Предлагаемое изобретение относится к области специальной электрометаллургии, в частности к вакуумным дуговым гарнисажным печам, и может быть использовано для выплавки слитков тугоплавких и высокореакционных металлов и сплавов, преимущественно титановых.
В отличии от печей ВДП (вакуумного дугового переплава), гарнисажная печь не требует другой печи или пресса для получения расходуемого электрода, поскольку новый электрод наряду со слитком получается в каждом плавильном цикле. В отличие от большинства электронно-лучевых печей в гарнисажной печи можно плавить сплавы со сравнительно летучими элементами (например, алюминием, хромом), а в отличии от плазменных дуговых - не требует использования большого количества нейтрального газа и позволяет удалить водород.
Известна вакуумная дуговая гарнисажная печь ДТВГ - 4ПФ (патент РФ №2194780, МПК С 22 В 22/21) - прототип.Гарнисажная плавильная печь состоит из вакуумной камеры, в которой находится тигель специальной формы. Вертикально перемещающийся электрододержатель проходит в крышку камеры через систему уплотнений. Расходуемый гарнисаж-электрод крепится к электрододержателю, а титановые отходы (и при необходимости титановая губка и/или легирующие) загружаются в тигель.
В качестве источника нагрева используется вакуумный электродуговой разряд большой мощности (вакуумная электрическая дуга). При подаче напряжения постоянного тока к электрододержателю и тиглю можно зажечь дугу между нижним концом расходуемого электрода и материалом, находящимся в тигле.
Когда весь электрод полностью оплавлен, электрододержатель быстро поднимают, а расплав сливают в кристаллизатор, размещенный в вакуумной камере. Остатки расплавленного металла затвердевают в тигле, образуя новый расходуемый гарнисаж-электрод.
Кристаллизатор печи представляет сборную конструкцию в форме стакана, состоящую из боковой цилиндрической втулки, снизу закрытую поддоном, а верхняя часть втулки соединена с подвеской, с помощью которой производят его загрузку и выгрузку. В работе на каждой печи используются два кристаллизатора: один - в печи на плавке, второй охлаждается на стенде.
После затвердевания раствора кристаллизатор вместе со слитком извлекают из печи и устанавливают на стенд, где они окончательно остывают. Масса кристаллизатора и сливаемого титана рассчитывается таким образом, чтобы выравнивание температуры в слитке и кристаллизаторе наступило при 600°С, в противном случае превышение данной температуры может создавать условия для интенсивного насыщения слитка кислородом, приводящего к его браку. Согласно полученных расчетов это достигается при соотношении массы слитого титана к массе кристаллизатора 1:7.
Недостатком известного изобретения является то, что вес технической системы слиток-кристаллизатор становится фактором, ограничивающим технологические возможности всей печи в целом.
Например: печь ДТВГ-4ПФИ1 проектировалась под выплавку цилиндрических слитков массой до 5 т, которые формируются в неохлаждаемом кристаллизаторе (масса слитка равна 5 тоннам, масса кристаллизатора 5×7=35 т, набор кристаллизатор + слиток + подвеска 35+5+2=42 т). Грузоподъемность крана, обслуживающего печь, равна 50 тонн. В этом случае возможный максимальный вес выплавляемого слитка не может превысить 50 т (масса кристаллизатора + слитка + подвеска 42+6+2=50 т). Кроме того, возникают потребности перейти на выплавку плоского пригодного к прокатке литого сляба, что приведет к неравномерному охлаждению системы слиток-кристаллизатор и, как следствие этого, потребуется увеличить массу кристаллизатора. Целью предлагаемого изобретения является:
- снижение общей массы системы слиток-кристаллизатор в 2 и более раз;
- повышение технологических возможностей печи за счет выплавки слитков с большей массой и различными геометрическими сечениями.
Техническим результатом, достигаемым при осуществлении изобретения,является:
- интенсификация процесса охлаждения слитка в кристаллизаторе;
- увеличение стойкости кристаллизатора;
- обеспечение технологичности конструкции изготовления кристаллизатора;
- повышение техники безопасности и удобства работ в процессе эксплуатации.
