Изобретение относится к погрузочно-разгрузочным и складским работам, выполняемым на стадии подготовки к транспортированию отработанных автомобильных шин.
Отработанные шины от мест их накопления к местам их окончательной переработки транспортируют на значительные расстояния различными видами транспорта.
Общеизвестный способ транспортирования отработанных цельных шин в разрозненном состоянии имеет существенный недостаток, заключающийся в том, что коэффициент использования грузоподъемности транспортных средств в этом случае оказывается крайне низким, а это ведет к экономическим потерям. Такое положение обусловлено особенностями конструкции шин, в частности наличием в каждой из них большой полости, вследствие чего в транспортной емкости они занимают большой объем при сравнительно малой массе.
Известны способы подготовки к транспортированию шин, а именно способы упаковки шин [1, 2], предусматривающие предварительное формирование их в пакеты, сжатие последних по оси и фиксацию. Однако применение этих способов оправданно только при транспортировании новых шин, т.к. эти способы не позволяют существенно повысить коэффициент использования грузоподъемности транспортных средств: за счет осевого сжатия шин и уплотнения их в пакете суммарно удается уменьшить габаритные размеры шин всего лишь на 3-5% по сравнению с их укладкой в разрозненном состоянии.
Наиболее привлекательными способами подготовки для транспортирования отработанных шин, обеспечивающими значительное повышение коэффициента использования грузоподъемности транспортных средств, являются способы, предусматривающие предварительное разделение шин на отдельные фрагменты с последующим их транспортированием либо в виде насыпного груза (при мелких фрагментах), либо в виде рационально уложенного груза (при крупных фрагментах).
Известен способ разделения шин на фрагменты с помощью взрыва [3]. Разрушение шин взрывом осуществляется в специальной камере, при этом технологическая линия в целом включает ряд машин, а в качестве конечного продукта эта линия выдает мелкую резиновую крошку (вместе с металлическим кордом). Недостаток этого способа заключается в том, что для его реализации необходимы очень большие первоначальные капитальные затраты [3], а используемое оборудование является громоздким, массивным и может быть использовано только в стационарном варианте. Отсюда следует, что, с одной стороны, по причине громоздкости и массивности нерационально перемещать такое оборудование к местам скопления отработанных шин (крупные автотранспортные предприятия, свалки шин и т.п.). С другой стороны, из-за высокой стоимости оборудования экономически нерационально увеличивать количество таких технологических линий. Все это, в свою очередь, вызывает необходимость доставки отработанных шин в различных транспортных средствах в разрозненном состоянии на большие расстояния к указанным технологическим линиям, что неэкономично из-за низкого коэффициента использования грузоподъемности транспортных средств.
Известен способ разделения шин на фрагменты с помощью разрушающих машин [4], на которых шины, в том числе и армированные металлическим кордом, разрываются на куски размером 35÷45 мм. Недостаток этого способа заключается в большой энергоемкости процесса разрыва цельных шин (особенно армированных металлическим кордом) на фрагменты. Мощность двигателей этих установок в зависимости от типоразмера колеблется от 22 кВт до 44 кВт [4], в то время как мощность двигателей установок для разделения шин на фрагменты, например, резанием не превышает 3÷5 кВт. К тому же насыпная масса резинокордного сырья из таких кусков по сравнению со сплошным материалом невысока. Из-за сцепляемости торчащих оборванных концов кордной проволоки у смежных кусков при засыпке сырья в транспортную емкость образуется множество пустот, резко снижающих коэффициент использования грузоподъемности транспортных средств.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ деструктурирования шин [5], каждая из которых состоит из боковин с выпуклой и вогнутой сторонами и из замкнутой в кольцо протекторной части с протекторной и тыльной сторонами, включающий разделение шин на отдельные фрагменты. Согласно способу-прототипу [5] при разделении на фрагменты у шин вначале под углом 15÷30° к продольной оси вырезают борта, а оставшиеся боковины (вместе с за одно целое с ними замкнутыми в кольцо армированными металлическим кордом протекторными частями) разделяют на фрагменты с помощью деструктора в виде электрического импульсного разрядника, обеспечивающего взрывание металлического корда.
Использование прототипа [5] в качестве способа подготовки к транспортированию отработанных автомобильных шин (особенно грузового автотранспорта) обусловливает проявление ряда существенных недостатков.
