Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления методом литьевого прессования резинометаллических статоров винтовых героторных гидромашин (винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкости).
Известна литьевая пресс-форма для изготовления резинометаллических статоров винтовых забойных двигателей (патент РФ 1220251, МКИ6 В 29 С 35/02, 45/14, 45/27 // B 29 L 31/08), содержащая концентрично установленные и образующие заливочную полость корпус и сердечник с многозаходными винтовыми зубьями и заливочной головкой, в которой выполнен центральный канал и литьевые каналы, оканчивающиеся точечными впускными каналами.
Недостатком известной пресс-формы является невозможность изготовления длинномерных статоров из-за низкой текучести резины.
Другим недостатком известной пресс-формы является низкое качество формируемого профиля статора в связи с образованием небольшого облоя от точечных впускных каналов.
Другим недостатком данной пресс-формы является низкая точность размеров формуемого профиля статора из-за прогиба сердечника внутри корпуса пресс-формы, а также из-за вытекания резины после заливки через центральный и литьевые каналы.
Другим недостатком известной литьевой пресс-формы является низкая долговечность. Формующий стержень пресс-формы выполнен несплошным и состоит из заливочной головки и сердечника, соединенных между собой, например, резьбой. При разборке такой пресс-формы после заливки резиновой смеси возникают большие усилия, что может вызвать поломку заливочной головки или сердечника в месте соединения.
Задачей настоящего изобретения является создание пресс-формы, в конструкции которой устранены указанные недостатки и которая позволяет изготовлять длинномерные статора винтовых героторных гидромашин.
Другой задачей является повышение точности радиальных размеров и прямолинейности формуемого профиля статора.
Указанные задачи решаются тем, что предлагаемая литьевая пресс-форма для изготовления длинномерных резинометаллических статоров винтовых героторных гидромашин согласно изобретению включает сердечник, содержащий центральные и литьевые каналы и многозаходные винтовые зубья, втулки, установленные на сердечнике концентрично с корпусом, образующие заливочную полость с корпусом и сердечником и перекрывающие часть площади проходных сечений литьевых каналов, которые имеют выход в выходной радиус впадины зуба сердечника и в заливочную полость, причем центральные и литьевые каналы выполнены с обеих сторон сердечника, а корпус содержит центрирующие сердечник элементы с выполненными в них выходными каналами.
Другим отличием является то, что центральные каналы сердечника содержат заглушки.
Благодаря выполнению центральных и литьевых каналов с обеих сторон сердечника, заливка статора происходит с обеих сторон пресс-формы, причем с каждой стороны статор заливается не на всю длину заливочной полости, а на часть длины (от литьевых до выходных каналов). Это позволяет заливать длинномерные статоры за счет уменьшения длины заливаемой от литьевых до выходных каналов полости.
Центрирующие сердечник элементы, установленные в корпусе, обеспечивают прямолинейность сердечника, не допуская его прогиба.
Выходные каналы, выполненные в центрирующих элементах, обеспечивают выход резины при заливке, а также служат для контроля за процессом заливки.
Заглушки, установленные в центральных каналах после заливки, препятствуют вытеканию резины после заливки, обеспечивая постоянство диаметральных размеров.
На фиг.1 показан общий вид литьевой пресс-формы в продольном разрезе;
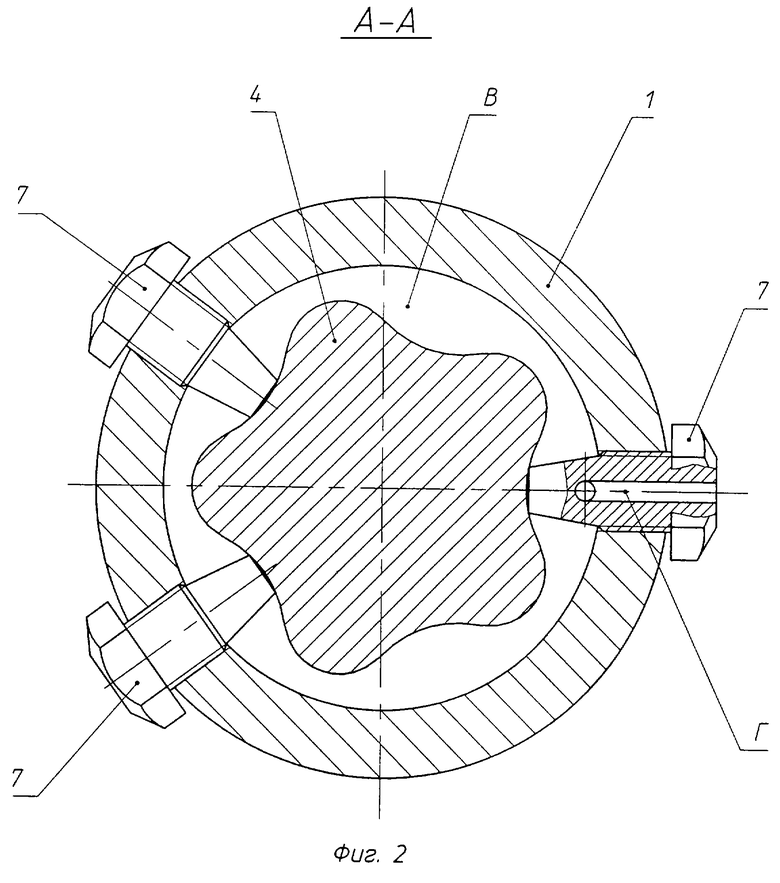
на фиг. 2 показан поперечный разрез литьевой пресс-формы в увеличенном масштабе в месте расположения центрирующих элементов (сечение А-А на фиг.1).
