Изобретение относится к технологии электродуговой сварки, а более конкретно к способу управления процессами дуговой сварки с использованием уникального контрольного параметра и к сварочному агрегату, имеющему регулятор для получения и использования такого уникального параметра.
УРОВЕНЬ ТЕХНИКИ
Электродуговая сварка является сложным электрическим процессом, имеющим много управляющих параметров, воздействующих на качество сварного шва, применяют ли при этом перенос напылением, импульсный перенос, GMAW-сварку (дуговую сварку металлов с защитным газом) при постоянном токе или сварку переменным током. Сварочные процессы при постоянном напряжении обычно регулируют сварочным током Iа. При поддержании напряжения постоянным изменения параметра CTWD (расстояния между контактным наконечником и изделием) вызывают изменения тока, а также других параметров процесса, поэтому регулирующим устройствам, использующим вольтамперную характеристическую кривую, присущи ограничения. Расстояние CTWD оказывает сильное влияние на ток, который возрастает при уменьшении CTWD и наоборот. Попытки управления сварочным процессом GMAW при постоянном токе, основанные на изменении вылета электрода или CTWD, характеризуются определенными трудностями, так как эти параметры трудно определить в реальном масштабе времени. До сих пор отсутствовал измеримый параметр сварочного процесса, который обеспечивал бы практически неповреждаемый сварочным током сигнал управления. Что более важно, отсутствовал параметр, создающий сигнал управления для прямого регулирования в реальном масштабе времени длины дуги - расстояния между основанием электрода и свариваемым изделием. Известно, что поддержание заданной величины этого расстояния дает в результате высокое и повторяемое качество сварки.
ИЗОБРЕТЕНИЕ
Настоящее изобретение преодолевает прежние недостатки в управлении процессами дуговой сварки путем измерения параметра для получения уникального управляющего сигнала, характеризующего сопротивление дуги, но не зависящего от тока сварки. Поэтому используемый в изобретении управляющий сигнал не подвергается действию большого числа параметров, сопутствующих методу контроля по сварочному току. В соответствии с настоящим изобретением определяют производную напряжения сварки по сварочному току для получения значения параметра, используемого в качестве управляющего сигнала для поддержания режима сварки, например длины дуги, в течение сварочного процесса. Производная напряжения сварки по сварочному току является расчетным уникальным параметром управления, совершенно иным по сравнению с сопротивлением нагрузки, получаемым простым делением напряжения на ток. Этот уникальный параметр не получали и/или не использовали в электродуговой сварке для образования сигнала, контролирующего сварочный процесс.
Изобретение прежде всего касается параметра, с помощью которого в течение сварочного процесса можно в реальном масштабе времени вырабатывать сигнал управления для поддержания выбранной длины дуги. Сумма вылета электрода (ESO) и длины дуги равна расстоянию CTWD между контактным наконечником и изделием.
Напряжение Varc дуги сварочного процесса складывается из постоянной составляющей А и постоянной В, умноженной на длину Larc дуги. Первая постоянная А - это работа выхода на катоде плюс падения напряжения на аноде и катоде. Известно, что для черных металлов падения напряжения на аноде и катоде составляют около 4,15 вольт. Изобретение предпочтительно реализуется в процессах для сварочной стали, однако и другие металлы, например алюминий, можно сваривать с использованием этого изобретения. Таким образом, сумма анодного и катодного падений напряжений является постоянной величиной, равной 8,3 вольт. Работа выхода является катодным эффектом и обычно составляет около 3,7 вольт. Следовательно, первая постоянная А в формуле напряжения дуги обычно равна 12,0 вольт (8,3+3,7). Вторая постоянная В, умножаемая на длину Larc дуги, связана с применением в сварочном процессе защитного газа. Для газа, состоящего из 85% аргона и 15% диоксида углерода, эта постоянная равна 18,7. Таким образом, Varc изменяется, складываясь из первой постоянной (12,0) и второй постоянной (18,7), умноженной на длину Larc дуги в сантиметрах. Другой составляющей напряжения Varc дуги является произведение сварочного тока Iа и сопротивления Rarc дуги. В итоге Varc=BLarc+IaRarc. Следовательно, если Varc известно, то для определения длины дуги используют соответствующий алгоритм. Далее длина дуги может поддерживаться. Так как сварочный ток Iа может быть измерен, единственной неизвестной является сопротивление Rarc дуги. В настоящем изобретении обеспечивается получение сигнала, представляющего сопротивление дуги. Таким образом, длину дуги можно поддерживать, используя настоящее изобретение, создающее сигнал или величину, отображающую сопротивление дуги.
При использовании настоящего изобретения уникальный параметр, производная напряжения по току (dV/dI) применяется в качестве управляющего сигнала, отображающего сопротивление дуги с целью поддерживания длины дуги. Эта производная функция сама связана с сопротивлением дуги. Действительно, она характеризует общее сопротивление RESO+Rarc на расстоянии CTWD. Вследствие относительно малой величины RESO используемый в изобретении сигнал dV/dI характеризует главным образом сопротивление дуги в процессе дуговой сварки. Этот сигнал не равен сопротивлению нагрузки, получаемому простым делением напряжения при сварке на сварочный ток в реальном масштабе времени. Изобретение касается идеи определения производной напряжения по току для получения функции сопротивления, которая игнорирует ток. Данный параметр используется для определения напряжения дуги и для поддержания длины дуги.
В соответствии с изобретением предложен способ формирования управляющего сигнала в реальном масштабе времени для применения в процессе дуговой электросварки, характеризующемся величинами напряжения и сварочного тока. Этот способ включает в себя определение производной напряжения при сварке по сварочному току с целью формирования управляющего сигнала. Данный управляющий сигнал можно назвать сопротивлением или импедансом, так как он предполагает деление напряжения на ток. Таким образом, новый управляющий сигнал изменяется с величиной сопротивления дуги и используется в качестве прямой взаимосвязи с напряжением дуги. Это псевдосопротивление ("дифференциальное сопротивление") является управляющим сигналом и представляет собой уникальный параметр, в котором заключена основополагающая идея настоящего изобретения. Данный управляющий сигнал умножают на текущий сварочный ток для получения значения, к которому прибавляют величину длины дуги, чтобы получить значение сигнала, характеризующего напряжение дуги. Существует известная управляющая функция, где первый член (а) является первой постоянной (около 8-20, 12 для черных металлов), а для поддержания длины дуги произведение второй постоянной (около 10-35, 18,5 при 90% аргона и 10% СО2) и длины Larc дуги сравнивается со вторым членом (b), который представляет собой напряжение дуги минус произведение сварочного тока и сопротивления дуги. Изобретение дает возможность реализовать эту управляющую функцию путем создания управляющего сигнала, представляющего сопротивление дуги или изменяющегося с ним. Эти управляющие системы для поддерживания длины дуги усовершенствованы в настоящем изобретении, в котором новый управляющий сигнал получают в виде производной общего напряжения сварочного процесса по общему сварочному току в этом процессе.
