Изобретение относится к области металлургии, в частности к обработке металлов давлением, и может быть использовано для получения проволоки из высокопрочных сплавов на основе титана, предназначенной для изготовления витых и плетеных конструкций, например, силовых каркасов и арматур фторопластовых рукавов для объектов авиационной, ракетной и судостроительной техники.
Известен способ получения металлического волокна размером от 5 до 30 мкм из титана или титанового сплава, применяемого в различных областях, в том числе в качестве материала для изготовления фильтров, носителей катализаторов, в качестве наполнителя для сверхпроводников и для упрочнения пластика или ткани (патент US 6316122). Способ включает покрытие отдельных волокон из титана или титанового сплава мягкой сталью, содержащей не более 0,25 мас. % углерода, их холодное волочение и термическую обработку при температуре в интервале 580÷650°С, сборку отдельных покрытых и термообработанных волокон в пакет с внешним чехлом из мягкой стали, содержащей не более 0,25 мас. % углерода, холодное волочение и термическую обработку при температуре в интервале 580÷650°С композитной проволоки с получением композитной нити, удаление с композитной нити покрытия и внешнего чехла с получением пучка металлических волокон с высокой удельной поверхностью. Недостатком известного способа является получение волокна с эллипсоидной формой поперечного сечения и высокой шероховатостью поверхности, являющееся задачей изобретения, в то время как конструкционная проволока должна иметь круглую форму поперечного сечения и низкую шероховатость поверхности.
Известен способ изготовления высокопрочной проволоки из (α+β)-титанового сплава мартенситного класса, принятый за прототип, (патент RU 2460825). Способ включает получение слитка, его горячую деформацию с получением заготовки под волочение, многократное волочение при комнатной температуре на конечный размер от 0,6 до 2,0 мм с промежуточными отжигами и окончательную термическую обработку в атмосфере воздуха. Этот способ позволяет повысить качество заготовки, равномерность структуры по длине и сечению проволоки, значения предела прочности на разрыв и снизить потребление электроэнергии технологического процесса. Недостатком известного способа является невозможность получения проволоки диаметром менее 0,6 мм, ее окисление при термической обработке в атмосфере воздуха, которое ведет к образованию на поверхности микротрещин и последующему разрыву в процессе волочения. В процессе многократного волочения высокопрочной проволоки происходит быстрый износ волок, что негативно сказывается на качестве поверхности проволоки, стабильности геометрических параметров и, как следствие, приводит к разбросу механических свойств. Кроме того, предложенный способ не обладает универсальностью и не дает возможность получения проволоки из псевдо-β-титановых сплавов, обладающих более высокой прочностью, чем (α+β)-титановые сплавы мартенситного класса.
Задачей предлагаемого технического решения является разработка способа изготовления конструкционной проволоки диаметром от 0,2 до 1,0 мм из высокопрочных сплавов на основе титана с однородной структурой, стабильными геометрическими размерами и пределом прочности на разрыв не менее 1200 МПа.
Техническим результатом является получение в промышленных условиях проволоки диаметром от 0,2 до 1,0 мм из высокопрочных сплавов на основе титана, обладающей повышенным качеством, однородной структурой, стабильными геометрическими параметрами, повышенными значениями предела прочности на разрыв (не менее 1200 МПа) при сохранении на высоком уровне относительного удлинения, повышение равномерности деформации составной конструкции, снижение износа волок.
