Изобретение относится к производству эластомерных изделий литьем под давлением, в частности резиновых обкладок статоров винтовых героторных гидромашин (винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкостей).
Известна литьевая пресс-форма, содержащая сердечник с винтовыми зубьями, заливочную головку с центральным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением и штифтом, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику корпус, образующий с пресс-формой формовочную полость [1].
В известной конструкции отношение площадей проходных сечений литьевых каналов к площади проходного сечения центрального канала равно 0,8...1,1, а отношение площади проходного сечения литьевого канала к площади проходного сечения впускного канала равно 1,7...2, при этом между сердечником 2 и заливочной головкой 7 предусмотрено соединение штифтом 12.
Недостатком известной конструкции являются большие гидравлические потери при литье резины, неравномерная плотность резины по длине статора, а также низкая точность размеров формуемого профиля обкладки статора вследствие неравномерного давления при заливке и вулканизации резиновой смеси.
Другим недостатком известной конструкции является малый ее ресурс и низкая надежность. Формующий стержень пресс-формы выполнен составным и состоит из сердечника с винтовыми зубьями и заливочной головки, соединенных резьбой. Неизбежность повреждения формообразующей винтовой поверхности сердечника 2 в месте установки штифта 12 с последующей операцией подгонки штифта без уступов (заподлицо) с формообразующей поверхностью сердечника 2 снижает точность изготовления обкладки статора.
Недостатком известной конструкции является также возможность выдавливания штифта 12 давлением резиновой смеси вследствие уменьшения натяга в сердечнике 2 и (или) в заливочной головке 7 из-за периодических воздействий крутящих моментов противоположных направлений: при заливке резины, а также при разборке пресс-формы после вулканизации, когда сердечник 2 вместе с заливочной головкой 7 извлекается из готового статора 1. При заливке резиновой обкладки статора через отверстие для штифта 12 в сердечнике 2 и в заливочной головке 7, а далее во внутреннюю полость сердечника может выдавливаться разогретая резиновая смесь, что требует последующей очистки пресс-формы и шахты пресса от резинового облоя.
Известна пресс-форма для изготовления длинномерных резинометаллических статоров винтовых героторных гидромашин, характеризующаяся тем, что включает сердечник, содержащий центральные и литьевые каналы и многозаходные винтовые зубья, втулки, установленные на сердечнике концентрично с корпусом, образующие заливочную полость с корпусом и сердечником и перекрывающие часть площади проходных сечений литьевых каналов, которые имеют выход в выходной радиус впадины зуба сердечника и в заливочную полость, причем центральные и литьевые каналы выполнены с обеих сторон сердечника, корпус содержит центрирующие сердечник элементы с выполненными в них выходными каналами, а центральные каналы сердечника содержат заглушки [2].
Недостатком известной конструкции является неполная возможность обеспечения равномерной плотности эластомерной обкладки, повышения ее физико-механических характеристик, а также ресурса рабочей пары ротор-обкладка статора винтовой героторной гидромашины.
Это объясняется, например, невозможностью формования эластомера при давлении заливочной резиновой смеси, которое достигается при полном ее заполнении в формовочной полости, вследствие необходимости откручивания гаек 10, 11 для установки заглушек 8, 9 после заливки, из-за чего происходит сброс давления из формовочной полости и не обеспечивается возможность повышения физико-механических свойств эластомера.
Недостатком известной пресс-формы является также возможность образования воздушных включений в средней части резиновой обкладки вследствие того, что процесс заливки осуществляется частями: от литьевых каналов Б1 до выходных каналов Г, заполняя одну часть заливочной полости В и от литьевых каналов Б2 до выходных каналов Г, заполняя вторую часть заливочной полости В.
