Изобретение относится к строительству, к отделочным и облицовочным изделиям, покрытиям из них, устройствам и способам изготовления элементов декоративного покрытия из дерева, пластмассы, стекла, керамики, бетона и других материалов при облицовке стен, потолков, колонн, домов, дверей, мебели и прочих поверхностей и конструкций.
Известны элементы декоративного покрытия и собираемые из них декоративные покрытия, элементы представляют собой плоские облицовочные плитки правильной геометрической формы на лицевой стороне которых выполнен декоративный рельеф, имеющий выпуклую и/или вогнутую форму (1),(2).
Рисунок рельефа декоративных элементов и покрытий может содержать, как прямолинейные участки (3),(4), так и криволинейные (4), в частности, выполненные по радиусу (2),(4), например, в форме окружностей (1),(2),(4),(5).
Параметры рельефа могут быть таковы, что при установке плиток на облицовываемой поверхности концы рельефа одной плитки совпадают с концами рельефа других плиток, позволяя получать декоративные покрытия с разнообразными рисунками (2),(4).
Известен способ изготовления облицовочных плиток с декоративным рельефом, который совпадает при соединении смежных плиток в покрытии за счет их теснения на листо-штамповочном прессе (6).
Известен способ обработки резанием вращающихся заготовок из древесины или подобного материала и устройство для осуществления способа, при котором инструмент подводят к торцу закрепленной в станке заготовки и сообщают ему подачу с одновременным поперечным движением для изготовления вогнутой или выпуклой поверхности изделия с помощью вращающего инструмента (7). Этот способ и устройство не обеспечивают одновременную обработку нескольких заготовок.
Известны способ и устройство для обработки множества деревянных элементов, когда сначала обрабатывают каждый элемент отдельно, затем собирают их в раму, подвергаемую окончательной обработке по наружным сторонам (8).
Для обработки большого числа заготовок используют специальную линию, состоящую из нескольких транспортеров, подвижных рольгангов и камеры, снабженной обрабатывающими устройствами (9).
Для закрепления деревянной вращающейся заготовки известен раздвижной патрон, в котором планшайба имеет хвостовик с внутренней резьбой и взаимодействует с кольцевым элементом, разделенным радиально на сегменты и расширяющимся за счет расположенной внутри него конической пробки, притягиваемой винтом к планшайбе (10). Патрон предназначен для закрепления одной заготовки.
В источнике информации (11) описано зажимное приспособление в виде вращающейся планшайбы с захватами, удерживающими заготовку квадратной формы.
К недостаткам описанных технических решений следует отнести относительную сложность изготовления, как отдельных элементов покрытия, так и самого декоративного покрытия из этих элементов, однообразие декоративных особенностей получаемых покрытий. Известные решения не обеспечивают облицовку поверхностей, имеющих сложную геометрическую форму.
Наиболее близким по отношению к предлагаемому решением выполнения элементов декоративного покрытия и самого декоративного покрытия является решение, в котором элемент декоративного покрытия представляет собой плитку или панель, имеющую основание прямоугольной формы с декоративным рельефом на лицевой стороне. Рельеф выполнен в виде выступов и впадин, сечение которых в плоскости перпендикулярной основанию элемента может иметь различную форму. Для удобства изложения назовем определяющими линии, образуемые бесконечным рядом наивысших точек выступов и нижних точек впадин рельефа. Лицевой рисунок рельефа элемента может иметь форму частей окружностей (12).
Декоративное покрытие, получаемое из описанных элементов, может иметь разнообразный рисунок рельефа с плавным переходом его профилей на примыкающих друг к другу элементах (12).
В качестве прототипа предлагаемого способа выбран способ токарной обработки деревянных изделий, при котором несколько заготовок устанавливают в гнездах зажимного приспособления, фиксируют заготовки и производят их обработку до получения необходимого рельефа (13).
Прототип предложенного узла закрепления заготовок включает в себя пустотелый хвостовик и скрепленный с ним удерживающий диск с гнездами, в которые вводятся заготовки, фиксируемые зажимными приспособлениями (13).
К недостатком прототипов (12),(13) следует отнести недостатки, характерные для описанных выше аналогов (1)-(11).