Во-первых, при отрезании бортов у прототипа [5] имеет место разрезание тонким шлифовальным кругом высокоуглеродистой кордной проволоки не в перпендикулярном направлении к образующей цилиндрической проволоки, а под углом к ней. Это становится очевидным, если сопоставить устройство шины, особенно положение проволок корда 3 в районе борта 9 шины (Рис.1.6 на с.16, [6]) с углом наклона токопроводящих конусов 5 на Фиг.1 и Фиг.3 у прототипа [5], Чем больше угол наклона образующей усеченного конуса 5 к его оси (Фиг.1, Фиг.3) [5], тем больше перерезаемое сечение проволок корда и тем затруднительнее с технологической точки зрения выполнять такой разрез. Но еще больший недостаток такого разреза состоит в том, что после удаления бортов боковины 2 (Рис.1.6. [6]) остаются за одно целое с протектором шины, что не позволяет реализовать дополнительные резервы утилизации шин, связанные с возможностью использования выделенных из шин конструктивных элементов для непосредственного использования в кондиционных изделиях и в различного рода сооружениях.
Во-вторых, в процессе электроимпульсного воздействия шина разрывается на фрагменты разлетающимися при взрыве частицами металлического корда, в результате чего получают куски резины размером 75-150 мм и более с рваными неровными краями, что при загрузке в транспортную емкость насыпом способствует образованию множества пустот между кусками, резко снижающих коэффициент использования грузоподъемности транспортных средств по сравнению с транспортировкой сплошного материала.
В-третьих, хотя длительность разрушающего импульса тока при электроимпульсной разделке шин на фрагменты [5] составляет всего несколько десятков микросекунд, все же из-за высокой плотности тока, пропускаемого через металлический корд (более 10000 А/мм2), резина, прилегающая к металлическому корду, неизбежно подгорает, что резко снижает при последующей переработке сырья качество резиновой крошки-регенерата. А это обусловливает использование последней для изготовления только дешевых неответственных изделий, что снижает эффективность утилизации отработанных шин в целом.
В четвертых, способ-прототип [5] может быть использован для разделки на фрагменты автомобильных шин только с металлическим кордом. И хотя шины с металлическим кордом в настоящее время получили преимущественное распространение, все же количество шин с тканевым кордом от общего числа шин колеблется на уровне 15÷25%, а это сужает области возможного использования способа-прототипа [5].
В основу изобретения поставлена задача создания способа подготовки к транспортированию отработанных автомобильных шин, в котором благодаря тому, что в процессе реализации предлагаемого способа шины разделяют на боковины и замкнутые в кольца протекторные части, после чего боковины укладывают в стопы, частично совмещая выпуклые стороны с вогнутыми, а замкнутые в кольца протекторные части разрезают поперек, разворачивают в полосы и укладывают в пакеты, при этом в каждом пакете, по меньшей мере, две полосы укладывают одноименными сторонами навстречу друг другу, после чего концы полос фиксируют, а пакеты вкладывают внутрь стоп, обеспечивается, во-первых, увеличение коэффициента использования грузоподъемности транспортных средств, а следовательно, и повышение экономичности транспортирования отработанных автомобильных шин к местам их переработки, во-вторых, обеспечивается дополнительная возможность утилизации отработанных автомобильных шин, связанная с возможностью использования выделенных из шин конструктивных элементов для непосредственного использования в кондиционных изделиях и ответственных сооружениях.
Поставленная задача решается тем, что каждую шину разделяют на боковины и замкнутую в кольцо протекторную часть, после чего боковины укладывают в стопы, частично совмещая выпуклые стороны с вогнутыми, а замкнутые в кольцо протекторные части разрезают поперек, разворачивают в полосы и укладывают в пакеты, при этом в каждом пакете, по меньшей мере, две полосы укладывают одноименными сторонами навстречу друг другу, после чего концы полос фиксируют, а пакеты вкладывают внутрь стоп.
Приведенные выше признаки, характеризующие предложенный способ подготовки к транспортированию отработанных автомобильных шин, существенны, т.к. каждый из них влияет на соответствующий технический результат, который в совокупности с другими техническими результатами обеспечивает решение поставленной задачи.
