Изобретение относится к обувной промышленности, а именно к способам изготовления обуви с литьевой подошвой.
При производстве обуви литьевых методов крепления низа многие виды материалов, в частности, смесовые ткани, содержащие синтетические волокна и рыхлые материалы, не обеспечивают удовлетворительную прочность литьевого крепления. Низкая адгезионная способность обусловлена химической природой волокон материалов, а также дополнительной физико-химической обработкой для придания им водо-, грязеотталкивающих и других свойств. Эти факторы, как правило, снижают смачиваемость поверхности материалов клеем и приводят к образованию, так называемых «голодных» клеток, которые наиболее отчетливо проявляются при рыхлой структуре материалов. В технологии клеевого крепления материалов, склонных к образованию «голодных» склеек применяют двукратное нанесение клеевого слоя. В практике литьевого крепления подошвы используется однократное нанесение полиуретанового клея на след обуви с последующей сушкой 3-15 мин [см. Гвоздев Ю.М. Химическая технология изделий из кожи: Учеб. пособие для студ. высш. учеб. завед. - М.: Издательский центр «Академия», 2003, с.159-160]. Двукратная намазка при литьевом креплении не применяется из-за временных ограничений, регламентированных темпом работы литьевых агрегатов.
Для обеспечения прочности литьевого крепления низа к заготовкам верха обуви из материалов, не обладающих достаточной адгезией к подошвенным композициям, разработаны следующие способы.
Известны способы изготовления обуви литьевого метода крепления (Пат. 146586, ЧССР, А 43 В 13/04, 1975; А.с. 1098540, СССР, А 43 В 9/16, А 43 В 10/00, 1984), заключающиеся в том, что заготовку верха затягивают на стельку, выполняют по периметру стельки и затяжной кромки отверстия, помещают затянутую заготовку в пресс-форму и образуют подошву со жгутом и ложе для стопы путем подачи в пресс-форму под давлением пластмассы в жидком состоянии, с продавливанием этой массы через отверстия для образования стержней, скрепляющих заготовку верха с подошвой. При образовании подошвы осуществляется формирование замкнутого по контуру относительно затяжной кромки крепления за счет соединения стержней и жгута пластмассой.
Недостатком этих способов является необходимость выполнения специальных отверстий по периметру стельки и на затяжной кромке заготовки верха, что усложняет технологический процесс. Кроме того, в процессе эксплуатации обуви возможно отслаивание подошвы от материала верха в местах отсутствия отверстий, а увеличение их количества ослабляет материал заготовки.
Известны способы (А.с 1412717 А1, СССР, А 43 В 9/00, 1985; Заявка 2234934, Великобритания, МПК В 29 С 67/14, 1991), которые заключаются в изготовлении объемной заготовки обуви с вертикальной кромкой, по контуру которой выполняются крепежные отверстия и вставляются каркасная деталь из пластмассы или упругие вкладыши с последующим приливанием подошвы и вкладыванием вкладной стельки. Недостатком этих способов, кроме вышеназванных, является необходимость изготовления и соединения каркасной детали или упругих вкладышей с заготовкой верха, что усложняет технологический процесс.
Известны способы (Пат. 1913176, ФРГ, А 43 В 9/20, 1979; А.с 1662483, А 43 В 10/00, 9/16, 1991), заключающиеся в том, что к отогнутому наружу краю заготовки верха пришивается L-образный рант для фиксации краев заготовки верха в материале подошвы или к нижнему краю заготовки пришивается профилированная полоска из упругого материала, обладающего повышенной адгезией к материалу низа и приливается подошва. Недостаток этих способов состоит в необходимости пристрачивания к краю заготовки верха дополнительной детали, что усложняет технологический процесс, а во втором способе - в снижении формоустойчивости обуви из-за применения стельки из термопластичного материала, размягчающегося при литье подошвы.
