Изобретение относится к легкой промышленности, в частности к способам изготовления составных инкрустированных изображений из металла или пластика, и может быть использовано при изготовлении рекламных и декоративно-художественных изображений.
Известен способ изготовления инкрустированных изделий, заключающийся в вырезании в базовом листе из твердого материала сквозного отверстия заданной конфигурации и в контрастном материале элемента инкрустации с последующим закреплением его в сквозном отверстии базового листа (патент США N 3737365, кл. В 20 С 17/00, 1973).
Однако этот способ не может обеспечить достаточной скорости и точности изготовления инкрустированных изделий, так как в процессе изготовления требует осуществления дополнительных операций, например выравнивания, что при использовании листового материала из металла связано и со снижением точности, особенно при выполнении элементов инкрустации малых размеров.
По технической сущности наиболее близким к предлагаемому является способ изготовления инкрустированных изделий, заключающийся в вырезании лазерным лучем в базовом листе из твердого материала сквозного отверстия заданной конфигурации и блоков элементов инкрустации с последующим закреплением их в сквозном отверстии базового листа (патент ФРГ N 3432681, 1984).
Недостатком этого известного способа является необеспечение плотной установки блоков элементов инкрустации в сквозном отверстии заданной конфигурации и необходимого качества изготавливаемых изделий с точки зрения зрительного эффекта, а также недостаточная прочность изделия, которое выполняется из дерева.
Техническим результатом изобретения является обеспечение необходимого качества изготавливаемых изделий и улучшение зрительного эффекта.
Для этого в способе изготовления инкрустированных изделий, заключающемся в вырезании лазерным лучем в базовом листе из твердого материала сквозного отверстия заданной конфигурации и блоков элементов инкрустации с последующим закреплением их в сквозном отверстии базового листа, вырезание блоков элементов инкрустации осуществляется из материалов разного типа, один из которых обеспечивает получение блока инкрустации, являющегося теневым по отношению к другому, при этом в качестве твердого материала используют металл или пластик, кроме того, базовый лист и блоки элементов инкрустации берут разной толщины, при закреплении блоков элементов инкрустации базовый лист укрепляют на несущей основе, отверстия крепления инкрустированного изделия на базовом листе снабжены соответствующими технологическими элементами инкрустации, а базовый лист и блоки элементов инкрустации выполнены из сплавов с использованием цветных металлов или из углеродистой стали.