Указанный технический результат при осуществлении изобретения достигается тем, что в известной вакуумной дуговой гарнисажной печи, содержащей вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж, водоохлаждаемый тигель и разборный кристаллизатор, состоящий из боковой цилиндрической втулки, поддона и подвески, боковая поверхность кристаллизатора выполнена из двух разъемных плит с внутренними герметическими водоохлаждаемыми каналами, которые последовательно соединены между собой и посредством трубопроводов и арматуры подключены к системе внешнего водооборота, при этом на верхний торец кристаллизатора установлена воронка с закрепленными на ней стержнями, выполненными из материала, аналогичного выплавляемому сплаву, причем нижние концы стержней выполнены с проточками и расположены ниже верхнего торца формируемого слитка.
Сущность предлагаемого изобретения поясняется чертежами.
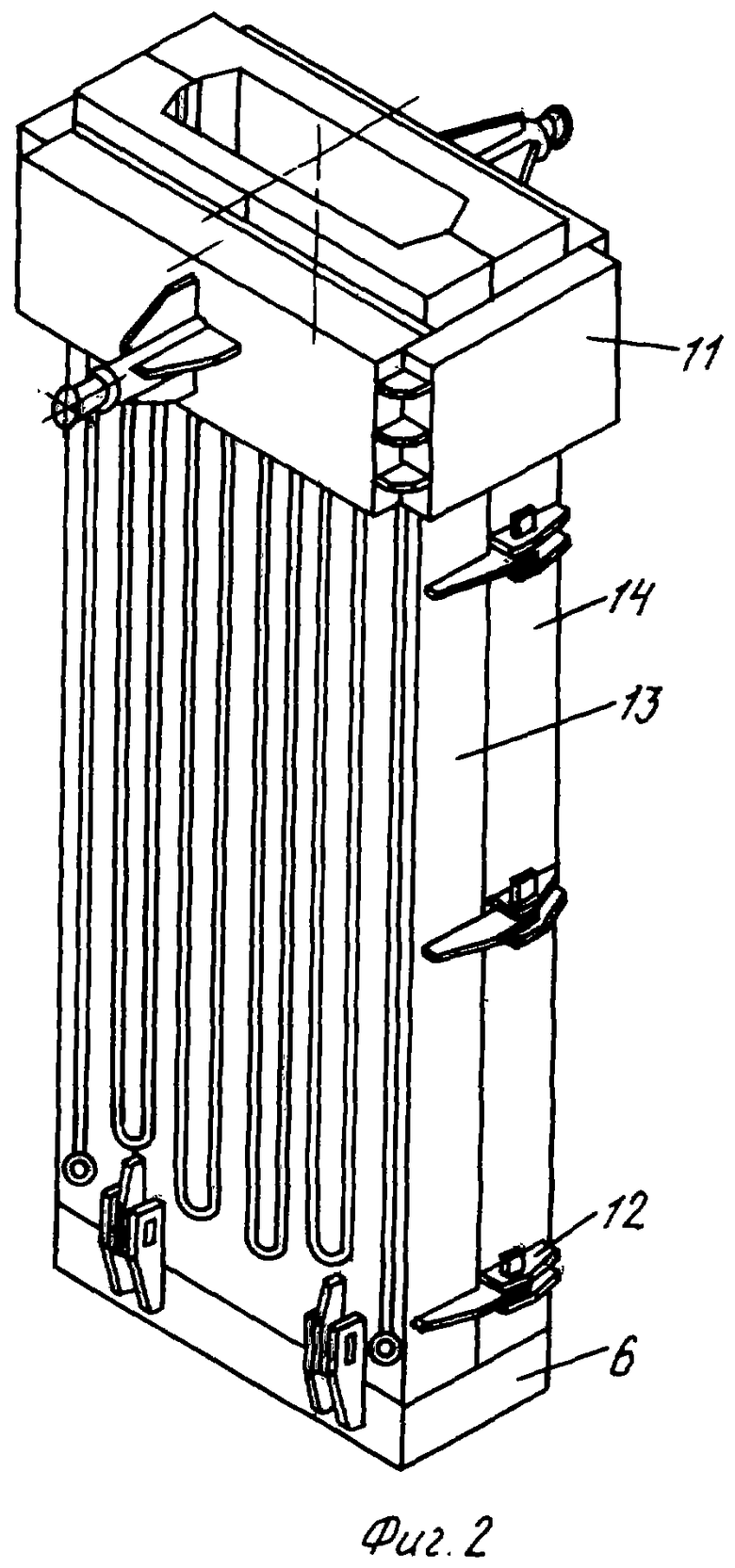
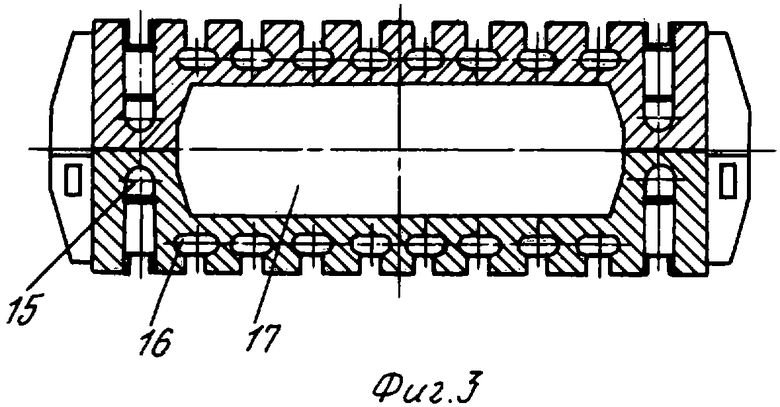
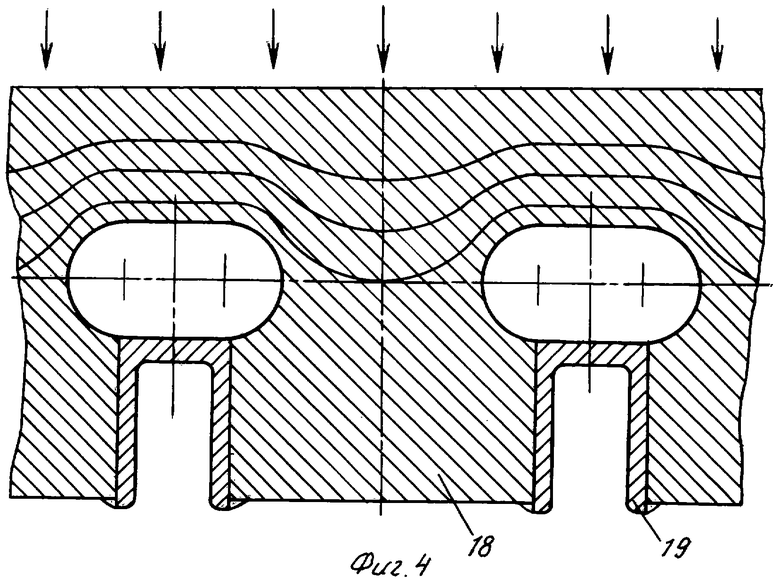
На фиг.1 изображена вакуумная дуговая гарнисажная печь в разрезе вдоль оси тигля, совпадающей с направлением разливки металла. На фиг.2 показан кристаллизатор с каналами охлаждения, подвеской и элементами крепления плит и поддона между собой. На фиг.3 - кристаллизатор в поперечном разрезе. На фиг.4 - фрагмент плиты кристаллизатора с ребром жесткости между двух параллельных каналов охлаждения.