Наиболее близкой к заявляемому изобретению является пресс-форма для изготовления резинометаллических изделий, содержащая сердечник 1 с винтовыми зубьями, входной 10 и литьевые 11 каналы, выполненные на одной из сторон сердечника, две центрирующие втулки 3, 4, установленные по краям сердечника, перекрывающую втулку 5, установленную на сердечнике 1 со стороны входного 10 и литьевых 11 каналов, а также включающая полый корпус изготавливаемого статора (остов статора), установленный на центрирующих втулках 3 и 4 концентрично сердечнику 1, образующий с втулками 3, 4, 5 и сердечником 1 формовочную полость, а также содержащая контрольный щуп 9, которым проверяют полноту заливки пресс-формы по выдвижению щупа из втулки 4 [3].
В известной конструкции впускные литники 12 расположены между зубьями сердечника 1 и образованы путем перекрытия литьевых каналов 11 с помощью перекрывающей втулки 5, установленной на сердечнике 1, а втулка 5 перекрывает литьевые каналы 11 в пределах от 0,3 до 0,5 их проходной площади, при этом профиль зубьев сердечника описывается уравнениями, учитывающими координаты профиля сердечника пресс-формы, координаты и угол номинального теоретического профиля изделия, радиус окружности впадин изделия, а также соотношения коэффициентов, учитывающих величину усадки резины по диаметру впадин изделия, разницу высот зубьев сердечника пресс-формы и изделия [4].
Недостатком известной конструкции является неполная возможность обеспечения равномерной плотности эластомерной обкладки, повышения ее физико-механических характеристик, например, цикловой выносливости в определенном (узком) диапазоне твердости, а также повышения выхода годных изделий при изготовлении статоров, например, длиной 6 метров. Это объясняется, например, отсутствием возможности формования эластомера под давлением, которое достигается при заполнении формовочной полости, вследствие сброса этого давления через центральный заливочный канал после заливки, а также вследствие повышенных потерь давления на выходе из литьевых каналов точечными впускными литниками, меньшими по площади, чем площадь литьевых каналов, а также вследствие отрыва литников (с нарушением целостности краев) вулканизованной эластомерной обкладки при разборке пресс-формы.
Техническая задача, на решение которой направлено изобретение, является обеспечение равномерной плотности эластомерной обкладки, повышение ее физико-механических характеристик, например цикловой выносливости в определенном (узком) диапазоне твердости, а также повышение выхода годных изделий при изготовлении длинномерных статоров, например, длиной 6 метров, за счет снижения потерь давления при прохождении разогретого эластомера через литьевые фильеры, формования эластомера под давлением, которое достигается при полном его заполнении в формовочной полости, а также за счет устранения отрыва литников вулканизованной эластомерной обкладки при разборке пресс-формы.
Сущность технического решения заключается в том, что в пресс-форме для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащей сердечник с многозаходными винтовыми зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, и две гайки, установленные на резьбовых хвостовиках по краям сердечника, а также включающей полый корпус изготавливаемого статора, установленный на центрирующих втулках концентрично сердечнику, образующий с втулками и сердечником формовочную полость, согласно изобретению, центрирующая втулка, расположенная со стороны входного и литьевых каналов сердечника, выполнена с литьевыми фильерами, являющимися продолжением литьевых каналов сердечника, число литьевых фильер центрирующей втулки равно числу литьевых каналов сердечника, при этом центрирующая втулка, расположенная со стороны входного и литьевых каналов сердечника, установлена с возможностью поворота и перекрытия литьевых фильер после заливки эластомерной обкладки.
В центрирующей втулке выполнены, по меньшей мере, один продольный сквозной и один окружной тупиковый пазы, соединенные между собой, а в сердечнике, соответственно, установлен, по меньшей мере, один фиксатор, при контакте стенки окружного тупикового паза, с которым центрирующая втулка через литьевые фильеры соединяет литьевые каналы сердечника с формовочной полостью или перекрывает их.
Окружное направление витков резьбы в резьбовом хвостовике сердечника со стороны входного и литьевых каналов совпадает с окружным направлением его многозаходных винтовых зубьев.
Площадь поперечного сечения каждой литьевой фильеры центрирующей втулки равна площади поперечного сечения соответствующего литьевого канала сердечника.