В соответствии с другим аспектом настоящего изобретения производную, характеризующую первостепенный признак изобретения, получают путем создания небольших отклонений сварочного тока. Для определения "дифференциального сопротивления" или "дифференциального импеданса" Rz сварочной цепи создают последовательность отклонений сварочного тока. Перед отклонением напряжение и ток измеряют. Затем в последовательности отклонений ток повышают и ожидают в течение времени задержки. Эта задержка исключает искажение, вызванное индуктивным сопротивлением. Напряжение и ток снова измеряют и регистрируют. Производную напряжения по току получают путем определения разности измеренных напряжений и разности измеренных токов и деления разности напряжений на разность токов. Для определения производной напряжения по току используется схема высокой чувствительности, так как разность токов достаточно мала, и значение результирующей производной находится в общем в диапазоне 0,005-0,075 Ом. Разность напряжений также достаточно мала и находится в общем в диапазоне от 0,15 до 2,0 вольт. Поэтому для измерений требуется высокая чувствительность. Однако абсолютная точность не является критичной, так как значение дифференциального сопротивления - это производная величина. Таким образом, чувствительность необходима, но точность значений данных не является решающей. Так как большие значения возмущения тока также будут влиять на длину дуги, то возмущение ограничено небольшим процентом сварочного тока, чтобы предотвратить такое влияние. На практике возмущение тока составляет примерно менее 10%, а в целом примерно менее 5% от величины тока, используемой в сварочном процессе. Хотя производная может быть получена простым увеличением тока, чтобы измерить напряжение и ток перед этим увеличением и после него, в предпочтительном варианте осуществления изобретения ток увеличивают перед вторым измерением напряжения и тока. Затем ток уменьшают до величины, меньшей сварочного тока, для получения третьего измерения. Вслед за этим измерением ток снова увеличивают до величины сварочного тока для четвертого измерения. Следовательно, имеются четыре показания напряжения и тока, чтобы обеспечить три отдельных значения разности для одной последовательности отклонений тока. Второе значение разности основано на значительно большем отклонении тока, чем первая или последняя разности тока, вызванные последовательностью отклонений. Благодаря получению трех групп разностей, их деления для определения производных и их последующего усреднения путем деления суммы производных на три добиваются лучшего воспроизведения действительного значения производной, то есть управляющего сигнала.
В предпочтительном способе получения дифференциального импеданса (Rz) используется управляющее устройство источника электропитания сварочного аппарата для создания отклонений формы волны тока. Для получения dV/dI вышеописанным образом измеряют данные получаемых напряжения и тока. Альтернативно источник электропитания сам создает отклонения формы волны напряжения, а для получения dV/dI измеряют данные получаемых напряжения и тока. В другом примере осуществления источник электропитания используют для создания отклонений сигнала тока или напряжения, например входного сигнала широтно-импульсного модулятора (ШИМ), в ШИМ-управляемом сварочном аппарате. Затем измеряют получаемые данные напряжения и тока. В еще одном примере осуществления для введения отклонений тока или напряжения использована внешняя схема, например, функциональный преобразователь большой мощности. Затем получаемые данные напряжения и тока измеряют для получения dV/dI. В дальнейшем примере осуществления настоящего изобретения отклонения на выходе источника электропитания создают с помощью внешней схемы, например транзистора высокой мощности, используемого для шунтирования части тока от дуги. Получаемые данные напряжения и тока измеряют для получения dV/dI. Хотя предпочтительные варианты осуществления связаны с резкими возрастаниями или понижениями как тока, так и напряжения для получения дифференциальных величин, применяемых в настоящем изобретении, возможно создание отклонений при помощи синусоидальной волны или волны другой произвольной формы, так как время создания отклонений некритично для выработки дифференциального сигнала dV/dI. Каждое измерение проводят с временной задержкой, чтобы индуктивное сопротивление не вносило ошибку в результаты измерений. После стабилизации тока определяют разность напряжений. Установлено, что время стабилизации в целом находится в пределах 50-100 микросекунд. Это составляет минимальные задержки, а более длительные задержки неуместны.
В сформированных многокомпонентных последовательностях отклонений в настоящем изобретении ток смещают в положительном направлении, а затем в отрицательном. Это помогает уравновесить небольшие мгновенные изменения длины дуги, вызванные отклонением. Равные положительные и отрицательные перемены смещений уравновешивают выходной сигнал источника электроэнергии, так что отклонения тока не влияют на скорость расплавления. Второе смещение тока в последовательности отклонений, как правило, вдвое больше первого переключения тока, что удваивает величины собранной информации для обеспечения лучшего разрешения. За счет использования трех последовательных производных получают боле достоверный управляющий сигнал. На практике измерения напряжения и тока проводят каждые 10 миллисекунд. Такое временное распределение почти не изменяет формы управляющей волны. Величину dV/dI определяют с целью оценки вылета электрода и длины дуги.
Как пояснено выше, можно использовать множество управляющих механизмов для создания отклонений на выходе источника электроэнергии и измерения необходимых для получения dV/dI данных. В основе наиболее быстродействующих источников электропитания для сварки лежат импульсные источники питания, например вольтодобавочный преобразователь или преобразователь постоянного тока. Помехи переключения очень затрудняют точное измерение сварочного тока и напряжения, если только не применяются специальные схемы для исключения шума. Предпочтительным путем осуществления измерения dV/dI при использовании быстродействующего импульсного источника электропитания является применение быстродействующего встроенного управляющего алгоритма, созданного специально для контроля отклонения и измерения требуемых данных синхронно с переключением источника электропитания. На время, когда требуется измерение dV/dI, основная система питания сварочного аппарата переходит на управление от встроенного алгоритма. Встроенный алгоритм трансформирует ток в описанной последовательности и определяет данные в точные моменты времени при переключении силовых полупроводниковых приборов в источнике электропитания. Как только данные получены, управление снова передается основной системе управления сварочным аппаратом. Встроенная система управления осуществляется с помощью цифрового процессора для обработки сигналов, программируемой логической матрицы или микропроцессора. Для создания отклонений тока и сбора данных при реализации настоящего изобретения, конечно, возможны и альтернативные схемы.
Для выработки управляющего сигнала dV/dI в качестве действующей в реальном времени функции создают отклонения тока или напряжения в различные моменты времени с целью получения производной величины. Лучшее разрешение и помехозащищенность обеспечиваются путем введения более одного этапа отклонений. Величину dV/dI определяют для получения управляющего сигнала, являющегося средним значением нескольких измерений dV/dI по результатам отклонений. Эту процедуру можно использовать для электродуговых сварочных процессов, например для сварки с переносом напылением, импульсным переносом, переносом при коротком замыкании (на плазменном участке цикла), при сварке металлов постоянным и переменным током. В каждом из этих сварочных процессов образуется проходящий через дугу преобразованный ток, отклонения которого создают для получения дифференциального импеданса или сопротивления Rz, используемого для поддерживания заданной длины дуги или другого параметра сварочного процесса.
Основной задачей настоящего изобретения является создание способа и устройства для получения используемого в процессе электродуговой сварки управляющего сигнала, который представляет собой производную от напряжения по току. Управляющий сигнал используется для получения других параметров осуществляемого с обратной связью контроля сварочного процесса, главным образом для поддерживания заданной длины дуги.
Другая задача настоящего изобретения заключается в создании способа и устройства, обеспечивающих, как описано выше, получение точной функции управления для поддерживания длины дуги или других параметров.