Известен способ (Англ. пат. 926626, кл. 17(2), A 43 d, 1963), при котором заготовка с прикрепленной стелькой затягивается на колодку шнурком с образованием по всему периметру направленного во внутрь буртика, например из ленточки, прикрепленной к затяжной кромке, затем на затяжную кромку наносится вулканизирующаяся пленка из дивинилстирольного каучука и виниловой смолы с соответствующими растворителями и приливается подошва.
Недостатком данного способа является усложнение технологического процесса за счет пристрачивания дополнительной детали и увеличение трудоемкости за счет нанесения вулканизирующейся пленки.
Известен способ (Заявка 3046050, ФРГ, МПК А 43 В 10/00, А 43 В 13/37, 1982), который заключается в том, что параллельно контуру заготовки верха на равном расстоянии от нижнего края наносится маркировка или прошивается декоративный шов для обозначения места отгиба затяжной кромки, по которому пришивается втачная стелька и приливается подошва. После формования подошвы излишки затяжной кромки срезаются. Недостатком этого способа является увеличение расходов материала, а также необходимость в дополнительной операции срезания излишков затяжной кромки, ухудшающей качество обуви.
Известен способ (Пат. 2134528 РФ, МПК 6 А 43 В 9/18, 1999), заключающийся в сборке заготовки, неполном двоении нижнего края заготовки по всему периметру с образованием внешнего слоя с лицевым покрытием и внутреннего слоя, обрезании излишков внешнего слоя, пристрачивании втачной стельки к внутреннему слою и приливании подошвенной композиции, которая затекает между раздвоенными слоями. Недостатком этого способа является трудоемкость выполнения операции неполного двоения нижнего края заготовки верха, реализация которой в условиях серийного производства требует специального оборудования.
Этот недостаток устранен в известном способе (Пат. РФ, 2219814, А 43 В 9/18, 2003), заключающемся в изготовлении заготовки верха с укороченными по нижнему краю наружными деталями, которые пристрочены к подкладке, и сострачивании втачной стельки с краем подкладки с последующим приливанием подошвенной композиции, которая затекает в ложе между деталями верха и подкладки. Недостатком данного способа является необходимость изготовления подкладки из утолщенного прочного материала для повышения долговечности литьевого крепления подошвы.
Все перечисленные выше способы требуют дополнительных материальных и финансовых затрат по изготовлению дополнительных деталей или изменению конструкции верха.
Для повышения прочности литьевого крепления подошвы разработан способ (Англ. пат. 1009133, кл В 5 А (B 29 d), 1965), заключающийся в подогреве следа обуви перед приливанием за счет электронагревательного элемента, вмонтированного в полую металлическую колодку, в результате чего предотвращается охлаждение впрыскиваемой в пресс-форму смеси пластического материала и образование на нем затвердевшей пленки. Недостатком данного способа является увеличение технологического цикла и усложнение конструкции литьевых колодок.
Известен способ (Англ. пат. 103353, кл. В 5 А (B 29 d), 1966), заключающийся в приливании подошвы в два этапа без применения клея, при этом сначала впрыскивают пластифицированную подошвенную композицию при малом давлении, затем (второе впрыскивание) под высоким давлением, обычную подошвенную композицию. Недостаток этого способа в необходимости применения двух подошвенных композиций, что усложняет процесс литьевого крепления подошвы.
Наиболее распространенным способом изготовления обуви строчечно-литьевого метода крепления низа является способ, заключающийся в надевании заготовки обуви на колодку, сколачивании шва на следе заготовки обуви, однократной намазке краев заготовки верха полиуретановым клеем 18-20% концентрации, сушке клеевого слоя в естественных условиях в течение 3-7 мин, впрыске литьевой смеси и приливании низа к заготовке обуви (Технология производства обуви литьевого и строчечно-литьевого метода крепления. - М.: ЦНИИТЭИлегпром, 1987, - с.30) - прототип. Недостатком данного способа является низкая прочность литьевого крепления подошвы к материалам верха, не обладающим достаточной адгезией к материалам низа и склонным к образованию «голодных» склеек.
Целью изобретения является повышение прочности литьевого крепления низа к материалам верха обуви, не обладающим достаточной адгезией к материалам низа.
