Изобретение относится к области специальной электрометаллургии, в частности к вакуумным дуговым гарнисажным печам для выплавки слитков высокореакционных металлов и сплавов, преимущественно титановых.
Известна вакуумная дуговая гарнисажная печь для выплавки титановых сплавов ДТВГ-4ПФ (Чертеж ЛП 233-00.00.00. "Электропечь дуговая титановая вакуумная гарнисажная ДТВГ-4ПФИ1"), содержащая вакуумную водоохлаждаемую камеру, электрододержатель и охлаждаемый гарнисажный тигель, расходуемым электродом для которых служит сформировавшийся в тигле на предыдущей плавке гарнисаж. Печь не требует специальной подготовки электрода, что существенно снижает трудоемкость подготовки шихтовых материалов и позволяет вводить в плавку любое требуемое количество оборотных отходов. При существующей конструкции плавильного тигля задняя закладная стенка не имеет принудительного водяного охлаждения и находится в напряженном тепловом режиме. Поэтому стенка должна быть массивной и изготовленной из тугоплавкого материала. В существующей конструкции использована сталь. Закладная задняя стенка устанавливается в тигель, затем ручной укладкой материалов шихты, заданной толщины, осуществляется ее предохраняющая защита от расплава.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что в известном устройстве при случайном расплавлении защиты закладной задней стенки расплав титана (температура плавления титана равна 1670oС) контактирует со стальной неохлаждаемой закладной стенкой тигля с интенсивным образованием ферротитана (температура плавления ферротитана 1350oС) и происходит практически мгновенно сквозное проплавление стенки тигля. Процесс становится необратимым, заканчивающийся взыровоопасным выпуском жидкого высокореакционного расплава на водоохлаждаемые стальные конструкции корпуса печи. Наиболее благоприятные условия для оплавления закладной стенки складываются на момент перед сливом металла в изложницу. Объясняется это тем, что тепловой поток от жидкой ванны и электрической дуги к этому моменту достигает максимального значения, а сторона стенки, обращенная к жидкой ванне и электрической дуге, уже хорошо прогрета.
Целью предлагаемого изобретения является предотвращение взрывоопасного выпуска смеси жидкого расплава металла при случайных подплавлениях задней закладной стенки плавильного тигля на водоохлаждаемые конструкции камеры вакуумной дуговой гарнисажной печи.
Указанный технический результат при осуществлении изобретения достигается тем, что в известной вакуумной дуговой гарнисажной печи, содержащей вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж, кристаллизатор, водоохлождаемый тигель с закладным стержнем и закладной задней стенкой с контрольными термопарами - задняя закладная стенка выполнена из того же металла, что и переплавляемый металл.
