Изобретение относится к металлургии сплавов на основе титана, а именно к созданию сплавов, демонстрирующих механическое поведение, схожее с механическим поведением костной ткани, и включающих в свой состав только биосовместимые компоненты, а также способа их термомеханической обработки (ТМО), позволяющей осуществлять управление их механическими свойствами. Сплавы могут быть использованы в медицине в качестве исходного материала для производства внутрикостных имплантатов.
Известен титановый сплав и детали из него с превосходной устойчивостью к водородному охрупчиванию, отличающийся тем, что он содержит Zr, Hf и Nb и остаток, включающий Ti и примеси, в котором суммарное содержание Zr и Hf составляет 0,1-5,0 мас. %, а содержание Nb составляет не более чем 5,0 мас. % (RU 2388838 С2, опублик. 10.05.2010). В отношении сплава на основе титана и способ его обработки для создания внутрикостных имплантатов с повышенной биомеханической совместимостью с костной тканью известный способ имеет недостатки. Предписываемый способом состав сплава не позволяет получить сверхупругий сплав с кристаллографическим ресурсом обратимой деформации (КРД) не менее ресурса упругости костной ткани, тем самым имплантаты из такого материала будут деформироваться пластически (необратимо) при упругих деформациях кости.
Известен способ термомеханической обработки заготовки, выполненной из титана или сплава титана, выполненной из титана или сплава титана, включающий этапы: нагревание заготовки до температуры ковки заготовки в области альфа+бета фаз материала заготовки; имногоосную ковку заготовки, включающую: ковку заготовки на прессе при температуре ковки заготовки в направлении первой ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки, предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до температуры ковки заготовки, при нагревании наружной области поверхности заготовки до температуры ковки заготовки, ковку заготовки на прессе при температуре ковки заготовки в направлении второй ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки, предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до температуры ковки заготовки, при нагревании наружной области поверхности заготовки до температуры ковки заготовки, ковку заготовки на прессе при температуре ковки заготовки в направлении третьей ортогональной оси заготовки со скоростью деформации, достаточной для адиабатического нагрева внутренней области заготовки, предоставление возможности адиабатически нагретой внутренней области заготовки охлаждаться до температуры ковки заготовки, при нагревании наружной области поверхности заготовки до температуры ковки заготовки, и повторение по меньшей мере одного из предыдущих этапов ковки на прессе и предоставления возможности до достижения в по меньшей мере одной области заготовки истинной деформации по меньшей мере 3,5; при этом температура ковки заготовки находится в диапазоне от температуры на 100°F (55,6°С) ниже температуры бета-перехода материала заготовки до температуры на 700°F (388,9°С) ниже температуры бета-перехода материала заготовки; при этом скорость деформации, используемая в процессе ковки на прессе, находится в диапазоне от 0,2 с-1 до 0,8 с-1 (RU 2581331 С2, опублик. 20.04.2016). В отношении сплава на основе титана и способ его обработки для создания внутрикостных имплантатов с повышенной биомеханической совместимостью с костной тканью известный способ имеет недостатки. Предписываемый способом режим термомеханической обработки не направлен на упрочнение титановых сплавов и не позволяет понизить модуль Юнга к значениям, близким к модулю Юнга костной ткани, а значит механическое поведение металлических материалов, обработанных этим способом, будет сильно отличаться от механического поведения костной ткани, что приведет к потере контакта на границе имплантат-кость.
Известен бета-титановый сплав с ультрамелкозернистой структурой и способ термомеханической обработки бета-титанового сплава: бета-титановый сплав с ультрамелкозернистой структурой, характеризующийся тем, что состоит из зерен бета-фазы со средним размером не более 0,5 мкм, выделений вторичной альфа-фазы сфероидальной формы со средним размером не более 0,5 мкм и объемной долей в структуре не менее 40%; способ термомеханической обработки бета-титанового сплава, включающий интенсивную пластическую деформацию и термическую обработку, отличающийся тем, что термическую обработку проводят перед деформацией путем нагрева до температуры выше температуры полиморфного превращения на 5…15°С продолжительностью не менее 1 мин на 1 мм диаметра сечения и закалки в воду, а интенсивную пластическую деформацию осуществляют методом равноканального углового прессования с поворотом направления деформации на 90° после каждого цикла деформирования при температуре (Тпп-200…Тпп-150)°С с суммарной накопленной деформацией е≥3,5 и последующей закалкой в воду (RU 2478130 С1, опублик. 27.03.2013). В отношении сплава на основе титана и способ его обработки для создания внутрикостных имплантатов с повышенной биомеханической совместимостью с костной тканью известный сплав и способ имеет недостатки. Предписываемый состав сплава и режим термомеханической обработки не обеспечат низкий модуль Юнга, близкий к модулю юнга костной ткани, и биохимическую совместимость на уровне выбранных компонентов сплава.