В основу настоящего изобретения положена задача создания элемента декоративного покрытия с таким конструктивным выполнением его декоративного рельефа и соотношением размеров элемента и рельефа, которые обеспечивали бы многообразие декоративных форм, узла закрепления заготовок элементов декоративного покрытия с таким конструктивным выполнением зажима заготовок и способа изготовления элементов декоративного покрытия с такими характеристиками и режимами обработки заготовок, которые позволяли бы осуществлять обработку одновременно большого количества заготовок различной формы и размеров, а также создание декоративного покрытия на основе этих элементов с таким взаимным расположением и подбором размеров и рисунков составляющих его элементов, которые обеспечивали бы высокую степень мозаичности декоративного покрытия и его художественного восприятия за счет многообразия получаемого рельефа покрытия.
К положительным техническим результатам, достигаемым при решении поставленной задачи и реализации данного изобретения относятся: унификация технологии и снижение трудоемкости изготовления элементов декоративного покрытия и самих покрытий, повышение производительности их изготовления, возможность облицовывать поверхности любой конфигурации, в том числе поверхности с различным радиусом кривизны, получение, при желании полностью асимметричного рельефа независимо от площади облицовываемой поверхности.
Указанный технический результат достигается при изготовлении элементов декоративного покрытия за счет соблюдения определенных соотношений размеров элемента и размеров выполняемого на нем декоративного рельефа, а также за счет формы самого рельефа. При изготовлении декоративного покрытия из данных элементов указанный результат достигается за счет соблюдения определенных соотношений размеров элементов, облицовываемой поверхности и самого декоративного покрытия, а также за счет определенного взаимного расположения элементов при облицовке.
При реализации предлагаемого способа изготовления элементов декоративного покрытия указанный технический результат достигается за счет определенного формирования, как правило, составной заготовки в зависимости от радиуса рельефа элементов, а также за счет соблюдения условий ее обработки.
Конструктивные особенности предложенного узла закрепления заготовок элементов декоративного покрытия и соотношение размеров составных частей этого узла также обеспечивает достижение указанных выше положительных результатов.
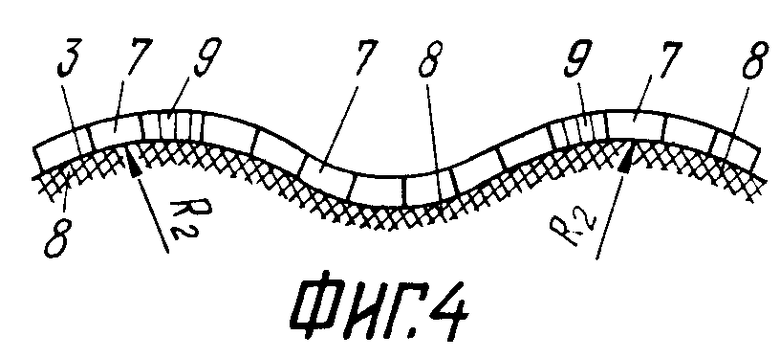
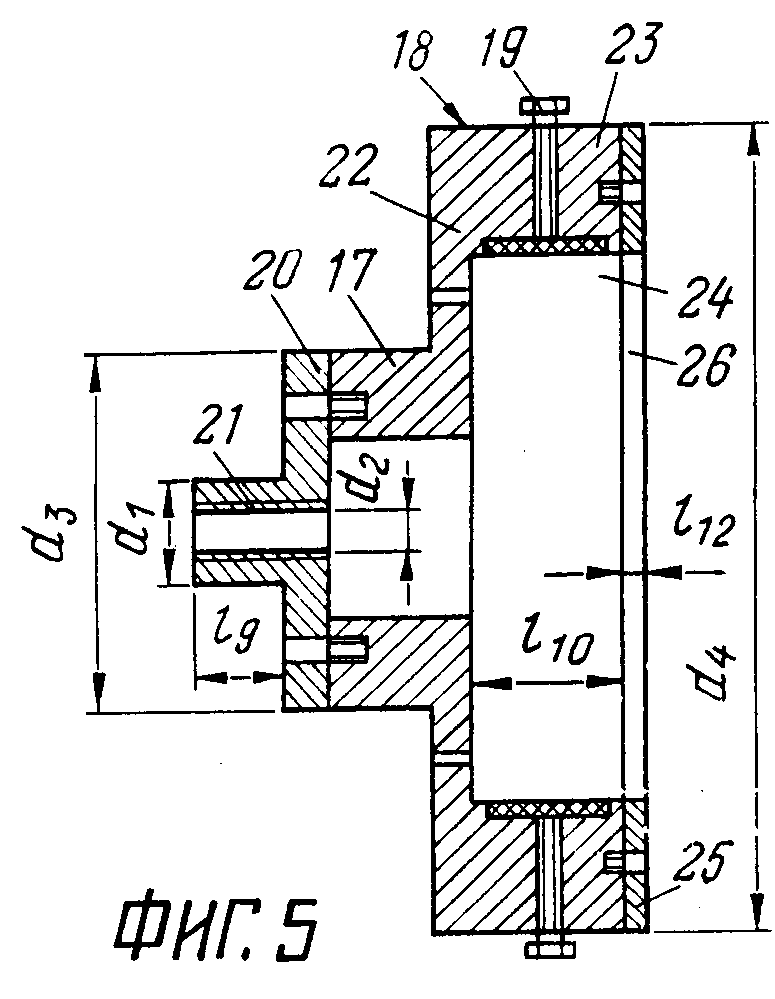
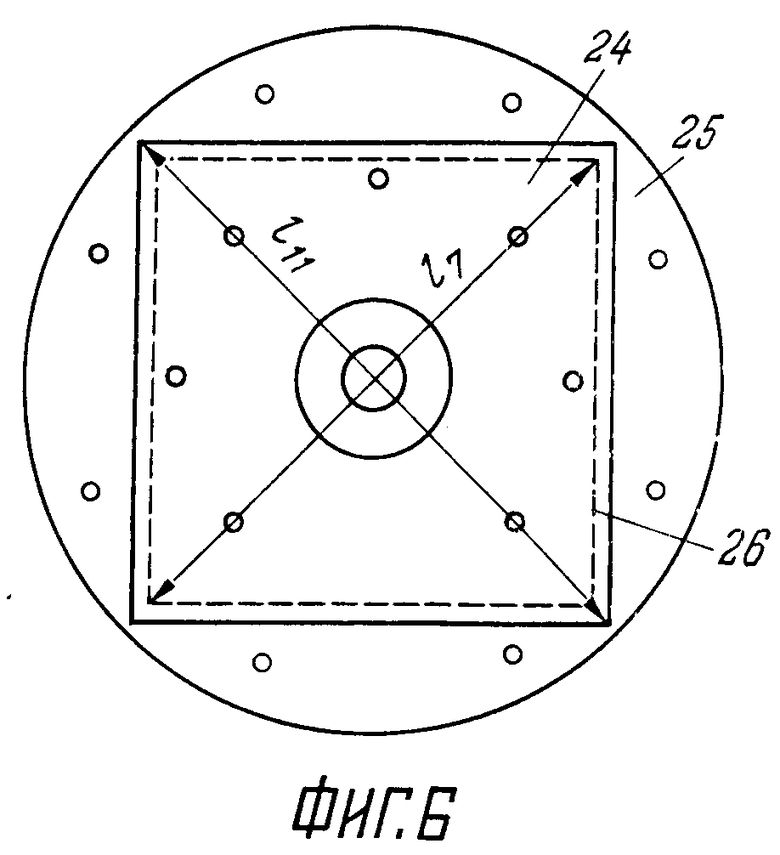
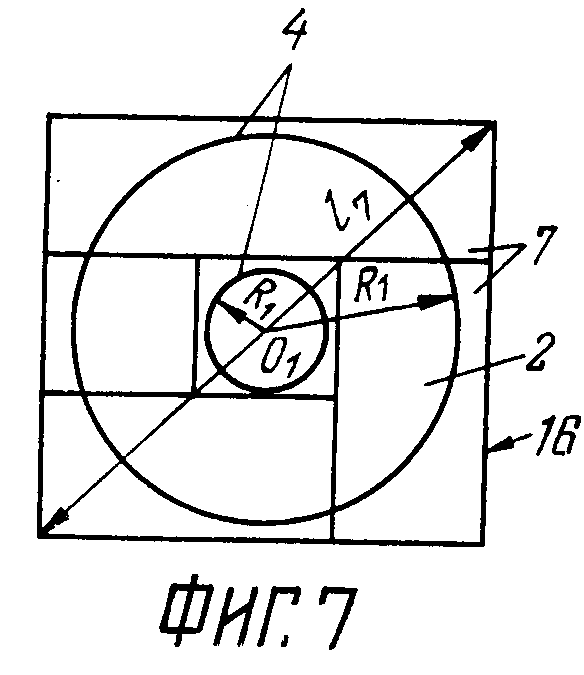
На фиг. 1 изображено поперечное сечение одного из вариантов выполнения элемента декоративного покрытия; на фиг.2 - то же, вид сверху; на фиг.3 - общий вид декоративного покрытия, вариант выполнения; на фиг.4 - поперечное сечение декоративного покрытия на облицовываемой поверхности произвольной формы; на фиг.5 - узел закрепления заготовок элементов декоративного покрытия; на фиг.6 - то же, вид со стороны накладки, пунктиром обозначен контур составной заготовки; на фиг.7 - вариант комбинации заготовок элементов декоративного покрытия в составной заготовке; на фиг.8 - другой вариант комбинации элементов в составной заготовке.
