Предлагаемое изобретение относится к способам производства декоративного листового стекла, в том числе может быть использовано в производстве флоат-стекла.
Известны способы производства декоративного листового стекла путем формования ленты стекла с одновременной обработкой поверхности твердым реагентом, измельченным до частиц заданных размеров. Обработка поверхности частицами заданных размеров /мелкодисперсным материалом/ осуществляется путем подачи их к горизонтально движущейся ленте за счет свободного падения под действием силы тяжести, так и смешением частиц с потоком газа и переносом их потоком к поверхности стекла.
Примером подачи к стеклу мелкодисперсных материалов со свободным их падением на стекло является подача дисперсного материала через калиброванную щель полого цилиндра, расположенного поперечно направлению перемещения ленты стекла выше ее поверхности /Устройство для нанесения покрытий на стекло. А. С. СССР N 672167, М. кл2 C 03 C 23/00/.
Недостатком способа является то, что мелкодисперсные порошковые материалы забивают калиброванную щель из-за невозможности регулировки в случае подачи их в небольших количествах. Сложна переналадка устройства при переходе на материал с другой дисперсностью. Затруднительна подача мелкодисперсного материала с малым удельным весом, в частности древесных опилок.
Примером подачи мелкодисперсного материала к поверхности стекла в потоке газа может служить способ в соответствии с патентом Франции N 2542636 от 21.09.84 г. МК3 B 05 O 5/12, C 03 C 17/23.
Способ включает образование вблизи стеклянной подложки порошкообразного материала, взвешенного в газе, имеющего форму полосы длиной, равной ширине подложки. Внутри полосы достигается однообразность распределения порошка. Далее струя в форме полосы ускоряется в направлении подложки и равномерно покрывает ее.
Недостатком способа является необходимость ускорения струи газа в зоне контакта материала с подложкой. При малом удельном весе мелкодисперсного материала или при высокой степени его дисперсности струя газа "сдувает" ранее попавшие на поверхность частицы, нарушая равномерность покрытия.
Ближайшим аналогом предлагаемого изобретения является способ изготовления декоративного листового стекла в соответствии с патентом СССР N 2001028 от 29.01.92 г. C 03 C 17/02.
Способ включает подачу на поверхность формуемого стекла нитей из цветного или бесцветного стекла в виде отрезков, нанесение нитей на поверхность стекла осуществляется в потоке газа.
Недостатком способа является различие в характере заданной неравномерности по ширине ленты, соответствующей выбранному варианту нанесения порошка. Вышедший из насадка поперечно ленте поток смеси газа и порошок имеет близкую к конусообразной форму вблизи насадка и в форме полушарий далее. Наносимые нити распределяются в соответствии с таким характером факела: максимально в широкой части факела и ниспадают к основанию конуса и к периметру полушария. Таким образом, кроме заданной фрагментарной неравномерности, создается нежелательная в большинстве случаев неравномерность нанесения по ширине ленты стекла.
Недостатком является то, что при заданной скорости смеси в насадке нити подаются на ленту стекла на расстоянии от борта, которое не является достаточно большим. Чтобы обработать ленту стекла с шириной 1,5 - 3,0 м /наиболее распространенная ширина в промышленном производстве/, скорость смеси в насадке должна быть сравнительно высока, что усиливает термическое и механическое воздействие потока газа на ленту и сдувание выпавшего мелкодисперсного материала со стекла. Следствием термического воздействия может быть не предусмотренный технологией перекос температуры по ширине ленты и "рыскание" ленты по ванне расплава. В результате появляются на ленте необработанные /лысые/ участки, в то время как рядом могут быть участки с повышенным содержанием материала. Неравномерность покрытия приводит к браку стекла.