Наиболее близким техническим решением, принятым за прототип является металлический наноструктурный сплав на основе титана и способ его обработки: сплав на основе титана с эффектом памяти формы для костных имплантов, содержащий ниобий, тантал и/или цирконий при следующем соотношении компонентов: 71,0-74,0 ат. % Ti, 19,0-23,0 ат. % Nb, 4,0-9,0 ат. % Та и/или Zr, причем при комнатной температуре сплав имеет наноразмерную структуру, состоящую из кубической метастабильной β-фазы, орторомбического α//-мартенсита, гексагональной ω-фазы и гексагонального α/-мартенсита, а модуль упругости сплава не превышает 25 ГПа; способ обработки сплава на основе титана с эффектом памяти формы для костных имплантов, основанный на обработке слитка сплава на основе титана, содержащего ниобий, тантал и/или цирконий при следующем соотношении компонентов: 71,0-74,0 ат. % Ti, 19,0-23,0 ат. % Nb, 4,0-9,0 ат. % Та и/или Zr, при которой проводят горячую обработку давлением при начальной температуре 900-950°С и конечной температуре 700-750°С, термомеханическую обработку путем многопроходной холодной деформации с суммарной степенью обжатия от 31 до 99%, последеформационного отжига при температуре 500-600°С и завершающего закалочного охлаждения в воде, затем осуществляют механическое псевдоупругое циклирование полученной заготовки в условиях одноосного растяжения до достижения 2% деформации в течение 50-100 циклов и снятия нагрузки с получением сплава, имеющего при комнатной температуре наноразмерную структуру, состоящую из кубической метастабильной β-фазы, орторомбического α//-мартенсита, гексагональной ω-фазы и гексагонального α/-мартенсита, и модуль упругости, не превышающий 25 ГПа (RU 2485197 С1, опублик. 20.06.2013).
В результате применения способа-прототипа возможно получение сплавов с кристаллографическим ресурсом обратимой деформации (КРД) около 3%, что обуславливает низкую функциональную усталостную долговечность (менее 900 циклов). Эти характеристики являются критически важными с точки зрения материала для внутрикостного имплантата. В результате применения предлагаемого способа получаемый сплав обладает КРД не менее 5% и функциональной усталостной долговечностью не менее 1000 циклов. Кроме того, предлагаемый способ термомеханической обработки не предусматривает механического псевдоупругого циклирования полученной заготовки в условиях одноосного растяжения до достижения 2% деформации в течение 50-100 циклов, что существенно сокращает и упрощает производственный цикл. Этот комплекс характеристик, а также лучшая технологичность получения наглядно показывают преимущества предлагаемого способа над рассматриваемым способом-прототипом.
Техническим результатом первого объекта изобретения является создание изобретения в виде химического состава сплавов системы Ti-Zr-Nb, обеспечивающего материалу возможность проявления выраженного сверхупругого поведения. Путем изменения химического состава сплавов, обеспечения соответствия фактического химического состава заданному, химической однородности по всему объему слитка, а также низкого содержания примесей обеспечивается возможность формирования путем термомеханической обработки фазового состава, обеспечивающего материалу выраженное сверхупругое поведение.
Технический результат первого объекта изобретения достигается следующим образом.
Сверхупругий сплав на основе титана, состоящий из титана, циркония и ниобия при следующих соотношениях компонентов:
цирконий от 18 до 42 ат. %,
ниобий от 8 до 15 ат. %,
титан - остальное,
при этом сверхупругий сплав имеет наносубзеренную структуру и высокотемпературную метастабильную β-фазу, находящуюся в предмартенситном состоянии.