Сущность способа повышения прочности литьевого крепления низа к материалам верха обуви, не обладающим достаточной адгезией к материалам низа, заключается в том, что надевают заготовку обуви на литьевую колодку, околачивают шов на следе заготовки обуви, намазывают края заготовки верха обуви полиуретановым клеем, сушат клеевой слой в естественных условиях, впрыскивают литьевую смесь и приливают низ к заготовке обуви. Намазку краев заготовки верха обуви осуществляют двукратно, при этом при первой намазке применяют клей 8-10% концентрации с последующей сушкой клеевого слоя в естественных условиях в течение 3-5 мин, а вторую намазку производят клеем 20-22% концентрации с последующей сушкой клеевого слоя в течение 3-6 мин с этапом интенсифицированной сушки в течение 1 мины потоком воздуха температурой 60-65°С при скорости потока 3-4 м/с и этапом сушки в естественных условиях в течение 2-5 мин, причем перед смыканием литьевой формы и приливанием низа к заготовке обуви осуществляют термоактивацию клеевой пленки в течение 5-8 сек за счет подачи на след заготовки обуви струи воздуха, нагретого до температуры 110-140°С.
На чертеже представлена схема организации работы на 18-ти позиционном литьевом агрегате при реализации предлагаемого способа при производстве обуви строчечно-литьевого метода крепления низа.
Способ осуществляется следующим образом.
После поворота в позиции 11 блока сдвоенных литьевых колодок, оператор А на позиции 12 снимает готовую обувь и надевает на литьевую колодку заготовку обуви. На позиции 15 оператор Б околачивает шов на следе заготовки обуви и производит первую намазку краев заготовки верха полиуретановым клеем 8-10% концентрации.
Сушка клеевого слоя после первой намазки осуществляется в течение времени t1 при повороте карусели агрегата с 15 по 18 и далее с 1 по 6 позиции. На позиции 6 оператор В выполняет вторую намазку краев заготовки верха полиуретановым клеем 20-22% концентрации. Сушка клеевого слоя после второй намазки осуществляется в течение времени t2 при повороте карусели с 6 по 18 позиции. Для интенсификации сушки клеевого слоя после второй намазки с помощью устройства I осуществляется обдув следа заготовки обуви потоком горячего воздуха, нагретого до температуры 60-65°С при скорости потока 3-4 м/с при прохождении заготовки верха обуви позиций 8-9-10. На позиции 11 происходит поворот блока сдвоенных литьевых колодок и окончание сушки осуществляется при нижнем положении заготовки обуви на колодке.
На позиции 18 в период выстоя блока литьевой формы до смыкания полуматриц производится термоактивация клеевой пленки с помощью устройства II за счет подачи горячего воздуха температурой 110-140°С на след заготовки обуви. После опускания литьевой колодки с заготовкой обуви, смыкания полуматриц и поворота блока литьевых форм в позицию 1, осуществляется впрыск литьевой смеси и приливание низа обуви.
При такте работы литьевого агрегата, равном 20 сек, время сушки клеевого слоя после первой намазки составляет t1=9 тактов×20 сек=180 сек (3 мин), а время сушки после второй намазки - t2=12 тактов×20 сек=240 сек (4 мин), при этом интенсифицированная сушка производится в течение 3 такта×20 сек=60 сек (1 мин). При указанной длительности такта работы литьевого агрегата период выстоя блока литьевой формы до смыкания полуматриц составляет 8 сек, что определяет максимальное время термоактивации клеевой пленки перед приливанием низа обуви.
Таким образом, при реализации способа осуществляется двукратная намазка клеем краев заготовки верха, сушка клеевого слоя после каждой намазки и термоактивация клеевой пленки перед приливанием низа обуви. При этом производительность литьевого агрегата не снижается.