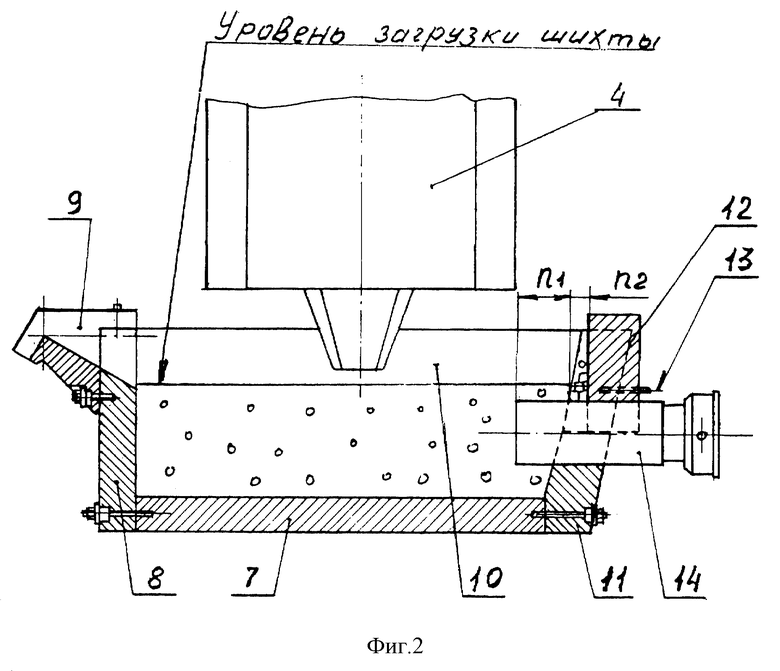
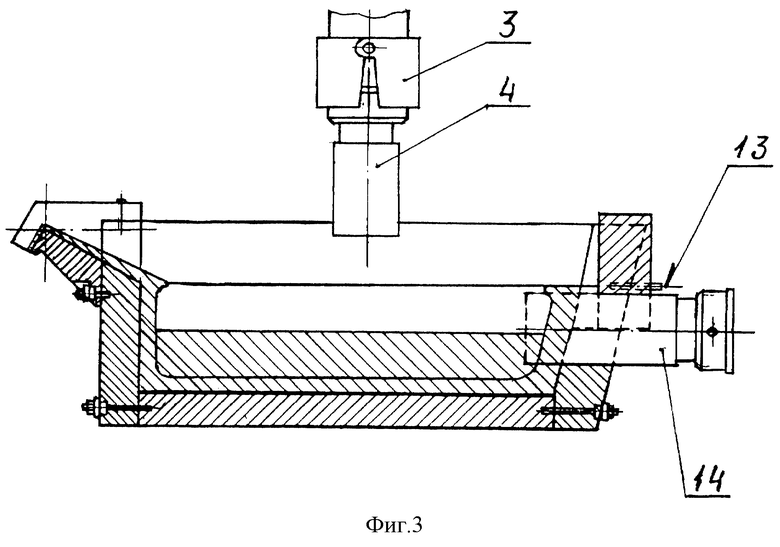
Сущность предлагаемого изобретения поясняется чертежами. На фиг.1 изображена вакуумная дуговая гарнисажная печь в разрезе вдоль оси тигля, совпадающей с направлением разливки металла. На фиг.2 - тигель перед началом плавки. На фиг.3 - тигель после окончания плавки и слива металла.
Вакуумная гарнисажная печь состоит из вакуумной водоохлаждаемой камеры 1, электрододержателя 2 с механизмом перемещения (не показан), механизма 3 крепления электрода, электрода-гарнисажа 4, водоохлаждаемого тигля 5 коробчатой формы и изложницы 6. Плавильный водоохлождаемый тигель содержит корпус, состоящий из днища 7, передней стенки 8 со сливным носком 9, двух боковых стенок 10, симметричных относительно продольной оси тигля, задней стенки 11, с закладной задней съемной стенкой 12 с двумя термопарами 13, и закладным, вваренным в гарнисаж стержнем 14.
Работа печи осуществляется следующим образом.
Перед плавкой устанавливается в заднюю стенку 11 стержень 14 - держатель электрода-гарнисажа 4, при этом контролируется размер n1, затем устанавливается съемная стенка 12 с контролируемым размером n2.
Размер n1 контролируются с учетом практического опыта, так чтобы обеспечить надежное по прочности электрическому контакту соединение стержня 14 с формирующимся электродом-гарнисажем и возможность повторно использовать один стержень в нескольких плавках.
Размер n2 закладывается шихтовыми кусками отходов переплавляемого металла с целью защиты закладной съемной стенки 12 от оплавления и выхода из строя.
В тигель загружается шихта до уровня, показанного на фиг. 2, а над тиглем на электрододержателе печи закрепляется стержень 14 с приваренным к нему гарнисажем предыдущей плавки. Между шихтой в тигле и гарнисажем на электрододержателе печи зажигается электрическая дуга и производится плавка.
После окончания плавки тигель наклоняют и сливают металл в изложницу 6, затем тигель устанавливают в горизонтальное положение, опускают электрододержатель печи с закрепленным на нем стержнем 14 и зажигают электрическую дугу между оставшейся жидкой ванной в тигле и остатками гарнисажа на стержне. После освобождения стержня от остатков гарнисажа дугу гасят и охлаждают печь. Стержень 14 по условиям технологии должен быть надежно сварен с гарнисажем и использован в следующей плавке в качестве держателя электрода-гарнисажа, а стенка 12 снята и использована с чередованием с полностью охлажденной стенкой через одну-две плавки.
