Изобретение относится к обувному производству и может быть использовано при изготовлении обуви литьевого метода крепления подошвы из полиуретана, в частности повседневной или специальной. Также изобретение относится к многослойной подошве, произведенной предложенным способом, и к ходовой накладке из резины, которая крепится к низу подошвы в соответствии с предложенным способом.
Известен способ изготовления обуви литьевого метода крепления полиуретановой подошвы с резиновой накладкой, который заключается в том, что резиновую накладку с выступом за контур боковой поверхности для ограничения жидкой фазы литьевой композиции и активированной клеевой пленки на боковой поверхности резиновой накладки промазывают полиуретановым клеем с внутренней стороны и вставляют в литьевую пресс-форму, активируют клеевую пленку, устанавливают над накладкой литьевую колодку с надетой на нее объемной заготовкой, включающей верх с затянутой носочно-пучковой частью и втачную стельку с простилкой по следу, после чего смыкают полуматрицы пресс-формы и впрыскивают литьевую полиуретановую композицию, приливая подошву к следу и одновременно скрепляя ее с накладкой, после чего снимают обувь с колодки и срезают выступ накладки (Патент РФ №2210298 с приоритетом от 25.09.2002).
Недостатком известного способа является проведение дополнительных операции по обработке накладки: галогенирование, сушка (60 мин), намазка клеем, сушка (20 мин), вторичная намазка клея, сушка (20-25 мин), разогрев накладок, активизация клеевой пленки. Кроме этого такой способ крепления накладки из резины может быть не прочным, т.к. в случае недодержки или передержки активации клеевой пленки происходит недостаточная адгезия накладки к подошве, что в результате ухудшает эксплуатационные характеристики обуви.
Техническим результатом новых способов и изделий является значительное сокращение технологического цикла изготовления обуви литьевого метода крепления (сокращение операций по обезжириванию, галогенированию, клеевой намазке и сушке резиновой накладки), сокращение затрат (закупка дополнительных материалов, оплата труда), исключение вредных условий труда на участке подготовки резиновой накладки к литью, значительное увеличение производительности, увеличение прочности крепления накладки из резины с полиуретановой подошвой, обеспечение хорошего сцепления накладки из резины и полиуретана, что полностью исключает отслоение накладки из резины от промежуточного слоя из полиуретана и улучшает эксплуатационные свойства готовой обуви.
Указанные технические результаты достигаются предложенным способом изготовления подошвы из полиуретановой композиции (полиуретана), включающим размещение в пресс-форме литьевого агрегата резиновой накладки, установку над накладкой колодки с надетой на нее объемной заготовкой верха обуви, после чего смыкают полуматрицы пресс-формы и вводят полиуретановую композицию, приливая подошву к верху обуви и одновременно скрепляя ее с накладкой. При этом на верхней поверхности резиновой накладки заранее размещают слой флиса, а в процессе прилива полиуретановой композиции флис нагревают до его расплавления. После того как готовая обувь пройдет цикл (охлаждение подошвы) на литьевом агрегате, ее снимают с колодки и срезают облой (выступ резиновой накладки и полиуретана).
Улучшение эксплуатационных свойств готовой обуви (за счет увеличенной прочности крепления накладки из резины с подошвой из полиуретана или полиуретановой композиции, что полностью исключает отслоение накладки из резины от слоя из полиуретана) и другие результаты достигаются применением новой подошвы, которая литьевым методом крепится к верху обуви и состоит из верхнего слоя из полиуретановой композиции и накладки из непористой резины, прикрепленной к нижней поверхности полиуретанового слоя. При этом указанные слои соединены между собой посредством расплавленного флиса.
Улучшение эксплуатационных свойств готовой обуви и другие результаты также достигаются за счет использования накладки (которая изготовлена предложенным способом) из непористой резины для крепления к подошве, которая литьевым методом крепится к верху обуви и состоящая из полиуретановой композиции, на верхней поверхности которой размещен слой из флиса.
