Настоящее изобретение относится к области электродуговой сварки, а более конкретно, - к установке электродуговой сварки, характеризующейся двухступенчатой или двухрежимной работой, а также к способу, осуществляемому указанной двухступенчатой установкой электродуговой сварки.
ПРИВОДИМЫЕ ССЫЛКИ
В качестве информации о предшествующем уровне техники в настоящее описание с помощью данной ссылки включена поданная ранее заявка №866358 от 29 мая 2001 г. вместе с приводимыми в ней ссылками. Выданный Каваи (Kawai) патент США №4889969 описывает переключатель для переключения между DIP-сваркой и импульсной сваркой, и он включен в настоящее описание с помощью данной ссылки в качестве предшествующей технологии.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Установки электродуговой сварки типа GMAW (от английского gas metal-arc welding, т.е. дуговой сварки металлическим плавящимся электродом в среде защитного газа) зачастую работают от быстродействующего импульсного источника электропитания или просто источника питания с контроллером для регулирования формы сигнала тока в процессе сварки. Американская компания Линкольн Электрик (The Lincoln Electric Company) из г.Кливленда (Cleveland), шт.Огайо (Ohio) впервые предложила идею об установке электродуговой сварки с формирователем сигнала для управления формой сигнала тока во время каждого цикла с использованием высокочастотных импульсов тока, при этом амплитудой каждого импульса управляет широтно-импульсный модулятор (ШИМ). В подобных установках формой сигнала тока тщательно управляют для осуществления таких разнообразных способов сварки, как импульсная сварка, CV-сварка (от английского «constant voltage welding», т.е. сварка при постоянном напряжении), сварка со струйным переносом (от английского «spray welding»), CV-сварка короткой дугой (от английского «short-arc CV welding») и STT-сварка (от английского «surface tension transfer welding», т.е. сварка с переносом металла за счет сил поверхностного натяжения). В указанных способах формой сигнала в каждом сварочном цикле управляет широтно-импульсный модулятор с получением серии сварочных импульсов, обеспечивающих осуществление нужного процесса. Такие установки дуговой сварки весьма разнообразны, однако все они работают в выбранном режиме за счет управления импульсами, генерируемыми формирователем сигнала.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к установке электродуговой сварки вышеупомянутого типа, в которой контроллер переключается между двумя отдельными и различными процессами сварки или режимами сварки. В соответствии с настоящим изобретением формирователь импульсов или генератор импульсов формирует серию импульсов, образующих первый процесс сварки. Контроллер выполнен с возможностью переключения для последующего осуществления второго процесса сварки путем создания серии импульсов других форм, составляющих иной режим работы. Отсчитав циклы в первом режиме работы, первый процесс прекращают и начинают второй процесс. Затем отсчитывают циклы следующего процесса до тех пор, пока они не достигнут заданного числа, и это означает, что установка должна быть переключена обратно на первый процесс сварки. Таким образом, установка электродуговой сварки может осуществлять два отдельных процесса сварки путем переключения контроллера с одного режима работы на другой режим работы. При такой уникальной двухступенчатой или двухрежимной работе установки электродуговой сварки она может выполнять операцию сварки попеременно с использованием вначале первого процесса, а затем второго процесса. Например, в течение короткого периода времени осуществляют высокоэнергетический способ, а затем установку переключают на низкоэнергетический процесс сварки. В том случае, если оба эти процесса являются STT-процессами (с переносом металла за счет сил поверхностного натяжения), то низкоэнергетические STT-циклы осуществляют после осуществления высокоэнергетических STT-циклов. Таким образом, в одном варианте воплощения первый процесс является высокоэнергетическим, а второй - низкоэнергетическим. При сварке в каждом процессе используют подсчитанное число циклов для выполнения общей сварочной операции, осуществляя последовательно первый и второй процессы сварки. В качестве примера, в одном из конкретных вариантов воплощения первый процесс представляет собой сварку со струйным переносом при