Предлагаемое изобретение устраняет недостатки как аналогов, так и прототипа, а именно:
способ обеспечивает заданную равномерность подачи материала по ширине ленты стекла, при этом при заданной исходной скорости смеси материал подается на ленту большей ширины, а поток газа не оказывает на ленту и уже выпавший материал термического и механического воздействия. Возможна подача материала различной степени дисперсности и удельного веса.
Сущность изобретения
В предлагаемом изобретении для получения декоративного листового стекла способ включает формование стекломассы в ленту, нанесение на поверхность ленты при температуре, обеспечивающей появление на стекле декоративного эффекта, дисперсного материала, при этом материал смешивают с потоком газа, разгоняют смесь в трубопроводе до заданной скорости, после чего смесь направляют в расположенный над лентой поперечно или под углом контур, в котором форма факела приближается к плоской форме, а скорость смеси уменьшают так, чтобы из нее равномерно выпадали мелкодисперсные частицы материала, после чего поток газа направляют в сторону от ленты, не оказывая на нее и внешний материал термического и механического воздействия, при этом степень дисперсности, удельный вес, форма части могут быть самыми разнообразными.
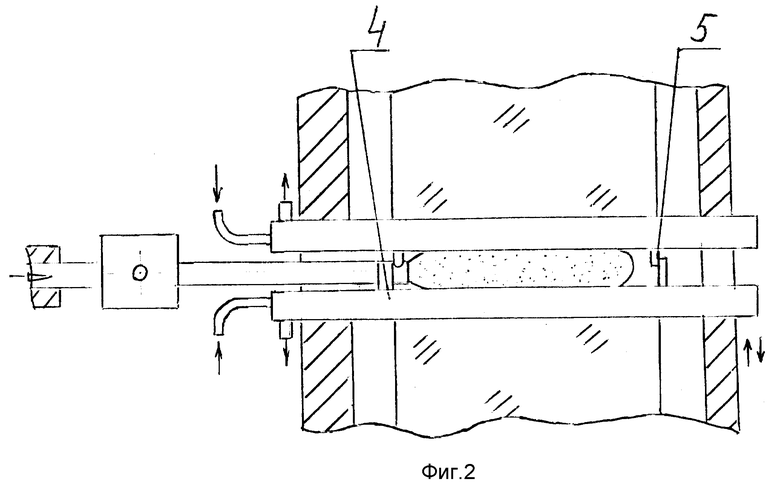
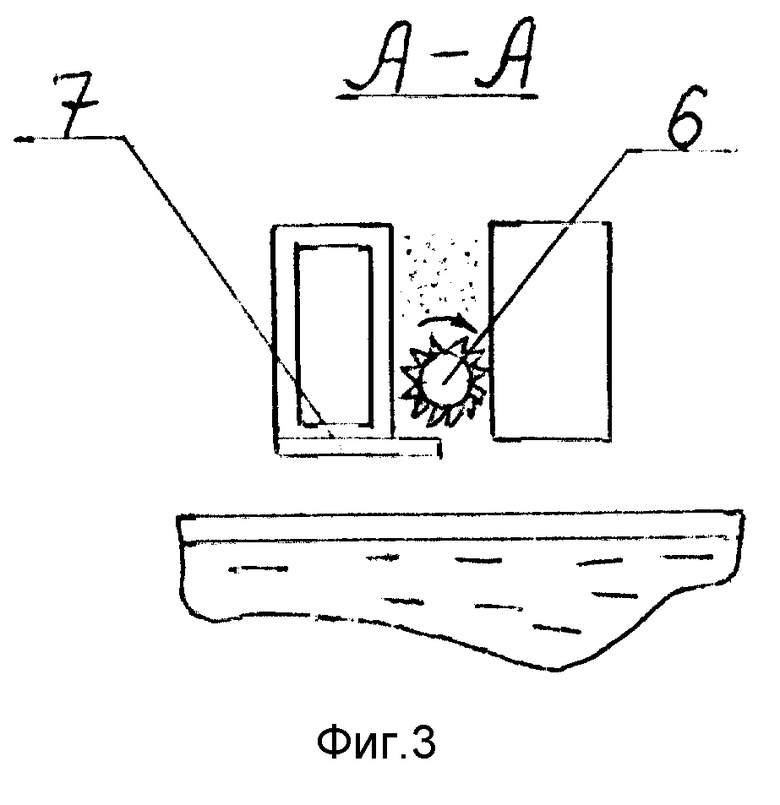
На фиг. 1, 2, 3, показан один из вариантов изобретения. Лента стекла 1 формуется на расплаве олова 2 в ванне 3, содержащей защитную азотно-воздушную атмосферу и оснащенную терморегуляторами. Над лентой стекла расположены холодильники прямоугольного сечения 4 с возможностью перемещения как вверх-вниз, так и горизонтально вдоль перемещения ленты. Холодильники оснащены выступами 5, замыкающими контур с холодильниками в зоне бортовых участков ленты. На одном из холодильников закреплен вал 6, имеющий продольные рифления. Вал охлаждается за счет воздействия холодильников газовым потоком при подаче смеси. Кроме того, вал защищен /частично/ от радиационного нагрева пластиной 7. Вал имеет привод для обеспечения вращения и предотвращения локального перегрева /привод не показан/. Канал 8 служит для подачи смеси в контур между холодильниками и разгона смеси до заданной скорости. Дозатор 9 обеспечивает подачу материала в поток азотно-водородной атмосферы. Дисперсный материал загружают в бункер 10.