В течение всего цикла плавки температура съемной стенки 12 контролируется двумя термопарами 13, которые установлены на глубине 60 мм от поверхности гарнисажа. Термопары, с частотой опроса 2 минуты, выдают информацию о температурном режиме титановой стенки. При ее критическом значении, указывающем о начале оплавления закладной стенки, плавильщик имеет достаточный запас времени для принятия решения. За время опытно-промышленного апробирования подаваемого изобретения наблюдалось два случая подплавления титановой стенки. При этом в обоих случаях не было аварийного выпуска металла, а выплавленный металл отвечал техническим требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2000 |
|
RU2166714C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД | 1999 |
|
RU2166842C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ | 2001 |
|
RU2194232C2 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЕЧИ И СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ | 2020 |
|
RU2740343C1 |
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2001 |
|
RU2194934C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2010 |
|
RU2451758C1 |
Изобретение относится к специальной электрометаллургии, в частности к вакуумным дуговым гарнисажным печам для выплавки слитков высокореакционных металлов и сплавов, преимущественно титановых. В устройстве задняя закладная стенка выполнена из того же металла, что и переплавляемый металл. Изобретение предотвращает взрывоопасный выпуск жидкого расплава металла при случайных подплавлениях задней закладной стенки плавильного тигля на водоохлаждаемые конструкции камеры вакуумной дуговой гарнисажной печи. 3 ил.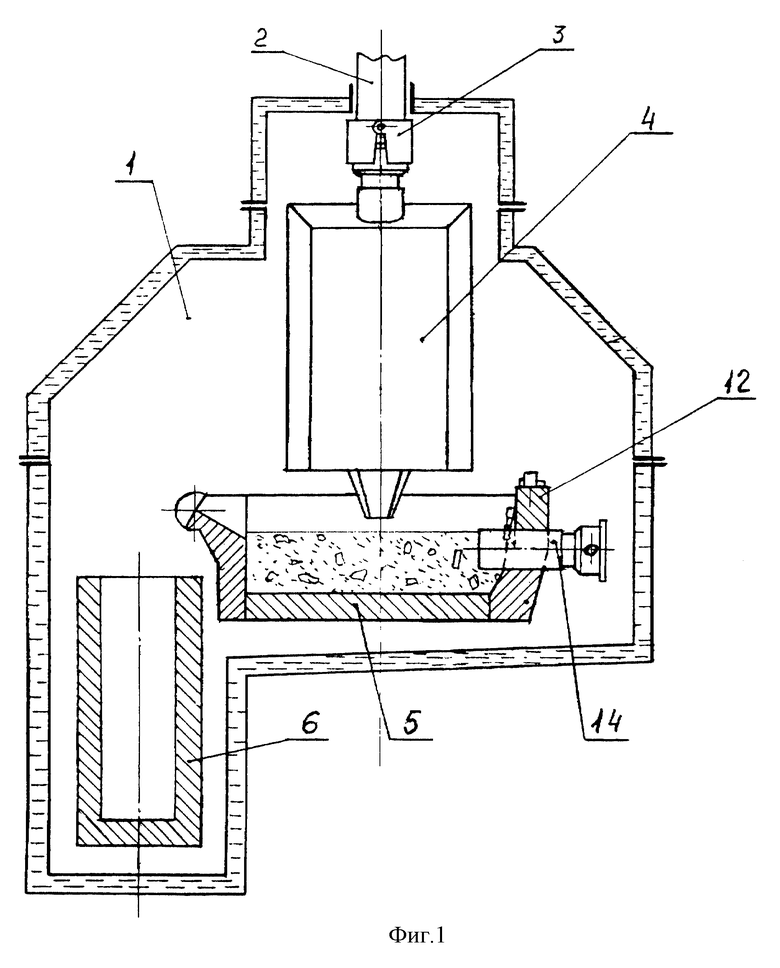
Вакуумная дуговая гарнисажная печь, содержащая вакуумную водоохлаждаемую камеру, электрододержатель, расходуемый электрод-гарнисаж, кристаллизатор, водоохлаждаемый тигель с закладным стержнем и закладной задней стенкой с контрольными термопарами, отличающаяся тем, что задняя закладная стенка выполнена из того же металла, что и переплавляемый металл.
| ПЛАВИЛЬНЫЙ ВОДООХЛАЖДАЕМЫЙ ТИГЕЛЬ | 2000 |
|
RU2166714C1 |
| Электрическая плавильная печь | 1976 |
|
SU595614A1 |
| Устройство для вакуумной дуговой гарниссажной плавки титана и его сплавов | 1971 |
|
SU355873A1 |
| Вакуумная гарниссажная печь для плавки металлов и сплавов | 1974 |
|
SU487289A1 |
| DE 3141312 A1, 07.07.1983 | |||
| Жидкое азотное удобрение и способ его получения | 1983 |
|
SU1279982A1 |
| АНДРЕЕВ А.Л | |||
| и др | |||
| Титановые сплавы | |||
| Плавка и литье титановых сплавов | |||
| - М.: Металлургия, 1994, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