постоянном напряжении с большим количеством тепла. Второй процесс представляет собой процесс импульсной GMAW-сварки (дуговой сварки металлическим плавящимся электродом в среде защитного газа) или сварки с малым количеством тепла. В ходе операции сварки контроллер вначале осуществляет первый процесс в течение ряда циклов, а затем - второй процесс в течение ряда циклов. В другом варианте воплощения настоящего изобретения первый процесс представляет собой процесс импульсной сварки, в которой импульсы имеют большую энергию или большое количество тепла. Этот процесс осуществляют последовательно с процессом STT-сварки с малым количеством тепла в течение ряда циклов. Чередуя импульсные циклы и STT-циклы, осуществляют требуемую общую операцию сварки. В другом варианте воплощения первый процесс представляет собой процесс импульсной сварки с большим количеством тепла. Данный процесс чередуют со вторым процессом сварки, представляющим собой процесс сварки короткой дугой (короткодуговой сварки) при постоянном напряжении. В еще одном варианте воплощения первый процесс сварки представляет собой импульсный процесс с большим количеством тепла. Второй процесс сварки представляет собой серию импульсов, в которой энергия импульсов определяется замкнутым контуром обратной связи по подаваемой мощности. Следующий пример настоящего изобретения представляет собой вариант воплощения, в котором первая серия импульсов в процессе импульсной сварки имеет обратную полярность (электрод положительный) для выделения большого количества тепла. Вторая серия импульсов в процессе импульсной сварки имеет прямую полярность (электрод - отрицательный), включая электродные импульсы с постоянным напряжением. Переключаясь между данными процессами сварки, реальной операцией сварки управляют таким образом, чтобы оптимизировать рабочие характеристики установка электродуговой сварки.
В соответствии с дальнейшим аспектом настоящего изобретения, первый процесс сварки в такой двухступенчатой установке электродуговой сварки или, иначе говоря, в установке с двумя состояниями, представляет собой процесс импульсной сварки. Данный процесс продолжают до тех пор, пока напряжение дуги не укажет на короткое замыкание. Затем двухступенчатую установку переключают на процесс сварки по устранению короткого замыкания, такой как цикл STT-сварки. В предпочтительном варианте воплощения сигнал о переключении с процесса импульсной сварки зависит не только от указания на короткое замыкание в виде резкого падения напряжения дуги, но и от времени, установленного на таймере. Контроль установки дуговой сварки переключается с первого процесса сварки в импульсном режиме на процесс устранения короткого замыкания только в том случае, если короткое замыкание продлится в течение установленного времени. Таймер предпочтительно устанавливают таким образом, чтобы указывать на то, что короткое замыкание продолжается в течение по меньшей мере 1,0 мс (миллисекунды), предпочтительно - более установленного времени в интервале, составляющем по меньшей мере 0,2-0,5 мс. Следовательно, только при наличии полноценного, а не начального (зарождающегося) короткого замыкания установка электродуговой сварки действительно переключается на второй процесс сварки для устранения обнаруженного короткого замыкания.
В соответствии с настоящим изобретением предложена установка электродуговой сварки, включающая в себя быстродействующий импульсный источник электропитания с контроллером для осуществления первого и второго процесса сварки в промежутке между свариваемой деталью и сварочной (электродной) проволокой, продвигаемой по направлению к свариваемой детали. В первом процессе используется первая форма сигнала тока (кривой тока), а во втором процессе - вторая форма сигнала тока (кривой тока). Для переключения между первым и вторым процессами сварки используют схему, которая включает в себя счетчик для подсчета сигналов в первом и втором процессах. Установка электродуговой сварки переключается с осуществляемого процесса на другой процесс сварки в тот момент, когда счет сигналов в осуществляемом процессе сварки достигает предварительно выбранного числа для каждого процесса сварки. При использовании данной двухступенчатой работы установки она может переключаться между двумя отдельными и различными процессами сварки в соответствии с указанным счетом или другим параметром.