Элемент декоративного покрытия содержит основание 1 с выполненным на нем декоративным рельефом 2. Декоративное покрытие имеет основание 3 (фиг. 4). Декоративный рельеф 2 элемента представляет собой сочетание выступов различной высоты и впадин различной глубины и формы. Бесконечные ряды верхних точек выступов и нижних точек впадин образуют определяющие линии 4 рельефа элемента.
Основание 1 элемента выполнено прямоугольной формы с соотношением сторон прямоугольника l1 и l2 (фиг.2) в пределах
0,1≅  ≅ 25,0.
≅ 25,0.
К числу предпочтительных форм выполнения основания 1 относится квадрат, а также прямоугольник с соотношением сторон  = 1,0;2,0;3,0;4,0;5,0 и т.д.
= 1,0;2,0;3,0;4,0;5,0 и т.д.
Толщина h1 основания элемента выбрана по отношению к его высоте h2в пределах
0,015≅  ≅ 1,01, а глубина h3 впадин элемента выбрана по отношению к его высоте h2 в пределах
≅ 1,01, а глубина h3 впадин элемента выбрана по отношению к его высоте h2 в пределах
1,0 <  < 2,0.
< 2,0.
Определяющие линии 4 рельефа элемента выполнены в виде окружностей или их частей, при этом радиус R1 рельефа выбран по отношению к стороне l2 элемента в пределах
0≅  < 1,0.
< 1,0.
Величина R1 может быть различной и при R1 = 0 определяющая линия обращается в точку в случае, когда сечение элемента имеет форму остроконечной вершины 5 или аналогичной впадины. В случае поперечного сечения рельефа в виде сферической поверхности определяющей линией 4 будет линия 6 пересечения сферы с лицевой поверхностью основания 1 (фиг.3).
Ширина b сечения выступов (фиг.1) в плоскости, перпендикулярной основанию 1 элемента и проходящей по радиусу определяющей линии, выбрана по отношению к высоте h2 в пределах
0,014 ≅  ≅ 120,0.
≅ 120,0.
Декоративное покрытие (фиг.3) составлено из совокупности элементов 7, жестко закрепленных на поверхности 8 основания 3. Поверхность 8 покрытия может быть выполнена плоской, цилиндрической, сферической, конической и любой другой формы. Максимальный размер l3 диагонали элементов 7 выбран по отношению к радиусу R2 поверхности основания 3 покрытия в пределах
1,0 <  ≅ 1,2.
≅ 1,2.
Радиус R2 располагается в плоскости перпендикулярной к поверхности 8 основания 3 и проходящей через радиус определяющей линии 4 элемента. В случае произвольной формы поверхности 8 основания 3 радиусы R1' и R2'' (фиг. 4) являются радиусами частей цилиндрической или сферической поверхностей, составляющих поверхность 8.
Отношение длины l3 диагонали элемента и максимальной длины l4диагонали декоративного покрытия характеризует степень мозаичности покрытия и находится в пределах
5·10-4 ≅  < 1,0.
< 1,0.
Для улучшения художественно-декоративного восприятия целесообразно дробление элементов 7 на отдельные части 9 до значений от 0,1 до 0,001 максимальной длины l4 диагонали декоративного покрытия.