Количество позиций большинства литьевых агрегатов карусельного типа составляет 12, 14, 16, 18, 20 и 24, а такт их работы лежит в диапазоне tт=15-30 сек (Технология производства обуви литьевого и строчечно-литьевого метода крепления. - М.: ЦНИИТЭИлегпром, 1987, - c.30). Тогда в соответствии с организацией выполнения операций двукратного нанесения клеевого слоя, представленной на чертеже, минимальное время сушки после первой и второй намазок имеет место при изготовлении обуви на 12-ти позиционном агрегате при tт=15сек:
t1min=8 тактов×15 сек=120 сек=2 мин;
t2min=9 тактов×15 сек=135 сек=2,25 мин.
Максимальное время сушки имеет место при литье низа на обувь на 24-х позиционном агрегате при tт=30 сек:
t1max=11 тактов×30 сек=330 сек=5,5 мин;
t2max=14 тактов×30 сек=420 сек=7 мин.
Следовательно, на карусельных литьевых агрегатах время сушки клеевого слоя после первой намазки лежит в диапазоне t1=2,0-5,5 мин, а после второй намазки - t2=2,25-7,0 мин.
При этом в позиции, предшествующей позиции впрыска литьевой смеси, время выстоя блока литьевых форм до опускания литьевой колодки и смыкания полуматриц при такте работы литьевых агрегатов tт=15 сек составляет 5 сек, а при tт=30 сек - 10 сек. Следовательно, интервал 5-10 сек определяет время термоактивации клеевой пленки перед приливанием низа обуви.
Экспериментальные исследования образцов, литьевых соединений, изготовленных по предлагаемому способу, показали, что наивысшая прочность литьевого крепления различных материалов верха обуви с ПВХ-пластикатами достигается при следующих условиях сушки клеевого слоя и термоактивации клеевой пленки:
- сушке клеевого слоя после первой намазки полиуретановым клеем 8-10% концентрации в естественных условиях (температура окружающей среды 20-22°С) в течение 3-5 мин;
- сушке клеевого слоя после второй намазки полиуретановым клеем 20-22% концентрации общей продолжительностью 3-6 мин с этапом интенсифицированной сушки в течение 1 мин посредством обдува клеевого слоя потоком воздуха температурой 60-65°С при скорости потока 3-4 м/с и периодом сушки в естественных условиях в течение 2-5 мин;
- термоактивации клеевой пленки за счет подачи на след заготовки обуви горячего воздуха температурой 110-140°С в течение 6-8 сек.
Для выявления эффективности двукратной намазки и термоактивации клеевой пленки перед приливанием низа обуви проведены экспериментальные исследования и производственная апробация предлагаемого способа.
Пример 1. Изготавливали в лабораторных условиях образцы литьевых соединений приливанием ПВХ-пластиката марки ПЛ-2 к подложкам из двухслойной кирзы, хлопкоамидной, полиамидной и полипропиленовой тканей при температуре расплава 180°С и давлении литья 13 МПа.
Изготовление образцов проводили по следующим вариантам:
1. При однократной намазке материала верха полиуретановым клеем «Десмоколл-400» 18-20% концентрации с сушкой в естественных условиях в течение 5 мин, т.е. по технологии, соответствующей прототипу, - контрольные образцы.
2. При однократной намазке материала верха полиуретановым клеем «Десмоколл-400» 18-20% концентрации с сушкой в естественных условиях в течение 5 мин и термоактивации клеевой пленки в течение 7 сек перед приливанием материала подошвы. Термоактивацию осуществляли потоком нагретого до температуры 130°С воздуха с помощью тепловентилятора.
3. При двукратной намазке материала верха полиуретановым клеем «Десмоколл-400» 8-10% концентрации при первой намазке и 20-22% - при второй намазке. Время сушки после первой намазки составляло 3 мин в естественных условиях, после второй намазки - 4 мин с этапом интенсифицированной сушки в течение 1 мин потоком воздуха температурой 60-65°С при скорости потока 3-4 м/с и этапом сушки в естественных условиях в течение 3 мин.
4. При двукратной намазке материала верха полиуретановым клеем «Десмоколл-400» с режимами, как в предыдущем варианте подготовки поверхности к приливанию и термоактивации клеевой пленки в течение 7 сек при температуре воздуха 130°С.