В соответствии с очередным аспектом настоящего изобретения предложена двухступенчатая установка электродуговой сварки того типа, которая включает в себя быстродействующий импульсный источник электропитания с контроллером для осуществления импульсно-волнового процесса сварки и процесса сварки по устранению обнаруженного короткого замыкания. В том случае, когда напряжение дуги ниже величины, указывающей на короткое замыкание, активируется соответствующая схема для создания сигнала о коротком замыкании, причем предусмотрен переключатель для переключения контроллера с импульсно-волнового процесса на процесс устранения короткого замыкания по сигналу о переключении процесса, создаваемому после создания сигнала о коротком замыкании. В одном из аспектов настоящего изобретения двухступенчатая установка электродуговой сварки включает в себя таймер для создания сигнала о переключении только в том случае, когда сигнал о коротком замыкании удерживается в течение определенного периода времени, составляющего более примерно 1,0 мс, предпочтительно - более установленного времени в общем интервале, составляющем от 0,2 до 0,5 мс. Следовательно, в том случае, когда короткое замыкание продолжается в течение предварительно выбранного периода времени, двухступенчатая установка электродуговой сварки переключается с импульсного режима работы на режим работы по устранению короткого замыкания. В предпочтительном варианте воплощения режим работы по устранению короткого замыкания представляет собой процесс STT-сварки.
В соответствии со следующим аспектом настоящего изобретения предложен способ работы установки электродуговой сварки того типа, которая включает в себя быстродействующий импульсный источник электропитания с контроллером. Данный контроллер обеспечивает первый и второй процессы сварки в промежутке между свариваемой деталью и сварочной проволокой, подаваемой по направлению к свариваемой детали при помощи механизма подачи проволоки. В первом процессе данного способа используют первую форму сигнала тока. Во втором процессе используют вторую форму сигнала. Данный способ включает в себя переключение между первым и вторым процессами сварки и осуществляется при подсчете сигналов в первом и втором процессах. Осуществляемый процесс сварки переключают на другой процесс тогда, когда счет сигналов осуществляемого процесса достигает выбранного числа.
В соответствии с очередным аспектом настоящего изобретение предложен способ работы установки электродуговой сварки, включающей в себя быстродействующий (высокоскоростной) переключатель и источник электропитания с контроллером для осуществления импульсно-волнового процесса сварки и процесса сварки по устранению короткого замыкания. Данный способ включает в себя создание сигнала о коротком замыкании в том случае, когда напряжение дуги ниже величины, указывающей на короткое замыкание, а затем переключение контроллера с импульсно-волнового процесса на процесс устранения короткого замыкания по сигналу о переключении, создаваемому после обнаружения короткого замыкания. В данном способе сигнал о переключении создается только в том случае, когда сигнал о коротком замыкании удерживается в течение определенного периода времени, составляющего на практике менее 1,0 мс, а фактически находящегося в общем интервале, составляющем 0,20-0,50 мс.
Основной целью настоящего изобретения является разработка двухступенчатой установки электродуговой сварки, попеременно осуществляющей два процесса сварки в ходе единой операции сварки.
Другой целью настоящего изобретения является разработка вышеуказанной двухступенчатой установки электродуговой сварки, которая снабжена счетчиком для подсчета циклов в одном процессе с тем, чтобы определить момент, когда необходимо переключение процесса, осуществляемого установкой электродуговой сварки.
Следующей целью настоящего изобретения является разработка вышеуказанной двухступенчатой установки электродуговой сварки, которая осуществляет процесс импульсной сварки до обнаружения неначального (полноценного) короткого замыкания. Затем двухступенчатая установка электродуговой сварки переключается на второй режим работы по устранению короткого замыкания.
Очередной целью настоящего изобретения является разработка способа работы вышеуказанной двухступенчатой установки электродуговой сварки.
Дальнейшей целью настоящего изобретения является разработка способа работы вышеуказанной двухступенчатой установки электродуговой сварки, согласно которому указанные две ступени включают в себя одну из многих комбинаций отличающегося первого процесса сварки и отличающегося, иного второго процесса сварки. Два этих процесса чередуются один с другим во время одной и той же операции сварки.