Техническим результатом второго объекта изобретения является, возможность контроля в заданном интервале ключевых функциональных характеристик: модуль Юнга, кристаллографический ресурс обратимой деформации (КРД), функциональную усталостную долговечность, путем варьирования параметров ТМО осуществляется контроль зеренной структуры, фазового состава материала и параметров кристаллической решетки фаз, что позволяет обеспечивать материалу низкий модуль упругости, сравнимый со значениями, характерными для костной ткани, величину КРД не менее 5%, величину функциональной усталостной долговечности, оцениваемой в ходе функциональных циклических механических испытаний на растяжение (с постоянной величиной деформации в цикле 2%), составляющую не менее 1000 циклов, а также временное сопротивление при испытаниях на растяжение не менее 500 МПа по стандарту ASTM Е8/Е8М и относительное удлинение не менее 10% при испытаниях на растяжение по стандарту ASTM Е8/Е8М.
Технический результат второго объекта изобретения достигается следующим образом.
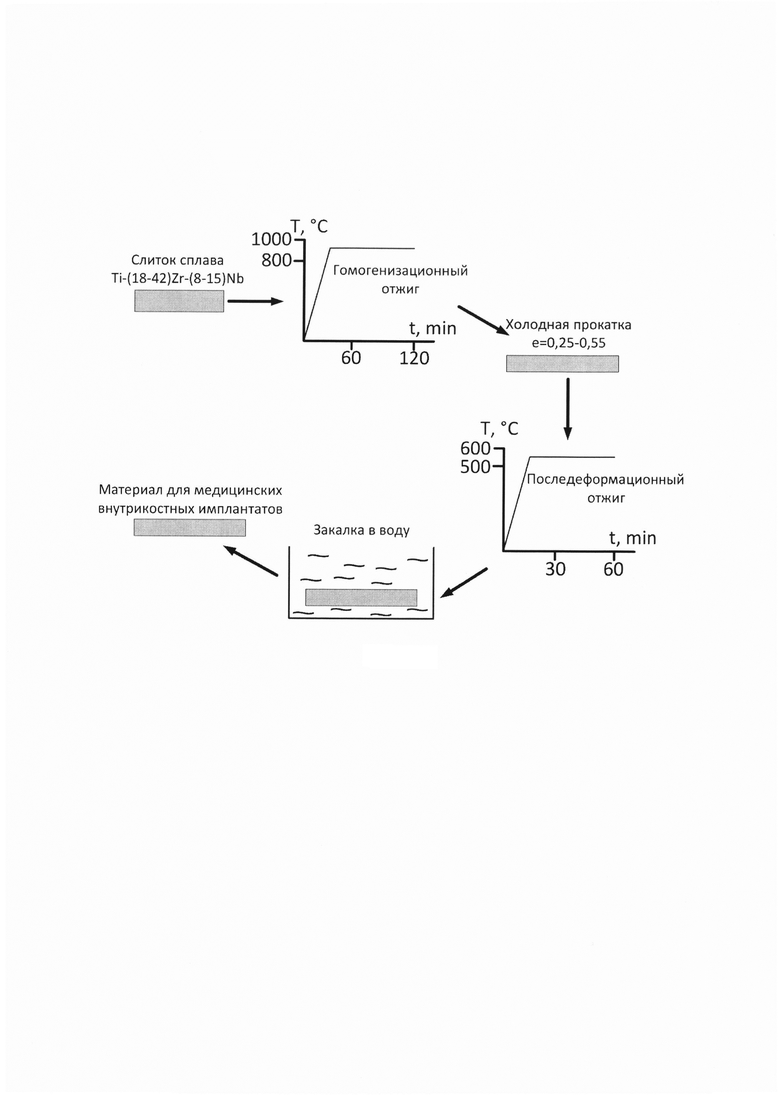
Способ термомеханической обработки сверхупругого сплава на основе титана включает гомогенизационный отжиг при 800-1000°С в течение 60-120 минут, холодную пластическую деформацию со степенью истинной деформации е=0,25-0,55, последеформационный отжиг при 500-600°С в течение 30-60 минут и охлаждение в воде.
Изобретение поясняется чертежом, где показана схема осуществления способа получения сверхупругого сплава для внутрикостных имплантатов.
Химический состав сплавов определяет фазовый состав и диапазон параметров кристаллических решеток фаз, которые могут быть реализованы в материале. В свою очередь конкретные характеристики зеренной структуры, фазового состава и параметров кристаллических решеток фаз полностью определяют функциональные свойства сплава, такие как: модуль Юнга, КРД и функциональная усталостная долговечность. Для достижения наиболее благоприятных условий реализации функциональных свойств материала требуется оптимальное содержание в нем элементов стабилизирующих высокотемпературную β-фазу.