Вакуумная гарнисажная печь состоит из вакуумной водоохлаждаемой камеры 1, электрододержателя 2 с механизмом перемещения (не показан), механизма крепления электрода-гарнисажа 3, водоохлаждаемого тигля 4 и кристаллизатора 5 с поддоном 6.
Работа печи осуществляется следующим образом. В тигель 4 укладывается шихта, а на электрододержатель 2 навешивается электрод-гарнисаж 3, полученный в процессе предыдущей плавки. В камеру печи помещается кристаллизатор 5 с поддоном 6, с помощью быстроразъемных соединений 7 и 8 кристаллизатор 5 соединяется с нагнетающей и сливной трубами системы водооборота.
На плавку открывается вентиль 9 кристаллизатора 5 (начинает охлаждаться водой с момента слива расплавленного металла) в течение охлаждения слитка и электрода-гарнисажа в вакууме или среде гелия, до момента разгрузки печи после плавки. Далее начинается выгрузка полученного в тигле электрода-гарнисажа 3.
Одновременно с заполнением печи воздухом перекрывается вентиль 9, прекращая подачу воды в кристаллизатор, а открытый вентиль 10 позволяет слить воду и выпустить пар из каналов кристаллизатора 5.
В таком состоянии быстроразъемные соединения 7 и 8 отсоединяются, а кристаллизатор 5 с поддоном и выплавленным слитком выгружаются из печи на стенд сборки и разборки.
