Уровень техники
Предлагаемое изобретение относится к способам изготовления декоративного листового стекла на поверхности расплавленного металла с толщиной, меньшей равновесной.
Известны способы изготовления декоративного листового стекла с толщиной, меньшей равновесной, в соответствии с патентами РФ 2096359, 2133714 С 03 С 17/02, С 03 В 18/14. Способы включают формование ленты стекла на поверхности расплавленного металла, подачу твердого дисперсного реагента (предпочтительно древесины) на верхнюю поверхность ленты при температуре, обеспечивающей взаимодействие реагента со стеклом.
За счет теплосодержания ленты происходит сухая возгонка древесины, выделяемый при этом газ воздействует на стекло, обеспечивая появление декоративного эффекта.
Недостатком способа является подача реагента в виде твердых органических частиц на поверхность ленты. Их возгонка на поверхности ленты приводит к загрязнению как атмосферы ванны с расплавом металла, так и самого металла, что закономерно снижает качество стекла.
Загрязнение обусловлено тем, что древесина включает, кроме газа, воздействующего на стекло, сопутствующие компоненты. По крайней мере, после возгонки на поверхности ленты остается пепел, а в атмосферу ванны выделяется водяной пар, неизбежно содержащийся в древесине.
Ближайшим аналогом предлагаемого изобретения является способ изготовления декоративного листового стекла по а.с. СССР 467040, С 03 В 18/02, С 03 C 23/00. Способ включает формование ленты на поверхности расплавленного металла с одновременной обработкой верхней поверхности ее реагентом до получения измененного по составу поверхностного слоя, после чего верхний слой растягивают до образования хаотических разрывов, создающих специфический декоративный эффект.
В качестве реагента предлагается использовать в том числе газообразные продукты сухой перегонки древесины
Недостатком способа являются затруднения с получением стекла с малой разнотолщинностью и толщиной. Этот недостаток обусловлен тем, что операцию формования выполняют одновременно с обработкой верхней поверхности реагентом и разрывом образовавшегося в результате обработки реагентом модифицированного поверхностного слоя (или пленки).
При одновременной обработке реагентом и формовании возможности формования ограничены температурным интервалом, необходимым для обработки ленты реагентом - 1050-850oС. В этом интервале ленту получают с толщиной, близкой к равновесной. После образования пленки или модифицированного слоя дальнейшее утонение (формование) ленты в общепринятом значении прекращается. Под действием растягивающего усилия бортоформующих машин или рольганга печи отжига лента стекла утоняется фрагментарно только в местах, где разрывается пленка. Это создает разнотолщинность стекла по площади тем большую, чем больше растягивающее усилие и выше температура в зоне растягивания. Толщина участков, покрытых пленкой, остается близкой к равновесной. Стекло не поддается закалке, неоправданно велики отходы при его раскрое, узор крупный, что снижает декоративный эффект.
Фрагментарный характер утонения связан с неприемлемо высокой температурой ленты стекла в зоне интенсивного растягивания, обязательно примыкающей к зоне обработки ленты стекла реагентом. Лента стекла в местах разрыва имеет более низкую прочность, чем она же с пленкой, в соответствии с указанным способом невозможно получить декоративное стекло с поверхностным рисунком и тонких номиналов толщин.
Предлагаемое изобретение устраняет указанные выше недостатки прототипа, обеспечивая получение стекла заданной толщины, меньшей равновесной, с минимальной разнотолщинностью, допускающей закалку и уменьшение отходов при резке, с повышенным декоративным эффектом за счет более мелкого узора.
Сущность изобретения
В соответствии с предлагаемым изобретением сформованную до плоскопараллельного состояния ленту стекла утоняют с одновременной обработкой верхней поверхности реагентом до появления поверхностного декорирующего слоя. После появления слоя ленту стекла охлаждают, не допуская разрывов декорирующего слоя, до температуры 820oС. Охлажденную ленту вновь утоняют одновременно с разрывом декорирующего слоя.
Эта операция выполняется при более высокой вязкости ленты стекла, хаотические разрывы получают с более мелкой структурой, что улучшает технические и декоративные свойства стекла.
Стекло допускает закалку, отходы при резке сопоставимы с отходами при резке обычного стекла. Ленту стекла утоняют обычными методами - бортоформующими машинами или прямым вытягиванием. При температуре <800oС в процессе формования (утонения) осуществляют разрыв пленки. В этом случае - за счет высокой вязкости ленты стекла хаотические разрывы имеют более мелкую структуру, что улучшает декоративный эффект.
По предлагаемому способу может быть получено стекло с толщиной 3-5 мм. Стекло можно закалять, отходы при его резке сопоставимы с отходами при резке обычного стекла.
На чертеже представлен вид в плане одного из вариантов реализации способа.
