения для изготовления изделия фиг.1 с инкрустированной боковой поверхностью, где уже сделаны две прорези с условно вставленными вставками. Позицией 1 обозначена заготовка изделия с продольной осью O-O' с нанесенной на ее боковую поверхность на четырех гранях базовой меткой А. На определенном расстоянии от базовой метки А расположены концы прорезей/вставок 2, 3, обозначенные соответственно Б2, Б3 с одного конца заготовки 1, и Б'2, Б'3 с другого конца соответственно. Вставки могут представлять собой одну деталь из шпона, а также пакет из нескольких деталей шпонов разных пород древесины, отличающихся по цвету, фактуре, твердости. В частности, на фигуре 1 каждая вставка представляет собой пакет из расположенных по двум сторонам вставки шпонов светлого тона древесины и более темной вставки между ними из другой породы древесины. Такой рисунок выглядит рельефнее, а общий вид декора - богаче.
Способ осуществляется следующим образом. Берут удлиненную деревянную заготовку квадратного или прямоугольного сечения с продольной осью O-O', устанавливают ее в каретке станка, фрезерного или шлифовального с дисковой пилой, зажимая заготовку в каретке. Затем ориентируют каретку с заготовкой относительно плоскости дисковой пилы, с установкой пилы под углом к продольной оси заготовки, равным углу расположения первой вставки относительно продольной оси O-O' заготовки 1. Производят пробный в виде риски пропил первой прорези в соответствии с рисунком. При удовлетворительном результате фиксируют расположение плоскости режущего инструмента относительно направления ориентации каретки. На заготовку с одной ее стороны (в плоскости чертежа справа) на всей ее боковой поверхности, в частности на все ее четыре грани, наносят, последовательно поворачивая заготовку 1 вокруг ее продольной оси OO', базовые метки А в одной плоскости сечения заготовки, например, поперечного сечения. На каретке также отмечают точку, соответствующую базовой метке А заготовки. Далее на заготовке отмечают начало/конец первой вставки, т.е. концы первой прорези относительно базовой метки А. Это точки пересечения концов первой вставки 2 с боковой поверхностью заготовки 1 Б2 с одной стороны и Б'2 с другой стороны заготовки 1. Для этого заготовку последовательно поворачивают вокруг ее продольной оси и производят совмещение базовой метки А с меткой на каретке. Разметку можно осуществить с помощью карандаша, ручки, нанесением рисок с помощью острого предмета, более жесткого, чем заготовка. При необходимости на заготовке можно делать разметку рисунка и, в частности, для контроля узлы пересечения вставок в соответствии с эскизом, как это показано на фиг.1. Вставки могут быть расположены и не с пересечением друг друга, а параллельно. Узлы пересечения вставок образуются автоматически вследствие жесткой фиксации направления заготовки относительно плоскости режущего инструмента и последующей жесткой ориентации вставок под углом друг к другу, поэтому узлы можно не размечать.
Включают станок и проходят режущим инструментом по заготовке слева направо вдоль намеченной линии, например, Б'2-Б2, предполагаемого расположения первой вставки 2, последовательно проходя все размеченные узлы этой вставки, лежащие на этой линии (видно на фиг.1), прорезая заготовку 1. Толщина прорези должна быть равной толщине используемой вставки с учетом допуска на посадку, глубиной, равной ширине используемой вставки. Глубина прорези лимитируется глубиной последующей обработки заготовки и не должна быть меньше последней. После выполнения первой прорези производят механическую зачистку образованного пропила и заполнение его клеящим составом, способным при застывании (высыхании) зафиксировать первую вставку 2 в первой прорези неподвижно относительно заготовки 1. Вид клеящего состава определяется используемыми материалами заготовки и вставок. В качестве такого состава для деревянной заготовки и вставок из шпона различных пород древесины может быть использована эпоксидная смола марки ЭД-20. Вставку используют из ценных пород дерева, по цвету и твердости отличающегося от древесины заготовки, контрастирующую с основным цветом или в тон ему. Вставка может быть выполнена многослойной, из шпонов разных пород древесины, как это и показано на фигуре 1. Для многих изделий, в частности, гардин, тростей, в качестве вставок может быть использовано не только дерево, но и металл, металлическая фольга и другие материалы.