Литьевая пресс-форма для изготовления длинномерных резинометаллических статоров (фиг.1 и 2) содержит корпус 1, являющийся остовом статора, втулки 2 и 3, установленные концентрично с корпусом 1, сердечник 4 с центральными верхним и нижним A1 и А2 и литьевыми Б1 и Б2 каналами и многозаходными винтовыми зубьями. Втулки 2 и 3 перекрывают часть площади проходных сечений литьевых каналов Б1 и Б2, образуя отсекающий элемент. Сердечник 4 установлен и зафиксирован в корпусе 1, втулках 2 и 3 посредством, например, гаек 5 и 6, образуя заливочную полость В.
Корпус 1 содержит центрирующие элементы 7 с выходными отверстиями Г.
Центральные каналы А1 и А2 сердечника 4 содержат заглушки 8 и 9, зафиксированные на сердечнике 4, например, гайками 10 и 11.
Литьевая пресс-форма для изготовления длинномерных резинометаллических статоров работает следующим образом.
На сердечник 4 монтируется втулка 2 и фиксируется гайкой 5. Собранный таким образом сердечник вводится в корпус 1. На противоположный конец сердечника устанавливается втулка 3, которая фиксируется гайкой 6. Во избежание прогиба сердечника 4 во время заливки в корпусе 1 установлены центрирующие элементы 7 с выходными отверстиями Г.
Литьевая пресс-форма устанавливается на стол литьевого пресса (на чертеже не показан). Через центральные A1 и А2 и литьевые Б1 и Б2 каналы разогретая резиновая смесь подается под давлением в заливочную полость В между корпусом 1 и сердечником 4.
После заливки в центральные каналы A1 и A2 устанавливаются заглушки 8 и 9, которые фиксируются гайками 10 и 11.
Разборка пресс-формы осуществляется следующим образом. Удаляются гайки 10 и 11, заглушки 8 и 9, гайки 5 и 6. Пресс-форма устанавливается на протяжной станок. Корпус 1 фиксируется, а сердечник 1 вытягивается. Затем удаляются втулки 2 и 3.
Особенностью работы предлагаемой пресс-формы является то, что процесс заливки осуществляется не на всю длину статора, а частями: от литьевых Б1 до выходных Г каналов, заполняя одну часть заливочной полости В и от литьевых Б2 до выходных Г каналов, заполняя вторую часть заливочной полости В. Это позволяет заливать длинномерные статоры за счет уменьшения длины заливаемой от литьевых Б1 и Б2 до выходных Г каналов полости.
Центрирующие сердечник элементы 7, установленные в корпусе 1, обеспечивают прямолинейность сердечника 4, не допуская его прогиба, а выходные каналы Г, выполненные в центрирующих элементах 7, обеспечивают выход резины при заливке, а также служат для контроля за процессом заливки.
Заглушки 8 и 9, установленные на сердечник 4 после заливки, препятствуют вытеканию резиновой смеси после заливки, что способствует сохранению размеров получаемого профиля.