Элементы 7 скомпанованы в покрытии симметрично и/или асимметрично в зависимости от художественного замысла покрытия таким образом, что их определяющие линии 4 составляют определяющие линии 10 покрытия. При этом угол между касательными, проведенными к концу 11 определяющей линии 4 одного элемента 12 и началу 13 определяющей линии 4 соседнего элемента 14, выбран в пределах 0 < α ≅ 2π (фиг.3).
Центры 15 окружностей определяющих линий 4 элементов 7 расположены на параллельных и взаимно перпендикулярных прямых, расстояния между которыми l5 и l6 выбирают в зависимости от величины радиуса R1.
Элементы 7 установлены в покрытии таким образом, что угол β между сходящимися диагоналями соседних элементов 7 находится в пределах 0 < β ≅ 0,95π.
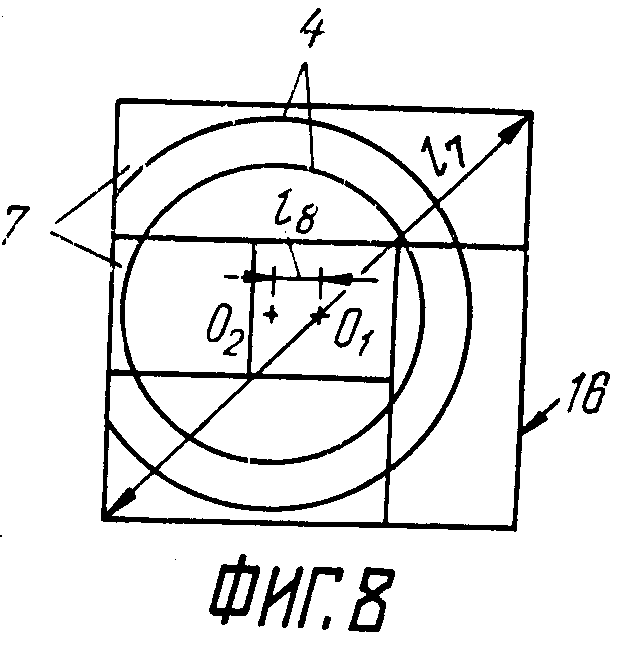
Способ изготовления элементов декоративного покрытия характеризуется тем, что при его осуществлении в обрабатывающем станке, например, токарном, устанавливают с помощью узла закрепления заготовки, количество n которых выбирают от 1 до 120 штук. Соотношение между количеством n заготовок, радиусом R1 рельефа покрытия или его элемента и длиной l7 диагонали составной, при n > 1, заготовки 16 должно находиться в пределах
0,15 ≅  < 1,0.
< 1,0.
На расстоянии радиуса R1 устанавливают режущий инструмент от оси O1вращения заготовки, смещают ось O2 симметрии заготовки на величину l8 в пределах
1,0 ≅  ≅ 1,9.
≅ 1,9.
Приводят узел закрепления во вращение, устанавливают режущий инструмент (фасонный резец) под углом γ между задней гранью инструмента и плоскостью заготовки в пределах от 5 до 80о, а угол заострения инструмента выбирают в пределах от 5 до 175о.
Скорость Vв вращения заготовки может находиться в пределах от 1500 до 6000 об/мин, а скорость Vп подачи инструмента - от 0,1 до 10 мм/с.
Затем выполняют облагораживающую обработку изготовленного декоративного рельефа мягким материалом: древесиной, бумагой, войлоком и т.п.
Следует отметить, что в большинстве случаев ось O1 вращения заготовки совмещают с ее осью O2 симметрии, т.е. когда l8 = 0.
Формой режущей кромки фасонного резца или фрезы устанавливают форму поперечного сечения декоративного элемента.
Узел закрепления заготовок элементов декоративного покрытия состоит из хвостовика 17 и скрепленного с ним удерживающего диска 18 с зажимами 19. Хвостовик 17 снабжен фланцем 20, имеющим выступающую часть 21 с внутренней резьбой. Длина l9 выступающей части 21 выбрана по отношению к диаметру d1 в пределах:
0,23 ≅  ≅ 8,4, а диаметр d2 резьбового отверстия взаимосвязан с диаметром d1соотношением:
≅ 8,4, а диаметр d2 резьбового отверстия взаимосвязан с диаметром d1соотношением:
1,4 ≅  ≅ 2,3.