Так, согласно предлагаемому способу подготовка к транспортированию отработанных автомобильных шин включает разделение последних на боковины и замкнутые в кольца протекторные части, после чего боковины укладывают в стопы, частично совмещая выпуклые стороны с вогнутыми, а замкнутые в кольца протекторные части разрезают поперек, разворачивают в полосы и укладывают в пакеты, при этом в каждом пакете, по меньшей мере, две полосы укладывают одноименными сторонами навстречу друг другу, после чего концы полос фиксируют, а пакеты вкладывают внутрь стоп, обеспечивает по сравнению с прототипом [5] проявление качественно новых эффектов. Во-первых, предлагаемый способ по сравнению с прототипом [5] обеспечивает увеличение коэффициента использования грузоподъемности транспортных средств, что влечет за собой повышение экономичности транспортирования отработанных шин. Это достигается благодаря тому, что каждую шину предварительно разделывают на ограниченное число элементов (на две боковины и замкнутую в кольцо протекторную часть шины). В результате, во-первых, у цельных отработанных шин вскрываются обусловленные их конструкцией полости, во-вторых, укладка в стопы выделенных из шин боковин согласно изобретению при сопряжении выпуклых сторон с вогнутыми приводит к частичному совмещению этих полостей, полость же, окольцованная протекторной частью шины, вообще ликвидируется, а укладка внутрь стоп пакетов из развернутых в полосы протекторных частей шин сводит к минимуму незаполненные резинокордным сырьем пустоты и промежутки.
В отличие от этого способ-прототип [5] предусматривает транспортирование резинокордного сырья (полученного из шин) кусками размером 75÷150 мм с рваными краями насыпом. А это при загрузке в транспортную емкость насыпного груза такого типа обусловливает образование между кусками множества мелких зазоров и пустот, которые от общего объема транспортной емкости могут составлять до 30÷40%. Предлагаемый способ предусматривает более плотное размещение в транспортной емкости элементов из сплошного материала, что позволяет по сравнению с прототипом [5] разместить в одной и той же транспортной емкости на 10÷15% сырья больше. По сравнению же с базовым вариантом (транспортирование цельных неразделанных отработанных шин в разобщенном состоянии, как это повсеместно имеет место) предлагаемый способ позволяет разместить в одной и той же транспортной емкости больше сырья в 2,8÷3,0 раза.
Во-вторых, предлагаемый способ по сравнению с прототипом [5] позволяет реализовать дополнительные резервы утилизации шин, связанные с возможностью использования выделенных из шин конструктивных элементов для непосредственного использования в кондиционных изделиях и в различного рода сооружениях. Например, выделенная из шины протекторная часть благодаря тому, что при разделке шин по предлагаемому способу отделяют боковины (а не борта, как по способу-прототипу [5]), в результате чего резы выполняют, во-первых, в местах сопряжении радиусной поверхности с практически плоской поверхностью протекторной части и, во-вторых, направление резов параллельно оси шин, может быть использована в качестве элемента конструкции при сооружении дорожных ограждений барьерного типа, складов, ангаров, пешеходных дорожек, подвесных пешеходных мостов и т.п.
При этом высокие потребительские качества элемента конструкции из протекторной части шины достигаются, с одной стороны, именно благодаря вышеуказанным резам, обеспечивающим получение плоских и параллельных торцов у элемента конструкции. Следует подчеркнуть, что в предлагаемом способе в отличие от прототипа [5] вышеуказанные резы выполняют в перпендикулярном направлении к образующей цилиндрической кордной проволоки, что уменьшает сечение реза, вследствие чего повышается технологичность разделки шин.
С другой стороны, в процессе подготовки отработанных шин к транспортированию с одновременным получением из них элементов конструкции резинокордная матрица последних не претерпевает никаких физико-химических изменений, что обеспечивает высокое качество элементов конструкции и позволяет использовать их для весьма ответственных сооружений, например ограждений барьерного типа опасных участков дорог. Это в целом повышает эффективность утилизации отработанных автомобильных шин. У прототипа [5] резина, прилегающая к металлическому корду, при электроимпульсном взрывании последнего неизбежно подгорает, что резко снижает при последующей переработке сырья качество резиновой крошки-регенерата. А это в целом снижает эффективность утилизации автомобильных шин.
Таким образом, по сравнению с прототипом [5] заявленный способ подготовки к транспортированию отработанных автомобильных шин, характеризуясь новой совокупностью выполняемых операций, обеспечивает у заявляемого способа проявление качественно новых положительных эффектов. Отсюда следует, что заявленный способ подготовки к транспортированию отработанных автомобильных шин соответствует критерию "новизна".
Известны способы изготовления из отработанных шин элементов конструкций, например вагонетки [7], дорожного покрытия [8], ограждения [9], канатного барабана [10], которые включают удаление у шин боковин, разрезание поперек оставшихся отрезков в виде замкнутых в кольца протекторных частей шин и разворачивание их в полосы, а в известном способе изготовления футеровочного элемента канатного блока [11] даже предусмотрена укладка полос в пакеты. Однако помимо наличия сходных с известными решениями признаков у предлагаемого способа отличительные признаки, заключающиеся в том, что боковины укладывают в стопы, частично совмещая выпуклые стороны с вогнутыми, а уложенные в пакеты полосы вкладывают внутрь стоп, проявляют иное свойство (а именно: обеспечивают увеличение коэффициента использования грузоподъемности транспортных средств), чем те, которые они проявляют в известных технических решениях.