На фиг.2 показан кристаллизатор на момент выгрузки и установки на стенд сборки и разборки кристаллизатора. Транспортировка кристаллизатора осуществляется краном с помощью подвески 11 и стропового устройства (на чертеже не показан).
На стенд кристаллизатор устанавливается вертикально, снимается подвеска 11, а кристаллизатор кантуется в горизонтальное положение. Разбираются клиновые прижимы 12, убирается поддон 6 и снимается плита 13, с плиты 14 снимается выплавленный слиток (на чертеже не показан). Производится контроль состояния плит и обратная сборка кристаллизатора на плавку.
На фиг.3 и 4 показаны конструктивные элементы кристаллизатора, с помощью которых происходит охлаждение и обеспечивается необходимая эксплуатационная надежность в работе.
Конструкция канала охлаждения 15 длинной стороной воспринимает тепловой поток от боковой поверхности слитка, а направление каналов 16 способствует отводу тепла от длинных сторон выплавленного слитка, формирующегося в полости 17.
На фиг.4 показан тепловой поток от тела слитка и линии равных температур нагрева плиты. Металл плиты между двумя каналами выполняет роль продольного ребра жесткости 18, компенсатор 19 тепловых расширений снижает напряжения в теле плиты в поперечном направлении, что уменьшает остаточные деформации и сохраняет геометрические параметры плиты.
Сущность предлагаемого изобретения поясняется чертежами.
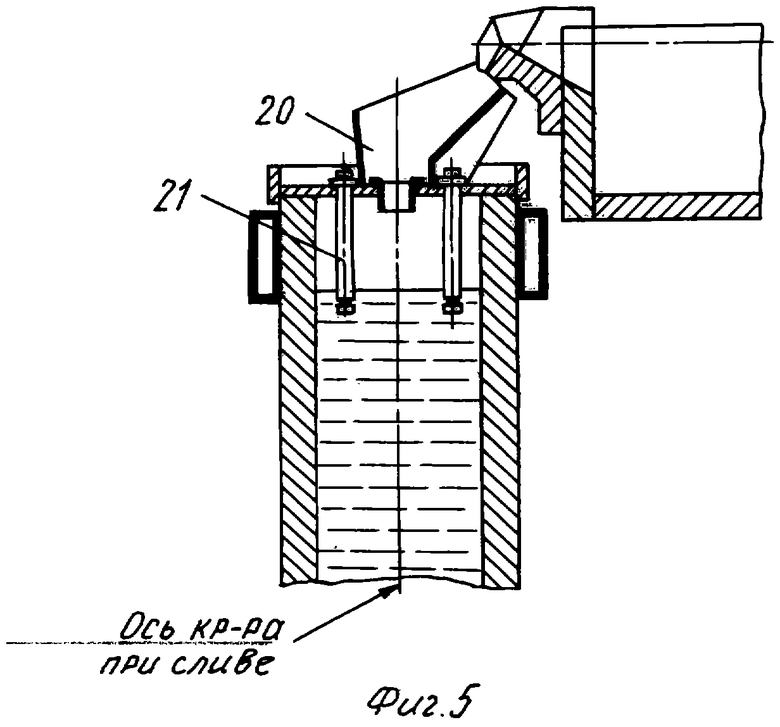
На фиг.5 показан кристаллизатор с залитым в него слитком, в тело которого вморожены стержни, слиток после охлаждения и усадки висит с их помощью на сливной воронке.