≅ 2,3.
Длина l9 выступающей части 21 находится по отношению к диаметру d3фланца 20 в пределах
0,11 ≅  ≅ 1,3.
≅ 1,3.
Удерживающий диск 18 выполнен в виде планшайбы 22 с отбортовкой 23 и углублением 24 квадратной формы для фиксации одной или нескольких заготовок, снабжен предохранительной накладкой 25. Диаметр d4 планшайбы 22 выбран по отношению к диаметру d3 фланца в пределах:
1,0 ≅  ≅ 1,2, а величина l10 углубления взаимосвязана с диаметром d4 планшайбы соотношением:
≅ 1,2, а величина l10 углубления взаимосвязана с диаметром d4 планшайбы соотношением:
0,085 ≅  ≅ 0,67.
≅ 0,67.
Размер диагонали l11 квадратного углубления следует выбирать в зависимости от размера диагонали l7 составной заготовки 16 в пределах:
0,01 ≅ l11 - l7 ≅ 0,1
Жестко соединенная с планшайбой 22 предохранительная накладка 25, выполнена в виде пластины толщиной l12 с отверстием 26, аналогичным углублению 24 планшайбы 22, то есть отверстие 26 имеет квадратную форму и размеры равные квадратному углублению 24 планшайбы 22. Толщина взаимосвязана с величиной l10 соотношением:
0,072 ≅  ≅ 0,58.
≅ 0,58.
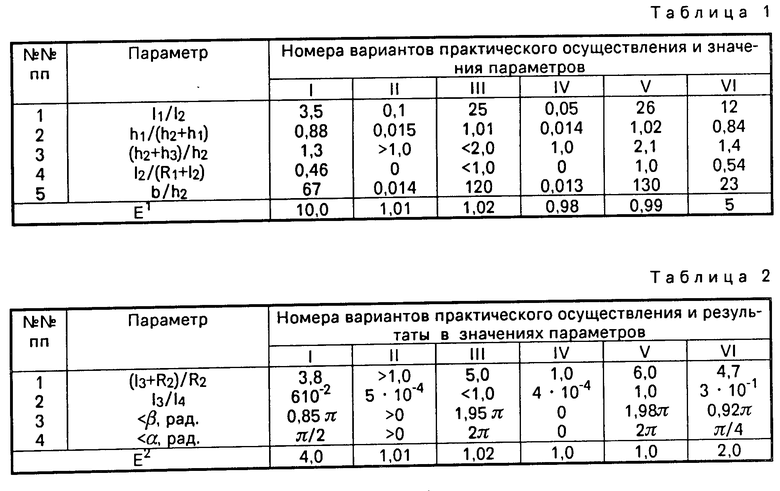
В табл.1 сопоставлены варианты практического осуществления заявляемого элемента декоративного покрытия
Как следует из табл.1 при оптимальных значениях заявленных параметров (вариант I) достигается наибольшее значение параметра E1 = 10, который характеризует отношение многообразия декоративных форм изготовления элементов по формуле изобретения по сравнению с приведенным прототипом. Нижние и верхние пределы значений отличительных параметров (варианты II и III) отраженных в п. 1 формулы изобретения были получены на основании статистической обработки результатов экспериментальных исследований, их анализа и обобщения, исходя из условия приближения параметра E1 ≈ 1,0, т.е. при минимальном достижении указанного технического результата.
Выход за нижние (вариант IV) и за верхние (вариант V) пределы отличительных параметров, как следует из таблицы 1, приводит к невозможности достижения технического результата, при этом E1 < 1,0. В варианте VI таблицы 1, где значения отличительных параметров, отраженных в п.1 формулы изобретения, характеризуют их промежуточные значения, равные E1 > 3.