Упомянутые и другие цели и преимущества настоящего изобретения станут очевидными из последующего описания, изученного вместе с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
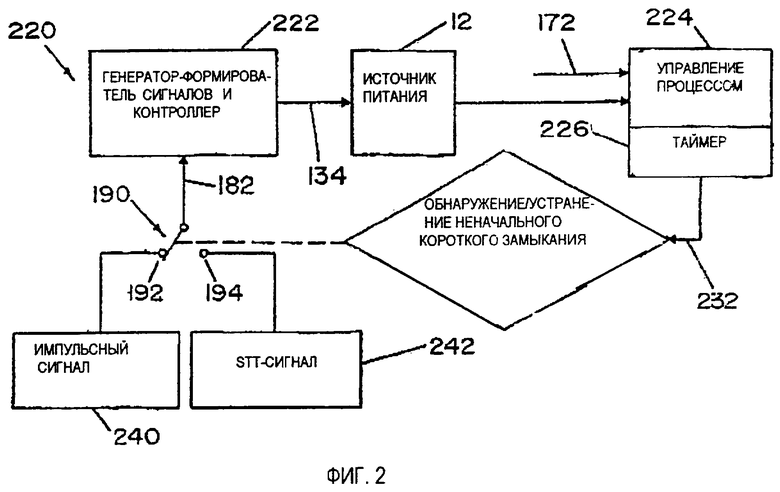
Фиг.1 представляет собой объединенные блок-схему и монтажную схему, иллюстрирующие предпочтительный вариант воплощения двухступенчатой установки электродуговой сварки согласно настоящему изобретению;
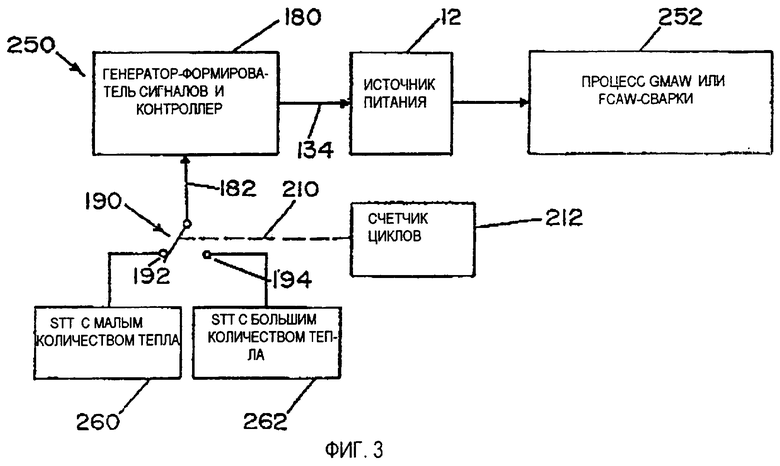
фиг.2 представляет собой технологическую схему в формате блок-схемы для способа работы двухступенчатой установки электродуговой сварки, согласно которому обнаруженное неначальное короткое замыкание переключает осуществляемый процесс сварки;
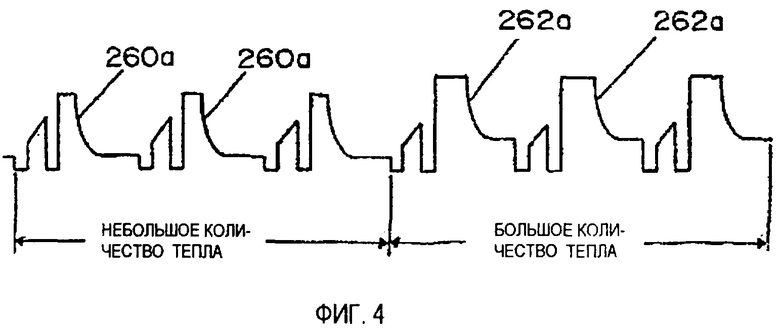
фиг.3 представляет собой технологическую схему в формате блок-схемы, иллюстрирующую дополнительный вариант воплощение двухступенчатой установки электродуговой сварки, сконструированной в соответствии с настоящим изобретением; и
фиг.4 представляет собой график тока, иллюстрирующий работу двухступенчатой установки электродуговой сварки в соответствии с вариантом воплощения изобретения, представленным на фиг.3.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВОПЛОЩЕНИЯ
Обращаясь теперь к чертежам, изображения на которых предназначены исключительно для иллюстрации предпочтительного варианта воплощения настоящего изобретения, а не для его ограничения, фиг.1 показывает новую двухступенчатую установку А электродуговой сварки с источником питания 10, включающим в себя быстродействующий импульсный источник электропитания, показанный в виде инвертора 12, имеющего трехфазный вход 14 электропитания, преобразуемого выпрямителем 16 в бесперебойное питание постоянного тока на линиях 20, 22. Выход обмотки 30 инвертора 12 представляет собой первичную обмотку трансформатора Т, имеющего вторичную обмотку 32 для подачи тока к выпрямляющей сети 40. Данная сеть выдает нужный уровень тока через положительный вывод 42 и отрицательный вывод 44. Стандартный небольшой индуктор 50 связан со стандартным контактом 54, через который проходит сварочная проволока 60, образующая электрод Е, находящийся на некотором расстоянии от свариваемой детали W с образованием дугового промежутка, через который во время процесса дуговой сварки проходит ток. Установка А осуществляет множество видов электродуговой сварки за счет пропускания тока заранее выбранной формы через этот промежуток между электродом Е и свариваемой деталью W. По мере того как дуга плавит проволоку 60 и свариваемую деталь W для