Указанные технические результаты достигаются также способом изготовления накладки из непористой резины для прикрепления к подошве литьевого метода крепления с верхом обуви предложенным способом. Способ изготовления накладки из непористой резины включает установку в нижнюю матрицу пресс-формы заготовки из сырой резиновой смеси, расположение на ее поверхности слоя из флиса, после чего смыкают верхнюю и нижнюю матрицы пресс-формы, где происходит вулканизация и формование накладки с одновременным креплением нижнего слоя из флиса к верхней поверхности заготовки.
Далее изобретение будет описано со ссылками на чертежи, на которых изображено:
на фиг. 1 - пресс-формы литьевого агрегата с подошвой и колодкой с заготовкой верха обуви;
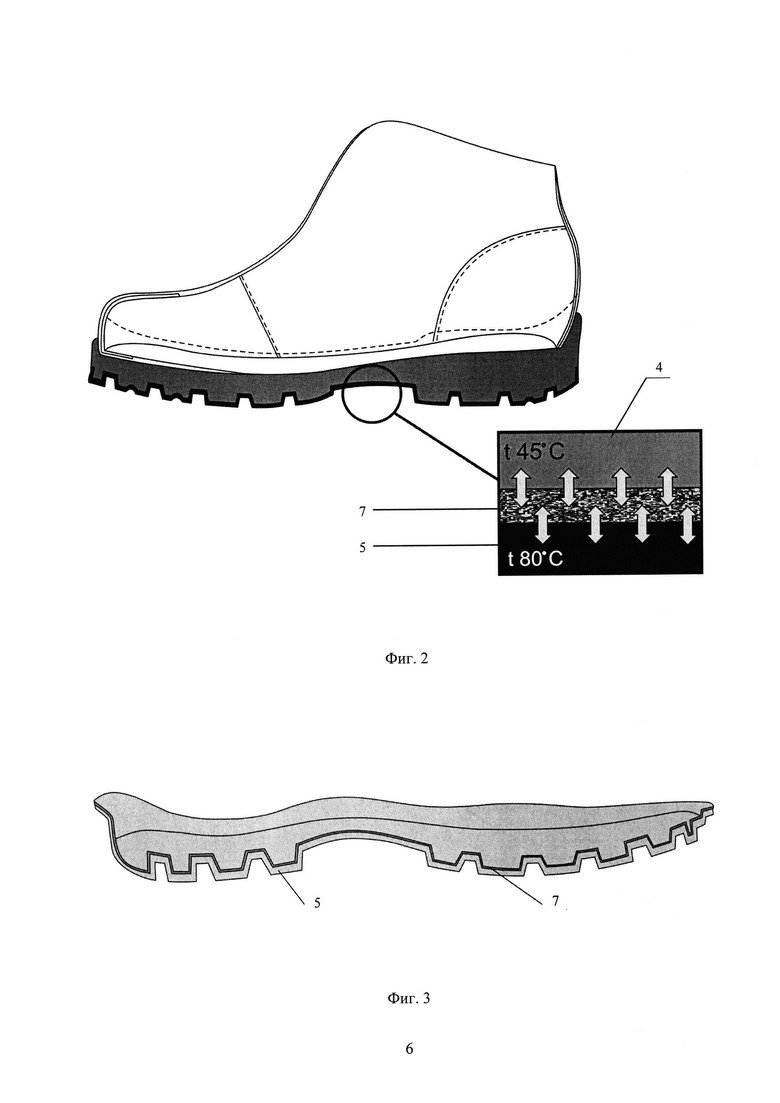
фиг. 2 - подошва, изготовленная предложенным способом;
фиг. 3 - накладка из резины для использования в предложенном способе.