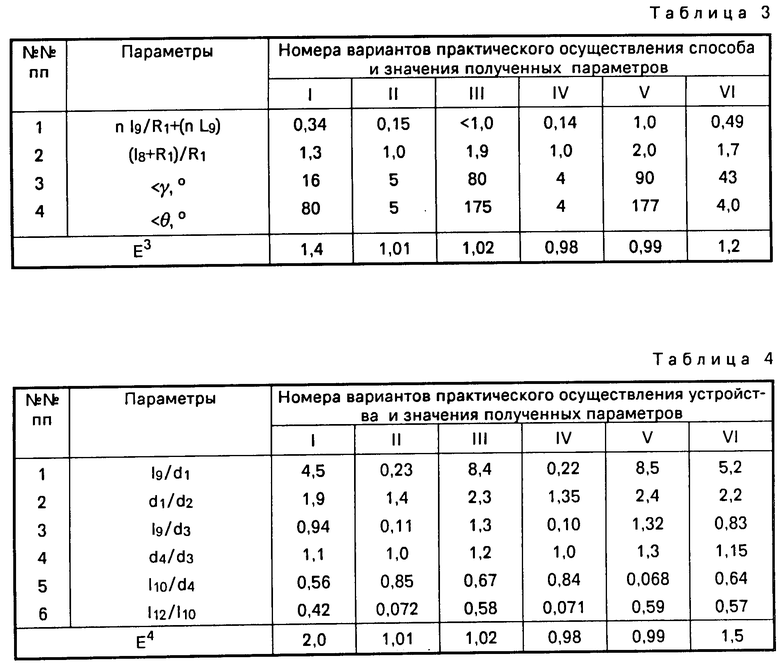
В табл. 1 и 2 приведены сопоставленные между собой варианты практического осуществления заявляемого декоративного покрытия (п.2 формулы изобретения).
Как видно из табл.2 оптимальные значения заявленных параметров (вариант I) обеспечивают достижение наибольшего значения параметра E2 ≥ 4, который в данном случае характеризует отношение степени унификации технологии и объем снижения трудоемкости при изготовлении декоративного покрытия по сравнению с аналогичным показателем получаемым от применения прототипа.
При этом варианты II и III, где Е2 = 1,01 и 1,02 характеризуют результаты полученные при минимальных значениях заявленных параметров по сравнению с значениями соответствующих параметров прототипа. В вариантах IV и V значения заявленных параметров выходят за крайние пределы, указанные в формуле изобретения и поэтому Е2 = 1,0, что свидетельствует о соответствии значению параметров прототипа. И в варианте VI табл.2 приведены средние значения заявленных параметров в п. 2 формулы изобретения, что дает нам промежуточные результаты обобщенного показателя Е2 = 2,0.
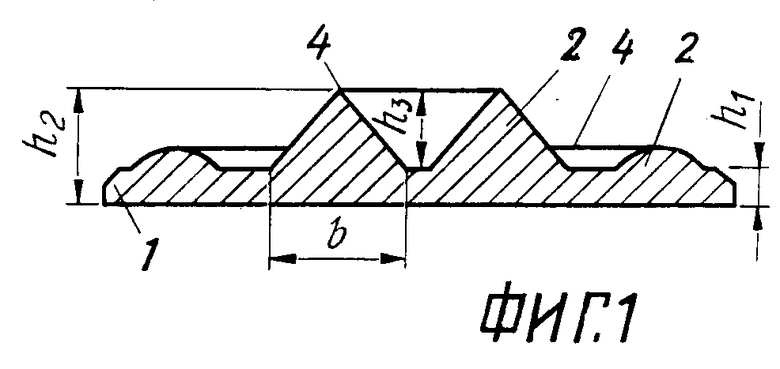
В табл. 3 приведены сопоставимые между собой варианты практического осуществления способа изготовления элементов декоративного покрытия по п.3 формулы изобретения.
Из табл.3 следует, что при оптимальных значениях заявляемых параметров (вариант I) достигается максимальное значение результативной величины Е3 = 1,4, характеризующей возможность увеличения мозаичности и получения симметричного и асимметричного рисунка по отношению к соответствующей характеристике, достигаемой прототипом.
Нижние (вариант II) и верхние (вариант III) пределы значений отличительных параметров, отраженных в п.4 формулы изобретения характеризуют их минимальные влияния на результативную и в этом случае она будет равна Е3 = 1,01 и 1,02, в то время как выход значений параметров за пределы их значений (варианты IV и V) приводят к достижению результативной величины равной Е3 = 0,98 и 0,99, что хуже результатов, достигаемых прототипом.
Среднее значение результативной равное Е3 = 1,2 достигается при параметрах приведенных в варианте VI.
