Изобретение относится к обувному производству и может быть использовано при изготовлении обуви литьевого метода крепления, в частности повседневной или специальной, предназначенной для носки в условиях производств с агрессивными средами.
Известен способ прикрепления подошвы, состоящей из верхней и нижней частей, заключающийся в отливке в пресс-форме верхней части подошвы непосредственно на следе затянутой обуви, шершевании, обработке растворителем и нанесении клея на ее поверхность, к которой затем крепится на клею нижняя часть подошвы, причем верхняя поверхность подошвы обработана аналогично нижней поверхности верхней части подошвы (GB, 1536901, кл. А 43 В 13/42, 1978 г.).
Недостатком известного способа является проведение в два этапа прикрепления к верху обуви подошвы литьевым методом и приклеивание к ней нижней части подошвы с обязательной механической и химической обработкой скрепляемых поверхностей составных частей подошвы.
Техническим результатом изобретения является сокращение технологического цикла изготовления обуви литьевого метода крепления подошвы из полиуретана с накладкой из резины и улучшение эксплуатационных свойств обуви.
Данный результат достигается тем, что галогенированную резиновую накладку с выступом за контур боковой поверхности для ограничения жидкой фазы литьевой композиции и активированной клеевой пленки на боковой поверхности резиновой накладки промазывают полиуретановым клеем с внутренней стороны и вставляют в литьевую пресс-форму, активируют клеевую пленку, устанавливают над накладкой литьевую колодку с надетой на нее объемной заготовкой, включающей верх с затянутой носочно-пучковой частью и втачную стельку с простилкой по следу, после чего смыкают полуматрицы пресс-формы и впрыскивают литьевую полиуретановую композицию, приливая подошву к следу и одновременно скрепляя ее с накладкой, после чего снимают обувь с колодки и срезают выступ накладки.
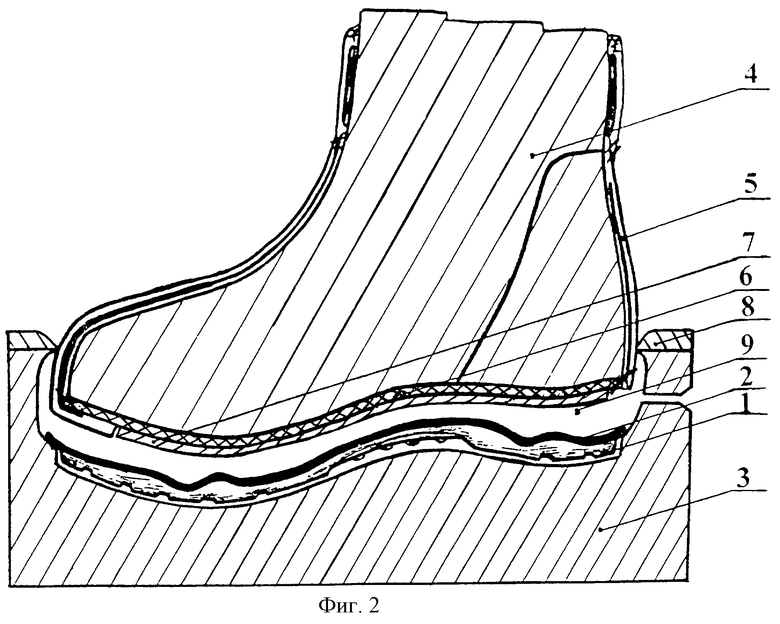
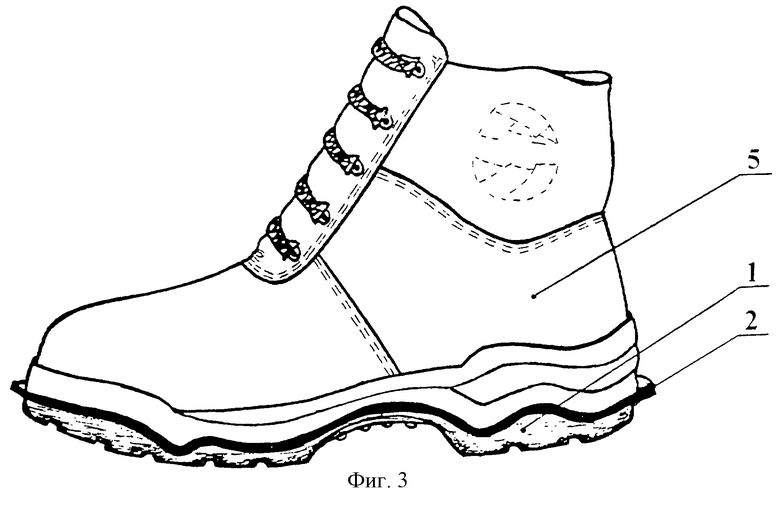
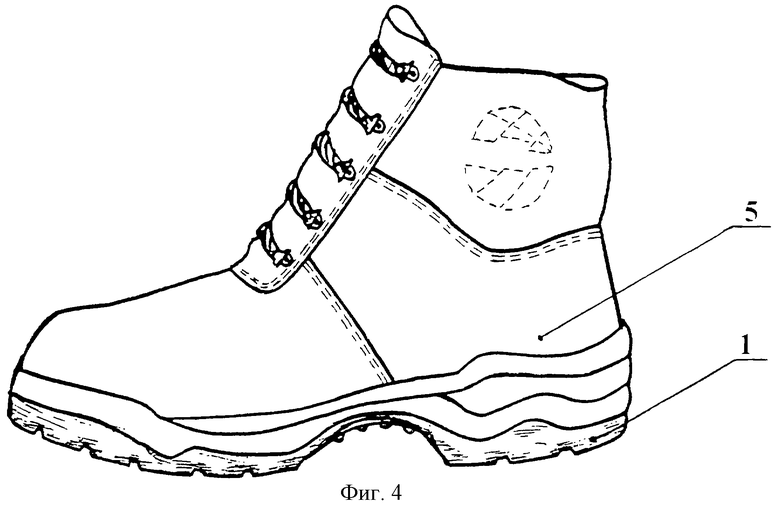
На фиг. 1 представлена резиновая накладка с выступом на боковой поверхности, на фиг.2 представлена раздвижная литьевая колодка с объемной заготовкой и пресс-форма на этапе осуществления способа - впрыскивания полиуретановой композиции с образованием подошвы и скрепления ее с резиновой накладкой, поперечный разрез, на фиг.3 показан общий вид обуви с выступом за контур боковой поверхности, на фиг.4 показан общий вид готовой обуви.