При этом различные элементы имеют неодинаковое стабилизирующее воздействие на β-фазу. Варьирование химического состава проводят в интервале концентраций основных компонентов: Ti-(18-42)Zr-(8-15)Nb. Выбранные диапазоны содержания основных компонентов сплава обоснованы необходимостью обеспечения материалу сверхупругого поведения при комнатной температуре.
Таким образом, выбором химического состава задаются граничные условия возможностей варьирования фазового состава и параметров кристаллических решеток фаз.
Для обеспечения соответствия действительного химического состава номинальному, а также высокой степени однородности распределения компонентов сплава по слитку проводят не менее 2 последовательных переплавов. Для обеспечения низкого содержания примесей в сплаве (С, О, N, Н) в рабочей камере создают требуемый уровень вакуума (10-3 мм рт.ст.), а затем заданную рабочую атмосферу (аргон).
После выплавки слитки подвергают гомогенизирующему отжигу для устранения структуры кристаллизации слитка, что делает слиток сплава пригодным к проведению последующей ТМО. Для этого слиток помещают в муфельную печь, в рабочей камере создают защитную атмосферу аргона, выбирают температуру, в интервале 0,3-0,7 Тпл, что для данных сплавов составляет 800-1000°С и выдерживают в течение 60-120 мин. Данный температурный интервал позволяет сформировать сформировать в сплаве более равновесную структуру и устранить дефекты, возникающие при выплавке. При более низких температурах процессы гомогенизации будут протекать недостаточно интенсивно. После чего фиксируют более равновесную структуру материала путем его закалки в воду.
Фиксирование требуемой зеренной структуры и фазового состава сплава в метастабильном состоянии при комнатной температуре достигается путем проведения ТМО по оптимальной схеме, включающей в себя умеренную холодную деформацию, последеформационный отжиг и закалку. Основными параметрами ТМО, обеспечивающими формирование заданной структуры являются: степень и температура пластической деформации; рабочая атмосфера, температура и продолжительность последеформационного отжига, а также тип закалочной жидкости.
Пластическую деформацию проводят при комнатной температуре путем холодной прокатки с величиной истинной степени деформации, составляющей е=0,25-0,55. Число проходов, за которое осуществляется требуемая степень обжатия образца сплава, находится в интервале от 10 до 50. Данная схема холодной прокатки позволяет сформировать в сплаве плотность дислокаций, обеспечивающую оптимальное протекание процессов полигонизации в ходе последеформационного отжига. При меньших величинах обжатия плотность дислокаций будет недостаточной и процессы полигонизации окажутся недостаточно интенсивными.
Последеформационный отжиг проводят в поворотной муфельной печи, позволяющей осуществлять быстрое сбрасывание образца в закалочную жидкость. Время перемещения образца из печи в закалочную жидкость не должно превышать 2 сек. Температура последеформационного отжига составляет 500-600°С, его продолжительность - 30-60 мин. В качестве атмосферы рабочей камеры используют аргон. В качестве закалочной жидкости используют воду. Данные параметры последеформационного отжига обеспечивают формирование наносубзеренной структуры, обеспечивающей материалу повышенные механические характеристики. При меньших температурах и временах отжига процессы полигонизации пройдут не полностью, а при больших - начнется процесс рекристаллизации и роста зерна, что негативно сказывается на функциональных свойствах материала.
Полученный таким образом материал может быть использован для изготовления имплантатов, обладающих схожим с костной тканью механическим поведением (низкий модуль Юнга, выраженный эффект сверхупругости), а также обладающих высокой коррозионной стойкостью при эксплуатации в организме человека.
Пример 1 реализации изобретения.
Для исследований и испытаний был выбран образец сплава Ti-18Zr-15Nb, слиток которого получен методом ВДП с применением медного водоохлаждаемого кристаллизатора в ходе пяти последовательных переплавов, после каждого из которых слиток был перевернут, в атмосфере аргона в рабочей камере. Установление соответствия полученного химического состава номинальному проводили методом микрорентгеноструктурного анализа (МРСА). Для этого проводили как интегральный, так и точечный анализ химического состава образцов, полученных из разных частей слитка. При подтверждении соответствия полученного химического состава сплава заданному с погрешностью не более ±1% ат. переходили к следующему этапу. Контроль содержания примесей проводили методом высокотемпературной газовой экстракции. При содержании примесей: по кислороду - не более 0,15 масс. %, по азоту -не более 0,15 масс. %, по углероду - не более 0,05 масс. %, по водороду - не более 0,05 масс. %. переходили к следующему этапу. В исходном состоянии слиток характеризовался дефектами, характерными литой структуре. Проведение гомогенизационного отжига слитка по режиму 900°С, 60 мин позволило устранить данные дефекты и обеспечить материалу более равновесную структуру. Образец сплава был вырезан из слитка методом электроэрозионной резки из слитка после гомогенизационного отжига. Длина образца составляла 70 мм, ширина - 1,5 мм, толщина - 1 мм.