Дальнейшей задачей настоящего изобретения является создание способа и устройства, обеспечивающих, как описано выше, точные методы измерения различных параметров процесса электродуговой сварки. В известных методах контроля эти параметры не являются легкодоступными.
Эти и другие задачи и преимущества станут понятными из следующего описания с приложенными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 показан процесс электродуговой сварки с иллюстрацией некоторых стандартных параметров и соотношений;
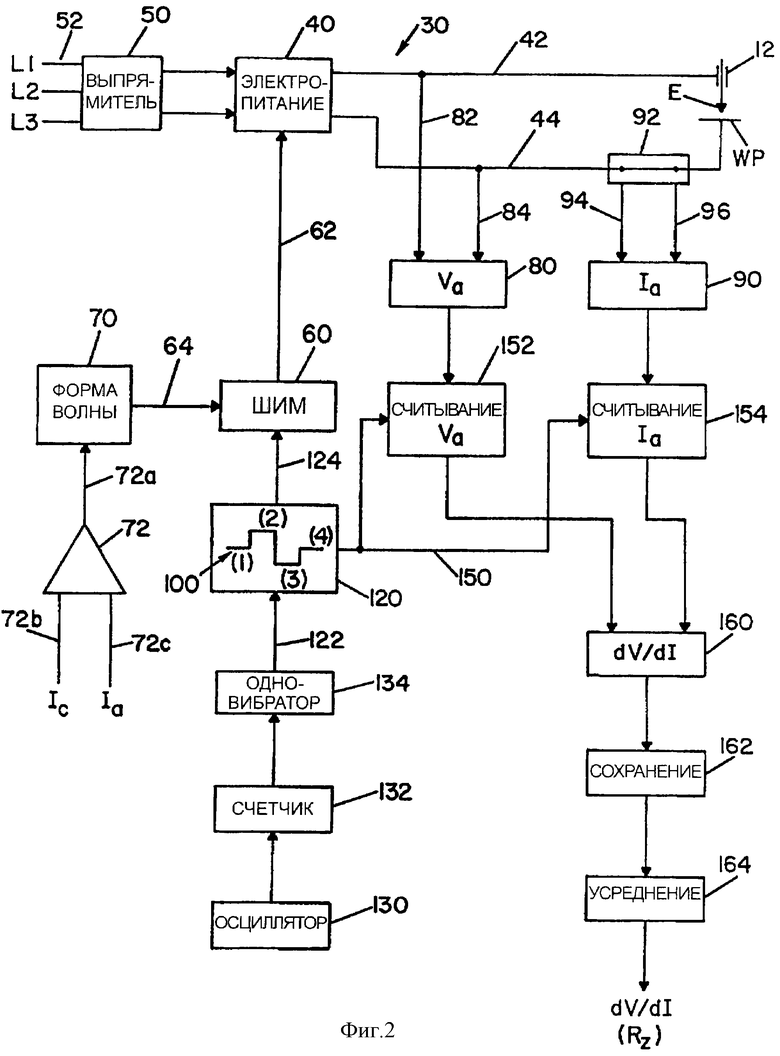
на фиг.2 - объединенная монтажная и блок-схема устройства, используемого при осуществлении предпочтительного варианта настоящего изобретения;
на фиг.3 - графики тока и напряжения, иллюстрирующие создание отклонений тока в предпочтительном варианте настоящего изобретения, показанном на фиг. 2;
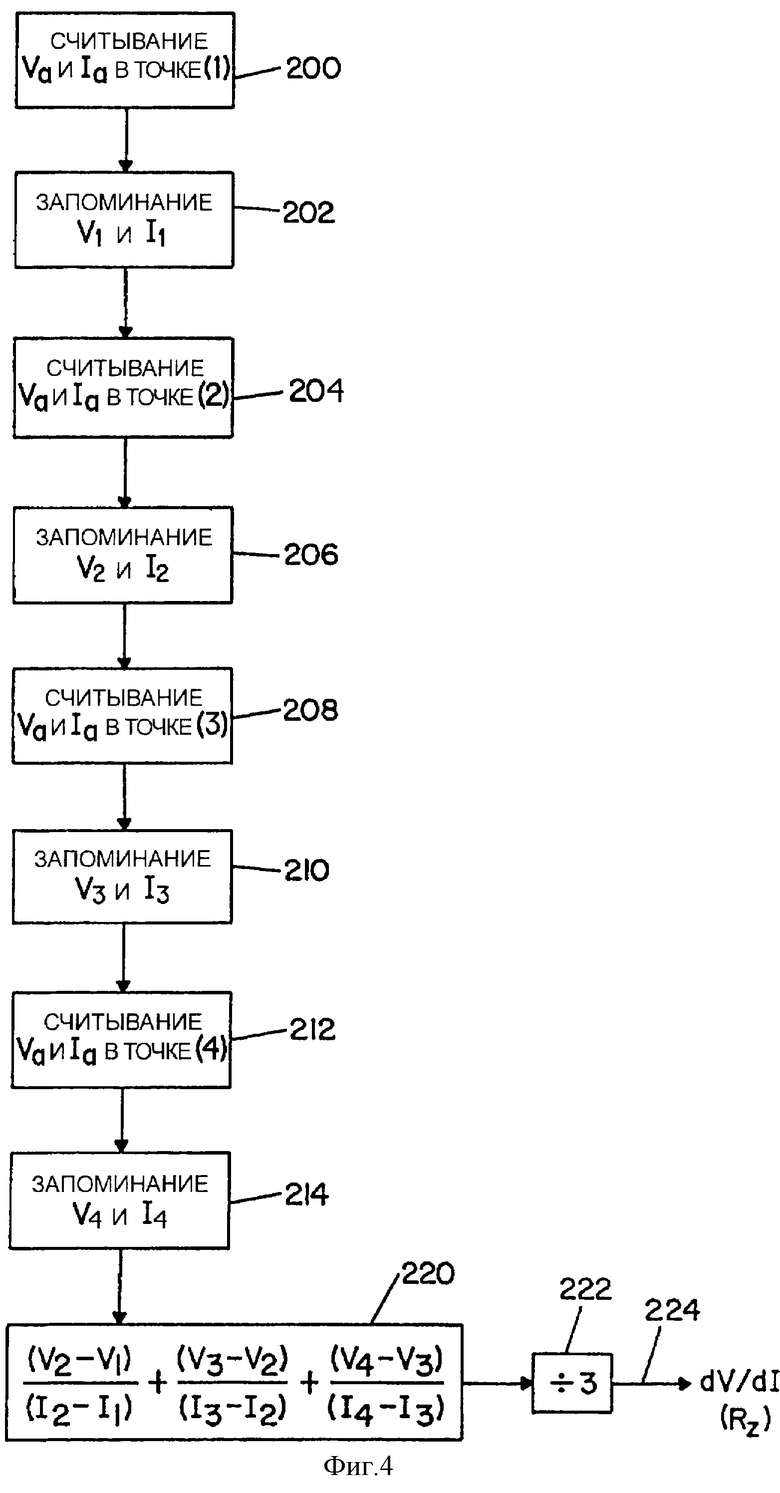
на фиг.4 - блок-схема программы, используемой для преобразования данных напряжения и тока, полученных в предпочтительном варианте настоящего изобретения, показанном на фиг.2 и 3;
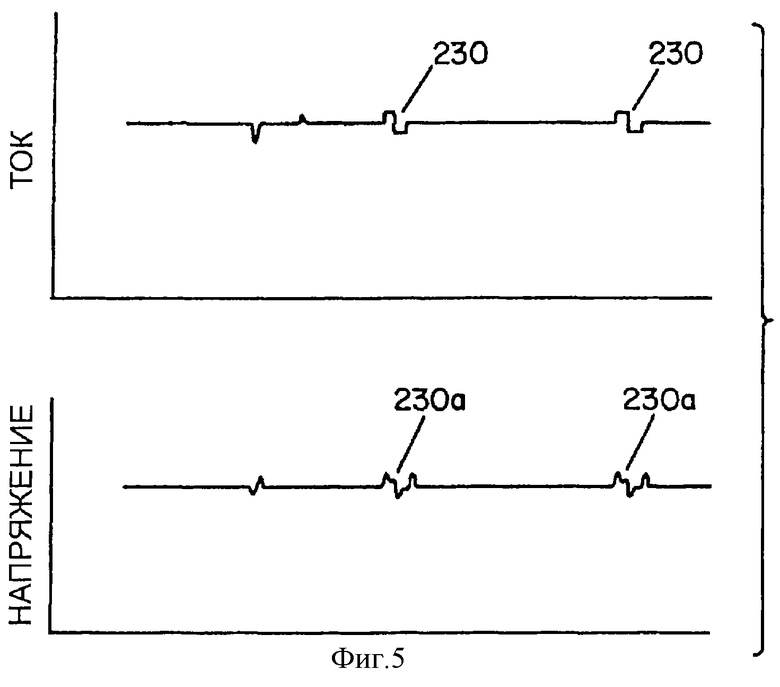
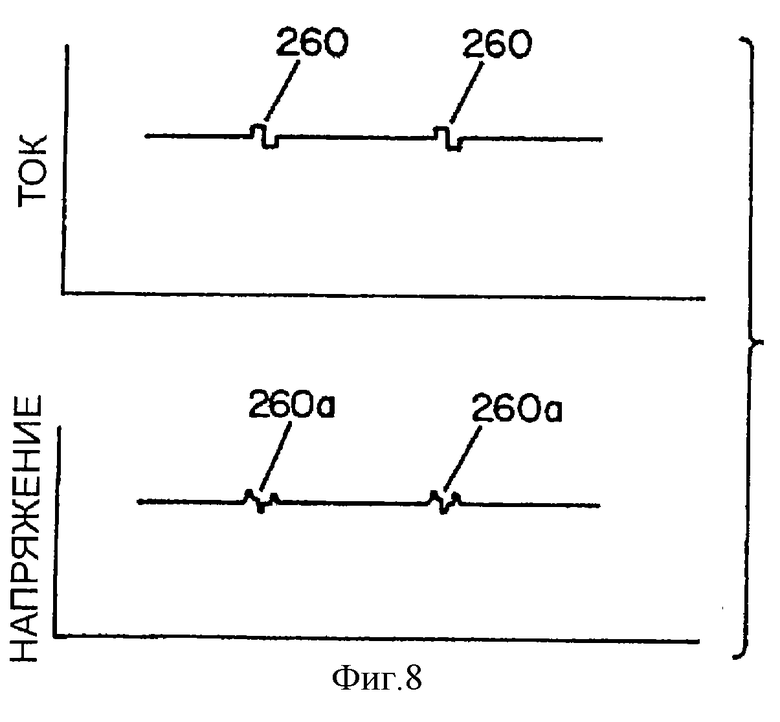
на фиг. 5-9 - ряд графиков тока и напряжения, иллюстрирующих осуществление настоящего изобретения для различных типов сварочных процессов;
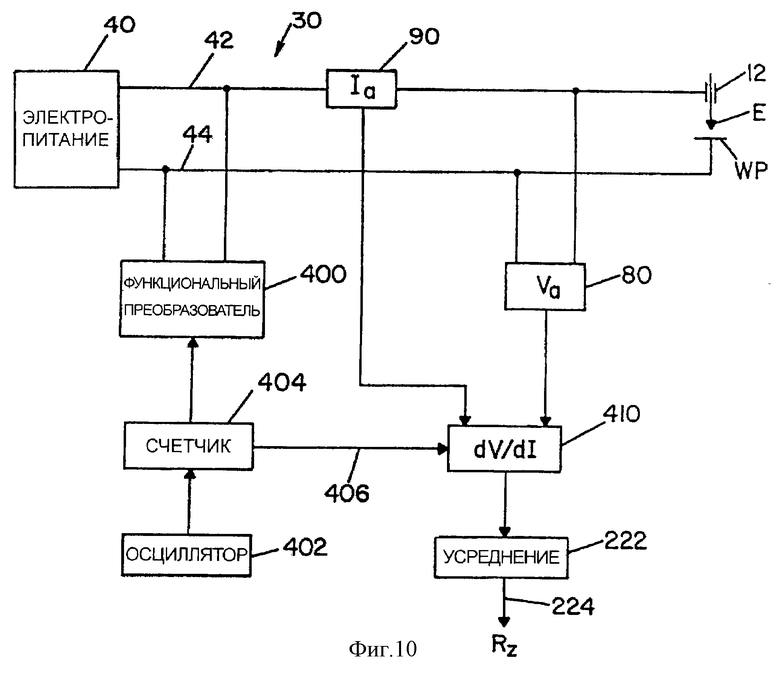
на фиг. 10 - блок-схема альтернативного варианта получения основного управляющего сигнала dV/dI согласно настоящему изобретению;
на фиг. 11 - блок-схема, иллюстрирующая другой вариант получения основного управляющего сигнала Rz при осуществлении настоящего изобретения;
на фиг.11А - график, иллюстрирующий участок отклонения, создаваемого по варианту, показанному на фиг.11;
на фиг.12 - блок-схема программной системы для поддерживания длины дуги с использованием нового сигнала Rz без участия оператора;
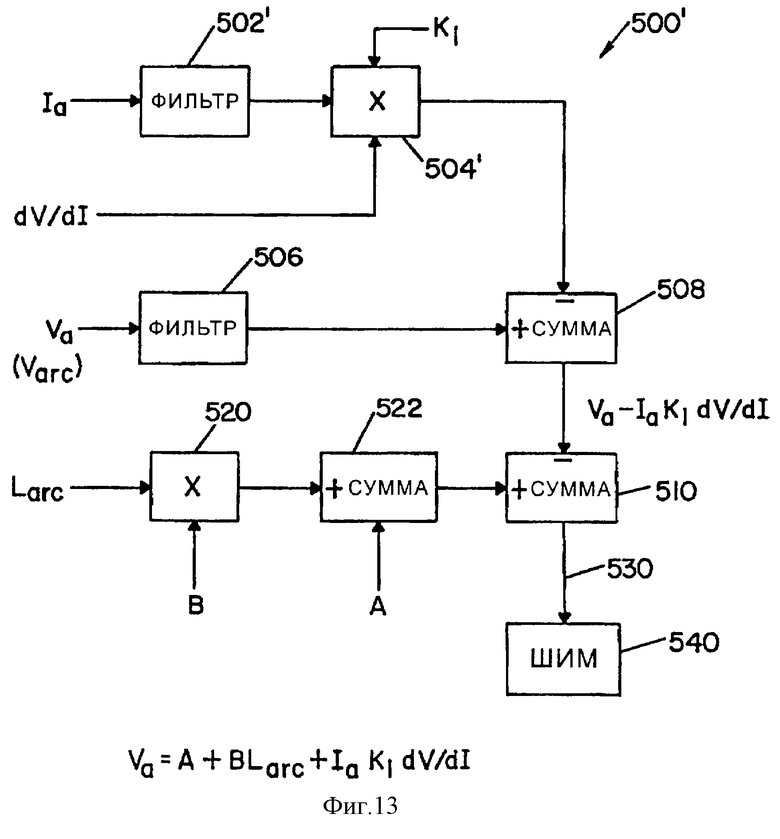
на фиг.13 - блок-схема программной системы для поддерживания длины дуги с использованием нового сигнала Rz с участием оператора;