Таким образом, предложенная литьевая пресс-форма для изготовления длинномерных резинометаллических статоров позволяет заливать длинномерные резинометаллические статора и повысить точность радиальных размеров и прямолинейность формуемого профиля статора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2284912C1 |
| Винтовая гидромашина с упрочнением зубьев статора металлокордом, размещенным внутри упругоэластичного материала зубьев, пресс-форма (варианты) и способ (варианты) для изготовления статора | 2022 |
|
RU2814994C1 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285823C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283442C1 |
Литьевая пресс-форма для изготовления методом литьевого прессования резинометаллических статоров винтовых героторных гидромашин. Концентрично с корпусом 1 установлены втулки 2 и 3, сердечник 4 с центральным верхним и нижним А1 и А2 и литьевыми Б1 и Б2 каналами и многозаходными винтовыми зубьями. Втулки 2 и 3 установлены с возможностью перекрытия части площади проходных сечений литьевых каналов Б1, Б2. Литьевые каналы имеют выход в выходной радиус впадины зуба сердечника и в заливочную полость. Центральные литьевые каналы А1, А2 выполнены с обеих сторон сердечника 4. Корпус 1 содержит центрирующие сердечник 4 элементы с выполненными в них выходными каналами Г. Центральные каналы А1, А2 сердечника 4 содержат заглушки 8, 9. Технический результат заключается в повышении точности радиальных размеров, повышении точности формуемого профиля статора и в возможности изготавливать длинномерные статоры. 1 з.п.ф-лы, 2 ил.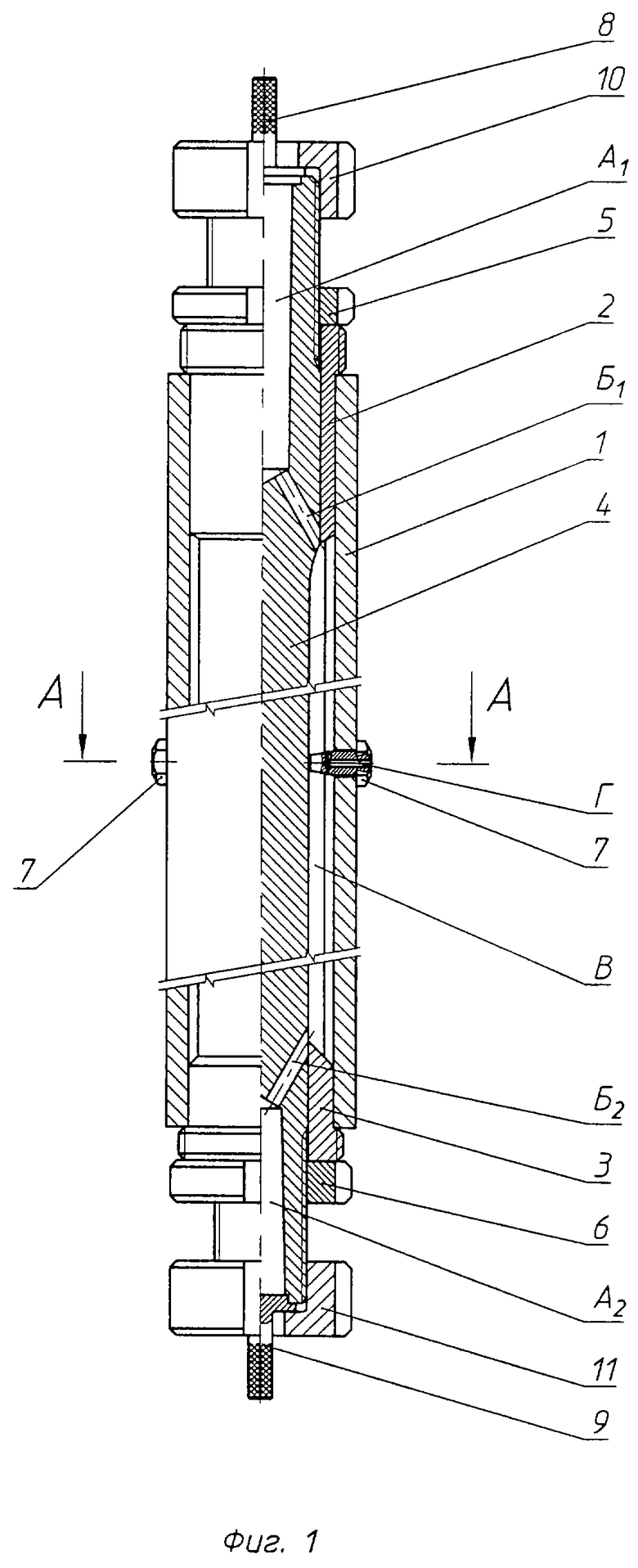
| SU 1220251 A, 10.06.2000 | |||
| Литьева форма | 1973 |
|
SU468792A1 |
| КОРОПАЛЬЦЕВ Н.В | |||
| и др | |||
| Производство резиновых изделий методом литья под давлением | |||
| - Л., 1959, с.11. | |||