Технический результат достигается тем, что способ изготовления проволоки из высокопрочных титановых сплавов включает получение слитка, его горячую деформацию с получением заготовки под многократное волочение при комнатной температуре с промежуточными отжигами до получения проволоки необходимого размера и окончательную термическую обработку при температуре (0,5÷0,7)Тпп°С, где Тпп - температура полиморфного превращения титанового сплава, при этом перед волочением одну или 5÷9 заготовок помещают в отверстия контейнера круглого поперечного сечения из пластичных сплавов, закрывающегося с торцов крышками из пластичных сплавов, так, что в составной конструкции с одной заготовкой соотношение SзΣ:Sк, где SзΣ - суммарная площадь поперечного сечения всех заготовок в составной конструкции, Sк - площадь поперечного сечения контейнера, составляет 0,65÷0,90, причем заготовку размещают по центру контейнера, в составной конструкции с 5÷9 заготовками соотношение SзΣ: Sк составляет 0,15÷0,50, причем одну из заготовок размещают по центру контейнера, остальные заготовки располагают по окружности на расстоянии от центра контейнера (0,4÷0,6)Rк, где Rк - радиус поперечного сечения контейнера, через равные промежутки между соседними заготовками, полученную составную конструкцию подвергают горячей деформации путем прессования со степенью деформации 80÷95% и холодной прокатке со степенью деформации 75÷95%, промежуточные отжиги при волочении проводят в атмосфере воздуха при температуре Тпп-(20÷150)оС, после получения проволоки необходимого размера контейнер из пластичных сплавов удаляют, а окончательную термическую обработку проводят в вакууме в течение 240÷1200 минут.
В качестве высокопрочных титановых сплавов используют сплавы, относящиеся к (α+β)- и псевдо-β-классам.
В качестве пластичных сплавов используют сталь с высокими пластическими характеристиками, например, сталь 20.
Титан и сплавы на его основе имеют ряд специфических свойств, существенно усложняющих получение из них деформированных полуфабрикатов. В частности, это низкая теплопроводность, которая приводит к захолаживанию периферийных слоев металла, которые теряют пластичность и создают значительную неравномерность деформации по сечению заготовки. Кроме того, сплавы на основе титана относятся к труднодеформируемым материалам, поэтому для осуществления деформации необходим нагрев до β- (на первых этапах) и (α+β)-областей на заключительных этапах. Такой нагрев ведет к образованию на поверхности значительной окалины и газонасыщенного слоя, что является причиной образования поверхностных дефектов. Для обеспечения хорошей проработки структуры и соответственно однородности свойств по сечению и длине заготовки необходимы большие степени деформации при прокатке. Однако при этом наблюдается значительный нестабильный деформационный разогрев металла и как следствие неравномерная деформация по сечению. Устранить этот недостаток можно уменьшением деформации за переход, что влечет за собой увеличение их количества, увеличением энергозатрат и худшей проработкой центральных областей заготовки.
В предлагаемом способе предварительную деформацию заготовок производят в контейнере из пластичных сплавов после его предварительного вакуумирования, что существенно снижает величину газонасыщенного слоя находящихся внутри заготовок из титановых сплавов и соответственно количество образующихся поверхностных дефектов - надрывов и трещин. Предлагаемые соотношения размеров заготовок и контейнера в составной конструкции, а также параметры взаимного расположения заготовок в контейнере обеспечивают более однородную деформацию заготовок и получение проволоки круглого сечения. Использование составной конструкции с одной или 5÷9 заготовками является оптимальным, так как позволяет получить требуемую круглую форму поперечного сечения и низкую шероховатость поверхности проволоки. Кроме того, пластичный материал контейнера по сравнению с заготовками обеспечивает более равномерную деформацию составных частей конструкции, что обеспечивает однородность прочностных и пластических характеристик материала по сечению и длине заготовки. Более высокая теплопроводность контейнера из пластичных сплавов обеспечивает равномерное распределение температур по объему заготовки, а использование при прессовании деформации 80÷95% обеспечивает полную проработку структуры заготовки по объему.
Упрочнение сплавов на основе титана возможно осуществлять несколькими способами, в частности деформацией и/или упрочняющей термической обработкой. Холодная прокатка со степенью деформации 75÷95% приводит к накоплению большого количества дефектов кристаллического строения, а промежуточные отжиги при температуре Тпп-(20÷150)°С приводят к частичному снятию наклепа и протеканию процессов рекристаллизации, что способствует однородному измельчению структуры.