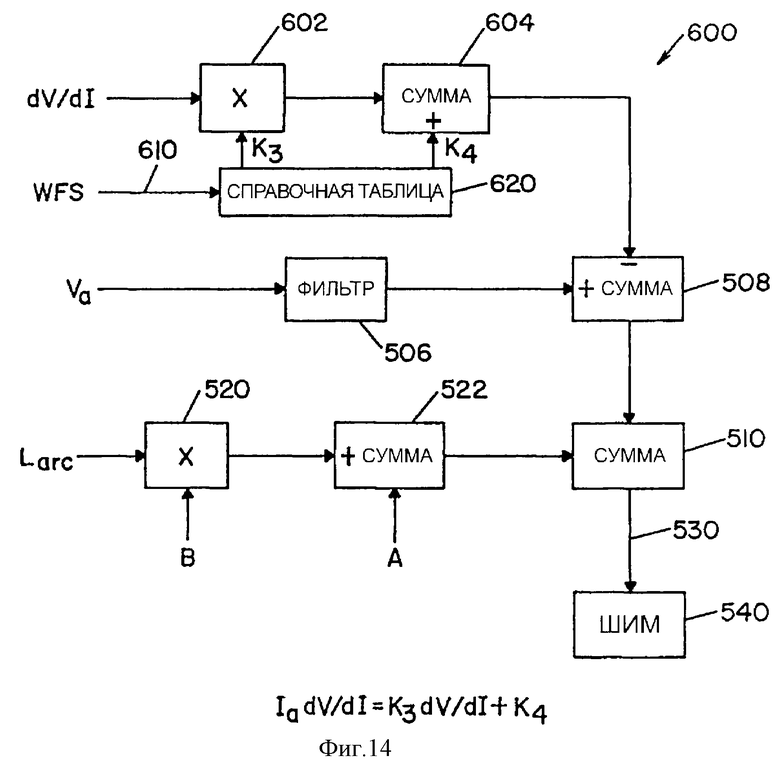
на фиг.14 - блок-схема программной системы, показанной на фиг.12, в упрощенном на основе опытной доработки виде.
ПРИМЕР ПРЕДПОЧТИТЕЛЬНОГО ВЫПОЛНЕНИЯ
Ссылки на чертежи приведены лишь с целью пояснения предпочтительного варианта осуществления изобретения и не ограничивают последнее. Фиг.1 иллюстрирует процесс 10 электродуговой сварки, в котором используют контактный наконечник 12, выполненный с отверстием 14, через который электрод Е продвигают в направлении железосодержащего изделия WP. В предпочтительном варианте сваривают стальные изделия, однако, с использованием изобретения сваривают и другие металлы, например алюминий. Между концом электрода и изделием образуется электрическая дуга С. Фактически, электрическая энергия с помощью контактного наконечника 12 пропускается через электрод Е для создания дуги С, расплавляющей конец электрода, и вызывает перенос металла за счет разбрызгивания, короткого замыкания или путем крупнокапельного переноса металла через дугу. В сварочном процессе расстояние CTWD между наконечником 12 и деталью WP - есть сумма вылета ESO электрода и длины Larc дуги. Напряжение Va при сварке разделяется на напряжение VESO на электроде и напряжение Varc дуги С. Эти стандартные в технике электродуговой сварки параметры используются для пояснения настоящего изобретения. В сварочном процессе электрод Е нагревается при помощи тока Iа, создающего тепло I2R, как показано на фиг.1. По длине ESO нагрев однородный. Нагрев электрода радикально отличается от электронагрева, вызываемого дугой С. Нагрев за счет дуги обычно составляет 75-80% от общего нагрева металла, расплавленного на конце электрода Е. Расплавление происходит на конце электрода, где образуется барьер 20. Этот барьер изолирует электрод Е от вырабатываемого дугой С тепла. Как хорошо известно, удельное электросопротивление увеличивается при возрастании температуры, однако удельное сопротивление оставшейся части электрода Е остается до некоторой степени постоянным. Теплопроводность