Прочность литьевых соединений оценивали по результатам расслаивания образцов литьевых соединений. Для оценки эффективности предлагаемого способа проводили сравнение прочности литьевых образцов, изготовленных по предлагаемому способу, с показателями контрольных образцов. Полученные результаты представлены в таблице.
Результаты исследования прочности литьевых соединений
4,23±0,32
5,96±0,51
36,0
91,6
с/т
3,71±0,25
7,14±0,54
38,9
167,4
с/т
1,53±0,12
2,21±0,14
24,4
79,7
с/т
1,97±0,13
2,34±0,16
4,8*
24,5
Из полученных данных следует, что наибольшее повышение прочности литьевого соединения достигается при двукратной намазке клеем материала верха, а для многих материалов верха целесообразна и термоактивация клеевой пленки.
Пример 2. Изготавливали мужские полуботинки с верхом из хлопкоамидной ткани с подошвой из ПВХ-пластиката ПЛП-2 на литьевом агрегате BS20418 фирмы «Оттогалли» при такте работы агрегата, равном 20 сек.
Заготовку обуви после съема готовой обуви надевали на литьевую колодку агрегата (позиция 12), околачивали шов на следе заготовки обуви и намазывали края заготовки верха полиуретановым клеем «Десмоколл-400» 8-10% концентрации (позиция 15). Сушку клеевого слоя после первой намазки производили в естественных условиях при повороте карусели агрегата с 15 по 18 и далее с 1 по 6 позиции в течение 3 мин. На позиции 6 выполняли вторую намазку краев заготовки верха полиуретановым клеем 20-22% концентрации с сушкой клеевого слоя в естественных условиях при повороте блока литьевой формы с 6 по 7 и с 11 по 18 позиции, т.е. в течение 3 мин. Этап интенсифицированной сушки осуществляли потоком нагретого до температуры 60-65°С воздуха при скорости потока 3-4 м/с в течение 1 мин с применением устройства I для обдува следа заготовки обуви (позиции 8-10). Непосредственно перед смыканием полуматриц осуществляли термоактивацию клеевой пленки на заготовке верха в течение 7 сек с помощью струи нагретого до температуры 130°С воздуха (позиция 18), проводили смыкание пресс-формы, впрыск и приливание литьевой смеси из ПВХ-пластиката марки ПЛП-2 при температуре 180°С с формованием подошвы толщиной 10 мм.
После снятия обуви с колодки получали готовое изделие, прочность крепления подошвы которого по ГОСТ 21463-87 составила 123,4 Н/см, при нормативе 69 Н/см.
Для оценки эффективности предлагаемого способа изготавливали контрольные образцы полуботинок с верхом из хлопкоамидной ткани того же размера и модели по традиционной технологии. Прочность крепления подошвы контрольных образцов составила 81,7 Н/см.
Анализ процесса работы литьевых агрегатов показывает принципиальную возможность организации двукратной намазки клеем следа обуви и термоактивацию клеевой пленки перед впрыском и приливанием подошвы. Из полученных данных следует, что двукратная намазка, а также термоактивация клеевого слоя приводят к повышению прочности литьевого крепления низа на 51%.
Таким образом, использование предлагаемого способа позволяет повысить прочность литьевых соединений обувных материалов, не обеспечивающих требуемую прочность крепления по известной технологии прямого литья.