Титан является химически активным металлом. В процессе холодной пластической деформации возможно его взаимодействие с валками, «налипание» на них, что приводит к образованию поверхностных дефектов на заготовке и выходу из строя валков.
Использование при холодной прокатке контейнера из пластичного материала, обладающего большей химической инертностью и имеющего более низкий коэффициент трения по сравнению с титановой заготовкой, способствует снижению усилий и улучшению условий деформации.
Кроме того, волочение нескольких титановых заготовок в контейнере позволяет увеличить конечный размер составной конструкции при достижении требуемого размера проволоки, что уменьшает вероятность повреждения и перерезания волок.
После получения проволоки необходимого размера контейнер из пластичных сплавов удаляют травлением.
После травления титановых полуфабрикатов окончательной операцией термической обработки всегда должен быть дегазационный отжиг, проводимый в вакуумной печи, обеспечивающий удаление водорода до безопасных концентраций.
Деформационное упрочнение на последних этапах волочения не позволяет достичь требуемых значений прочности, поэтому необходимо проведение упрочняющей термической обработки.
Проведение окончательной термической обработки при температуре (0,5÷0,7)Тпп°С в вакууме в течение 240÷1200 минут позволяет совместить дегазационный отжиг и упрочняющую термическую обработку и повысить значения прочности до требуемых значений.
Способ позволяет изготавливать проволоку из высокопрочных (α+β)- и псевдо-β-титановых сплавов.
Пример 1
Методом двойного вакуумно-дугового переплава получают слиток из (α+β)-титанового сплава ВТ16 диаметром 420 мм. Слиток нагревают до температуры 1060°С, проводят ковку на диаметр 360 мм, затем осаживают на диаметр 420 мм и проводят ковку на диаметр 360 мм. Заготовку диаметром 360 мм нагревают до температуры 950°С и проводят ее ковку на диаметр 100 мм. После механической обработки заготовку диаметром 90 мм подвергают прокатке при температуре 800°С до диаметра 25 мм, механически удаляют окалину и альфированный слой. Семь заготовок размером 20,6×248 мм вкладывают в отверстия диаметром 21 мм, сделанные в контейнере диаметром 126 мм из стали 20. Одно отверстие располагается по центру контейнера, остальные шесть - по окружности на расстоянии 37,8 мм от центра контейнера через равные промежутки между соседними отверстиями. Затем к торцам контейнера приваривают верхнюю и нижнюю крышки, изготовленные из той же стали, после чего на поверхность контейнера наносят смазку. Полученную составную конструкцию нагревают до температуры 960°С и проводят прессование на диаметр 40 мм (степень деформации 90%). Затем составную конструкцию правят, обтачивают до диаметра 39,2 мм и отрезают дефектные части от переднего и заднего концов. Полученную составную конструкцию прокатывают вхолодную до диаметра 11,6 мм с промежуточными отжигами при температуре 710°С (степень деформации 91%), после чего волочат на роликовых кассетах до диаметра 2,5 мм с промежуточными отжигами при температуре 710°С. Удаление контейнера из стали 20 проводят разделительным травлением, полученную проволоку диаметром 0,5 мм наматывают на кассету. В качестве окончательной термической обработки проводят вакуумный отжиг при температуре 470°С в течение 480 минут.