Для проведения первого этапа ТМО образец сплава подвергали холодной прокатке (ХП). Для этого образец подавали в сведенные до требуемой величины зазора (<1 мм) валки, тем самым осуществляя первый проход ХП. Контроль толщины образца после каждого из проходов осуществляли при помощи микрометра с точностью до 0,01 мм. Осуществив заданное количество проходов, обеспечивших требуемую степень истинной деформации (е=0,3), переходили ко второму этапу ТМО. Для этого образец после ХП помещали в муфельную печь. Внутри рабочей камеры создавали требуемую защитную атмосферу аргона и осуществляли нагрев до заданной температуры (550°С). По достижении этой температуры осуществляли выдержку (30 мин) и последующую закалку. Контроль фазового состояния образца после ТМО осуществляли на рентгеновском дифрактометре. Формирование требуемого фазового состава (высокотемпературной метастабильной β-фазы) свидетельствовало о соблюдении режима ТМО. Полученные рентгенографические данные были использованы для оценки величины КРД, составившей не менее 5%.
Для проведения функциональных циклических механических испытаний образец сплава закрепляли в захватах испытательной машины и приводили в исполнение программу испытаний. Образец растягивали на 2% (по деформации), затем снимали нагрузку и позволяли образцу частично или полностью восстановить исходную форму, после чего вновь растягивали на 2%. Цикл повторяли до разрушения образца. По углу наклона начального линейного участка диаграммы деформации в цикле определяли величину модуля Юнга, не превышавшую 25 ГПа. Прочность определяли при испытаниях на растяжение до разрушения, ее величина составляла не менее 500 МПа. По количеству циклов до разрушения, составившему не менее 5000, оценивали функциональную усталостную долговечность материала. При удовлетворении результатов испытаний всем заявленным требованиям материал признавали обладающим повышенным комплексом механических свойств.
Пример 2 реализации изобретения.
Для исследований и испытаний был выбран образец сплава Ti-41Zr-10Nb, слиток которого получен методом ВДП с применением медного водоохлаждаемого кристаллизатора в ходе пяти последовательных переплавов, после каждого из которых слиток был перевернут, в атмосфере аргона в рабочей камере. Установление соответствия полученного химического состава номинальному проводили методом микрорентгеноструктурного анализа (МРСА). Для этого проводили как интегральный, так и точечный анализ химического состава образцов, полученных из разных частей слитка. При подтверждении соответствия полученного химического состава сплава заданному с погрешностью не более ±1% ат. переходили к следующему этапу. Контроль содержания примесей проводили методом высокотемпературной газовой экстракции. При содержании примесей: по кислороду - не более 0,15 масс. %, по азоту - не более 0,15 масс. %, по углероду - не более 0,05 масс. %, по водороду - не более 0,05 масс. %. переходили к следующему этапу. В исходном состоянии слиток характеризовался дефектами, характерными литой структуре. Проведение гомогенизационного отжига слитка по режиму 900°С, 60 мин позволило устранить данные дефекты и обеспечить материалу более равновесную структуру. Образец сплава был вырезан из слитка методом электроэрозионной резки из слитка после гомогенизационного отжига. Длина образца составляла 70 мм, ширина - 1,5 мм, толщина - 1 мм.
Для проведения первого этапа ТМО образец сплава подвергали холодной прокатке (ХП). Для этого образец подавали в сведенные до требуемой величины зазора (<1 мм) валки, тем самым осуществляя первый проход ХП. Контроль толщины образца после каждого из проходов осуществляли при помощи микрометра с точностью до 0,01 мм. Осуществив заданное количество проходов, обеспечивших требуемую степень истинной деформации (е=0,3), переходили ко второму этапу ТМО. Для этого образец после ХП помещали в муфельную печь. Внутри рабочей камеры создавали требуемую защитную атмосферу аргона и осуществляли нагрев до заданной температуры (550°С). По достижении этой температуры осуществляли выдержку (30 мин) и последующую закалку. Контроль фазового состояния образца после ТМО осуществляли на рентгеновском дифрактометре. Формирование требуемого фазового состава (высокотемпературной метастабильной β-фазы) свидетельствовало о соблюдении режима ТМО. Полученные рентгенографические данные были использованы для оценки величины КРД, составившей не менее 7%.