Способ осуществляется следующим образом.
Галогенированную резиновую накладку 1 с выступом за контур боковой поверхности 2 промазывают полиуретановым клеем с внутренней стороны и вставляют в литьевую пресс-форму 3, активируют клеевую пленку, устанавливают над накладкой литьевую колодку 4 с надетой на нее объемной заготовкой, включающей верх 5 с затянутой носочно-пучковой частью и втачную стельку 6 с простилкой 7 по следу, после чего смыкают полуматрицы 8 пресс-формы и впрыскивают литьевую полиуретановую композицию, приливая подошву 9 к следу и одновременно скрепляя ее с накладкой, после чего обувь снимают с колодки и срезают выступ накладки.
Примеры конкретного применения предлагаемого способа.
Пример 1. Изготовление мужских ботинок специальных литьевого метода крепления подошвы из полиуретана с накладкой из маслобензостойкой резины. Галогенированную накладку с выступом за контур боковой поверхности промазывают полиуретановым клеем с внутренней стороны и вставляют в пресс-форму, активируют клеевую пленку для повышения прочности крепления маслобензостойкой подошвы за счет усиления межмолекулярной связи между клеевой пленкой и полиуретановой композицией, образуя монолит из деталей низа; затем над накладкой устанавливают литьевую колодку с предварительно надетой на нее объемной заготовкой со вставленным металлическим подноском с затянутой носочно-пучковой частью на втачную стельку с простилкой и металлической стелькой по следу, после чего смыкают полуматрицы пресс-формы и впрыскивают литьевую полиуретановую композицию, приливая подошву к следу и одновременно скрепляя ее с накладкой, после чего обувь снимают с колодки и срезают выступ накладки.
Пример 2. Изготовление повседневных женских сапог литьевого метода крепления подошвы из полиуретана с резиновой накладкой. Галогенированную накладку из резины с выступом за контур боковой поверхности промазывают полиуретановым клеем с внутренней стороны и вставляют в литьевую пресс-форму, активируют клеевую пленку, устанавливают над накладкой литьевую колодку с надетой на нее объемной заготовкой, включающей верх с затянутой носочно-пучковой частью и втачную стельку с простилкой по следу, после чего смыкают полуматрицы пресс-формы и впрыскивают литьевую полиуретановую композицию, приливая подошву к следу и одновременно скрепляя ее с накладкой, после чего снимают обувь с колодки и срезают выступ накладки.
