Область техники
Изобретение относится к способам изготовления декоративного стекла на расплаве металла и может быть использовано для получения флоат-стекла типа «Метелица».
Уровень техники
Известен способ получения декоративного стекла по авторскому свидетельству №467040, МКИ С 03 В 18/14, С 03 С 23/00, в соответствии с которым получение рисунка на поверхности флоат-стекла достигается обработкой верхней поверхности ленты стекла газовым реагентом, например, продуктами сухой перегонки древесины, парами предельных и непредельных органических углеводородных соединений и других органических веществ, с последующим растягиванием до разрыва образовавшейся пленки.
Недостатком изобретения является то, что в нем не предлагается способ регулирования узора на стекле, то есть изменение размеров матовых и глянцевых участков.
Известен способ получения декоративного стекла с регулируемым рисунком по патенту РФ №2174497, МКИ С 03 В 18/02, в соответствии с которым характер рисунка стекла регулируют количеством и скоростью утоняющих машин, причем скорость вращения каждой последующей пары машин меньше предыдущей, что обеспечивает формование нескольких «луж» пластичной ленты стекла и, соответственно, разрывы модифицированного слоя не только в продольном, но и в поперечном направлениях. Недостатком способа является то, что для получения стекла толщиной менее 5,5 мм необходимо использовать три и более пар утоняющих машин, что значительно усложняет технологический процесс.
Наиболее близким по технической сущности является способ по патенту №2232728, МКИ С 03 В 18/02, 18/14, взятый в качестве ближайшего прототипа, в котором предлагается регулировать характер рисунка путем дополнительной подачи газового реагента-окислителя на модифицированную поверхность ленты стекла.
В качестве реагента-окислителя предлагается использовать чистый кислород, сжатый воздух или кислород в смеси с нейтральными газами.
Недостатком способа является то, что для получения декоративного стекла предлагается использовать кислород, что неблагоприятно сказывается на качестве азотно-водородной защитной атмосферы ванны расплава при длительной выработке декоративного флоат-стекла. Содержание кислорода в ванне расплава не должно превышать 0,0005%, так как повышенное содержание кислорода вызывает снижение качества нижней поверхности ленты стекла по дефектам «налипание олова».
Раскрытие изобретения
Способ получения узора на ленте флоат-стекла осуществляется путем формования ленты стекла на расплаве металла с одновременной обработкой верхней поверхности стекла реагентом, создающим модифицированный слой, и последующим разрывом этого слоя до образования рисунка на стекле, представляющего собой чередование матовых и глянцевых участков.
Характер рисунка (рельеф, размеры и направление матовых и глянцевых участков) регулируют путем охлаждения поверхности стекла с помощью водоохлаждаемых холодильников или струйной системы охлаждения, использующей в качестве охлаждающего реагента азот, азотно-водородную защитную атмосферу или другой нейтральный газ.
Холодильники или струйная охлаждающая система могут быть расположены непосредственно в самом газораспределительном устройстве для подачи реагента-модификатора или после него вплоть до бортоформующих машин. При этом происходит дополнительное подстуживание поверхностного слоя ленты стекла. Интенсивность охлаждения поверхности стекла может изменяться от 0,1 до 10 Вт/см2, что способствует снижению вязкости поверхностного слоя стекла в 1,5-3 раза.
Вместе с тем, такой прием обеспечивает выравнивание вязкости модифицированного слоя стекла по ширине ленты. При этом образуется более мелкий и равномерный узор с разрывом приповерхностных слоев на глубину до 1,5-2 мм.
Прием дополнительного подстуживания модифицированной поверхности ленты стекла особенно эффективен для флоат-линий с высокой производительностью.
Кроме того, охлаждение поверхности стекла можно осуществлять избирательно по ширине формуемой ленты с помощью подвижных экранов, установленных на холодильниках или путем избирательной подачи нейтрального газа на различные участки ленты стекла через газораспределительную систему охлаждения. Расход газа, подаваемого через систему охлаждения может при этом изменяться в пределах от 0,1 до 3,0 нм3/час (объем газа, приведенный к нормальным условиям).
