Изобретение относится к производству резиновых технических изделий методом литья под давлением, в частности резиновых обкладок статоров винтовых героторных гидромашин (винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкостей).
Известна пресс-форма для заливки статора, содержащая сердечник с многозаходными винтовыми зубьями, заливочную головку с центральным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику полый корпус, образующий с пресс-формой формовочную полость [1].
Недостатком известной конструкции является возможность ослабления момента затяжки, а также последующего раскрепления резьбового соединения между сердечником и заливочной головкой, что объясняется образованием крутящего момента при заливке резины, а также при разборке пресс-формы после вулканизации, когда сердечник вместе с заливочной головкой извлекается из готового статора. Крутящий момент возникает на винтовых многозаходных зубьях сердечника и действует при заливке и при разборке в противоположных направлениях. Это требует последующей затяжки резьбового соединения после каждой вулканизации в специальной оснастке, что приводит к износу места соединения между сердечником и заливочной головкой. Кроме того, резиновая смесь проникает в образовавшиеся зазоры между сердечником и заливочной головкой, а также в резьбовое соединение, образуя резиновый облой. При разборке пресс-формы это приводит к браку, по существу к отрыву части края резиновой обкладки статора со стороны заливочной головки, повышает трудоемкость очистки от резинового облоя пресс-формы и готового статора.
Наиболее близкой к заявляемому изобретению является пресс-форма для изготовления резиновой обкладки статора винтовой героторной гидромашины, содержащая сердечник с многозаходными винтовыми зубьями, заливочную головку с центральным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением и штифтом, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику корпус, образующий с пресс-формой формовочную полость [2].
В известной конструкции между сердечником 2 и заливочной головкой 7 предусмотрено соединение штифтом 12, по существу, с повреждением формообразующей винтовой поверхности сердечника 2 в месте установки штифта 12.
Недостатком известной конструкции является неизбежность повреждения формообразующей винтовой поверхности сердечника 2 в месте установки штифта 12 с последующей операцией подгонки штифта без уступов (заподлицо) с формообразующей поверхностью сердечника 2, что снижает точность изготовления обкладки статора. Кроме того, при нанесении хромового покрытия на формообразующую винтовую поверхность сердечника 2 возникают повреждения покрытия в местах перехода поверхностей штифта и сердечника, что может вызывать отслоения хромового покрытия.
Другим недостатком известной конструкции является возможность выдавливания штифта 12 давлением формовочной резиновой смеси вследствие уменьшения натяга в сердечнике 2 и (или) в заливочной головке 7 из-за периодических воздействий крутящих моментов противоположных направлений при заливке резины, а также при разборке пресс-формы после вулканизации, когда сердечник 2 вместе с заливочной головкой 7 извлекается из готового статора 1. При заливке резиновой обкладки статора развивается давление до 300 МПа, при этом через отверстие для штифта 12 в сердечнике 2 и в заливочной головке 7, а далее во внутреннюю полость сердечника может выдавливаться разогретая резиновая смесь, что требует последующей очистки от резинового облоя пресс-формы и шахты пресса.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение надежности и ресурса пресс-формы, а также точности и качества изготовления резиновой обкладки статора винтовой героторной гидромашины путем установки в пресс-форму фиксатора, расположенного внутри сердечника и заливочной головки, соединенного устройствами для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой.
Другой технической задачей является возможность снижения трудоемкости очистки пресс-формы и изготавливаемого статора от резинового облоя за счет выполнения формообразующей винтовой поверхности сердечника цельной, без повреждения, предотвращения выдавливания штифта разогретой резиновой смесью и исключения возможности безвозвратных потерь резиновой смеси (через отверстие для этого штифта) во внутреннюю полость пресс-формы и в шахту пресса за счет расположения обоих торцов штифта в формовочной полости.
Сущность технического решения заключается в том, что пресс-форма для изготовления резиновой обкладки статора винтовой героторной гидромашины, содержащая сердечник с многозаходными винтовыми зубьями, заливочную головку с входным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику полый корпус изготавливаемого статора, образующий с пресс-формой формовочную полость, согласно изобретению, содержит фиксатор, расположенный внутри сердечника и заливочной головки, соединенный устройствами для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой. Устройства для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой выполнены соответственно в виде роликов, установленных в продольных пазах фиксатора и сердечника, и в виде штифта, расположенного между литьевыми каналами заливочной головки.