Выполнение пресс-формы таким образом, что центрирующая втулка, расположенная со стороны входного и литьевых каналов сердечника, выполнена с литьевыми фильерами, являющимися продолжением литьевых каналов сердечника, число литьевых фильер центрирующей втулки равно числу литьевых каналов сердечника, при этом центрирующая втулка, расположенная со стороны входного и литьевых каналов сердечника, установлена с возможностью поворота и перекрытия литьевых фильер после заливки эластомерной обкладки, обеспечивает равномерную плотность эластомерной обкладки, повышает ее физико-механические характеристики, например цикловую выносливость в определенном (узком) диапазоне твердости, а также повышает выход годных изделий при изготовлении длинномерных статоров, например, длиной 6 метров, за счет формования эластомера под давлением, которое достигается при полном его заполнении в формовочной полости, а также за счет устранения отрыва литников (с нарушением целостности краев) вулканизованной эластомерной обкладки при разборке пресс-формы.
Выполнение пресс-формы таким образом, что в центрирующей втулке содержится, по меньшей мере, один продольный сквозной и один окружной тупикового пазы, соединенные между собой, а в сердечнике, соответственно, установлен, по меньшей мере, один фиксатор, при контакте стенки окружного тупикового паза с которым центрирующая втулка через литьевые фильеры соединяет литьевые каналы сердечника с формовочной полостью или перекрывает их, обеспечивает технологические преимущества: быстрое перекрытие литьевых фильер центрирующей втулки с формовочной полостью, а вследствие этого, возможность формования эластомера под давлением, которое достигается при полном заполнении формовочной полости.
Выполнение пресс-формы таким образом, что окружное направление витков резьбы в резьбовом хвостовике сердечника со стороны входного и литьевых каналов совпадает с окружным направлением его многозаходных винтовых зубьев, предотвращает возможность ослабления момента затяжки гайки, а также последующего раскрепления этого резьбового соединения вследствие того, что действующий на винтовые зубья сердечника крутящий момент от давления эластомера при его заливке увеличивает момент затяжки гайки, установленной на резьбовом хвостовике со стороны входного и литьевых каналов.
Выполнение пресс-формы таким образом, что площадь поперечного сечения каждой литьевой фильеры центрирующей втулки равна площади поперечного сечения соответствующего литьевого канала сердечника, уменьшает потери давления, повышает точность выходных сечений литьевых каналов сердечника и литьевых фильер центрирующей втулки, не нарушает межмолекулярные связи в материале разогретого эластомера в литьевых каналах и литьевых фильерах, повышает равномерность скоростей и давлений потоков эластомера (упруго-вязкой жидкости), заполняющих пресс-форму.
На фиг.1 изображен общий вид пресс-формы в продольном разрезе.