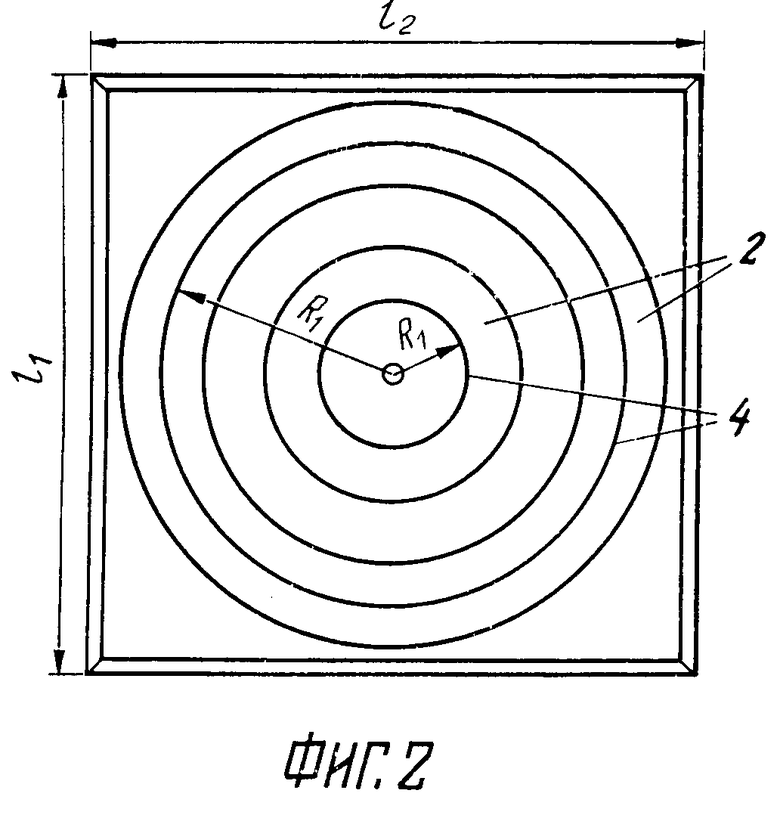
В таблице 4 приведены сопоставленные между собой варианты практического осуществления заявляемого устройства для изготовления элемента декоративного покрытия, отраженного в п.4 формулы изобретения.
Как следует из табл.4 при оптимальных значениях заявляемых параметров (вариант I) достигается наибольшее значение результативной величины Е4 = 2,0, характеризующей производительность изготовления элементов декоративного покрытия по отношению к производительности достигаемой прототипом.
Нижние (вариант II) и верхние (вариант III) пределы значений отличительных параметров, отраженных в п.3 формулы изобретения, характеризуют их минимальные влияния на результативную и в этом случае она будет равна Е4 = 1,01-1,02, в то время как выход значений параметров за пределы их значений (варианты IV и V) приводит к достижению результативной величины равной Е4 = 0,98-0,99, что хуже результатов, достигаемых прототипом. Среднее ее значение Е4 = 1,5 достигается при параметрах приведенных в варианте VI.
Кроме отмеченных выше достоинств следует отметить, что совокупность существенных признаков заявленных объектов обеспечивает также при их практической реализации многообразие декоративных форм, значительное расширение художественно-конструктивных возможностей, варьирования поверхностным рисунком при изготовлении декоративного покрытия, формирования их разнообразие с помощью компьютера удовлетворяя тем самым различный спектр эстетических вкусов широкого круга потребителей.

Использование: изготовление декоративных покрытий для облицовки поверхностей различной формы. Сущность изобретения: декоративное покрытие скомпановано из симметрично и/или асимметрично расположенных элементов с рельефом в виде радиальных выступов и впадин. Выбор параметров рельефа, размеров элементов и условия их компановки обеспечивают многообразие художественных форм декоративного покрытия. Узел закрепления заготовок для изготовления элементов и режимы обработки позволяют одновременно изготавливать значительное количество прямоугольных элементов. 4 з.п. ф-лы, 8 ил.
ЭЛЕМЕНТ ДЕКОРАТИВНОГО ПОКРЫТИЯ, ДЕКОРАТИВНОЕ ПОКРЫТИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ДЕКОРАТИВНОГО ПОКРЫТИЯ И УЗЕЛ ЗАКРЕПЛЕНИЯ.





| Насос | 1917 |
|
SU13A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