Выполнение пресс-формы таким образом, что она содержит фиксатор, расположенный внутри сердечника и заливочной головки, соединенный устройствами для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой, повышает ее надежность и ресурс, а также точность и качество изготовления резиновых обкладок статоров героторных гидромашин за счет выполнения формообразующей винтовой поверхности сердечника без повреждения, предотвращения возможности ослабления момента затяжки и последующего раскрепления резьбового соединения между сердечником и заливочной головкой, а также исключения возможности безвозвратных потерь резиновой смеси (через отверстие для штифта) во внутреннюю полость пресс-формы и в шахту пресса за счет расположения обоих торцов штифта в формовочной полости.
Выполнение в пресс-форме устройства для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой соответственно в виде роликов, установленных в продольных пазах фиксатора и сердечника, и в виде штифта, расположенного между литьевыми каналами заливочной головки, позволяет выполнить формообразующую винтовую поверхность сердечника без повреждения, повышает ремонтопригодность пресс-формы, а также исключает возможность безвозвратных потерь разогретой резиновой смеси, что снижает трудоемкость очистки пресс-формы и готового статора от резинового облоя.
На фиг.1 изображен общий вид пресс-формы в продольном разрезе.
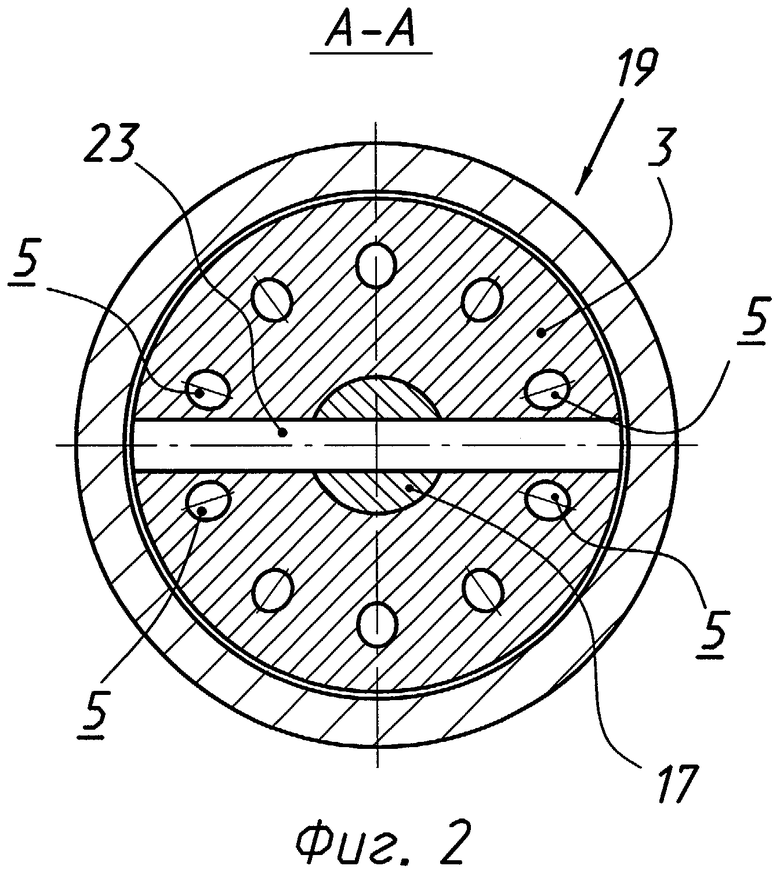
На фиг.2 изображен разрез А-А на фиг.1.