Сущность изобретения заключается в том, что блоки элементов инкрустации и базового листа вырезаются лазером не одновременно, а по отдельности, что дает возможность изготавливать элементы инкрустации более точных размеров и устанавливать их с необходимым натягом. Кроме того, вырезание блоков элементов инкрустации из материалов разного типа и формы позволяет создать теневой эффект, обеспечивающий улучшение зрительного восприятия.
Сравнение предлагаемого устройства с ближайшим аналогом показало соответствие его критерию "новизна", а отсутствие в аналогах отличительных признаков позволяет судить о выполнении критерия "изобретательский уровень".
Предварительные испытания подтверждают возможность промышленного использования.
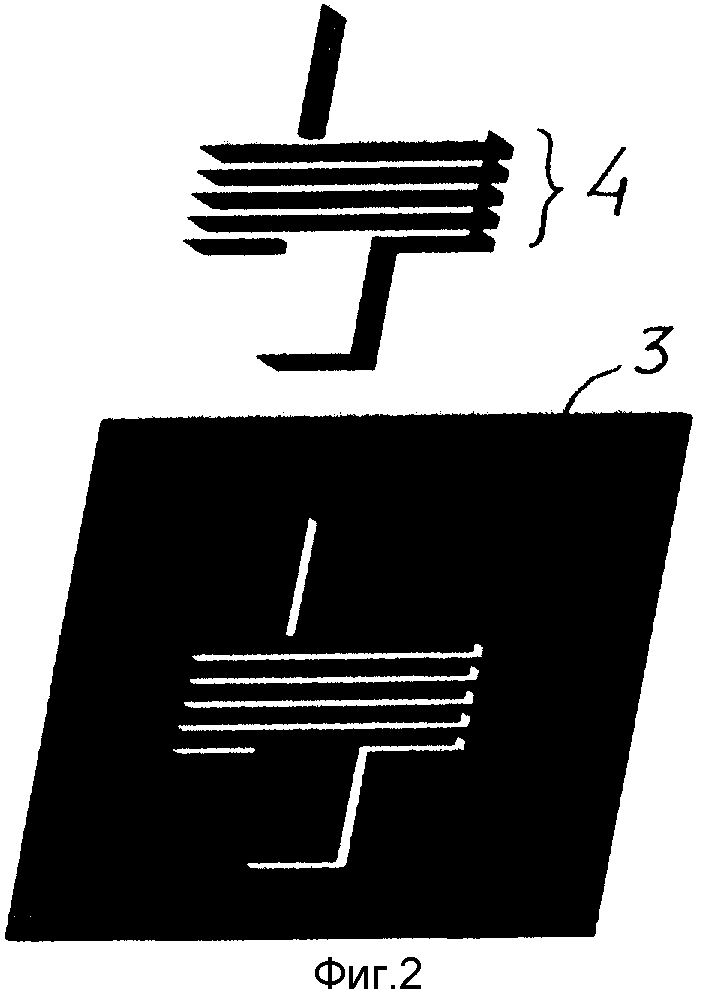
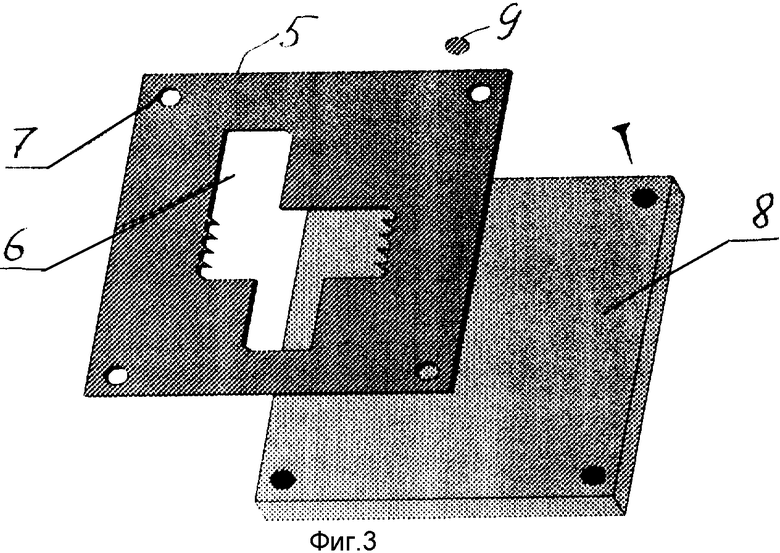
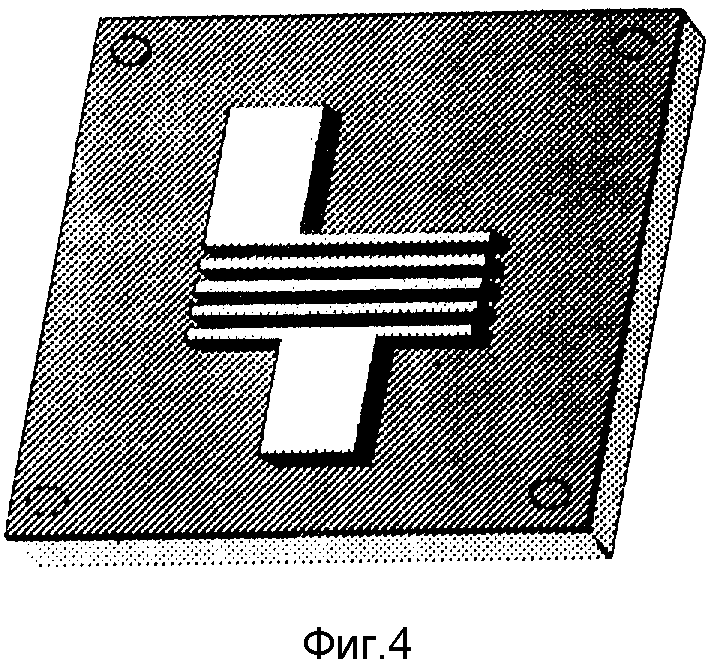
На фиг. 1 и фиг. 2 представлены блоки элементов инкрустации, выполненные из контрастных материалов разного типа, для составного элемента инкрустации: на фиг. 3 - базовый лист со сквозным отверстием и несущая основа; на фиг. 4 - инкрустированное изделие в собранном виде.
Предлагаемый способ осуществляют следующим образом.
Вырезание в базовом листе из твердого материала (металла или пластика) отверстия заданной конфигурации и в контрастном материале элементов инкрустации осуществляют на технологической лазерной установке с лазером ЛИТ-100 с использованием компьютерной графики в векторизованном виде. Листовой материал закрепляют на координатном столе параллельно плоскости стола на уровне 30 мм над ним. Управление перемещением стола осуществляют с помощью ПЭВМ.
Лазерный луч падает на разрезаемый лист перпендикулярно его поверхности, перемещаясь в двухкоординатном пространстве по заданной программе. Процесс резки обеспечивается выдуванием расплава из реза воздушной струей соосной с лазерным лучем.
Промежуток 30 мм необходим для облегчения процесса резки и качественного вырезания элементов инкрустации.
Лист поддерживают в указанном состоянии с помощью ограниченного количества подставок. Вырезанные элементы выпадают на плоскость стола, и их собирают.
Базовый лист с отверстием укрепляют на подложке, например при помощи склеивания, после чего элементы инкрустации устанавливают в отверстие базового листа и закрепляют, например, клеем, эпоксидным компаундом и т.п.).