и удельная теплоемкость также увеличиваются при повышении температуры. Таким образом, барьер 20 изолирует дугу от электрода и является очень тонким слоем, где происходит резкое увеличение тепла с расплавлением металла при подаче электрода. На напряжение Va при сварке влияет постоянная А, связанная с работой выхода на катоде, т. е. на изделии WP, и номинальными анодным или катодным напряжениями, которые оба составляют около 4,15 вольт. На практике, для сварочной стали постоянная А составляет около 12. Постоянная А складывается с произведением зависящей от состава защитного газа постоянной В и длины Larc дуги. Эта величина (A+BLarc) суммируется с произведением сварочного тока и сопротивления Rarс дуги, давая величину, представляющую напряжение дуги. Напряжение Va при сварке является суммой напряжения дуги Varc и напряжения VESO, которое есть произведение сварочного тока Iа и сопротивления RESO вылета электрода. Поскольку RESO мало, то Varc практически равно Va. На основании приведенных математических выражений длину дуги можно поддерживать управлением Va, Iа и сопротивления дуги. Изобретение направлено на создание или выработку величины, представляющей в целом сопротивление дуги. Математическое выражение (Varc=А+BLarc+IaRarc) используется для реализации применения параметра, т.е. уникального управляющего сигнала, разработанного в соответствии с настоящим изобретением. Этот управляющий сигнал является расчетным производным параметром dV/dI, который называется дифференциальным сопротивлением Rz. Дифференциальное сопротивление или дифференциальный импеданс Rz является суммой сопротивления Rarc дуги и небольшого сопротивления RESO электрода, однако это не сопротивление нагрузки, которое может быть получено путем деления напряжения при сварке на сварочный ток. Напряжение Varc не является непосредственно измеряемым. Однако Va измеряемо и равно сумме Varc и тока Iа, умноженного на RESO, Va= Varc+IaRESO. Таким образом, путем алгебраической подстановки получаем Va=А+BLarc+Ia[Rarc+RESO].