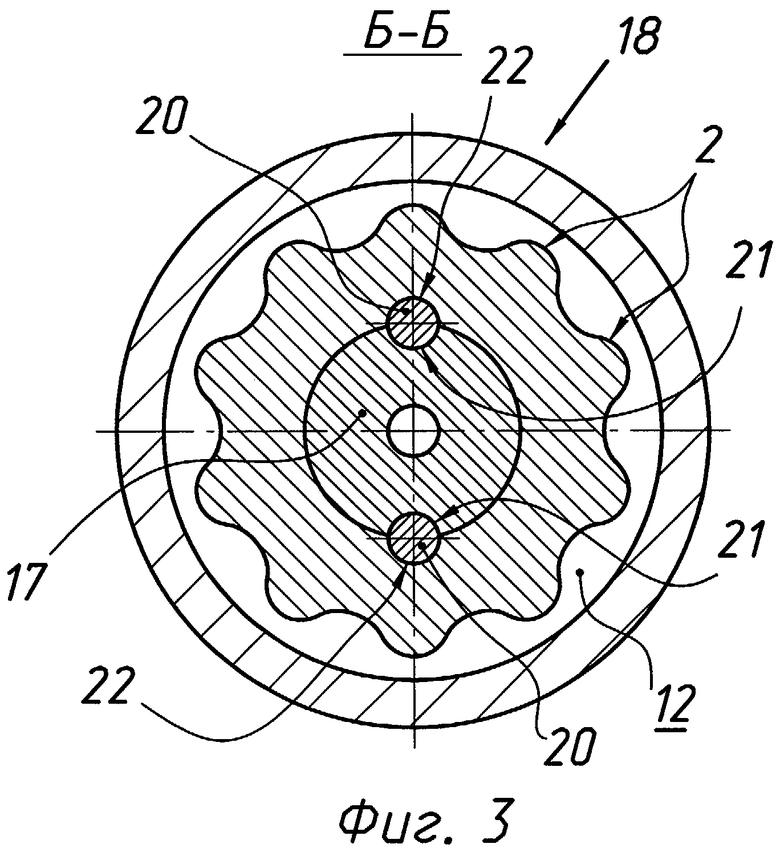
На фиг.3 изображен разрез Б-Б на фиг.1.
Пресс-форма для изготовления резиновой обкладки статора содержит сердечник 1 с многозаходными винтовыми зубьями 2, заливочную головку 3 с входным (центральным) каналом 4, соединенным с литьевыми каналами 5, выходящими на формообразующий торец 6 между зубьями 2 сердечника 1, скрепленную с сердечником 1 резьбовым соединением 7, и две втулки 8, 9, одна из которых поз. 8 установлена на заливочной головке 3, другая, поз. 9 - на противоположной от заливочной головки 3 стороне 10 сердечника 1, а также установленный на втулках 8, 9 концентрично сердечнику 1 полый корпус 11 изготавливаемого статора, образующий с пресс-формой формовочную полость 12, изображено на фиг.1.
Втулка 9 закреплена резьбовой гайкой 13 со стороны 10 сердечника 1, втулка 8 закреплена резьбовой гайкой 14 на резьбе 15 заливочной головки 3, при этом поз. 16 - гайка опорная, также закреплена на резьбе 15 заливочной головки 3, изображено на фиг.1.
Пресс-форма для изготовления резиновой обкладки статора содержит фиксатор 17, расположенный внутри сердечника 1 и заливочной головки 3, соединенный устройством 18 для восприятия крутящего момента между фиксатором 17 и сердечником 1, а также соединенный устройством 19 для восприятия крутящего момента между фиксатором 17 и заливочной головкой 3, изображено на фиг.1, 2, 3. Устройство 18 для восприятия крутящего момента между фиксатором 17 и сердечником 1 выполнено в виде роликов 20, установленных в продольных пазах 21 фиксатора 17 и в продольных пазах 22 сердечника 1, изображено на фиг.1, 3. Устройство 19 для восприятия крутящего момента между фиксатором 17 и заливочной головкой 3 выполнено в виде штифта 23, расположенного между литьевыми каналами 5 заливочной головки 3, изображено на фиг.1, 2.
Пресс-форма для изготовления резиновой обкладки статора работает следующим образом.