Пример 2
Методом тройного вакуумно-дугового переплава получают слиток из псевдо-β-титанового сплава ВТ35 диаметром 428 мм. Слиток нагревают до температуры 1040°С, проводят его ковку на диаметр 360 мм, затем осаживают на диаметр 420 мм и проводят его ковку на диаметр 360 мм. Заготовку диаметром 360 мм нагревают до температуры 1000°С и проводят его ковку на диаметр 260 мм. Заготовку диаметром 260 мм подвергают прокатке при температуре 840°С до диаметра 25 мм, механически удаляют окалину и альфированный слой. Девять заготовок размером 20,6×288 мм вкладывают в отверстия диаметром 21 мм, сделанные в контейнере диаметром 126 мм из стали 20. Одно отверстие располагается по центру чехла, остальные восемь - по окружности на расстоянии 37,8 мм от центра контейнера через равные промежутки между соседними отверстиями. Затем к торцам контейнера приваривают верхнюю и нижнюю крышки, изготовленные из той же стали, после чего на поверхность контейнера наносят смазку. Полученную составную конструкцию нагревают до температуры 960°С и проводят ее прессование на диаметр 40 мм (степень деформации 90%). Затем составную конструкцию правят, обтачивают до диаметра 39,2 мм и отрезают дефектные части от переднего и заднего концов. Полученную составную конструкцию прокатывают вхолодную до диаметра 11,6 мм с промежуточными отжигами при температуре 710°С (степень деформации 91%), после чего волочат на роликовых кассетах до диаметра 2,5 мм с промежуточными отжигами при температуре 710°С. Удаление контейнера из стали 20 проводят разделительным травлением, полученную проволоку диаметром 0,5 мм наматывают на кассету. В качестве окончательной термической обработки проводят вакуумный отжиг при температуре 475°С в течение 1200 минут.
Пример 3
Методом тройного вакуумно-дугового переплава получают слиток из псевдо-β-титанового сплава ВТ35 диаметром 428 мм. Слиток нагревают до температуры 1040°С, проводят его ковку на диаметр 360 мм, затем осаживают на диаметр 420 мм и проводят его ковку на диаметр 360 мм. Заготовку диаметром 360 мм нагревают до температуры 1000°С и проводят ее ковку на диаметр 100 мм, механически удаляют окалину и альфированный слой. Заготовку размером 91,6×248 мм размещают в контейнере из стали 20 диаметром 108 мм, в котором по центру было просверлено отверстие диаметром 92 мм. Затем к торцам контейнера приваривают верхнюю и нижнюю крышки, изготовленные из той же стали, после чего на поверхность контейнера наносят смазку. Составную конструкцию нагревают до 960°С и проводят прессование на диаметр 26 мм (степень деформации 94%). Затем составную конструкцию правят, обтачивают до диаметра 25,2 мм и отрезают дефектные части от переднего и заднего конца составной конструкции. Полученную составную конструкцию прокатывают вхолодную до диаметра 11,6 мм с промежуточными отжигами при температуре 710°С (степень деформации 79%). Полученную составную заготовку волочат на роликовых кассетах до диаметра 1,4 мм с промежуточными отжигами при температуре 710°С.Удаление контейнера из стали 20 проводят разделительным травлением, полученную проволоку диаметром 1,0 мм наматывают на кассету. В качестве окончательной термической обработки проводят вакуумный отжиг при температуре 475°С в течение 1200 минут.
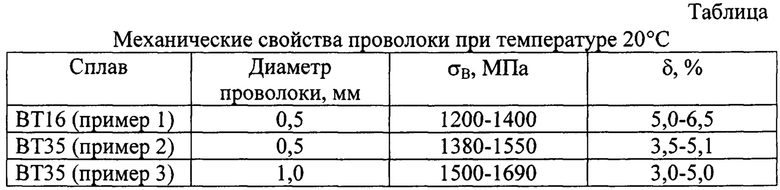
Механические свойства проволоки (примеры 1÷3), определенные по результатам статических испытаний, представлены в таблице.
