Изобретение относится к обувному производству, а именно к способам изготовления обуви с литьевой подошвой, особенно для строчечно-литьевой обуви из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви.
На современных литьевых агрегатах, например, фирмы "Оттогалли" при изготовлении обуви из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа, предусматривают взъерошивание объемной заготовки по шаблону, который ограничивает ширину взъерошивания до линии смыкания губок полуматриц на объемной заготовке верха. Однако выполнение операции взъерошивания затруднено из-за возможности разрушения ниточных швов, соединяющих втачную стельку с заготовкой верха. Другим недостатком прямого литья низа на обувь является возможность образования выпрессовок.
Для предотвращения образования выпрессовок, возникающих вследствие несоблюдения пакета толщин материалов заготовки верха и неточностей установки раздвижной колодки относительно полуматриц, известны следующие способы и устройства.
Известно устройство (Заявка, 2389346, Франция, МПК A 43 D 65/02, 1978), имеющее разъем колодки, позволяющий герметизировать часть полости пресс-формы, в которую инжектируется материал для образования подошвы.
Известно устройство (Заявка, 2451815, Франция, МПК B 29 C 1/02, A 43 B 13/04, 1980), в котором герметичность полости пресс-формы достигается за счет наличия полиуретановой прокладки. Недостатком этого устройства является необходимость изготовления специальных приспособлений для герметизации, что ограничивает его применение в действующих конструкциях формующей оснастки.
Известен способ (Пат. , 3332097, США, кл. 12-142, 1967), в котором для предотвращения выпрессовки литьевой смеси выше грани затяжной кромки помимо уплотнительного выступа в литьевой форме на затяжной кромке заготовки верха выполняется валик (или отворот) или пристрачивается прокладочная полоса так, что стык подошвы с заготовкой верха уплотняется. Недостаток этого способа заключается в необходимости выполнения на заготовке верха специального валика (отворота) или прокладочной полосы.
Для обеспечения прочности литьевого крепления низа к заготовкам верха обуви из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви, разработаны следующие способы.
Известен способ изготовления обуви литьевого метода крепления (А.с. 1098540, СССР, A 43 B 9/16, A 43 B 10/00, 1984), заключающийся в том, что заготовку верха затягивают на стельку, выполняют по периметру стельки и затяжной кромки отверстия, помещают затянутую заготовку в пресс-форму и образуют подошву со жгутом и ложе для стопы путем подачи в пресс-форму под давлением пластмассы в жидком состоянии с продавливанием этой массы через отверстие для образования стержней, скрепляющих заготовку верха с подошвой. При образовании подошвы осуществляют формирование замкнутого по контуру относительно затяжной кромки крепления за счет соединения стержней и жгута пластмассой.
Известен способ (Пат. 146586, ЧССР, A 43 B 13/04, 1975), заключающийся в креплении подошвы заклепками, образующимися за счет продавливания жидких пластичных материалов через отверстия на внутренней поверхности стельки, а по наружному краю образуется жгутик материала, служащий также крепежным элементом и создающим ложе для стопы.
Недостатком этих способов является необходимость выполнения специальных отверстий по периметру стельки и на затяжной кромке заготовки верха, что усложняет технологический процесс. Кроме того, в процессе эксплуатации обуви возможно отслаивание подошвы от материала верха в местах отсутствия отверстий, а увеличение количества отверстий ослабляет материал заготовки.
Известен способ (А.с. 1412717 A1, СССР, A 43 B 9/00, 1985), который заключается в изготовлении объемной заготовки обуви с вертикальной кромкой, по контуру которой выполняются крепежные отверстия, надевании ее на раздвижную колодку литьевой машины с последующим приливанием подошвы и вкладыванием вкладной стельки. Перед приливанием подошвы осуществляют предварительное соединение каркасной детали с верхом обуви по контуру следа путем продевания крючков каркасной детали в отверстия вертикальной кромки заготовки верха, которую изготавливают из пластмассы литьевым методом. Недостатком этого способа, кроме вышеназванных, является необходимость изготовления и соединения каркасной детали с заготовкой верха путем продевания крючков каркасной детали. Кроме того, при изготовлении заготовки верха из материалов, не обладающих достаточной адгезией к материалу подошвы, прочность крепления низа обеспечивается только за счет адгезии к каркасной детали, в результате чего возможно отслаивание низа обуви от материала верха.
Известен способ (Заявка 2234934, Великобритания, МПК B 29 C 67/14, 1991), заключающийся в том, что при соединении подошвы и объемной заготовки используют упругие вкладыши, предварительно соединенные с элементами деталей верха. При подаче в зону соединения объемной заготовки и вкладышей расплавленного полимерного материала, используемого для образования подошвы, осуществляются соединение этого материала с кромками объемной заготовки и деформация упругих вкладышей и отдельных зон стельки. Недостатком этого способа является предварительное соединение вкладышей с элементами деталей верха, что усложняет технологический процесс изготовления обуви.