После установки первой вставки 2 в первую прорезь на фиксирующий состав излишки выдавленного из прорези при установке вставки фиксирующего состава убирают и производят сушку фиксирующего состава до его полного отверждения. При этом могут быть использованы зажимные приспособления. Затем, отмечая места концов второй прорези Б3, Б'3 относительно базовой метки А на заготовке 1, при необходимости поворачивая заготовку в каретке на некоторый угол относительно своей продольной оси (на фиг.2 на 90° относительно первоначального положения), и/или изменяя угол между плоскостью режущего инструмента и продольной осью O-O' заготовки 1, и/или сдвигая (раздвигая) плоскость режущего инструмента и каретку с заготовкой относительно друг друга, сохраняя их взаимную ориентацию, всякий раз производя совмещение базовой метки А с меткой на каретке, выполняют второй пропил по другой намеченной линии рисунка, например, по линии Б'3-Б3 с пересечением уже установленной вставки 2. Режущий инструмент, разрезая заготовку 1 и уже установленную и жестко зафиксированную в заготовке вставку 2, не нарушает расположения первой вставки 2, не сдвигая ее. Точно пройдя все размеченные узлы, дисковая пила образует вторую прорезь, например, под углом к первой со вставкой 2, которая также подвергается обработке и заполнению ее второй вставкой 3 с последующими описанными выше операциями.
После последовательной установки всех вставок в соответствии с рисунком по описанной выше технологии заготовка вместе со вставками подвергается дальнейшей обработке. В частности, из прямоугольной заготовки может быть выточено цилиндрическое удлиненное изделие, например цилиндрический карниз для оконных штор, бильярдный кий в виде усеченного конуса, с прогибом по длине или бочкообразным. Изделие может быть выполнено и прямоугольного сечения. Такой способ инкрустирования, интарсии позволяет избежать многочасового подбора, подгонки и установки вставок в прорезях заготовки с точным их расположением в соответствии с рисунком, позволяет уменьшить трудоемкость изготовления высокохудожественных изделий.
Источники информации
1. Свидетельство РФ №16908 на полезную модель «Кий бильярдный», МПК 7 A 63 D 15/08, опубл. 27.02.01.
2. Заявка на выдачу патента РФ №94033709 на изобретение «Способ художественной обработки материалов», МПК 6 В 44 С 1/26, опубликовано 10.07.96 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ЕГО ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2293660C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧЕСКОГО ХУДОЖЕСТВЕННОГО КОНТУРА | 2013 |
|
RU2542556C1 |
| ЭЛЕМЕНТ ДЕКОРАТИВНОГО ПОКРЫТИЯ, ДЕКОРАТИВНОЕ ПОКРЫТИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ДЕКОРАТИВНОГО ПОКРЫТИЯ И УЗЕЛ ЗАКРЕПЛЕНИЯ | 1993 |
|
RU2031776C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| УСТРОЙСТВО ДЛЯ ДЕКОРАТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ, В ЧАСТНОСТИ РЕЙКИ | 1993 |
|
RU2087321C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| СПОСОБ ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304519C2 |
| СПИРАЛЬНАЯ РЕЖУЩАЯ ВСТАВКА СО СТУПЕНЧАТЫМИ РЕЖУЩИМИ КРОМКАМИ | 1996 |
|
RU2126314C1 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 2000 |
|
RU2180882C1 |
Изобретение относится к способам художественной обработки длинномерных изделий и может быть использовано для их инкрустации. Способ включает выполнение щелевых прорезей на заготовке, заполнение их инкрустирующими вставками и последующую обработку поверхности заготовки со вставками, каждую прорезь выполняют под каждую вставку непосредственно перед установкой этой вставки, последующую прорезь выполняют после жесткой фиксации предыдущей вставки в предыдущей прорези. До выполнения прорезей устанавливают базовые метки на каретке заготовки и на заготовке, перед выполнением прорези производят совмещение базовой метки на заготовке с базовой меткой на ее каретке, а на заготовке определяют место расположения конца прорези под вставку относительно базовой метки заготовки. Техническим результатом изобретения является уменьшение трудоемкости изготовления высокохудожественных изделий. 1 з.п. ф-лы, 2 ил.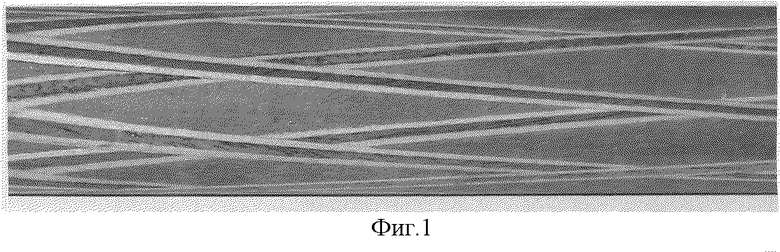
| RU 94033709 A1, 10.07.1996 | |||
| US 6814113 B1, 09.11.2004 | |||
| Буланин В.Д | |||
| Мозаичные работы по дереву | |||
| Москва: ОЛМА-ПРЕСС, 2001, с.105 | |||
| Газарян С | |||
| Прекрасное - своими руками | |||
| Москва: Детская литература, 1986, с.72 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНКРУСТИРОВАННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2111127C1 |