Таким образом, использование всей совокупности существенных признаков, приведенных в формуле изобретения, позволяет получать проволоку диаметром от 0,2 до 1,0 мм из высокопрочных (α+β)- и псевдо-β-титановых сплавов с однородной структурой, стабильными геометрическими параметрами и пределом прочности на разрыв не менее 1200 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2793901C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2022 |
|
RU2808755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441097C1 |
| Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5В и 37 | 2021 |
|
RU2794154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СПЛАВА НА ОСНОВЕ ТИТАНА КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ | 2011 |
|
RU2460825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2017 |
|
RU2681038C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА TI-6,5AL-2,5SN-4ZR-1NB-0,7MO-0,15SI | 2014 |
|
RU2569605C1 |
Изобретение относится к области металлургии, в частности к обработке металлов давлением, и может быть использовано для получения проволоки из высокопрочных сплавов на основе титана. Способ получения заготовки сплавов включает получение слитка, его горячую деформацию под многократное волочение при комнатной температуре с промежуточными отжигами до получения проволоки необходимого размера и окончательную термическую обработку при температуре (0,5÷0,7)Тпп°С. Перед волочением одну или 5÷9 заготовок помещают в отверстия контейнера круглого поперечного сечения из пластичных сплавов, закрывающегося с торцов крышками из пластичных сплавов, полученную составную конструкцию с регламентированными размерами подвергают горячей деформации путем прессования со степенью деформации 80÷95% и холодной прокатке со степенью деформации 75÷95%, промежуточные отжиги при волочении проводят в атмосфере воздуха при температуре Тпп-(20÷150)°С, после получения проволоки необходимого размера контейнер из пластичных сплавов удаляют, а окончательную термическую обработку проводят в вакууме в течение 240÷1200 минут. Техническим результатом является получение в промышленных условиях изделий с однородной структурой, стабильными геометрическими параметрами, повышенными значениями предела прочности на разрыв (не менее 1200 МПа) при сохранении на высоком уровне относительного удлинения, повышение равномерности деформации составной конструкции, снижение износа волок. 2 з.п. ф-лы, 1 табл., 3 пр.
1. Способ изготовления проволоки из высокопрочных титановых сплавов, включающий получение слитка, его горячую деформацию с получением заготовок, многократное волочение при комнатной температуре с промежуточными отжигами до получения проволоки необходимого размера и окончательную термическую обработку при температуре (0,5÷0,7)Тпп°С, где Тпп - температура полиморфного превращения титанового сплава, отличающийся тем, что перед волочением одну или 5÷9 заготовок помещают в отверстия контейнера круглого поперечного сечения из пластичных сплавов, закрывающегося с торцов крышками из пластичных сплавов, с образованием составной конструкции, в которой соотношение SзΣ:Sк = 0,65÷0,90, где SзΣ - суммарная площадь поперечного сечения всех заготовок в составной конструкции, Sк - площадь поперечного сечения контейнера, в составной конструкции с одной заготовкой, в которой заготовку размещают по центру контейнера, или SзΣ:Sк = 0,15÷0,50 в составной конструкции с 5÷9 заготовками, в которой одну из заготовок размещают по центру контейнера, а остальные заготовки располагают по окружности на расстоянии от центра контейнера (0,4÷0,6)Rк, где Rк - радиус поперечного сечения контейнера, через равные промежутки между соседними заготовками, при этом полученную составную конструкцию подвергают горячей деформации путем прессования со степенью деформации 80÷95% и холодной прокатке со степенью деформации 75÷95%, последующее волочение проводят с промежуточными отжигами в атмосфере воздуха при температуре Тпп-(20÷150)°С, после получения проволоки необходимого размера контейнер из пластичных сплавов удаляют, а окончательную термическую обработку проводят в вакууме в течение 240÷1200 минут.
2. Способ по п. 1, отличающийся тем, что в качестве высокопрочных титановых сплавов используют сплавы, относящиеся к (α+β)- и псевдо-β-классам.
3. Способ по п. 1, отличающийся тем, что в качестве пластичных сплавов используют сталь 20.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ ПРОВОЛОКИ ИЗ СПЛАВА НА ОСНОВЕ ТИТАНА КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ | 2011 |
|
RU2460825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВОГО СПЛАВА ВТ16 | 2000 |
|
RU2183691C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1983 |
|
SU1233523A1 |
| WO 2004091825 A1, 28.10.2004. | |||