Для большего зрительного эффекта элемент инкрустации выполняют составным. Для этого из листа 1 контрастного материала одного типа (фиг.1) вырезают первый блок 2 элементов инкрустации, а из листа 3 контрастного материала другого типа (фиг.2) вырезают второй блок 4 элементов инкрустации (теневых).
В базовом листе 5 (фиг.3) вырезают сквозное отверстие 6 и отверстие 7 под крепление изделия на несущей основе 8, которые после крепления базового листа 5 закрывают технологическими элементами 9 инкрустации.
Блоки 2 и 4 элементов инкрустации последовательно вставляют в отверстие 6 базового листа 5 и закрепляют при помощи клея.
Базовый лист 5 и листы 1 и 3 элементов инкрустации берут разной толщины в пределах 0,8-1 мм и 0,3-0,4 мм, соответственно.
Подложку - несущую основу 8 берут обычно из алюминия толщиной 4-7 мм.
Несмотря на то, что минимальный размер элемента инкрустации может быть 0,2 мм, в процессе резки нет коробления.
В принципе базовый лист 5 и листы 1 и 3 элементов инкрустации можно брать из одного материала, причем поверхности их обрабатывать различными способами: полировкой с различными коэффициентами отражения, вакуумным напылением окислов металлов различных слоев, цветным эмалевым, гальваническим или другим покрытием, каждый элемент в свою очередь может состоять из нескольких слоев, скрепленных между собой при помощи склейки, пайки или сварки.
Предпочтительным вариантом является тот, когда базовый лист 5 берут из нержавеющей стали, а в качестве контрастного материала используют латунь. Вместе с тем базовый лист 5 и элементы инкрустации могут быть выполнены из углеродистой стали, пластика или сплавов с использованием цветных металлов.
Таким образом, предлагаемый способ инкрустации позволяет повысить скорость и качество изготовления инкрустируемых изделий, так как обеспечивает обработку без механических повреждений вблизи реза и коробления поверхности, отсутствие термодеформаций, что особенно важно при изготовлении сложного инкрустируемого изображения малых размеров, а также обеспечить необходимый зрительный эффект изготовляемого инкрустированного изделия.
Способ изготовления инкрустированных изделий заключается в том, что вырезание блоков элементов конструкции осуществляется из материалов разного типа, один из которых обеспечивает получение блока инкрустации, являющегося теневым по отношению к другому для повышения качества изделия. 4 з. п. ф-лы, 4 ил.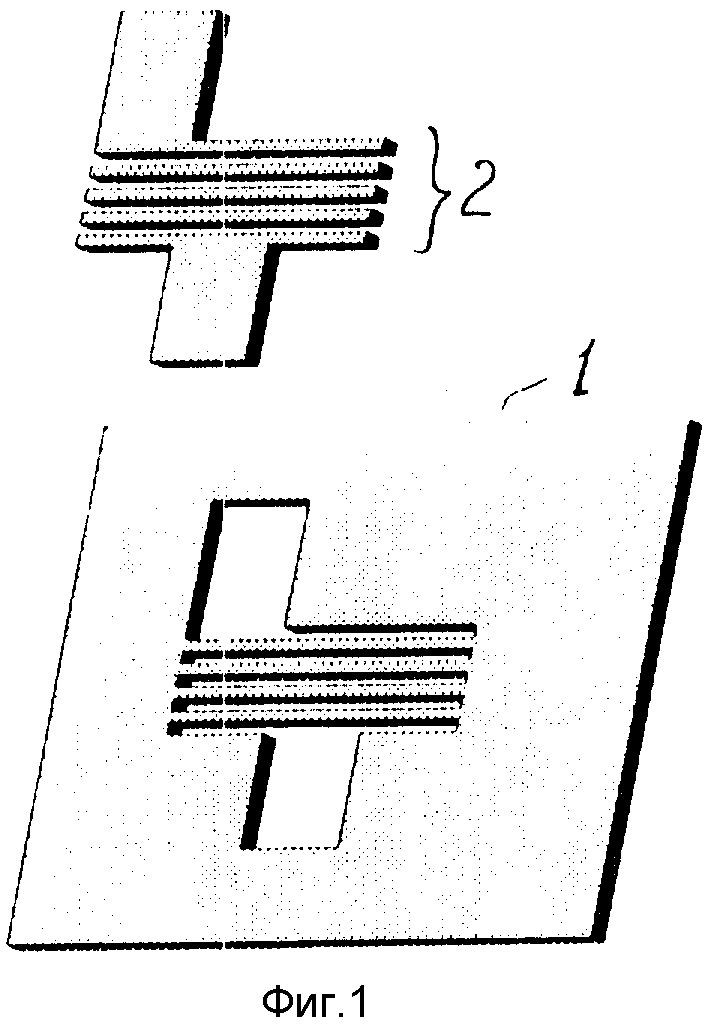
| DE, патент, 3432681, кл | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |