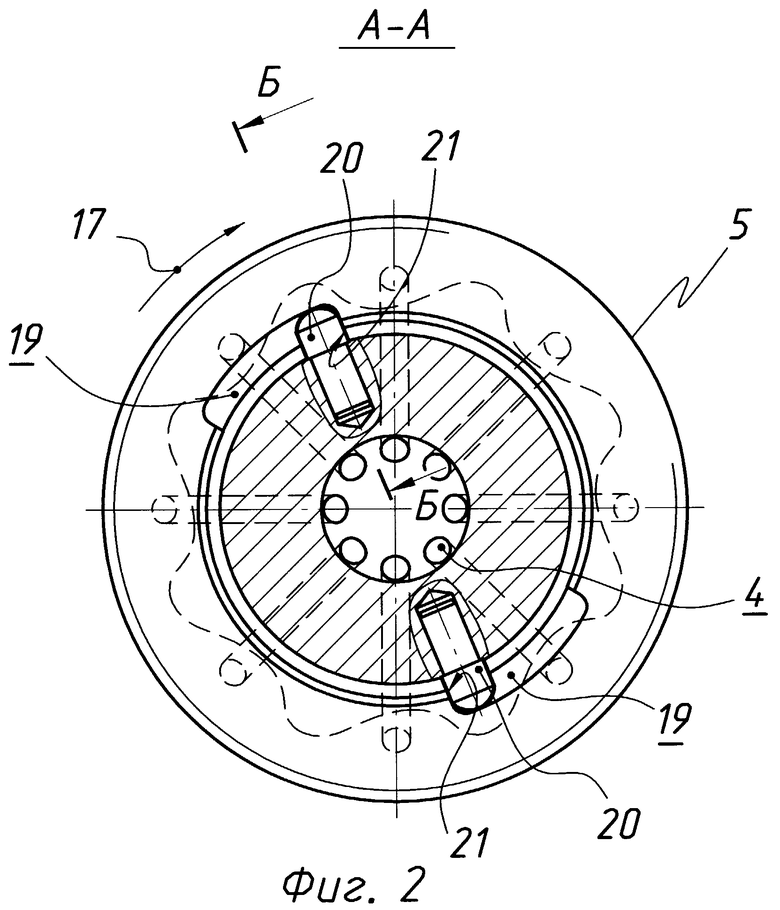
На фиг.2 изображен разрез А-А на фиг.1 поперек сердечника, перед центрирующей втулкой, в положении "открыто" для эластомера.
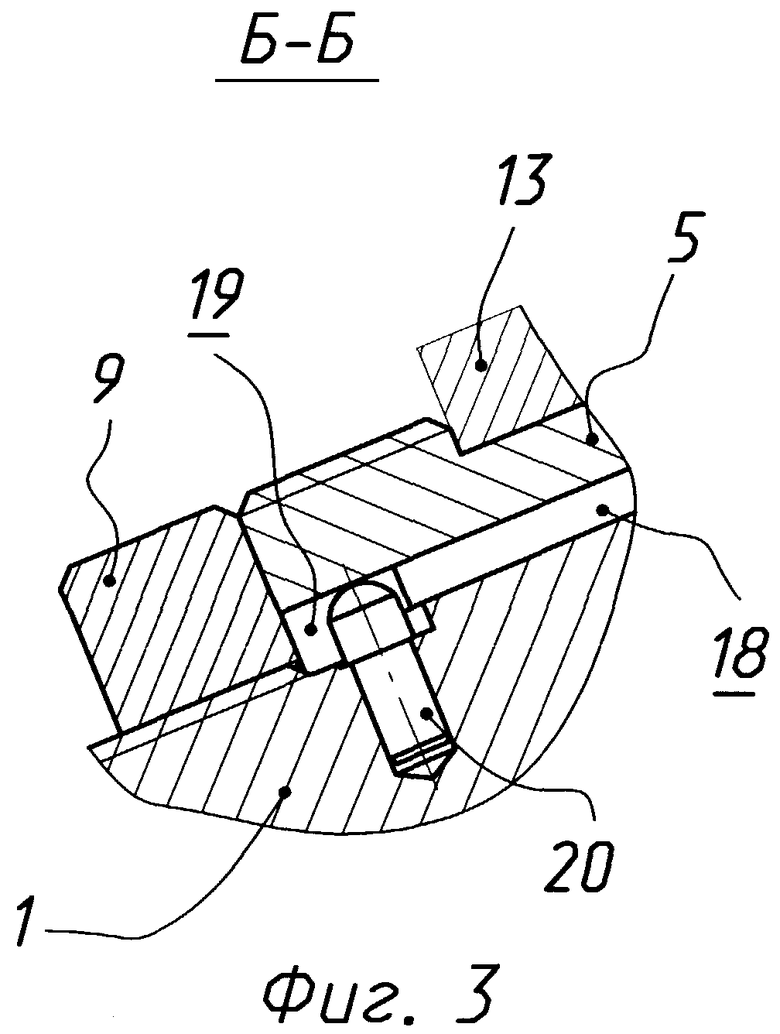
На фиг.3 изображен разрез Б-Б на фиг.2 вдоль продольного сквозного паза и одного из фиксаторов.