Для получения нового сигнала dV/dI, который фактически является дискретным числом, используются отдельные программные схемы. Согласно предпочтительному варианту осуществления изобретения программная схема, показанная на фиг.2, применяется для создания возмущений тока, изображенных на фиг.3. В этом варианте сварочный аппарат 30 создает напряжение Va при сварке между электродом Е и изделием WP. Фактически напряжение дуги устанавливается между наконечником 12 и изделием WP, как показано на фиг.1. Для получения этого напряжения и, следовательно, сварочного тока Iа установлен источник 40 электропитания, имеющий выходные токоотводы 42, 44, соединенные через электрод Е и изделие WP. На входе источника электропитания установлен выпрямитель 50, подключенный к трехфазной входной линии 52. Источник электропитания представляет собой высокочастотный переключающий инвертор с формой волны сварочного тока, определяемой сигналом в выходной линии 62 широтно-импульсного модулятора (ШИМ) 60. Модулятор имеет входную линию 64, сигнал в которой в виде уровня напряжения регулируется схемой 70 задания формы волны под управлением имеющего выход 72а и входы 72b, 72с усилителя 72 сигнала рассогласования. На вход 72b подается управляющий сигнал Iс тока, а на вход 72с сварочный ток Iа, проходящий через электрод Е и изделие WP в процессе сварочной операции. Для моментального (в реальном масштабе времени) измерения напряжения при сварке установлен датчик 80, имеющий входные провода 82, 84, подключенные параллельно к токоотводам 42, 44 согласно общепринятой практике. Для определения сварочного тока Iа имеется также датчик 90, подключенный к шунту 92 проводами 94, 96. Как было отмечено, сварочный аппарат 30 работает в соответствии с общепринятой практикой сварки и может быть применен для сварки напылением, сварки с коротким замыканием, сварки с крупнокапельным переносом, сварки при постоянном или переменном токе. Изобретение заключается в разработке нового управляющего сигнала, который представляет собой производную напряжения Va при сварке по сварочному току Ia. Сварочные токи и результирующее напряжение при сварке показаны на фиг.3. Предпочтительная система для получения сигнала производной в соответствии с предпочтительным вариантом осуществления изобретения изображена на фиг.2. Последовательность 100 принудительных отклонений тока вызывает соответствующую последовательность 100а напряжения. Последовательность 100 включает в себя повышение сварочного тока Iа от управляемого уровня 110, соответствующего уровню 110а напряжения в момент времени Т1, до нового уровня 112, соответствующего уровню 112а напряжения. Этот новый уровень превышает уровень 110 меньше чем на 10%, предпочтительно меньше чем на 5%. Величину производного сигнала dV/dI можно получить из этого отклонения путем определения напряжения Va и тока Iа в точке 1 до момента времени Т1, что показано отметкой 110b, а также напряжения и тока в точке 2 до момента времени Т2, что показано отметкой 112b. Вычисляют разность этих напряжений и токов соответственно, затем разность напряжений делят на разность токов. Измерение в точке 2 уровня 112 проводят после временной задержки на 100 микросекунд между временем Т1 и отметкой 112b. Это позволяет вызванной индуктивным сопротивлением части напряжения рассеяться перед снятием показаний напряжения и тока между точками 1 и 2. В момент времени Т2 сварочный ток снижают до уровня 114, который, как правило, ниже уровня 110 на величину возрастания тока в момент времени Т1. Нижний уровень 114 соответствует уровню 114а напряжения, как показано на фиг.3. Третье измерение напряжения и тока проводят непосредственно перед моментом времени Т3 в точке 3, как показано отметкой 114b. Затем ток повышают до уровня 116, соответствующего первоначальному уровню 110. После временной задержки, составляющей также около 100 микросекунд, проводят четвертое измерение в точке 4. Путем определения дифференциала между точками 1 и 2, дифференциала между токами 2 и 3 и дифференциала между точками 3 и 4 получают три отдельных показания одного и того же управляющего сигнала. Эти три показания регистрируют, суммируют и делят на три для получения окончательного производного параметра (сигнала), соответствующего dV/dI. Этот новый параметр (сигнал) является уникальным управляющим сигналом, получаемым при использовании настоящего изобретения. По прошествии некоторого времени реализуют еще одну последовательность 100 отклонений для последующего считывания параметра (сигнала) dV/dI. Последовательности 100 периодически повторяются, чтобы в реальном масштабе времени получать производную величину (сигнал) для управления процессом сварки.
Как изображено на блок-схеме фиг.2, последовательность 100 вызывается главным широтно-импульсным модулятором 60 с помощью генератора 120 сигналов, который генерирует эту последовательность при разрешающем сигнале напряжения в линии 122. Этот сигнал используется в качестве второго входного сигнала широтно-импульсного модулятора 60 в линии 124. Каждый раз при запуске генератора 120 сигналов последовательность 100 отклонений реализуется широтно-импульсным модулятором. Для запуска генератора сигналов предусмотрен осциллятор 130, заставляющий суммирующий счетчик 132 периодически приводить в действие одновибратор 134. Осциллятор и счетчик запрограммированы так, чтобы последовательности 100 повторялись периодически каждые несколько секунд. Таким образом, сигнал в линии 122 создается (10 миллисекунд) для повторения последовательности 100 отклонений тока Iа. В линии 150 в моменты, соответствующие точкам 1, 2, 3 и 4, появляется сигнал, который вызывает напряжение Va при сварке, считываемое блоком 152, и сварочный ток Iа, считываемый блоком 154. Затем путем операции деления в блоке 160 получают величину производной. Каждое найденное значение производной запоминается в блоке 162 для получения среднего значения в блоке 164, чтобы выдать управляющий сигнал Rz. В соответствии с последовательностью 100 получают три значения производной. Эти три значения запоминают и затем усредняют для выработки сигнала производной dV/dI, который является управляющим сигналом Rz, как показано на фиг. 2. Этот сигнал в общем смысле такой же, как и полученный посредством лишь одного вычисления dV/dI.
Программа для усреднения нескольких управляющих сигналов, т.е. дифференциальных сопротивлений Rz, схематически показана на фиг.4 и обрабатывает данные, полученные показанной на фиг.2 системой для выдачи последовательности 100 отклонений, изображенной на фиг.3. По этой программе на шаге 200 микропроцессор или другое управляющее устройство считывает напряжение при сварке и сварочный ток в точке 1. Эта информация запоминается на шаге 202. Затем напряжение при сварке и сварочный ток считываются в точке 2 на шаге 204 и запоминаются на шаге 206. Подобным образом напряжение и ток считываются в точке 3 на шаге 208 и запоминаются на шаге 210. При конечном отклонении напряжения и тока их значения считываются на шаге 212 и запоминаются на шаге 214. После этого алгоритм программы вычисляет функцию, обозначенную позицией 220, при этом вычисляется дискретное число, соответствующее первому значению производной dV/dI. Это число или аналоговая величина является уникальным управляющим сигналом. Затем вычисление производной повторяют дважды. Значения (в цифровом или аналоговом виде) этих вычисленных производных, которые по существу близки друг другу, суммируются, как показано позицией 220. Далее на шаге 222 суммарное значение делится на три, чтобы на выходе 224 получить среднее значение dV/dI, т.е. Rz. Последнее представляет собой управляющий сигнал, являющийся средним значением вычисленных ранее управляющих сигналов и использующийся в управлении сварочным аппаратом 30 или каким-либо другим сварочным аппаратом. При использовании последовательности 100 отклонений в предпочтительном варианте изобретения операции усреднению подлежат три значения управляющего сигнала Rz. Естественно, что любое количество управляющих сигналов можно суммировать, а затем усреднять.