осуществления операции сварки, механизм 100 подачи проволоки разматывает проволоку с катушки 102 со скоростью (WFS от английского «wire feed speed»), определяемой скоростью вращения электродвигателя 104, обозначенного также буквой М. Данную скорость определяют тахометром 110 с обратной связью, а управляют ею при помощи входного напряжения широтно-импульсного модулятора (ШИМ) 112 с выхода усилителя 114 ошибки (сигнала ошибки). Данный усилитель снабжен первым входом 120, имеющим напряжение, задающее желательную скорость подачи проволоки (WFS). Данной скоростью можно управлять с помощью аналоговой схемы или, что более целесообразно, исходя из справочной таблицы в формирователе 180 сигналов. Входное напряжение 120 задает скорость вращения электродвигателя 104, фактическая скорость которого отслеживается тахометром 110 для сравнения с напряжением на линии 120. Обратной связью фактической скорости является напряжение на входной линии 122. Таким же образом скорость подачи проволоки координируется со сварочным процессом, осуществляемым установкой А. Форма сигнала тока, проходящего через электрод Е и свариваемую деталь W, задается программным контроллером 130 того типа, который включает в себя программируемый широтно-импульсный модулятор 131 для генерирования напряжения на выходной управляющей линии 134при частоте повторения импульсов, определяемой заданной частотой осциллятора 136. Таким образом, высокочастотными импульсами на линии 134 управляют с помощью напряжения на линии 140, которое представляет собой выходной сигнал второго усилителя 150 ошибки, имеющего первый вход, управляемый воспринимающим или измеряющим ток шунтом 152. Напряжение на линии 154 характеризует ток дуги в процессе сварки. Командный сигнал на линии 160 сравнивают с фактическим током дуги, представленным напряжением на линии 154, для того, чтобы заставить широтно-импульсный модулятор 152 следовать желаемой форме сигнала от формирователя сигналов или генератора 130 через командную линию 160. Сигнал скорости подачи проволоки также направляется к усилителю 114 ошибки формирователем сигнала или генератором. Генератор 180 является генератором синергетического типа, так что происходит координация как командного сигнала 160, так и сигнала скорости подачи проволоки или напряжения (WFS) на линии 120.
В соответствии с новым аспектом установки А электродуговой сварки она снабжена переключателем 190, который на практике представляет собой программируемый переключатель, имеющий первое положение 192 и второе положение 194, как показано на фиг.1.