Затянутую заготовку с втачной стелькой и защитными подносками 2 одевают на металлическую колодку 1, установленную на литьевом агрегате. Накладку из резины 5 с верхним слоем из флиса 7 по всему контуру и выступом за контур ее боковой поверхности укладывают в нижнюю пуансон 6 пресс-формы литьевого агрегата. Далее по циклу работы литьевого агрегата накладка перемещается под лампу термоактиватора, где нагревается до температуры плавления флиса (в примере реализации настоящего способа - 80°C), который уже скреплен нижней поверхностью с резиновой накладкой. Металлическую колодку с заранее надетой на нее объемной заготовкой верха обуви опускают до заданного уровня от накладки. После чего смыкают алюминиевые рамы (полукольца) пресс-формы 3 и вводят полиуретановую композицию (изоцонат, полиол, сшиватель, краситель) при температуре 45°C для образования слоя подошвы из полиуретана 4, приливая подошву к заготовке верха обуви и скрепляя ее с накладкой из резины посредствам слоя из флиса. Под воздействием температур идет полное проникновение полиуретана в флис и частичное сцепление ее с резиной. За счет того что флис заранее соединен с резиновой накладкой (за счет адгезии двух материалов) происходит тройное сцепление материалов. Флис в данном методе является связующим звеном между полиуретаном и резиной за счет своих адгезирующих свойств, что обеспечивает максимальное скрепление этих трех материалов.
Далее по циклу литьевого агрегата обувь проходит этап охлаждения и формирования подошвы. Далее алюминиевые рамы (полукольца) размыкают, поднимают металлическую колодку и снимают готовую обувь, далее срезают облой (выступ резиновой накладки и полиуретана) и отдают обувь на отделку, где она проходит остальные этапы технологического процесса.
Для изготовления ходового слоя накладки из резины вырубают заготовку из сырой резиновой смеси, закладывают ее в нижнюю матрицу пресс-формы, на нижнюю матрицу поверх резиновой смеси устанавливают заранее вырубленную деталь из флиса и смыкают верхнюю и нижнюю матрицы пресс-форм. Далее под давлением 170-180 атм и температуре в диапазоне 165-190°C происходит вулканизация накладки с одновременным креплением верхнего внутреннего слоя из флиса. В данном процессе происходит формование подошвы, согласно дизайну пресс-формы и одновременная адгезия нижней поверхности флиса к резине.
Таким образом, предложенный способ изготовления подошвы литьевого метода крепления из полиуретана и ходовым слоем из резины (накладка из резины), подошва литьевого метода крепления, изготовленная предложенным способом, накладка из резины, используемая в предложенном способе и способ изготовления такой накладки позволяют произвести в один этап образование подошвы литьевого метода крепления. Так же позволяет произвести значительное сокращение технологического цикла изготовления обуви литьевого метода крепления, сокращение затрат (закупка дополнительных материалов, оплата труда), уменьшение себестоимости, исключение вредных условий труда на участке подготовки накладки к литью, исключение клее-намазочного участка подготовки накладки к литью, значительное увеличение производительности, увеличение прочности крепления накладки из резины с промежуточным слоем из полиуретана, обеспечение хорошего сцепления накладки из резины и полиуретана, что полностью исключает отслоение накладки из резины от промежуточного слоя из полиуретана и улучшает эксплуатационные свойства готовой обуви.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОШВ ИЗ ПЕНОПОЛИУРЕТАНА | 1992 |