Известен способ (Пат. 1913176, ФРГ, A 43 B 9/20, 1979) изготовления обуви типа сандалий, который заключается в том, что к отогнутому наружу краю заготовки верха пришивается с внутренней стороны в вертикальном положении верха L-образный рант для фиксации краев заготовки верха в материале подошвы, который заливается в чашеобразное углубление на следе обуви. Недостаток этого способа состоит в необходимости применения специальных колодок с бортиком по периметру следа и пристрачивания к краю заготовки верха L-образного ранта, что усложняет технологический процесс.
Известен способ (Заявка 3046050, ФРГ, МПК A 43 B 10/00, A 43 B 13/37, 1982), который заключается в том, что параллельно контуру заготовки верха на равном расстоянии от края наносится маркировка или прошивается декоративный шов для обозначения места отгиба затяжной кромки, по которому пришивается втачная стелька, и приливается подошва на втачную стельку и затяжную кромку. После формования подошвы излишки затяжной кромки срезаются. Недостатком этого способа является увеличение расхода материала, а также необходимость в дополнительной операции срезания излишков затяжной кромки, ухудшающей качество обуви.
Известен способ изготовления обуви литьевого метода крепления низа из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви, заключающийся в сборке объемной заготовки, состоящей из заготовки верха и втачной стельки, надевании объемной заготовки на раздвижную колодку, смыкании полуматриц пресс-формы, впрыске литьевой смеси и приливании низа обуви для литьевого крепления низа обуви (А.с. N 1662483 А, A 43 B 10/00, 9/16, опубл. 15.07.91). При этом перед сборкой объемной заготовки по периметру заготовки верха пристрачивают профилированную полоску из упругого материала, обладающего повышенной адгезией к материалу низа обуви, втачную стельку выполняют из термопластичного материала, размягчающегося при температуре впрыска литьевой смеси, а при смыкании полуматриц пресс-формы осуществляют обжим объемной заготовки выше линии расположения профилированной полоски. Этот способ обеспечивает повышение герметичности полости литьевой формы, однако его недостатком является наличие втачной стельки из термопластичного материала, который, размягчаясь при литье, способствует смещению материала заготовки верха с профилированной полоской к линии смыкания полуматриц, что уменьшает деформацию заготовки верха обуви при ее формовании и, следовательно, снижает формоустойчивость обуви.
Целью изобретения является повышение прочности литьевого крепления низа к верху обуви из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви, и исключение выпрессовок.
Сущность способа изготовления обуви литьевого метода крепления низа из кож с лицевым покрытием, не обладающим достаточной адгезией к материалу низа обуви, заключается в том, что собирают объемную заготовку, состоящую из заготовки верха и втачной стельки, надевают объемную заготовку на раздвижную колодку литьевой машины, смыкают полуматрицы пресс-формы, впрыскивают литьевую смесь и приливают низ обуви для литьевого крепления низа обуви. Перед сборкой объемной заготовки нижний край заготовки верха раздваивают на неполную глубину с образованием внешнего слоя с лицевым покрытием и внутреннего слоя, обрезают излишки внешнего слоя, к внутреннему слою пристрачивают втачную стельку, при этом литьевое крепление низа осуществляют только к бахтармянным поверхностям заготовки верха за счет того, что при приливании низа обуви расплав литьевой смеси затекает в ложе между раздвоенными слоями. Кроме того, внешний слой края объемной заготовки прижимают давлением литьевой смеси к внутренним поверхностям полуматриц и, перекрывая таким путем возможный зазор между заготовкой верха и губками полуматриц, обеспечивают герметизацию полости пресс-формы независимо от колебаний толщины пакета материалов заготовки верха и точности установки раздвижной колодки относительно полуматриц.
