1
Изобретение относится к области производства биметаллов.
Известен способ изготовления биметаллических труб, включающий совместную формовку двух лент в трубную заготовку с последующей ее деформацией.
Однако при таком способе трудно получить качественный внутренний щов, так как в сварном соединении, выполненном из двухслойного материала участвуют металлы, различные по химическому составу, физическим и механическим свойствами и толщине.
С целью повышения качества труб и прочности соединения по предлагаемому способу боковые кромки ленты обрабатывают так, что после формовки на наружном слое трубной заготовки образуется внутренний продольный паз, при этом ширину плакирующей ленты выбирают такой, что после формовки ее кромки имеют зазор не менее ширины внутреннего продольного паза, который в процессе деформации заполняют плакирующим металлом.
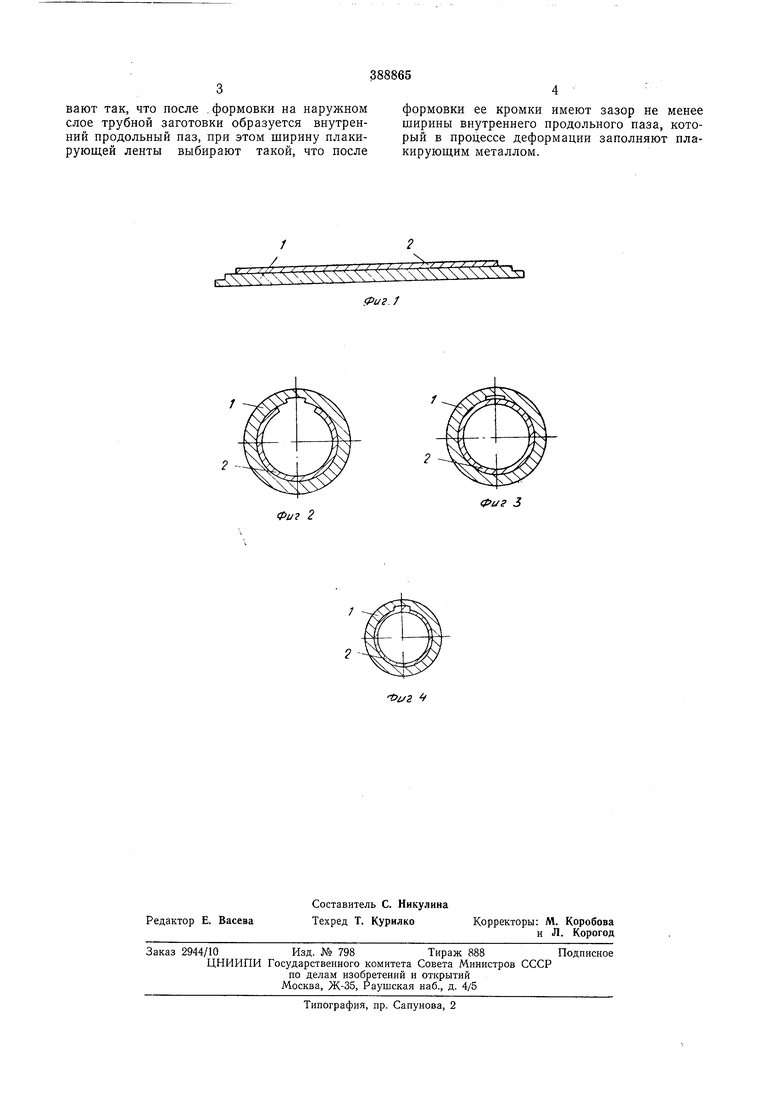
На фиг. 1 изображены ленты из основного и плакирующего металлов, наложенные одна на другую, поперечный разрез; на фиг. 2 - труба, сформованная из лент основного и плакирующего металла, поперечный разрез; на фиг. 3 - то же, после безоправочного волочения; на фиг. 4 - то же, после волочения на оправке.
Контактные поверхности лент из основного и плакирующего металлов зачищают до металлического блеска, затем па ленту / из основного металла, выполненную с уступами, накладывают плакирующую ленту 2, ширина которой меньще ширины ленты из основного металла, и производят их совместную формовку в трубу.
Сформованные кромки наружной ленты соединяют встык, и полученную трубу подвергают безоправочному волочению, при этом наружный диаметр трубы уменьшается, а
кромки внутреннего плакирующего слоя сближаются.
После безоправочного волочения труб их волочат на оправке, в результате чего кромки плакирующей ленты вдавливаются в продольный паз, образуя плотный шов.
Предмет изобретения
Способ изготовления биметаллических труб, включающий совместную формовку двух лент в трубную заготовку с последующей ее деформацией, отличающийся тем, что, с целью новышения качества труб и прочности
соединения, боковые кромки ленты обрабатывают так, что после , формовки на наружном слое трубной заготовки образуется внутренний продольный паз, при этом ширину плакирующей ленты выбирают такой, что после
формовки ее кромки имеют зазор не менее ширины внутреннего продольного паза, который в процессе деформации заполняют плакирующим металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1971 |
|
SU301251A1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТРУБ | 1991 |
|
RU2019344C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ производства биметаллических труб | 1987 |
|
SU1496962A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1983 |
|
SU1100063A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ СЕРЫ | 2013 |
|
RU2547361C2 |
| СПОСОБ БЕЗОПРАВОЧНОГО ВОЛОЧЕНИЯ ТРУБ12 | 1973 |
|
SU405618A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
2 Фи7 2
Фиг 3