Находясь в положении 192, формирователь 180 сигналов управляется по командной линии 182 согласно первому процессу А с помощью системы 200 управления процессом А. Таким образом, система 200 управления процессом связана с синергетическим формирователем 180 сигналов для осуществления процесса А из формирователя 180 сигналов при помощи контроллера 130. Подобным образом, когда переключатель 150 находится в положении 194, система 202 управления процессом через командную линию 182 заставляет формирователь 180 сигналов осуществлять второй процесс В при помощи сигнала по командной линии 160. Таким образом, при переключении переключателя 190 между положениями 192 и 194 установкой А осуществляются два отдельных процесса сварки. Безусловно, в объем настоящего изобретения также входит переключатель 190 с более чем двумя положениями, так что установка дуговой сварки может последовательно или параллельно осуществлять более двух процессов сварки, если такое функционирование является желательным. На практике предпочтительно, чтобы установкой А поочередно осуществлялись только два отдельных процесса сварки. В соответствии с другим аспектом настоящего изобретения, положением переключателя 190 управляют с помощью логического средства по пунктирной линии 210 с выхода счетчика 212 циклов. Такой счетчик подсчитывает каждый из циклов во время либо процесса А, либо процесса В. В конце счета, установленного (заданного) селектором 214 счета или селектором 216 счета, логическое средство на линии 210 переключает переключатель 190 в другое положение для осуществления другого процесса сварки. Счетчик 212 считает до числа СА, а затем переключается на процесс В, продолжающийся до тех пор, пока счетчик не досчитает до числа СВ. Затек переключатель 190 переключается обратно на первый процесс, т.е. процесс А. В предпочтительном варианте воплощения один из процессов представляет собой процесс с большим количеством тепла, а второй - процесс с малым количеством тепла. Числа СА и СВ являются по существу одинаковыми. Таким образом, операция сварки включает в себя участок с небольшим количеством тепла и участок с большим количеством тепла, повторно осуществляющиеся в течение всего процесса сварки с целью управления рабочими параметрами операции сварки независимо от того, является ли она STT-сваркой, импульсной или какой-либо иной сваркой. Как будет показано, счетчиком могут поочередно выбираться различные процессы сварки. В самом деле, установка А может быть интерактивной, так что переключение с одного процесса на другой определяется параметрами, различающимися по числам счета. К примеру, датчик 170 напряжения выдает напряжение на линии 172, что позволяет обнаружить короткое замыкание, которое, как показано на фиг.2, используют для перехода между первым процессом А и вторым процессом В, причем второй процесс представляет собой процесс по устранению дуги. При этом счеты могут сильно различаться, и интерактивные параметры могут быть выбраны для переключения на предварительно выбранный процесс после того, как данный процесс переходит в обнаруживаемое сварочное состояние.
На практике процесс А обычно представляет собой высокоэнергетический процесс, а процесс В - низкоэнергетический процесс. Числа СА и СВ счетов являются по существу одинаковыми. Для изменения операции сварки повышают число СА или понижают число СВ с тем, чтобы повысить количество тепла во время операции сварки. Подобным образом, для того чтобы снизить количество тепла, понижают число СА или повышают число СВ. Безусловно, при выборе желательного общего количества тепла во время операции сварки могут быть использованы комбинации таких повышений или понижений. В предпочтительном варианте воплощения процесс A и процесс В являются одинаковыми, но с сигналами различных размеров или форм. Это может быть импульсная сварка или STT-сварка. Однако, в соответствии с настоящим изобретением, данные процессы могут быть совершенно различными. К примеру, на практике процесс А представляет собой процесс при постоянном напряжении со струйным переносом и большим количеством тепла, а процесс В представляет собой импульсную GMAW-сварку с малым количеством тепла. Счетчик 212 настраивают селекторами 214 и 216 счета на желательное для операции сварки общее количество тепла. На практике процесс А представляет собой процесс импульсной сварки с большим количеством тепла, в то время как процесс В представляет собой процесс STT-сварки с более низкой скоростью подачи проволоки. На практике процесс А также представляет собой процесс импульсной сварки с более высоким количеством тепла, а процесс В представляет собой короткодуговой процесс при постоянном напряжении. В соответствии с дополнительным вариантом воплощения настоящего изобретения, процесс А представляет собой процесс импульсной сварки, а процесс В представляет собой управляющий процесс с замкнутым контуром, такой как процесс, в котором ток управляется выходной мощностью. В соответствии с очередным вариантом воплощения настоящего изобретения, процесс А представляет собой процесс импульсной сварки на обратной полярности, а процесс В - процесс сварки на прямой полярности при постоянном напряжении. В данном варианте воплощения настоящего изобретения в выходную схему перед индуктором 50 встроен переключатель полярности, который переключается одновременно с переключателем 190. Другие варианты воплощения настоящего изобретения включают в себя различные комбинации упомянутых процессов сварки для осуществления желаемой общей операции сварки.