Краткое описание чертежей
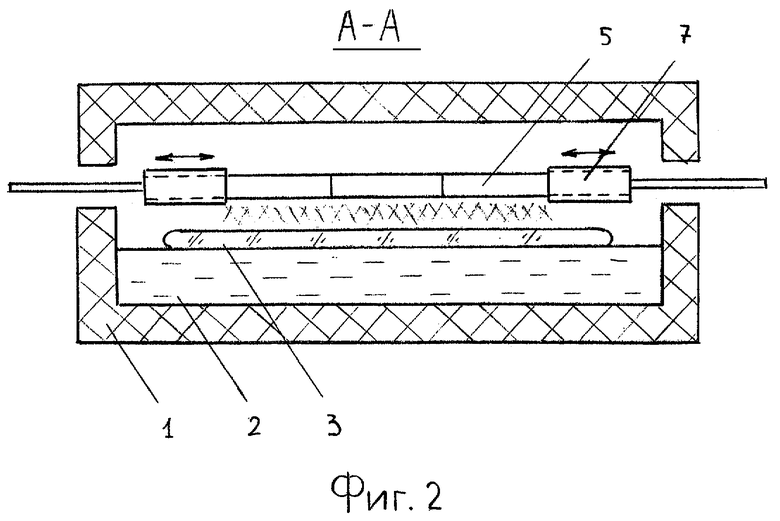
Фиг.1 - схематическое изображение ванны расплава для производства декоративного стекла в соответствии с предлагаемым изобретением. На чертеже показаны ванна 1 с расплавленным металлом 2, лента стекла 3, устройство 4 для обработки верхней поверхности ленты стекла модифицирующим реагентом, водяной холодильник и струйная система охлаждения нейтральным газом 5, бортоформующие машины 6.
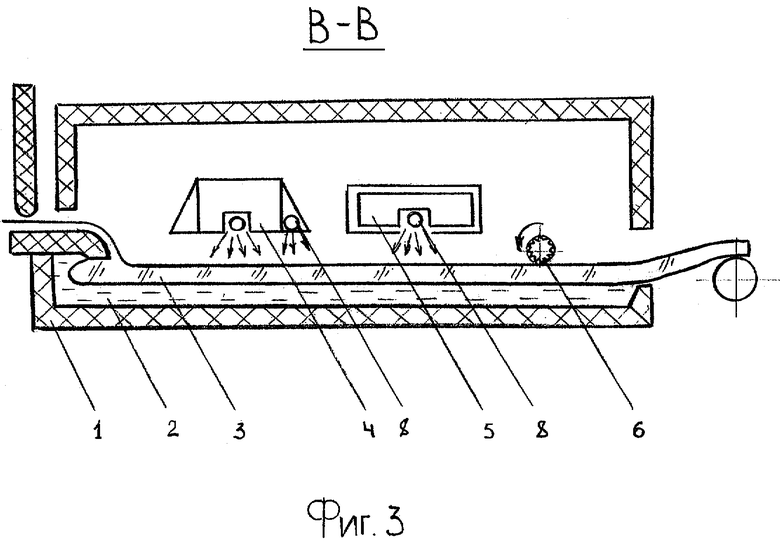
Фиг.2 - схематическое изображение поперечного сечения ванны расплава для производства декоративного стекла на расплаве металла. На чертеже показаны ванна 1 с расплавленным металлом 2, лента стекла 3, водяной холодильник 5, подвижные экраны 7.
Фиг.3 - схематическое изображение продольного сечения ванны расплава для производства декоративного стекла на расплаве металла. На чертеже показаны ванна 1 с расплавленным металлом 2, лента стекла 3, устройство 4 для обработки верхней поверхности ленты стекла модифицирующим реагентом, водяной холодильник и струйная система охлаждения нейтральным газом 5, бортоформующие машины 6, система сопел для охлаждения нейтральным газом 8.
Осуществление изобретения
Предлагаемое изобретение иллюстрируется следующими примерами.
Пример 1.
Стекломассу из стекловаренной печи по лотку подают в ванну 1 на поверхность расплавленного металла 2, где осуществляется формование ленты стекла 3 (фиг.1). Поверхность сформованной ленты стекла 3 при температуре 800-900°С подвергают обработке модифицирующим реагентом с помощью устройства 4.
Затем обработанную поверхность ленты стекла подвергают дополнительному охлаждению с помощью холодильника 5, обеспечивающего интенсивность охлаждения поверхности стекла 0,1 Вт/см2, и последующему растягиванию с помощью бортоформующих машин 6.
Заданная интенсивность охлаждения поверхностного слоя стекла достигается с помощью изменения активной площади холодильника и/или изменения расстояния холодильника от поверхности стекла.
В результате разрыва вязкого поверхностного слоя стекла, полученного с помощью дополнительного подстуживания модифицированной поверхности ленты 3, образуется более равномерный по направлению вытягивания узор «Метелица». Ширина матовых участков составляет 30-35 мм. Равномерность узора по ширине ленты стекла можно обеспечить с помощью изоляции краевых участков холодильника или подвижных экранов.