Способ реализуют следующим образом. Лента стекла 1 перемещается по ванне 3 с расплавом олова 2. При температуре 880 - 920oC на ее поверхность наносят в рассматриваемом случае стеклянную цветную крошку. Крошка через отверстия в нижней части бункера 10 поступает в дозатор 9, попадает далее в поток азотно-воздушной атмосферы, создаваемой в канале 8, после чего в канале разгоняется до скорости, близкой к скорости потока, затем смесь из канала вбрасывается в контур, образованный холодильниками 4, выступами 5, валом 6. После вбрасывания смесь начинает расширяться и терять скорость. Потерю скорости регулируют величиной зазора между холодильниками. Холодильники ограничивают расширение потока в стороны и соответственно поток теряет скорость медленнее, чем при свободной подаче смеси, унося дисперсный материал гораздо дальше по ширине ленты, равномерно покрывая ее, включая бортовые участки. Смесь, передвигаясь по холодильникам, теряет скорость, стеклянная крошка выпадает из потока на поверхность рифленого вала 6 и равномерно сбрасывается им на стекло. Стеклянная крошка разогревается и сплавляется со стеклом, декорируя поверхность. Основной поток газа после освобождения от крошки уходит вверх и в стороны от ленты, не внося нежелательные температурные изменения в процесс формования ленты стекла. Часть потока, которая направлена на стекло, гасится размещением оборудования над лентой стекла с зазором, исключающем термическое и механическое воздействие.
Вместо стеклянной крошки может использоваться материал с меньшим удельным весом, например древесные опилки. Суть технологии нанесения, рассмотренной выше, не меняется. В частности, для нанесения древесных опилок несколько уменьшается расстояние между холодильниками 4.
Попавшие на поверхность ленты стекла опилки разогреваются, взаимодействуют с поверхностным слоем стекла, у которого изменяются свойства как в части светопропускания /которое уменьшается/, так и в части вязкости. Поэтому в зависимости от дальнейших условий формования может быть получено стекло с разрывами обработанного слоя, если ленту стекла после взаимодействия с опилками растягивают для утонения. В этом случае будет получен декоративный эффект, суть которого заключена в хаотическом чередовании прозрачных и матовых участков стекла. Если ленту стекла после взаимодействия не нагревают для утонения, то измененный опилками слой уменьшит прозрачность ленты и будет получено стекло, аналогичное стеклу после пескоструйной обработки /матовое стекло/.
Таким образом, способ обеспечивает заданную равномерность подачи материала по ширине ленты, при заданной скорости смеси материал подается на ленту большей ширины, поток газа не оказывает на ленту и уже выпавший материал термического и механического воздействия. Возможна подача самых различных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДОЗИРОВАННОЙ ПОДАЧИ ДИСПЕРСНОГО МАТЕРИАЛА И СТЕКЛОНИТЕЙ В ПОТОКЕ ГАЗА | 1997 |
|
RU2121984C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145945C1 |
| УСТРОЙСТВО ПОДАЧИ НА ЛЕНТУ СТЕКЛА ДОЗИРОВАННЫХ КОЛИЧЕСТВ ДИСПЕРСНОГО МАТЕРИАЛА | 1998 |
|
RU2147015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2145308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2238917C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2144518C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛЕНТЫ СТЕКЛА ГАЗОВЫМ РЕАГЕНТОМ | 1998 |
|
RU2149837C1 |
Способ изготовления декоративного листового стекла включает формование стекломассы в ленту, подачу на верхнюю поверхность ленты при температуре, достаточной для взаимодействия, диспергированного материала, декорирующего стекло. Диспергированный материал подается в смеси с потоком газа, при этом подача осуществляется при прохождении смеси через замкнутый контур, разделяющий поток газа и диспергированный материал так, что поток газа не оказывает на ленту термического или механического воздействия, а диспергированный материал выпадает на нее с заданной равномерностью. Технической задачей изобретения является обеспечение заданной равномерности подачи материала по ширине ленты стекла. 3 ил.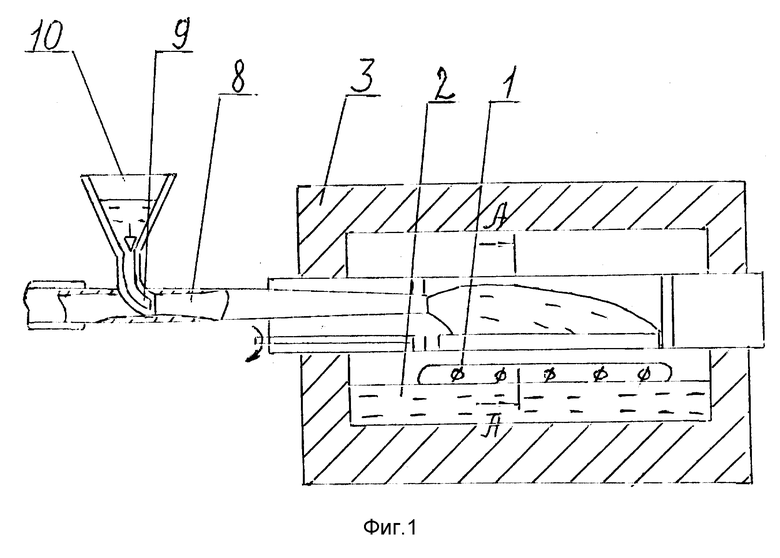
Способ изготовления декоративного листового стекла, включающий нанесение на его поверхность дисперсного материала - реагента из смеси с потоком газа при температуре, обеспечивающей появление на стекле декоративного эффекта, отличающийся тем, что скорость выпадения дисперсного материала из смеси регулируют пропусканием ее через контур заданной конфигурации, расположенный над лентой, при этом поток газа направляют в сторону от поверхности ленты, не допуская термического и механического воздействия потока на стекло и материал.
| RU 2001028 С1, 15.10.93 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА "МЕТЕЛИЦА-СУПЕР" | 1996 |
|
RU2096359C1 |
| СПОСОБ ЦЕНТРИРОВКИ ЛИНЗЫ В ОПРАВЕ И ОПРАВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2542636C1 |
| Способ изготовления декоративного листового стекла | 1976 |
|
SU683192A1 |