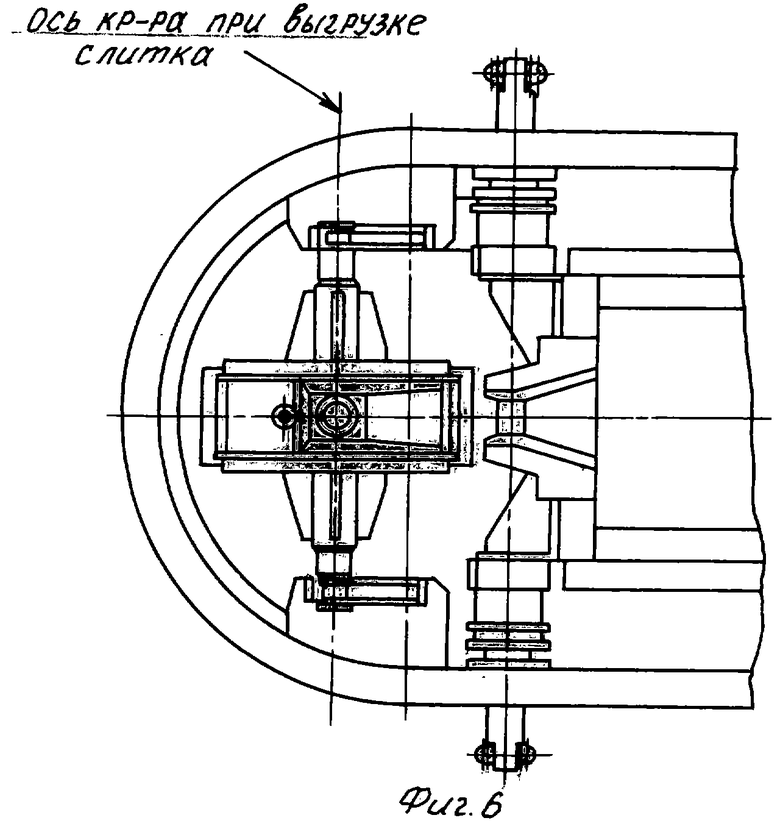
На фиг.6 кристаллизатор выдвинут в зону выгрузки сливной воронки с подвешенным на ней слитком.
Использование вмороженных стержней позволяет производить выгрузку полученного слитка непосредственно из кристаллизатора, который из печи не извлекается.
Работа печи в данном случае производиться следующим способом: на кристаллизатор 5 устанавливается воронка 20 со стержнями 21 и кристаллизатор передвигается в зону слива металла.
Тигель 4 и кристаллизатор 5 постоянно находятся подключенными к водообороту и манипулировать вентилями и быстроразъемными соединениями нет необходимости. Далее печь закрывается и вакуумируется, после проведения плавки и охлаждения печь заполняется воздухом и производится разгрузка.
Кристаллизатор с помощью подвески 11 устанавливается в зону выгрузки воронки с выплавленным слитком. Затем краном за воронку слиток извлекается из кристаллизатора и транспортируется на разгрузочную площадку, где воронка отсоединяется. Извлечение слитка гарантируется литьевыми уклонами и температурной деформацией слитка.
В случае аварийной выгрузки слитка, застрявшего в кристаллизаторе, необходимо перекрыть вентили водооборота, отсоединить быстроразъемные соединения и выгрузить из печи кристаллизатор в сборе со слитком, воронкой, поддоном и подвеской, разборка кристаллизатора производится на стенде.
Пример конкретного выполнения конструкции без вмораживания стержней. Изготовлен водоохлаждаемый разборный кристаллизатор для выплавки плоского слитка массой 6 т. Инструмент выполнен из малоуглеродистой стали Ст3, масса кристаллизатора 17,54 т. С наружной стороны боковых плит были выфрезерованы пазы, в которых сформированы охлаждающие каналы. Плотность расположения ветвей канала на единицу площади, расстояние охлаждаемой поверхности от рабочей поверхности, геометрическая форма сечения канала и скорость потока воды определены численным методом конечных элементов. Достоверность данной методики расчетов подтверждается совпадением расчетных значений температур и выполненными опытными плавками. Расчетная стойкость инструмента ˜ 500 плавок. Температура на поверхности слитка после его извлечения не превышала 280°С. Масса системы слиток-кристаллизатор составила около 25,5 т.