Изобретение относится к обувной промышленности, а именно к способам изготовления обуви с литьевой подошвой. Техническим результатом является повышение прочности литьевого крепления низа. Способ повышения прочности литьевого крепления низа к материалам верха обуви, не обладающим достаточной адгезией к материалам низа, заключается в том, что надевают заготовку обуви на литьевую колодку, околачивают шов на следе заготовки обуви, намазывают края заготовки верха обуви полиуретановым клеем, сушат клеевой слой в естественных условиях, впрыскивают литьевую смесь и приливают низ к заготовке обуви. Намазку краев заготовки верха обуви осуществляют двукратно. При этом при первой намазке применяют клей 8-10% концентрации с последующей сушкой клеевого слоя в естественных условиях в течение 3-5 минут. Вторую намазку производят клеем 20-22% концентрации с последующей сушкой клеевого слоя в течение 3-6 минут с этапом интенсифицированной сушки в течение 1 минуты потоком воздуха температурой 60-65°С при скорости потока 3-4 м/с и этапом сушки в естественных условиях в течение 2-5 минут. Перед смыканием литьевой формы и приливанием низа к заготовке обуви осуществляют термоактивацию клеевой пленки в течение 5-8 секунд за счет подачи на след заготовки обуви струи воздуха, нагретого до температуры 110-140°С. 1 ил., 1 табл.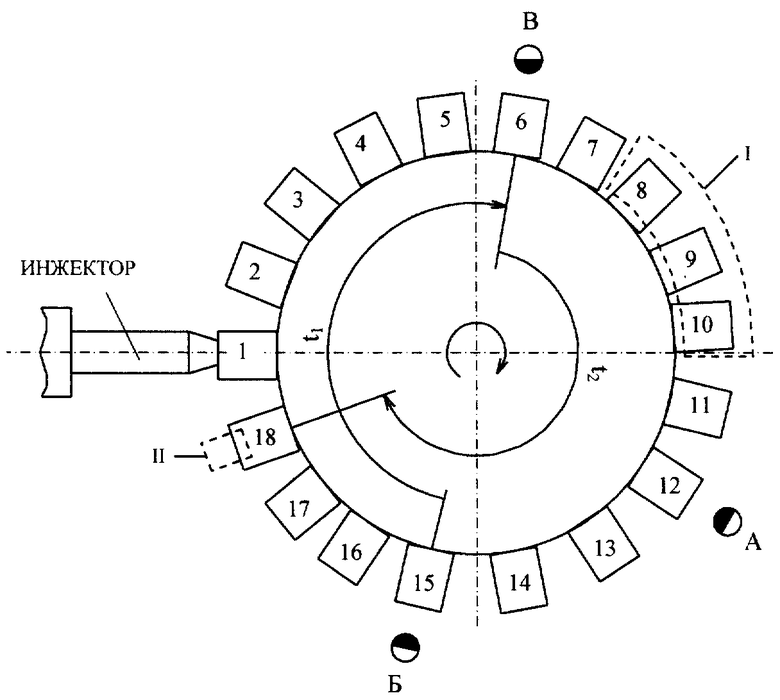
Способ повышения прочности литьевого крепления низа к материалам верха обуви, не обладающим достаточной адгезией к материалам низа, заключающийся в надевании заготовки обуви на литьевую колодку, сколачивании шва на следе заготовки обуви, намазке краев заготовки верха обуви полиуретановым клеем, сушке клеевого слоя в естественных условиях, впрыске литьевой смеси и приливании низа к заготовке обуви, отличающийся тем, что намазку краев заготовки верха обуви осуществляют двукратно, при этом при первой намазке применяют клей 8-10% концентрации с последующей сушкой клеевого слоя в естественных условиях в течение 3-5 мин, а вторую намазку производят клеем 20-22% концентрации с последующей сушкой клеевого слоя в течение 3-6 мин с этапом интенсифицированной сушки в течение 1 мин потоком воздуха температурой 60-65°С при скорости потока 3-4 м/с и этапом сушки в естественных условиях в течение 2-5 мин, причем перед смыканием литьевой формы и приливанием низа к заготовке обуви осуществляют термоактивацию клеевой пленки в течение 5-8 с за счет подачи на след заготовки обуви струи воздуха, нагретого до температуры 110-140°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| Технология производства обуви литьевого и строчечно-литьевого метода крепления | |||
| - М.: ЦНИИТЭИлегпром,1987, с.30 | |||
| US 4335528 А, 22.06.1982 | |||
| СПОСОБ ПРОИЗВОДСТВА ДИАБЕТИЧЕСКИХ ВАФЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2407322C1 |
| GB 1009133 А, 10.11.1965 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |