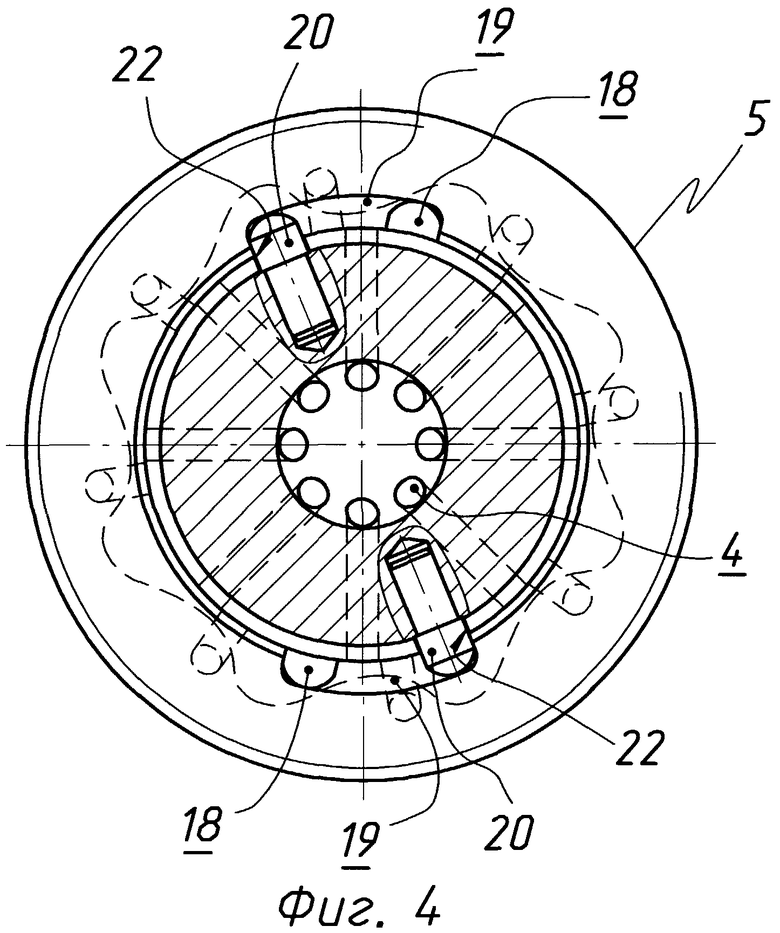
На фиг.4 изображен разрез А-А на фиг.1 поперек сердечника, перед центрирующей втулкой, в положении "закрыто" для эластомера.
Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины содержит сердечник 1 с многозаходными винтовыми зубьями 2, входной канал 3 и литьевые каналы 4, выполненные на одной из сторон сердечника 1, две центрирующие втулки 5 и 6, установленные по краям, соответственно, 7 и 8 сердечника 1, и две гайки 9 и 10, установленные на резьбовых хвостовиках, соответственно, 11 и 12 по краям 7 и 8 сердечника 1, а также включающая полый корпус 13 изготавливаемого статора, установленный на центрирующих втулках 5 и 6 концентрично сердечнику 1, образующий с втулками 5, 6 и сердечником 1 формовочную полость 14, показано на фиг.1
Центрирующая втулка 5, расположенная со стороны входного канала 3 и литьевых каналов 4 сердечника 1, выполнена с литьевыми фильерами 15, являющимися продолжением литьевых каналов 4 сердечника 1, число литьевых фильер 15 центрирующей втулки 5 равно числу литьевых каналов 4 сердечника 1, при этом центрирующая втулка 5, расположенная со стороны входного канала 3 и литьевых каналов 4 сердечника 1, установлена по поверхности 16, выполненной, например, в форме конуса, с возможностью поворота в направлении 17 и перекрытия литьевых фильер 15 втулки 5 после заливки эластомерной обкладки, показано на фиг.1, 2.
В центрирующей втулке 5 выполнено два продольных сквозных паза 18, каждый из которых соединен с окружными тупиковыми пазами 19, а в сердечнике 1, соответственно, установлены два фиксатора 20, при контакте стенок 21 окружных тупиковых пазов 19 с которыми центрирующая втулка 5 через литьевые фильеры 15 соединяет литьевые каналы 4 сердечника 1 с формовочной полостью 14, в положении "открыто" для эластомера, показано на фиг.1, 2, 3.
При контакте стенок 22 окружных тупиковых пазов 19 с фиксаторами 20, центрирующая втулка 5 внутренней поверхностью 16 перекрывает литьевые каналы 4 сердечника 1 относительно литьевых фильер 15, в положении "закрыто" для эластомера, показано на фиг.1, 4.
Окружное направление витков резьбы, например, левое, в резьбовом хвостовике 11 сердечника 1 со стороны входного 3 и литьевых 4 каналов совпадает с окружным направлением, например, левым, его многозаходных винтовых зубьев 2, показано на фиг.1.
Площадь поперечного сечения каждой литьевой фильеры 15 центрирующей втулки 5 равна площади поперечного сечения соответствующего литьевого канала 4 сердечника 1, показано на фиг.1.
Кроме того, на фиг.1 показано: поз.23 - отверстия, которыми осуществляют поворот и перекрытие литьевых фильер 15 центрирующей втулки 5 после заливки эластомерной обкладки; поз.24 и 25 - упорные торцы винтовых зубьев 2 сердечника 1; поз.26 и 27 - формообразующие торцы центрирующих втулок 5 и, соответственно, 6: поз.28 - гайка опорная.
Ниже представлен наиболее предпочтительный вариант изготовления эластомерной обкладки статора винтового забойного двигателя длиной 6 метров с горизонтальной установкой пресс-формы.
Пресс-форма для изготовления эластомерной обкладки статора используется следующим образом. Устанавливают сердечник 1, собранный с центрирующей втулкой 5 и гайкой 9, внутрь полого корпуса 13 изготавливаемого статора, устанавливают центрирующую втулку 6 и затягивают гайку 10, обеспечивая контакт упорных торцов 24 и 25 винтовых зубьев 2 сердечника 1 с формообразующими торцами 26 и 27 центрирующих втулок 5, 6. Пресс-форму при помощи гайки опорной 28 устанавливают на литьевой пресс. При заливке резиновой обкладки статора в литьевой камере пресса развивается давление до 330 МПа, применяется резина ИРП-1226-5. Разогретая упруго-вязкая резиновая смесь поступает через входной канал 3, литьевые каналы 4 сердечника 1 в литьевые фильеры 15 центрирующей втулки 5, а на выходе из литьевых фильер 15 резиновая смесь расширяется во впадинах многозаходных винтовых зубьев 2 сердечника 1 и формируется торцом 26 центрирующей втулки 5. Фронтовая часть резиновой смеси заполняется винтовыми потоками в формовочной полости 14, формируемыми торцом 26 центрирующей втулки 5, расположенным в месте выхода литьевых фильер 15 с равномерной эпюрой давлений по всей длине сердечника 1 до упора в формообразующий торец 27 центрирующей втулки 6 на противоположном краю 8 сердечника 1. При движении потоков резиновой смеси происходит полное заполнение формующей полости 14, а воздух из формовочной полости 14 выдавливается через суфлирующие каналы (выпоры) в центрирующей втулке 6, на фиг. не показанные, при этом время заливки составляет от 15 до 25 мин. После заполнения формующей полости 14 ослабляют гайку 9 и поворачивают за отверстия 23 центрирующую втулку 5 в направлении 17 для перекрытия литьевых фильер 15, затем снова затягивают гайку 9. Затем пресс-форму снимают с пресса, а вулканизацию проводят в автоклаве. При этом обеспечивается формование эластомера под давлением, которое достигается при полном его заполнении в формовочной полости и равномерной плотности эластомерной обкладки. После этого производят разборку пресс-формы и извлечение в специальной оснастке сердечника 1 из корпуса статора 13 с отформованной со спиральными многозаходными зубьями эластомерной обкладкой, при этом устраняется отрыв литников вулканизованной эластомерной обкладки при разборке пресс-формы.
Источники информации
1. SU 1220251 А3, В 29 С 35/02, В 29 С 45/14, В 29 С 45/27, 2000.06.10.
2. RU 2224651 С1, В 29 С 45/26, В 29 D 23/00, 2004.02.27.
3. Коротаев Ю.А. и др. Многозаходные винтовые забойные двигатели для бурения и капитального ремонта скважин. Москва. ОАО "ВНИИОЭНГ", 2002, с.35, рис.11. - прототип.
4. SU 1193923 А3, В 29 С 33/00, В 29 С 45/00, В 29 L 31/00, 2000.05.27.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2284912C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОМЕТАЛЛИЧЕСКИХ СТАТОРОВ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2003 |
|
RU2224651C1 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283416C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
| Винтовая героторная гидромашина | 2019 |
|
RU2716625C1 |
Изобретение относится к пресс-формам для производства эластомерных изделий литьем под давлением, в частности, резиновых обкладок статоров винтовых героторных гидромашин. Пресс-форма содержит сердечник 1 с многозаходными винтовыми зубьями 2, входной канал 3 и литьевые каналы 4, выполненные на одной из сторон сердечника 1, две центрирующие втулки 5 и 6, установленные по краям сердечника, и две гайки 9 и 10, установленные на резьбовых хвостовиках по краям сердечника, а также включает полый корпус 13 изготавливаемого статора, установленный на центрирующих втулках концентрично сердечнику 1, образующий с втулками и сердечником 1 формовочную полость 14. Центрирующая втулка, расположенная со стороны входного канала и литьевых каналов сердечника, выполнена с литьевыми фильерами 15, являющимися продолжением литьевых каналов сердечника. В центрирующей втулке выполнено два продольных сквозных паза, каждый из которых соединен с окружными тупиковыми пазами, а в сердечнике установлены два фиксатора, при контакте стенок окружных тупиковых пазов с которыми центрирующая втулка через литьевые фильеры соединяет или разъединяет литьевые каналы сердечника с формовочной полостью. Технический результат - обеспечение равномерной плотности эластомерной обкладки, повышение ее физико-механических характеристик, повышение выхода годных изделий. 3 з.п. ф-лы, 4 ил.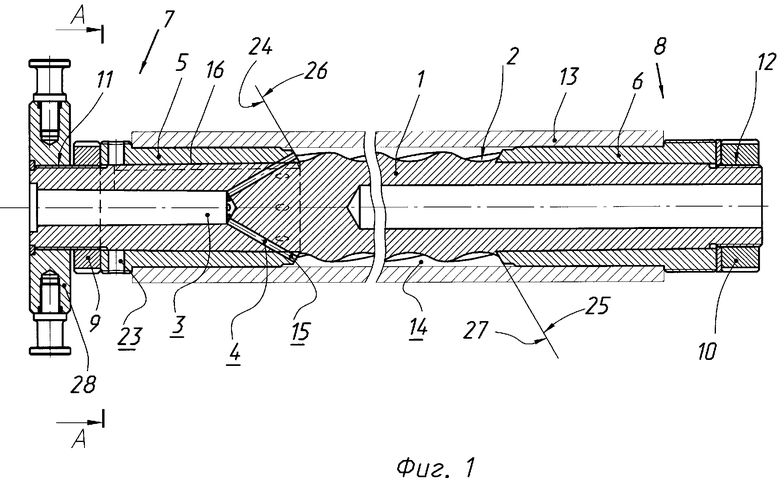
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОМЕТАЛЛИЧЕСКИХ СТАТОРОВ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2003 |
|
RU2224651C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| US 2005046082 A1, 03.03.2005. | |||