Предлагаемая конструкция позволяет изготовлять плавильный инструмент (кристаллизатор) массой в два и более раз меньше массы прототипа, со сложной объемной формой рабочей поверхности на стандартном оборудовании, снизить тепловые нагрузки, повысить его стойкость, ремонтопригодность и удобства в работе. Использовать в рабочем процессе один кристаллизатор вместо двух.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2010 |
|
RU2451758C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2012 |
|
RU2496890C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ВАКУУМНЫЙ ДУГОВОЙ ГАРНИСАЖНЫЙ АГРЕГАТ | 2008 |
|
RU2394925C2 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЕЧИ И СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ | 2020 |
|
RU2740343C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2007 |
|
RU2360014C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2005 |
|
RU2317343C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2002 |
|
RU2217515C1 |
Изобретение относится к области специальной электрометаллургии, в частности к вакуумным дуговым гарнисажным печам, и может быть использовано для выплавки слитков тугоплавких и высокореакционных металлов и сплавов, преимущественно титановых. Печь содержит вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж, водоохлаждаемый тигель и разборный кристаллизатор, состоящий из боковой цилиндрической втулки, поддона и подвески. При этом боковая поверхность кристаллизатора выполнена из двух разъемных плит с внутренними герметическими водоохлаждаемыми каналами, которые последовательно соединены между собой и посредством трубопроводов и арматуры подключены к системе внешнего водооборота, а на верхний торец кристаллизатора установлена воронка с закрепленными на ней стержнями, выполненными из материала, аналогичного выплавляемому сплаву, причем нижние концы стержней выполнены с проточками и расположены ниже верхнего торца формируемого слитка. Изобретение позволяет снизить общую массу системы слиток - кристаллизатор в 2 и более раза, изготавливать кристаллизатор со сложной объемной формой рабочей поверхности на стандартном оборудовании, снизить тепловые нагрузки, повысить его стойкость, ремонтопригодность. 6 ил.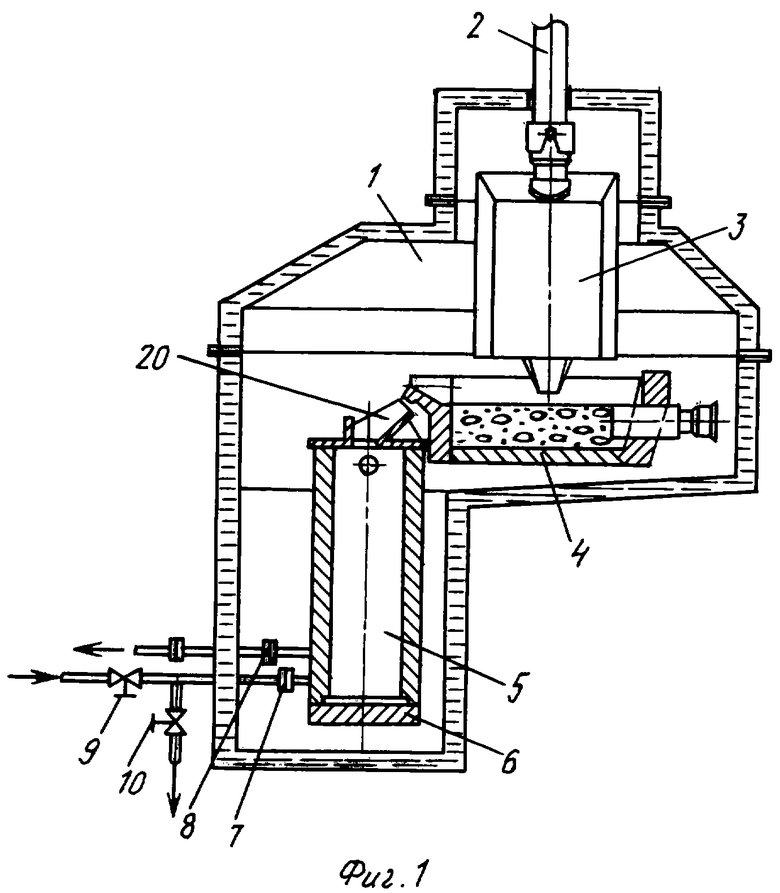
Вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж, водоохлаждаемый тигель и разборный кристаллизатор, состоящий из боковой цилиндрической втулки, поддона и подвески, отличающаяся тем, что боковая поверхность кристаллизатора выполнена из двух разъемных плит с внутренними герметическими водоохлаждаемыми каналами, которые последовательно соединены между собой и посредством трубопроводов и арматуры подключены к системе внешнего водооборота, при этом на верхний торец кристаллизатора установлена воронка с закрепленными на ней стержнями, выполненными из материала, аналогичного выплавляемому сплаву, причем нижние концы стержней выполнены с проточками и расположены ниже верхнего торца формируемого слитка.
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| Электрошлаковые печи /Под ред | |||
| акад | |||
| Б.Е | |||
| ПАТОНА | |||
| Киев: Наукова Думка, 1976, с.95 рис.97, с.9б рис.98, с.102 рис.115 | |||
| ПЛАВИЛЬНЫЙ ИНСТРУМЕНТ | 2002 |
|
RU2226222C1 |
| DE 3141312 A1, 07.07.1983 | |||
| Жидкое азотное удобрение и способ его получения | 1983 |
|
SU1279982A1 |