Получение уникального управляющего сигнала Rz возможно во всех способах сварки с использованием плавящегося электрода и дуги, возникающей в течение сварочного цикла. В таких процессах имеют место вылет электрода и дуга для расплавления конца электрода с целью нанесения жидкого металла на изделие. Небольшие изменения тока при реализации последовательности 100 происходят в течение такого короткого времени, что не вносят изменений в процесс расплавления электрода. Универсальное применение управляющего сигнала Rz, действующего в реальном масштабе времени, отражено на фиг.5-9. Например, в сварочном процессе с напылением, графики тока и напряжения для которого показаны на фиг. 5, периодически реализуют последовательность 230 отклонений сварочного тока. Эта последовательность вызывает соответствующую последовательность 230а отклонений напряжения при сварке. После этого можно определить производную напряжения по току для получения управляющего сигнала или дифференциального сопротивления Rz. Подобно этому в процессе импульсной сварки имеет место фоновый ток и пик или импульс тока, как показано на фиг.6. Это вызывает подобное изменение напряжения, изображенное на нижнем графике. При фоновом токе отсутствует существенный перенос материала электрода на изделие, однако реализуются последовательность 240 и соответствующая последовательность 240а отклонений. Применение последовательности отклонений позволяет получить величину сигнала производной dV/dI. Что более важно, последовательность 242 отклонений тока с соответствующей последовательностью 242а отклонений напряжения создают в течение импульса или пика тока. Значение дифференциального сопротивления Rz получают дополнительно для пикового тока. Это можно использовать для поддержания длины дуги. На фиг.7 показаны графики тока и напряжения при сварке с коротким замыканием. На дуговом или плазменном участке цикла создают последовательность 250 отклонений сварочного тока. Это создает соответствующую последовательность 250а отклонений напряжения. На участке 252 короткого замыкания измерения не проводятся вследствие отсутствия дуги. Для сварочного цикла STT, разработанного фирмой Lincoln Electric Company (Кливленд, Огайо), на участках фонового тока и развития плазмы настоящее изобретение также можно использовать. На этих участках ток поддерживают постоянным. Однако на участке короткого замыкания цикла STT ток не может быть подвергнут отклонениям, так как здесь он не поддерживается постоянным. Как можно видеть, изобретение применимо для всех типов сварочных циклов с использованием дуги, где ток поддерживается постоянным и может быть подвергнут отклонениям. Далее на фиг.8 показан сварочный цикл с постоянным током или постоянным напряжением, где последовательность 260 отклонений тока вызывает соответствующую последовательность 260а отклонений напряжения. Кривая постоянного тока подобна кривой для сварки напылением, изображенной на фиг.5. В процессе сварки с переменным током он поддерживается в целом постоянным, однако при противоположных полярностях, как показано на фиг.9. На участке положительной полярности создают последовательность 270 отклонений тока, имеющую следствием соответствующую последовательность 270а отклонений напряжения. При отрицательной полярности в токе создают последовательность 272 отклонений, имеющую следствием последовательность 272а отклонений напряжения. Фигуры 5-9, изображающие графики тока и напряжения для некоторых общеизвестных процессов сварки, представлены с целью демонстрации универсальности применения уникального управляющего сигнала или дифференциального сопротивления Rz. Естественно, что настоящее изобретение можно применить и в других процессах электродуговой сварки с участком постоянного тока в цикле, когда используют плавящийся электрод, а сопротивление дуги С в общем значительно выше по сравнению с сопротивлением электрода.
При осуществлении изобретения производную напряжения по току получают в качестве управляющего сигнала. Для получения значения производной можно использовать различные устройства. На фиг.2 показано одно из таких устройств, а на фиг.10 и 11 - другие устройства для нахождения производной. Согласно фиг. 10 к источнику 40 электропитания параллельно выходным токоотводам 42, 44 подключен функциональный преобразователь 400, который создает отклонения тока на выходе источника электропитания и синхронизирован с целью образования конкретного отклонения, требуемого для получения нескольких отдельных точек измерения. Осциллятор 402 управляет счетчиком 404. Выходной сигнал счетчика в линии 406 указывает моменты, когда значения напряжения и тока от датчиков 80, 90 соответственно должны считываться и запоминаться в блоке 410. Эти значения затем усредняются, как показано на фиг.4, на этапе 222 для выработки управляющего сигнала Rz в линии 224. Подобно этому, как показано на фиг. 11, счетчик 420 управляется осциллографом 420а для получения серий сигналов в линии 422, управляющих вентилем 424 переключателя 450. Это периодически шунтирует часть тока Iа от дуги посредством резистора 452. Получаемая таким образом последовательность отклонений имеет только два уровня тока. Это показано на фиг.11а. Когда переключатель 450 включен, ток уменьшается от режимного уровня сварочного тока до нижнего уровня 460. Напряжение и ток считываются блоком 410 в точках 1 и 2, где получают управляющий сигнал dV/dI. Может быть получена серия таких сигналов, которые усредняются блоком 470 для выработки управляющего сигнала Rz в линии 472. С целью определения управляющего сигнала dV/dI, называемого дифференциальным сопротивлением Rz, в цифровом виде могут быть использованы и другие устройства. Данный сигнал связан с сопротивлением дуги.
Для получения управляющего сигнала Rz могут быть использованы различные устройства и системы программного обеспечения. Этот управляющий сигнал можно использовать с другими различными параметрами для обеспечения контроля осуществляемого сварочного процесса или получения командных сигналов для него. Выработка управляющего сигнала производной в реальном масштабе времени является уникальной в технике сварки и используется для многих целей, несколько из которых указаны в данном описании для пояснения огромных преимуществ получения сигнала dV/dI для сварочного процесса. Применение уникального управляющего сигнала не исчерпывается описанным здесь. Другие применения уникального управляющего сигнала находятся в компетенции специалистов. Изобретение используется в управляющей системе, применяющей математически выведенное построение, или упрощенной на основе эмпирических данных.