Для проведения функциональных циклических механических испытаний образец сплава закрепляли в захватах испытательной машины и приводили в исполнение программу испытаний. Образец растягивали на 2% (по деформации), затем снимали нагрузку и позволяли образцу частично или полностью восстановить исходную форму, после чего вновь растягивали на 2%. Цикл повторяли до разрушения образца. По углу наклона начального линейного участка диаграммы деформации в цикле определяли величину модуля Юнга, не превышавшую 30 ГПа. Прочность определяли при испытаниях на растяжение до разрушения, ее величина составляла не менее 500 МПа. По количеству циклов до разрушения, составившему не менее 1000, оценивали функциональную усталостную долговечность материала. При удовлетворении результатов испытаний всем заявленным требованиям материал признавали обладающим повышенным комплексом механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| Способ получения прутков из сверхупругих сплавов системы титан-цирконий-ниобий | 2018 |
|
RU2692003C1 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| Способ изготовления тонкой проволоки из биосовместимого сплава TiNbTaZr | 2018 |
|
RU2694099C1 |
| Способ винтовой прокатки сплавов системы титан-цирконий-ниобий | 2019 |
|
RU2717765C1 |
| СПОСОБ ОБРАБОТКИ СПЛАВОВ ТИТАН-НИКЕЛЬ С СОДЕРЖАНИЕМ НИКЕЛЯ 49-51 АТ.% С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И ОБРАТИМЫМ ЭФФЕКТОМ ПАМЯТИ ФОРМЫ (ВАРИАНТЫ) | 2011 |
|
RU2476619C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ИЗ СВЕРХУПРУГИХ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ Ti-Zr-Nb | 2021 |
|
RU2753210C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
| Способ получения биодеградируемого сплава на основе железа с эффектом памяти формы для изготовления костных имплантатов | 2021 |
|
RU2778932C1 |
| Сплав на основе титана с модулем упругости менее 53 ГПа | 2023 |
|
RU2821469C1 |
Изобретение относится к металлургии, а именно к биосовместимым сплавам с механическим поведением, близким к поведению костной ткани человека, и может быть использован для несущих конструкций медицинских внутрикостных имплантатов. Сверхупругий сплав на основе титана содержит, ат.%: цирконий 18-42, ниобий 8-15, титан остальное, при этом сплав имеет наносубзеренную структуру и высокотемпературную метастабильную β-фазу, находящуюся в предмартенситном состоянии. Способ термомеханической обработки сверхупругого сплава на основе титана включает гомогенизационный отжиг при 800-1000°С в течение 60-120 минут, холодную пластическую деформацию со степенью истинной деформации е=0,25-0,55, последеформационный отжиг при 500-600°С в течение 30-60 минут и охлаждение в воде. Сплав характеризуется высокой биосовместимостью с механическим поведением, близким к поведению костной ткани, а также высокой долговечностью. 2 н.п. ф-лы, 1 ил., 2 пр.
1. Сверхупругий сплав на основе титана, состоящий из титана, циркония и ниобия, отличающийся тем, что он содержит указанные компоненты при следующем соотношении, ат.%:
при этом сплав имеет наносубзеренную структуру и высокотемпературную метастабильную β-фазу, находящуюся в предмартенситном состоянии.
2. Способ термомеханической обработки сверхупругого сплава на основе титана по п. 1, включающий гомогенизационный отжиг при 800-1000°С в течение 60-120 минут, холодную пластическую деформацию со степенью истинной деформации е=0,25-0,55, последеформационный отжиг при 500-600°С в течение 30-60 минут и охлаждение в воде.
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| CN 100351411 C, 28.11.2007 | |||
| CN 1360073 A, 24.07.2002 | |||
| Устройство для синхронизации импульсов | 1985 |
|
SU1298874A1 |
| ОКУЛОВ А.В | |||
| Прочные низкомодульные сплавы на основе систем Ti-Zr, Ti-Hf, Ti-Fe и Ti-Ni для биомедицинского применения | |||
| Диссертация на соискание ученой степени кандидата технических наук | |||
| Федеральное государственное бюджетное учреждение науки | |||