|
RU2038358C1 |
| Установка для изготовления низа обуви | 1983 |
|
SU1073126A1 |
| Способ производства обувной подошвы из каучука методом холодного литья латекса в формы из полимера | 2024 |
|
RU2831790C1 |

Изобретения относится к способу изготовления подошвы из полиуретановой композиции, включающий размещение в пресс-форме литьевого агрегата резиновой накладки, установку над накладкой колодки с надетой на нее объемной заготовкой верха обуви, после чего смыкают полуматрицы пресс-формы и вводят полиуретановую композицию, приливая подошву к верху обуви и одновременно скрепляя ее с накладкой, причем на верхней поверхности резиновой накладки заранее помещают слой флиса, а в процессе прилива полиуретановой композиции флис нагревают до его расплавления. Технический результат заключается в увеличении прочности крепления накладки. 4 н.п. ф-лы, 3 ил.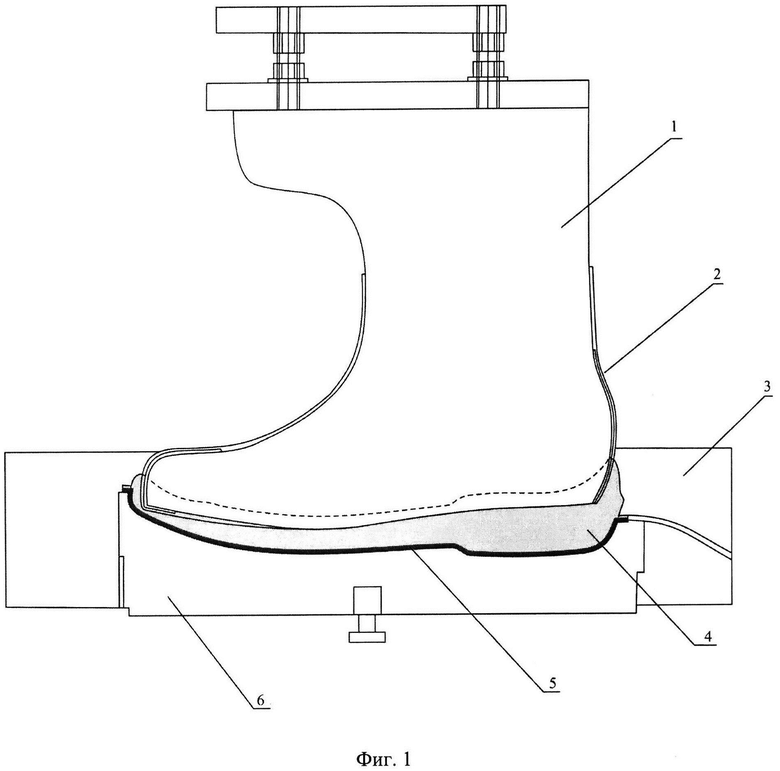
1. Способ изготовления подошвы из полиуретановой композиции, включающий размещение в пресс-форме литьевого агрегата резиновой накладки, установку над накладкой колодки с надетой на нее объемной заготовкой верха обуви, после чего смыкают полуматрицы пресс-формы и вводят полиуретановую композицию, приливая подошву к верху обуви и одновременно скрепляя ее с накладкой, отличающийся тем, что на верхней поверхности резиновой накладки заранее помещают слой флиса, а в процессе прилива полиуретановой композиции флис нагревают до его расплавления.
2. Подошва, которая литьевым методом крепится к верху обуви, состоит из верхнего слоя из полиуретановой композиции и накладки из непористой резины, прикрепленной к нижней поверхности полиуретанового слоя, отличающаяся тем, что указанный слой и накладка соединены между собой посредством расплавленного флиса.
3. Накладка из непористой резины для крепления к подошве, которая литьевым методом крепится к верху обуви и состоящая из полиуретановой композиции, отличающаяся тем, что на верхней поверхности накладки размещен слой из флиса.
4. Способ изготовления накладки из непористой резины для крепления к подошве, которая литьевым методом крепится к верху обуви и состоящая из полиуретановой композиции, включает расположение в нижней матрице пресс-формы для формования и вулканизации заготовки из сырой резины, отличающийся тем, что вначале на поверхность заготовки помещают слой из флиса, после чего смыкают верхнюю и нижнюю матрицы пресс-формы, где происходит вулканизация и формование накладки с одновременным креплением нижнего слоя из флиса к верхней поверхности заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КОПЬЯ ПО ОСИ ВВОДНОГО ОТВЕРСТИЯ В РЕЗЕРВУАР ПОВЫШЕННОГО ДАВЛЕНИЯ | 1994 |
|
RU2114182C1 |
| EP 0001473144 B1, 17.08.2005. | |||