На фиг.2 схематически проиллюстрирована интерактивная система 220 управления, в которой блок 222 генератора-формирователя сигналов и контроллера, как описано ранее, создает напряжение на управляющей линии 134. Контроллер 130 находится в блоке 222. Это напряжение управляет источником 12 питания, который контролируется сетью 224 управления процессом вместе с напряжением на линии 172 от датчика 170 напряжения, показанного на фиг.1. Таймер 226 сети управления процессом настроен на период времени, в общем превышающий примерно 1,0 мс, предпочтительно превышающий установленное время в общем интервале, составляющем 0,2-0,5 мс. Выход из сети таймера связан с логическим средством по линии 232, направленной к блоку принятия решений для принятия решения о том, наличествует ли короткое замыкание, обнаруживаемое на протяжении периода времени, превышающего время, установленное на таймере 226. Положение переключателя 190 управляется блоком принятия решений. При наличии короткого замыкания, продолжительность которого превышает время, установленное на таймере 226, переключатель 190 переключается в положение 194. Таким образом, при наличии длительного неначального короткого замыкания переключатель 190 переключается в альтернативное положение 194 для осуществления второго процесса сварки. В данном варианте воплощения настоящего изобретения первый процесс имеет импульсную форму сигнала, управляемую согласно форме сигнала, заданного системой, изображенной в виде блока 240. Блок 242 представляет систему для создания STT-формы сигнала или иного процесса сварки по устранению короткого замыкания. Система 220 осуществляет первый режим работы, определяемый как импульсная форма сигнала, управляемая представленной блоком 240 системой. При наличии короткого замыкания напряжение на линии 172 падает ниже порогового значения. Это означает короткое замыкание. Такое обнаруженное состояние отслеживается таймером 226. В том случае, когда длительность короткого замыкания превышает установленное на таймере время, логическое средство на линии 232 указывает блоку принятия решений на наличие фактического неначального короткого замыкания. Данное логическое средство немедленно переключает программируемый переключатель 190 на устраняющий дугу процесс сварки, обозначенный как STT-процесс. После устранения короткого замыкания с помощью соответствующего процесса по устранению короткого замыкания напряжение на линии 172 немедленно переключается на плазменный уровень или напряжение дуги. Оно превышает пороговое значение и заставляет блок принятия решений переключить переключатель 190 в положение 192 для получения импульсной формы сигнала, управляемой системой, представленной блоком 240. Следовательно, система 220 не включает в себя счетчик циклов, а измеряет параметр сварки с целью фактического переключения процесса сварки с одного процесса на другой. Это происходит быстро и имеет место при каждом выявлении выбранного параметра.
На фиг.3 и 4 схематически проиллюстрирована система 250, в которой блок 180 генератора-формирователя сигналов и контроллера, как описано ранее, создает напряжение на управляющей линии 134. Это напряжение управляет источником 12 питания, который контролируется процессом 252 GMAW-сварки или FCAW-сварки (от англ. "flux core arc welding", т.е. дуговая сварка порошковой проволокой или, иначе говоря, проволокой с флюсовым сердечником). Система 250 осуществляет процесс сварки с малым количеством тепла, представленный блоком 260. Процесс А представляет собой процесс STT-сварки с малым количеством тепла. Подобным образом, процесс STT-сварки с большим количеством тепла представлен блоком 262. Как показано на фиг.4, счетчик 212 позволяет осуществить первые STT-импульсы 260а. После того как счетчиком 212 отсчитано нужное число STT-импульсов 260а, переключатель 190 переключается в положение 194 при помощи логического средства на линии 210. Это, как показано на фиг.4, вызывает образование STT-импульсов 262а с большим или высоким количеством тепла. Указанные «высокотепловые» импульсы подсчитываются согласно выбранному числу, установленному на счетчике 212. Таким образом, число импульсов или циклов с высоким или низким STT регулируют с целью задания общего количества тепла во время процесса сварки.
Настоящее изобретение включает в себя двух- или более ступенчатую установку электродуговой сварки, которая последовательно осуществляет совершенно различные процессы сварки. Продолжительность указанных процессов предпочтительно определяется счетчиком; однако для переключения между процессами сварки может быть использован какой-либо параметр. Были описаны только характерные процессы, в то время как для осуществления настоящего изобретения могут быть использованы и другие процессы сварки.