На фиг.12 изображена используемая сейчас управляющая система, в которой поддерживается постоянная длина дуги согласно настоящему изобретению. Регулирование длины Larc стало возможным благодаря получению ряда значений управляющего сигнала Rz или dV/dI. Напряжение Va при сварке составляет напряжение VESO на электроде плюс напряжение Varc дуги, которое равно следующей сумме: (а) первая постоянная А (от 8 до 20) плюс (b) произведение второй постоянной В (от 10 до 35) и длины Larc дуги плюс (с) произведение сварочного тока Ia и сопротивления Rarc. За счет поддерживания длины дуги постоянной сопротивление дуги не изменяется, и сумма сопротивлений [Rarc+RESO] в системе управления длиной дуги остается постоянной, т.к. поддерживается заданная величина длины дуги. Как указано выше, напряжение при сварке Va= VESO+Varc. Varc= А+ВLarc+LRarc. Поэтому Va= А+ВLarc+LRarc+VESO или Va= А+ВLarc+Ia[Rarc+RESO] . Действительно, dV/dI изменяется в целом прямо пропорционально [Rarc+RESO] . Следовательно, Va пропорционально dV/dI. Поэтому для целей управления Va=А+BLarc+Ia dV/dI. Эта зависимость является уравнением управления, применяемым для поддерживания длины дуги устройством 500 с использованием изобретения, как показано на фиг.12. Сварочный ток Iа фильтруется фильтром 502 и умножается на выведенный согласно изобретению управляющий сигнал dV/dI в блоке 504 умножения. За счет этого получают уровень сигнала, соответствующий Iа dV/dI. В суммирующем соединении 508 этот уровень сигнала в цифровой форме вычитают из напряжения Va обратной связи, отфильтрованного фильтром 506. Сигнал "Va-IаdV/dI" сравнивается в выполненном в виде суммирующего соединения усилителе рассогласования 510 с величиной, прямо пропорциональной текущей длине дуги Larc. Эта управляемая величина есть А+BLarc, где текущая Larc умножена на вторую постоянную В (от 8 до 20) в блоке 520 и сложена с первой постоянной А (от 10 до 35) в блоке 522. Сигнал рассогласования в линии 530 управляет стандартным широтно-импульсным модулятором 540 длительности импульса для поддерживания длины Larc дуги. Устройство 500 является системой управления, используемой теперь на практике с применением нового управляющего сигнала Rz или dV/dI для поддерживания длины дуги постоянной.
Управляющее устройство 500, показанное на фиг.12, будет поддерживать длину дуги при постоянстве интервала между электродом Е и изделием WP. Это основной вариант использования настоящего изобретения. Однако при увеличении скорости подачи сварочной проволоки (WFS) ток Iа должен возрасти, чтобы поддерживать указанный интервал. Больший ток вызывает большее проникновение дуги в сварочную ванну на изделии. Поэтому длина дуги больше поддерживаемого интервала, и для компенсации требуется больший вылет электрода. С целью компенсации таких отклонений оператор может использовать коэффициент K1, как показано на фиг.13. Устройство 500' подобно устройству 500, однако в первом блоке 504' умножения использует настраиваемый оператором коэффициент K1. Коэффициент K1 изменяется в пределах между 0,0 и 2,0. Обычно оператор устанавливает коэффициент K1 в пределах приблизительно от 0,2 до 0,3. Для сварочного процесса с постоянным напряжением этот коэффициент составляет, как правило, 0,0. При полностью регулируемой длине дуги коэффициент имеет большую величину, от 1,0 до 2,0, на практике коэффициент равен около 0,3.
Упрощенным вариантом реализованных устройств 500 и 500', показанных на фиг.12 и 13, является имеющее программное обеспечение управляющее устройство 600 согласно фиг. 14. Функцию управления K1Iа dV/dI, производимую фильтром 502 и блоком 504 устройства по фиг.12, а также фильтром 502' и блоком 504' устройства по фиг. 13, можно упростить, чтобы избежать использования сварочного тока Iа. Было эмпирически установлено, что Iа dV/dI равно К3 dV/dI+K4. Постоянные К3 и К4 выведены опытным путем. Компоненты устройства 600 обозначены теми же позициями, что и в устройстве 500. При этом фильтр 502 и блок 504 заменены блоком 602 умножения на К3 и dV/dI и блоком 604 суммирования с К4. Длину дуги поддерживают. Практически скорость подачи сварочной проволоки, настроенная с длиной дуги, характеризуется сигналом в линии 610. Значение WFS в линии 610 используется для эмпирического получения постоянных К3 и К4 по справочной таблице 620 для конкретной скорости подачи. Имеющее программное обеспечение устройство управляет длиной дуги с применением нового сигнала dV/dI. Должно быть понятно, что с целью применения нового управляющего сигнала dV/dI, особенно для поддерживания постоянной длины дуги, могут быть созданы математически или эмпирически и другие варианты и управляющие системы.






Изобретение относится к электродуговой сварке, в частности к способу управления процессами дуговой сварки с использованием контрольного параметра и к сварочному аппарату, имеющему регулятор для получения и использования этого параметра. Для получения в реальном масштабе времени управляющего сигнала для использования в электродуговом сварочном процессе, характеризующемся напряжением при сварке и сварочным током, первоначально измеряют напряжение при сварке и ток дуги. Осуществляют мгновенное изменение напряжения при сварке или тока дуги менее чем на 10%. Вторично измеряют напряжение при сварке и сварочный ток после этого изменения, определяют разность между первоначально и вторично измеренными напряжениями при сварке, определяют разность между первоначально и вторично измеренными сварочными токами. Вводят значения производной, представляющей требуемый управляющий сигнал, путем деления разности между первоначально и вторично измеренными напряжениями при сварке на разность между первоначально и вторично измеренными сварочными токами и осуществляют выработку управляющего сигнала по этому значению производной. Устройство имеет источник электропитания, датчик сварочного тока и контроллер для управления напряжением и/или сварочным током, содержащий цифровую схему для первоначальной и вторичной регистраций напряжения при сварке и сварочного тока, управляющую схему для изменения указанного напряжения при сварке между моментами указанных первоначальной и вторичной регистраций, цифровую схему для определения разности зарегистрированных напряжений и токов и схему выработки производной, осуществляющую деление разности напряжений на разность токов для получения указанного управляющего сигнала. Использование изобретения позволит повысить качество сварки. 5 с. и 18 з.п. ф-лы, 15 ил.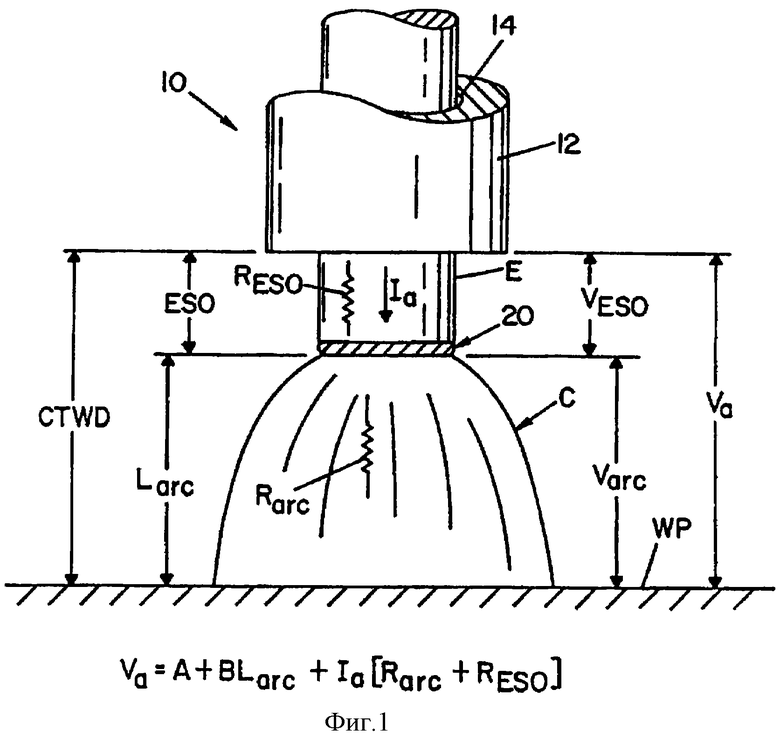
| US 4631385, 23.12.1986 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| US 5349157, 20.09.1994 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