Устанавливают на втулках 8, 9 концентрично сердечнику 1 полый корпус 11 изготавливаемого статора, затягивают гайки 13, 14 и образуют с пресс-формой формовочную полость 12. Пресс-форму при помощи гайки опорной 16 устанавливают на литьевой пресс. При заливке резиновой обкладки статора развивается давление до 300 МПа, применяется резина ИРП-1226. Разогретая резиновая смесь поступает через входной (центральный) канал 4, соединенный с литьевыми каналами 5, выходящими на формообразующий торец 6 между зубьями 2 сердечника 1 в формовочную полость 12. Время заливки составляет от 10 до 15 мин. Затем пресс-форму снимают с пресса, а вулканизацию проводят в автоклаве. После этого производят вытягивание из пресс-формы в специальной оснастке сердечника 1, зажатого в корпусе 11 отформованной со спиральными многозаходными зубьями резиновой обкладкой. При этом резьбовое соединение 7 сердечника 1 относительно заливочной головки 3 не нагружается возникающим моментом сопротивления при вытягивании сердечника 1 из пресс-формы, зажатого в корпусе 11 отформованной со спиральными многозаходными зубьями резиновой обкладкой, а демпфируется устройством 18 для восприятия крутящего момента между фиксатором 17 и сердечником 1, выполненным в виде роликов 20, установленных в продольных пазах 21 фиксатора 17 и в продольных пазах 22 сердечника 1, а также устройством 19 для восприятия крутящего момента между заливочной головкой 3 и фиксатором 17, выполненным в виде штифта 23, расположенного между литьевыми каналами 5 заливочной головки 3. При этом давление формовочной смеси действует на штифт 23 равномерно с обоих его торцов, что предотвращает выдавливание штифта разогретой резиновой смесью и возможность безвозвратных потерь резиновой смеси (через отверстие для штифта) во внутреннюю полость пресс-формы и в шахту пресса.
Источники информации
1. Д.Ф.Балденко и др. Винтовые забойные двигатели. М.: Недра, 1999, с.336, рис.11.4.
2. SU 1220251 A3, B 29 C 35/02, B 29 C 45/14, B 29 C 45/27, 10.06.2000 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОМЕТАЛЛИЧЕСКИХ СТАТОРОВ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2003 |
|
RU2224651C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283442C1 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| Винтовая героторная гидромашина | 2019 |
|
RU2716625C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
Изобретение относится к производству резиновых технических изделий методом литья под давлением, в частности резиновых обкладок статоров винтовых героторных гидромашин, а именно винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкостей. Пресс-форма для изготовления резиновой обкладки статора винтовой героторной гидромашины содержит сердечник с многозаходными винтовыми зубьями, заливочную головку с входным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением, и две втулки. Одна из втулок установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника. Установленный на втулках концентрично сердечнику полый корпус изготавливаемого статора образует с пресс-формой формовочную полость. Техническим результатом такой пресс-формы является повышение надежности и ресурса, а также точности и качества изготовления резиновой обкладки статора винтовой героторной гидромашины. Это достигается путем установки в пресс-форму фиксатора, расположенного внутри сердечника и заливочной головки, соединенного устройствами для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой. Устройства для восприятия крутящего момента между фиксатором и сердечником, а также между фиксатором и заливочной головкой выполнены соответственно в виде роликов, установленных в продольных пазах фиксатора и сердечника, и в виде штифта, расположенного между литьевыми каналами заливочной головки. 1 з.п. ф-лы, 3 ил.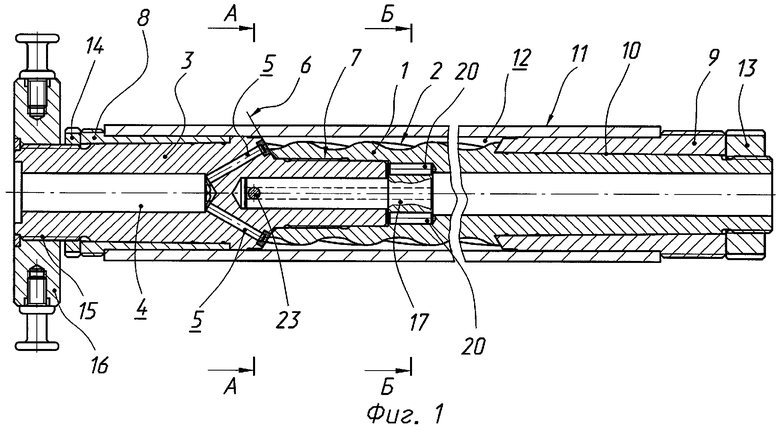
| SU 1220251 A, 23.04.1984 | |||
| Высоковольтный силовой конденсатор | 1985 |
|
SU1309099A1 |
| SU 1193923 A, 30.08.1984 | |||
| Устройство для решения нелинейных задач теории поля | 1985 |
|
SU1357982A1 |