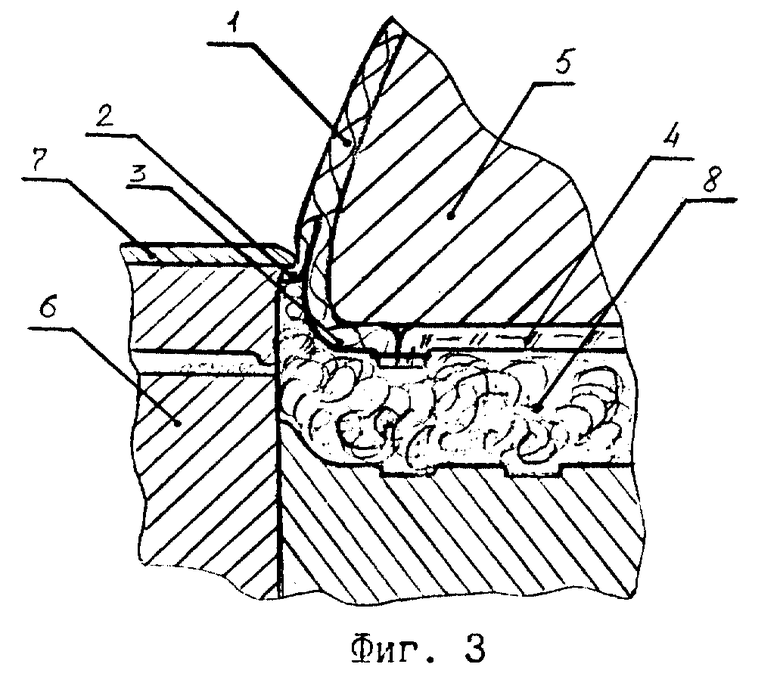
На фиг. 1, 2, 3 представлены раздвижная колодка с объемной заготовкой и пресс-форма на последовательных стадиях осуществления способа, поперечный разрез.
Способ осуществляется следующим образом.
Собирают заготовку верха 1, по всему периметру нижнего края заготовки верха выполняют неполное двоение с образованием внешнего слоя с лицевым покрытием 2 и внутреннего слоя 3. Затем производят обрезку излишков внешнего слоя 2a. Внутренний слой 3 заготовки верха 1 пристрачивают к втачной стельке 4. Полученную объемную заготовку надевают на раздвижную колодку 5 литьевой машины, смыкают полуматрицы 6 таким образом, что губки полуматриц 7 замыкаются на поверхности внешнего подрезанного слоя 2 ниже предельной глубины двоения края заготовки верха, и производят впрыск литьевой смеси 8, которая затекает в ложе между раздвоенными слоями и осуществляет литьевое крепление низа только к бахтармянным поверхностям заготовки верха. При этом под действием давления литьевой смеси внешний слой 2 прижимается к внутренним поверхностям полуматриц 6 и перекрывает возможность зазор между заготовкой верха 1 и губками полуматриц 7, что обеспечивает герметизацию полости пресс-формы независимо от колебаний толщины пакета материалов заготовки верха и точности установки раздвижной колодки 5 относительно полуматриц 6.
Пример 1. Изготавливали мужские полуботинки с верхом из натуральной кожи с лицевым покрытием с подошвой из ПВХ. Собирали заготовку верха обуви, нижний край заготовки верха раздваивали на глубину 16-18 мм с образованием внешнего слоя толщиной 0,2 - 0,3 мм и подрезали внешний слой до ширины 5-6 мм, а внутренний слой пристрачивали к втачной стельке. Полученную объемную заготовку надевали на раздвижную колодку литьевого агрегата B S 20418 фирмы "Оттогалли", бахтармяные поверхности объемной заготовки, соединяемые с подошвой, промазывали полиуретановым клеем (15% "Десмоколл - 400"), осуществляли смыкание пресс-формы, производили впрыск и приливание литьевой смеси из ПВХ - пластиката марки ПЛ-2 при температуре 170oC и формовали подошву толщиной 10 мм.
После снятия обуви с колодки получали готовое изделие, прочность крепления подошвы которого по ГОСТ 21463-87 составляла 121,6 H/см при нормативе 69,0 H/см. Кожаный слой заготовки верха, отогнутый наружу, не ухудшал внешний вид обуви, а при соответствии цветов кожи верха и подошвы визуально не различался на бортике подошвы. Выпрессовки при приливании низа отсутствовали даже при дозе впрыска литьевой смеси, заведомо превышающей требуемую.
Пример 2. Изготавливали мужские полуботинки с верхом из натуральной кожи с лицевым покрытием с подошвой из ПВХ. Производили неполное двоение краев плоских деталей со стороны их крепления к подошве на глубину 15-18 мм, подрезали внешний слой до ширины 5-6 мм. Собирали заготовку верха обуви так, чтобы по периметру нижнего края заготовки образовалось ложе из внешнего и внутреннего слоев, и внутренний слой пристрачивали к втачной стельке. Остальные операции выполняли так же, как и в примере 1.
Полученная обувь имела такую же прочность крепления подошвы, как и в примере 1.
Для оценки эффективности предлагаемого способа изготовляли контрольные образцы полуботинок из спилка - велюра того же размера и модели. Прочность крепления подошв контрольной обуви составляла 112,3 H/см. Более высокий показатель по предлагаемому способу обусловлен фактическим увеличением площади контакта заготовки верха обуви с подошвой за счет образования ложа из раздвоенных слоев нижнего края заготовки верха.