Из вышеизложенного следует, что отличительные признаки предлагаемого способа подготовки к транспортированию отработанных автомобильных шин обусловливают его соответствие критерию "существенные отличия".
На Фиг.1 изображена отработанная автомобильная шина и схема ее разделки на две боковины и замкнутую в кольцо протекторную часть.
На Фиг.2 изображены уложенные в стопу боковины.
На Фиг.3 показана схема разворачивания в полосу замкнутой в кольцо протекторной части шины.
На Фиг.4 изображен пакет из уложенных полос (с попарно повернутыми протекторными поверхностями навстречу друг другу), зафиксированный по краям липкой лентой.
На Фиг.5 изображена стопа боковин с вложенным внутрь пакетом полос.
Автомобильная шина (Фиг.1) состоит из двух одинаковых боковин 1 с выпуклой 2 и вогнутой 3 сторонами и из замкнутой в кольцо протекторной части 4 с протекторной 5 и тыльной 6 сторонами.
Способ осуществляется следующим образом.
Каждую отработанную автомобильную шину в процессе подготовки к транспортированию разделяют на две одинаковые боковины 1 (Фиг.1) и замкнутую в кольцо протекторную часть 4. После этого боковины 1 укладывают в стопу (Фиг.2), частично совмещая у смежных боковин 1 выпуклые стороны 2 с вогнутыми сторонами 3. При этом каждую замкнутую в кольцо протекторную часть 4 разрезают поперек и разворачивают в направлении стрелок (Фиг.3) в полосу, т.е. вплоть до совмещения протекторной стороны 5 с опорной поверхностью 7. Полученные полосы 8 укладывают в пакет (Фиг.4) таким образом, чтобы протекторные стороны 5 (т.е. одноименные стороны) попарно были направлены навстречу друг другу, после чего их фиксируют у концов полос 8 посредством, например, липкой ленты 9 и 10. Полосы 8 в пакете могут быть уложены попарно навстречу друг другу и тыльными сторонами 6 (т.е. опять же одноименными сторонами). Попарное укладывание полос 8 в пакете одноименными сторонами навстречу друг другу с фиксацией их концов липкой лентой 9 и 10 обеспечивает компенсацию упругих сил металлического корда, стремящихся вернуть полосы 8 в первоначальное (кольцеобразное) состояние. В результате пакет в сборе имеет форму практически прямоугольного параллелепипеда, что обеспечивает дополнительные удобства при выполнении погрузочно-разгрузочных работ. Пакеты из полос 8 вкладывают внутрь стоп, составленных из боковин 1 (Фиг.5).
Предложенный способ подготовки к транспортированию отработанных автомобильных шин, связанный с разделкой каждой шины на элементы (боковины 1 и протекторные части 4) с последующей их рациональной укладкой, практически полностью устраняет полости у шин, которые при транспортировании последних в цельном состоянии занимают много места и резко снижают коэффициент использования грузоподъемности транспортных средств. В результате предложенный способ позволяет значительно повысить удельную плотность загрузки резинокордного сырья в транспортную емкость. По сравнению с прототипом [5], предусматривающим транспортирование резинокордного сырья насыпом кусками с неровными, рваными краями размером 75÷150 мм, предлагаемый способ обеспечивает размещение в одной и той же транспортной емкости больше сырья по массе на 10÷15%.
Наряду с этим по сравнению с прототипом [5] предложенный способ позволяет реализовать дополнительные резервы утилизации шин, связанные с возможностью использования выделенных из шин конструктивных элементов для непосредственного использования в кондиционных изделиях и ответственных сооружениях.
Источники информации
1. SU №839869, В 65 В 25/24, 23.06.81. БИ №23.
2. SU №943115, В 65 В 25/24, 15.07.82. БИ №26.
3. Хроника. Жизнь интеллектуальной элиты. "НОУ-ХАУ" по Новгородски. Журнал "Интеллектуальная собственность", №5-6, 1995, с.32-34.