Изобретения относятся к области электродуговой сварки, в частности к двухступенчатым установкам электродуговой сварки способам электродуговой сварки, и может найти применение в машиностроении при изготовлении сварных конструкций. Установка включает быстродействующий импульсный источник (10) электропитания с контроллером (130) для осуществления первого или второго процесса сварки в промежутке между свариваемой деталью (W) и сварочной проволокой (Е), продвигаемой по направлению к указанной свариваемой детали (W). В первом процессе используется первая форма сигнала тока, а во втором процессе - вторая форма сигнала тока. Предусмотрена схема для переключения между первым и вторым процессами сварки. Переключающая схема включает в себя счетчик (212) для подсчета сигналов в первом и втором процессах и схему (190) для переключения с осуществляемого процесса сварки на другой процесс сварки в тот момент, когда счет сигналов в осуществляемом процессе сварки достигает предварительно выбранного числа для такого процесса сварки. Технический результат изобретений заключается в расширении технологических возможностей, позволяющим осуществлять качественную сварку плавящимся электродом в среде защитного газа с переключением процесса сварки с переносом металла за счет сил поверхностного натяжения или процесс сварки при постоянном напряжении со струйным переносом на другой процесс сварки. 11 н. и 76 з.п. ф-лы, 4 ил.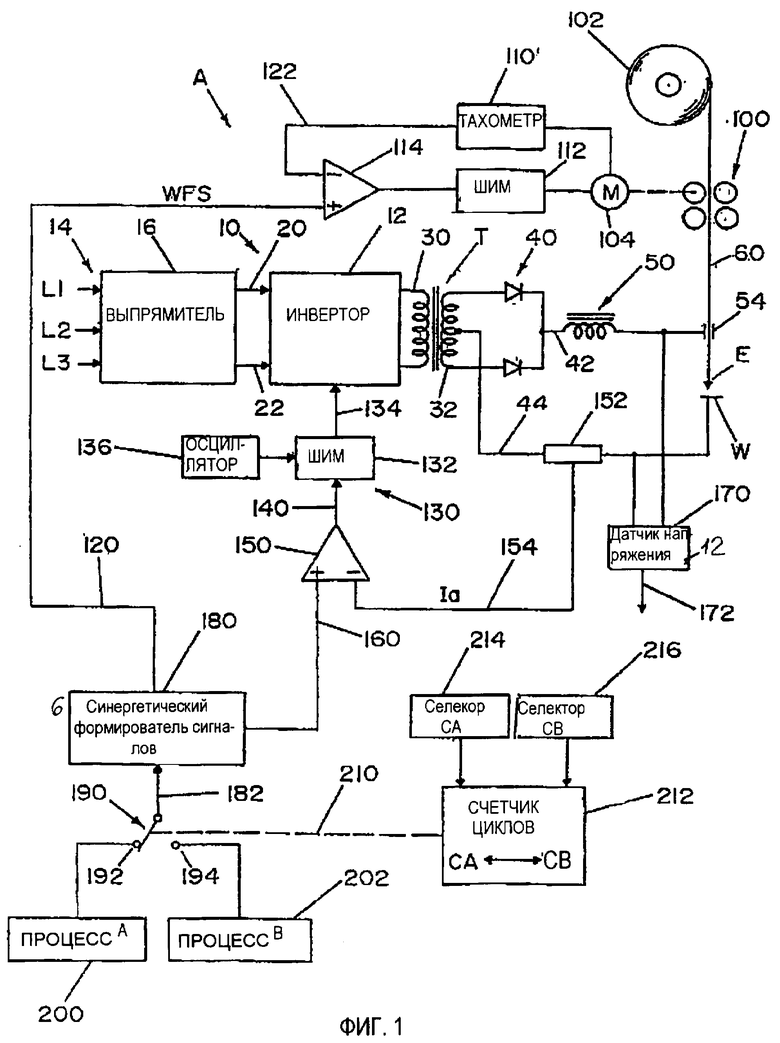
| US 5220151 A, 15.06.1993 | |||
| US 5416299 A, 16.05.1995 | |||
| US 3781511 A, 25.12.1973 | |||
| RU 2055712 C1, 10.03.1998 | |||
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ РАЗНОПОЛЯРНЫМИ ПРЯМОУГОЛЬНЫМИ ИМПУЛЬСАМИ ТОКА | 1998 |
|
RU2135336C1 |
| Источник питания с силовым полупроводниковым преобразователем | 1988 |
|
SU1590254A2 |