Приливание низа к контрольным образцам заготовки верха обуви при завышенной дозе впрыска литьевой смеси сопровождалось образованием выпрессовок.
Таким образом, использование предлагаемого способа позволяет повысить прочность литьевого крепления низа и исключить образование выпрессовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Способ затяжки обуви литьевого метода крепления | 1986 |
|
SU1412717A1 |
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |

Изобретение относится к обувному производству и может быть использовано при изготовлении обуви литьевого метода крепления низа, в частности строчечно-литьевой обуви из кож с лицевым покрытием. Техническим результатом является повышение прочности литьевого крепления низа и исключение выпрессовок. Для этого нижний край заготовки верха раздваивают на неполную глубину с образованием внешнего слоя с лицевым покрытием и внутреннего слоя, обрезают излишки внешнего слоя, а к внутреннему слою пристрачивают втачную стельку с образованием объемной заготовки. За счет того, что при приливании низа обуви расплав литьевой смеси затекает в "ложе" между раздвоенными слоями, литьевое крепление низа осуществляется только к бахтармянным поверхностям заготовки верха. Внешний слой края объемной заготовки прижимают давлением литьевой смеси к внутренним поверхностям полуматриц и таким путем перекрывают возможный зазор между заготовкой верха и губками полуматриц, обеспечивают герметизацию полости пресс-формы независимо от колебаний толщины пакета материалов заготовки верха и точности установки раздвижной колодки относительно полуматриц. 1 з.п. ф-лы,3 ил.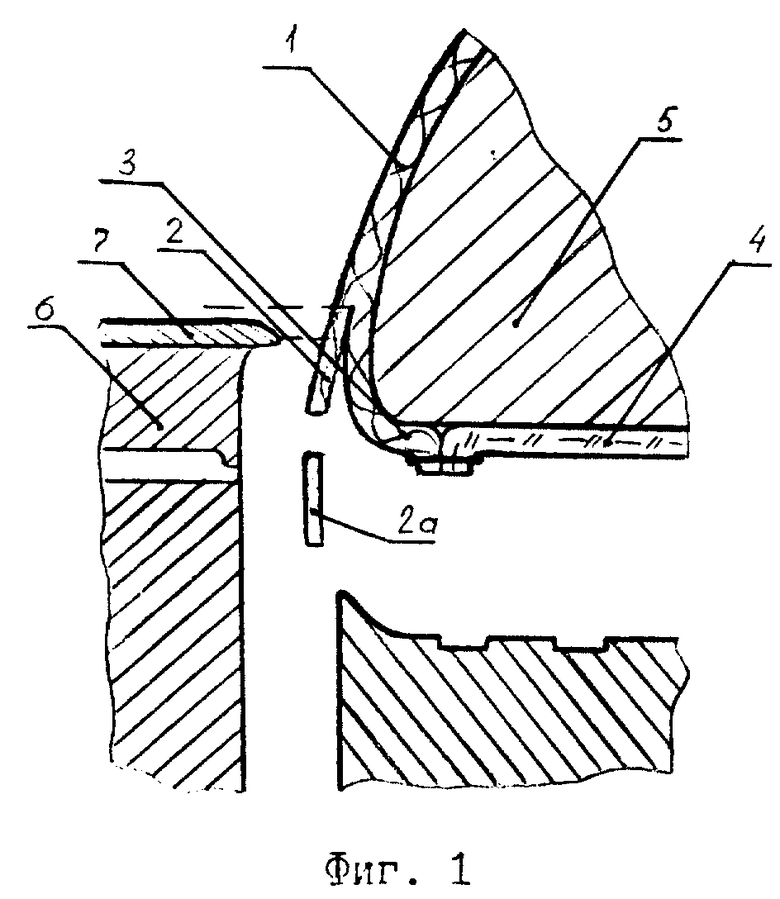
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |
| DE 3046050 A1, 09.06.82 | |||
| DE 1913176 B2, 24.09.70 | |||
| СРЕДСТВО, ОБЛАДАЮЩЕЕ ИММУНОМОДУЛИРУЮЩЕЙ АКТИВНОСТЬЮ | 2002 |
|
RU2234934C2 |
| Способ затяжки обуви литьевого метода крепления | 1986 |
|
SU1412717A1 |
| Зеркально-рычажный тензометр | 1961 |
|
SU146586A1 |
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |
| US 3332097 A, 25.07.67 | |||
| СДВИЖНОЙ РЕВЕРСОР ТЯГИ ДЛЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2451815C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2008 |
|
RU2389346C1 |