4. Crushing Machines. ALPIRSBACHER MASCHI-NENBAU, GMBH & CO. KG.
5. RU №2050287, В 26 F 3/06, 20.12.95. БИ №35.
6. Тарновский В.Н. и др. Автомобильные шины: Устройство, работа, эксплуатация, ремонт / В.Н.Тарновский, В.А.Гудков, О.Б.Третьяков. - М.: Транспорт, 1990, - 272 с.
7. SU №1652149, В 61 D 11/02, 30.05.91. БИ №20.
8. SU №1691448, Е 01 С 5/18, 15.11.91. БИ №42.
9. SU №1691495, Е 04 Н 17/16, 15.11.91. БИ №42.
10. SU 1655890, В 66 D 1/30, 15.06.91. БИ №22.
11. SU №1720996, В 66 D 3/08, 15.11.88. БИ №11.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ КОНСТРУКЦИИ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2324041C2 |
| БАРЬЕРНОЕ ДОРОЖНОЕ ОГРАЖДЕНИЕ АВТОМАГИСТРАЛЕЙ (ВАРИАНТЫ) | 2008 |
|
RU2477768C2 |
| Шкив | 1987 |
|
SU1643436A1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 2005 |
|
RU2312015C2 |
| СПОСОБ РАЗДЕЛКИ И УПАКОВКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211145C2 |
| Вагонетка | 1989 |
|
SU1652149A1 |
| СПОСОБ УТИЛИЗАЦИИ ШИН БОЛЬШЕГРУЗНЫХ АВТОМОБИЛЕЙ | 1998 |
|
RU2144462C1 |
| Барабан | 1988 |
|
SU1655890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Шина автомобильная бескамерная непрокольная | 2019 |
|
RU2733890C1 |




Изобретение относится к области погрузочно-разгрузочных и складских работ, выполняемых на стадии подготовки к транспортированию отработавших автомобильных шин. Согласно заявленному способу у отработанных шин отделяют боковины, которые путем вкладывания одной в другую составляют в стопы, а оставшиеся замкнутые в кольца протекторные части разрезают поперек, разворачивают в полосы и укладывают в пакеты, в каждом из которых, по меньшей мере, две полосы укладывают одноименными сторонами навстречу друг другу, после чего концы полос в пакете фиксируют, а пакеты вкладывают внутрь стоп. Технический результат заключается в увеличении коэффициента использования грузоподъемности транспортных средств при транспортировании отработанных автомобильных шин и обеспечении дополнительной возможности их утилизации. 5 ил.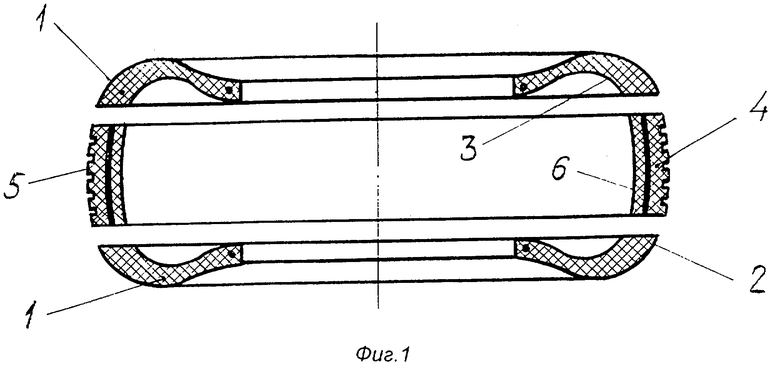
Способ подготовки к транспортированию отработанных автомобильных шин, каждая из которых состоит из двух боковин с выпуклой и вогнутой сторонами и из замкнутой в кольцо протекторной части с протекторной и тыльной сторонами, включающий разделение шин на отдельные фрагменты, отличающийся тем, что каждую шину разделяют на боковины и замкнутую в кольцо протекторную часть, после чего боковины укладывают в стопы, частично совмещая выпуклые стороны с вогнутыми, а замкнутые в кольца протекторные части разрезают поперек, разворачивают в полосы и укладывают в пакеты, при этом в каждом пакете, по меньшей мере, две полосы укладывают одноименными сторонами навстречу друг другу, после чего концы полос фиксируют, а пакеты вкладывают внутрь стоп.
| УСТРОЙСТВО ДЛЯ ДЕСТРУКТУРИРОВАНИЯ ШИН С МЕТАЛЛИЧЕСКИМ КОРДОМ | 1992 |
|
RU2050287C1 |
| Способ упаковывания покрышек | 1990 |
|
SU1782871A1 |
| СПОСОБ РАЗДЕЛКИ И УПАКОВКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211145C2 |
| US 5588538 А, 31.12.1996. | |||