Пример 2.
Процесс получения декоративного стекла ведут так же, как в примере 1, при этом дополнительное охлаждение ленты стекла 3 осуществляют с помощью нескольких холодильников 5, обеспечивающих интенсивность охлаждения поверхности стекла 10 Вт/см2. В результате разрыва более вязкого поверхностного слоя стекла образуется мелкий узор с шириной матовых участков 10-15 мм.
Пример 3.
Процесс получения декоративного стекла ведут так же, как в примере 1, при этом дополнительное охлаждение поверхностного слоя стекла осуществляют путем подачи азота через систему сопел устройства 5 в количестве 0,1 нм3/час.
В результате разрыва, полученного таким образом вязкого поверхностного слоя стекла, образуется декоративный узор с шириной матовых участков 25-35 мм.
Пример 4.
Процесс получения декоративного стекла ведут так же, как в примере 1, при этом дополнительное охлаждение поверхностного слоя стекла осуществляют путем подачи защитного газа через систему сопел устройства 5 в количестве 3,0 нм3/час.
В результате разрыва более вязкого слоя стекла образуется декоративный узор с шириной матовых участков 10-20 мм.
Приведенные и описанные в примерах 1-4 варианты осуществления изобретения являются лишь иллюстративными и подразумевают возможность проведения изменений, не выходящих за рамки настоящего изобретения.
Охлаждение модифицированной поверхности стекла с помощью подачи струй газа можно осуществлять избирательно, с различной периодичностью. Таким образом, можно получать различные виды узоров, представляющие собой чередование продольных полос с мелким и крупным рисунком типа «Метелица».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА | 2002 |
|
RU2232728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145308C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2183204C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА "МЕТЕЛИЦА-СУПЕР" | 1996 |
|
RU2096359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2144518C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1997 |
|
RU2133714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗОРЧАТОГО ЛИСТОВОГО СТЕКЛА "СТЕСА-БАРОККО" | 1999 |
|
RU2210551C2 |
Изобретение относится к способам изготовления декоративного стекла на расплаве металла и может быть использовано для получения флоат-стекла типа «Метелица». Технической задачей настоящего изобретения является создание способа производства декоративного стекла, который позволил бы регулировать характер рисунка - рельеф, размеры и направление матовых и глянцевых участков. В способе изготовления декоративного стекла характер рисунка регулируют путем охлаждения поверхности стекла с помощью водоохлаждаемых холодильников или струйной системы охлаждения, использующей в качестве охлаждающего реагента нейтральный газ или азотно-водородную защитную атмосферу. 2 з.п. ф-лы, 3 ил.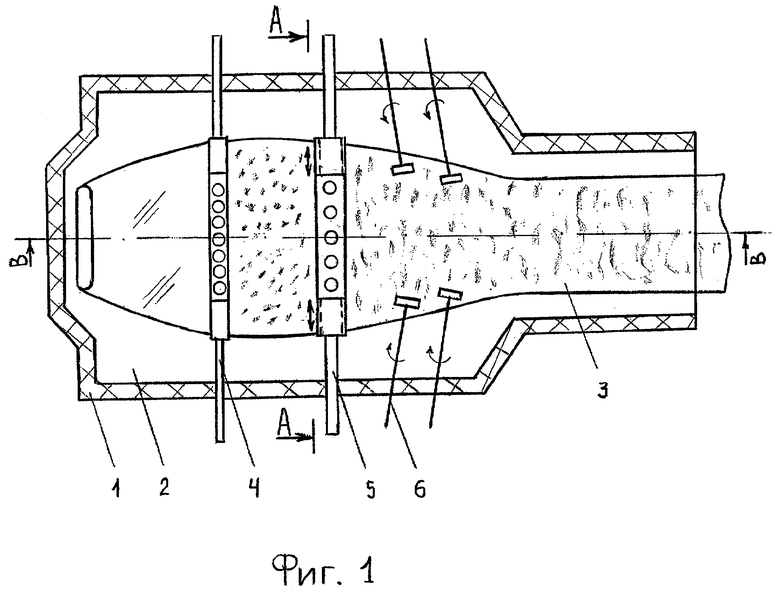
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА | 2002 |
|
RU2232728C1 |
| Способ обжига керамических изделий | 1973 |
|
SU596558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2144518C1 |
| US 3472641 А, 14.10.1969 | |||
| Виброзащитная рукоятка пневмомолотка | 1986 |
|
SU1375440A1 |