Таким образом, предложенный способ позволяет провести в один этап образование полиуретановой подошвы литьевого метода крепления к верху обуви с одновременным прикреплением к этой подошве резиновой накладки, кроме того, наличие на накладке выступа за контур боковой поверхности позволяет исключить попадание литьевой полиуретановой композиции и клея на боковую и ходовую поверхность накладки, что улучшает качество изготовленной обуви. Активирование клеевой пленки на накладке повышает прочность крепления подошвы. Использование объемной заготовки верха с затяжкой носочно-пучковой части позволяет повысить гибкость обуви и снизить ее массу.
Использование предложенного способа позволяет сократить технологический цикл изготовления обуви литьевого метода крепления подошвы из полиуретана с накладкой из резины и улучшить эксплуатационные свойства обуви.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления подошвы из полиуретана с накладкой из непористой резины, подошва из полиуретана с накладкой из непористой резины, накладка из непористой резины для крепления к подошве из полиуретана и способ ее изготовления | 2014 |
|
RU2616576C2 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Способ изготовления обуви типа сабо | 1982 |
|
SU1088696A1 |
Изобретение относится к обувному производству и может быть использовано при изготовлении обуви литьевого метода крепления, в частности повседневной или специальной обуви, предназначенной для носки в условиях производства с агрессивными средами. Способ по изобретению заключается в том, что галогенированную резиновую накладку с выступом за контур ее боковой поверхности для ограничения жидкой фазы литьевой композиции и активированной клеевой пленки на боковой поверхности резиновой накладки промазывают полиуретановым клеем с внутренней стороны и вставляют в литьевую пресс-форму. Активируют клеевую пленку. Устанавливают над накладкой литьевую колодку с надетой на нее объемной заготовкой, включающей верх с затянутой носочно-пучковой частью и втачную стельку с простилкой по следу. После чего смыкают полуматрицы пресс-формы и впрыскивают литьевую полиуретановую композицию для образования подошвы, приливая подошву к следу и одновременно скрепляя ее с накладкой. После этого снимают обувь с колодки и срезают выступ накладки. Технический результат способа позволяет сократить технологический цикл изготовления обуви литьевого метода крепления подошвы из полиуретана с накладкой из резины и улучшить эксплуатационные свойства обуви. 4 ил.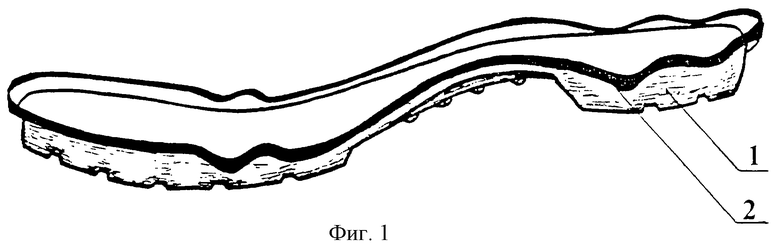
Способ изготовления обуви литьевого метода крепления полиуретановой подошвы с резиновой накладкой, заключающийся в том, что галогенированную резиновую накладку с выступом за контур боковой поверхности для ограничения жидкой фазы литьевой композиции и активированной клеевой пленки на боковой поверхности резиновой накладки промазывают полиуретановым клеем с внутренней стороны и вставляют в литьевую пресс-форму, активируют клеевую пленку, устанавливают над накладкой литьевую колодку с надетой на нее объемной заготовкой, включающей верх с затянутой носочно-пучковой частью и втачную стельку с простилкой по следу, после чего смыкают полуматрицы пресс-формы и впрыскивают литьевую полиуретановую композицию, приливая подошву к следу и одновременно скрепляя ее с накладкой, после чего снимают обувь с колодки и срезают выступ накладки.
| US 4335528 A, 22.06.1982 | |||
| ЗЫБИН Ю.П | |||
| Технология изделий из кожи - М.: Легкая индустрия, 1975, с | |||
| Способ уравновешивания движущихся масс поршневых машин с двумя встречно-движущимися поршнями в каждом цилиндре | 1925 |
|
SU426A1 |
| US 5396675 A, 14.03.1995 | |||
| US 4876053 A, 24.10.1989 | |||
| Способ приформовывания многослойной подошвы к заготовке верха обуви и устройство для его осуществления | 1989 |
|
SU1837824A3 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ПРОИЗВОДСТВА ДИАБЕТИЧЕСКИХ ВАФЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2407322C1 |
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |
| GB 1536901 A, 1978. | |||