Лоток 1 служит для дозированной подачи в ванну 2 с расплавом олова 3 стекломассы, которая формуется в ленту стекла 4. Водоохлаждаемая труба 5 предназначена для подачи газообразного реагента - в рассматриваемом случае пропана - к поверхности ленты стекла. Бортоформующие машины 6 расположены попарно с обеих сторон ванны расплава и обеспечивают воздействие на ленту стекла с целью формования, холодильник 7 размещен над лентой в заданной зоне и служит для ее охлаждения, в печи отжига 8 размещен рольганг для транспортировки ленты.
Способ реализуется следующим образом. Стекломасса через лоток 1 сливается в ванну с расплавом олова 3, формуется в ленту стекла 4. Температура олова в зоне слива поддерживается ~ 1000oC, постепенно уменьшаясь по длине ванны, и составляет в зоне передачи в печь отжига ~ 600oС. Для защиты олова от окисления ванну расплава заполняют азотно-водородной атмосферой.
На участке А ленту стекла формуют, обрабатывают пропаном с помощью устройства 5 при температуре ~ 900oС, перемещают вдоль ванны 1-ой парой бортоформующих машин 6.
На участке ванны Б поверхностный слой ленты предохраняют от разрывов за счет того, что 2-я пара бортоформующих машин перемещает ленту стекла со скоростью, близкой к скорости 1-ой пары бортоформующих машин. Возможное несовпадение скоростей обуславливается характером взаимодействия пленки и основной массы стекла.Пленка, полученная в результате обработки пропаном, интенсивно расширяется, поэтому 2-ая пара машин может в этом случае иметь большую линейную скорость, т.е. утонять ленту, не разрывая пленки. По мере перемещения ленты на участке Б ее можно ускоренно охладить до температуры <800oC, предпочтительно с градиентом 5-10oС к срединной части, что стабилизирует поверхностный модифицированный слой. После этого на участке В утоняют до заданной толщины и одновременно разрывают поверхностную пленку в рассматриваемом варианте за счет усилия рольганга печи отжига 8. Затем ленту стекла отжигают в печи отжига 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2238917C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2291123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2144518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1997 |
|
RU2133714C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕКОРАТИВНОГО СТЕКЛА | 2002 |
|
RU2232728C1 |
Способ изготовления декоративного листового стекла осуществляют путем формования ленты на расплаве металла и одновременной обработкой верхней поверхности реагентом с образованием модифицированного слоя. Утонение ленты осуществляют сначала одновременно с нанесением декорирующего слоя. Затем ленту стекла охлаждают, не допуская разрывов слоя до температуры 820oС. После этого ленту утоняют одновременно с разрывом слоя. Техническая задача изобретения - снижение разнотолщинности стекла и уменьшение отходов при резке. 1 ил.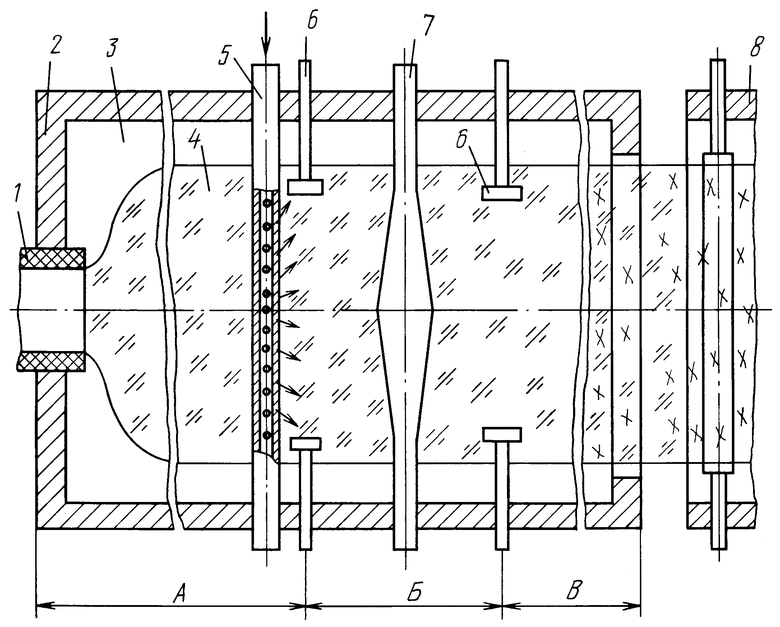
Способ изготовления декоративного листового стекла путем формования ленты стекла на поверхности расплавленного металла с одновременной обработкой верхней поверхности реагентом, образующим декорирующий слой, последующим утонением с растягиванием слоя до появления разрывов, отличающийся тем, что утонение ленты осуществляют сначала одновременно с нанесением декорирующего слоя, затем ленту стекла со слоем охлаждают, не допуская разрывов декорирующего слоя до температуры 820oС, после чего утоняют одновременно с разрывом слоя.
| Способ изготовления декоративного листового стекла | 1973 |
|
SU467040A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145945C1 |
| US 3951633 А, 20.04.1976 | |||
| Устройство для изготовления листового стекла с декоративной поверхностью | 1974 |
|
SU596553A1 |

