Настоящее изобретение относится к области дуговой электросварки и, более конкретно, к системе дуговой электросварки для объединения источников тока для работы с тандемными электродами.
Включение посредством ссылки
Настоящее изобретение относится к системе дуговой электросварки, использующей источники питания переменного тока высокой емкости для возбуждения двух или более тандемных электродов типа, который используется при линейной сварке металлических заготовок. Хотя изобретение может быть использовано с любым стандартным источником питания переменного тока с переключателями для изменения выходной полярности, предпочтительно, чтобы источники питания использовали принцип переключения, раскрытый в патенте №6111216 на имя Stava, согласно которому источник питания представляет собой инвертер, имеющий два больших переключателя выходной полярности, причем ток дуги снижается перед тем как переключатели реверсируют полярность. Следовательно, термин "точка переключения" обозначает сложную процедуру, при которой источник питания сначала выключается, ожидая спадания тока до величины меньшей, чем предварительно выбранное значение, например 100 ампер. После достижения порога 100 ампер выходные переключатели источника питания реверсируются для реверсирования полярности выходной линии постоянного тока инвертера. Таким образом, "точка переключения" представляет собой команду отключения, известную как команда "уничтожения" ("kill"), для инвертера источника питания, за которой следует команда переключения для реверсирования выходной полярности. Выходной сигнал отключения может представлять собой спадание до пониженного уровня тока. Эта процедура дублируется при каждом последовательном реверсировании полярности, так что источник питания переменного тока реверсирует полярность только при низком токе. За счет этого демпфирующие схемы для выходных переключателей управления полярностью могут быть уменьшены в размерах или вообще исключены. Поскольку такой принцип переключения является предпочтительным для определения точек переключения, как используется в настоящем изобретении, патент №6111216 на имя Stava включен в настоящее описание посредством ссылки. Принцип использования переменного тока для тандемных электродов хорошо известен в технике. Более ранняя заявка №09/336804, поданная 12 июня 1999, раскрывает систему, в которой каждый из тандемных электродов запитывается от отдельного источника питания типа инвертера. Частота изменяется для снижения взаимных помех между переменным током в соседних тандемных электродах. Фактически, данная заявка относится к единым источникам питания для возбуждения либо электрода, запитываемого постоянным током, за которым следует электрод переменного тока, либо двух или более электродов, возбуждаемых переменным током. В каждом случае отдельный источник питания типа инвертера используется для каждого электрода, и в источниках питания высокой емкости переменного тока используется принцип точки переключения согласно патенту №6111216 на имя Stava. Данная система для отдельного возбуждения каждого из тандемных электродов отдельным источником питания высокой емкости характеризует собой предшествующий уровень техники для настоящего изобретения и включена в настоящее описание в качестве такого предшествующего уровня техники. Аналогичным образом, заявка США 09/406406, поданная 27 сентября 1999, раскрывает еще одну систему дуговой электросварки, в которой каждый электрод в операции тандемной сварки возбуждается двумя или более независимыми источниками питания, соединенными параллельно с одной электродной дугой. Система использует один набор переключателей, имеющий два или более точно сбалансированных источника питания, образующих вход схемы переключателя реверсирования полярности, работающей в соответствии с патентом №6111216 на имя Stava. Каждый из источников питания управляется одним командным сигналом и поэтому совместно использует идентичное значение тока, объединяемое и направляемое через переключатели реверсирования полярности. Система данного типа требует больших переключателей реверсирования полярности, поскольку весь ток, подаваемый на электрод, проходит через один набор переключателей. Вышеупомянутая заявка не раскрывает комбинации главного и подчиненного источников питания для одного электрода, а раскрывает общую информацию предшествующего уровня техники, к которому имеет отношение настоящее изобретение. Поэтому данная заявка также включена в настоящее описание посредством ссылки.
Предшествующий уровень техники
Применения, связанные со сваркой, такие как сварка труб, часто требуют высоких токов и используют несколько дуг, создаваемых тандемными электродами. Такие системы сварки весьма подвержены некоторым несоответствиям, обусловленным нарушениями дуги вследствие магнитного взаимодействия между двумя соседними тандемными электродами. Система для устранения недостатков, обусловленных соседними тандемными электродами, возбуждаемыми переменным током, раскрыта в предшествующей заявке №09/336804, поданной 21 июня 1999 правопреемником настоящего изобретения. В данной предшествующей заявке каждый из электродов, возбуждаемых переменным током, имеет свой собственный источник питания на основе инвертера. Выходная частота каждого источника питания изменяется таким образом, чтобы предотвратить магнитные взаимные помехи между соседними электродами. Эта система требует отдельного источника питания для каждого электрода. Когда текущие требования для данного электрода превышают текущую номинальную мощность источника питания на основе инвертера, должен проектироваться, конструироваться и изготавливаться новый источник питания. Таким образом, такая система для работы с тандемными сварочными электродами требует источников питания высокой емкости или высокой номинальной мощности для получения высокого тока, как это требуется для сварки труб. Для снижения потребности в специальных источниках питания высокой текущей номинальной мощности для работающих тандемно электродов правопреемник разработал систему, раскрытую в заявке №09/406406, в которой каждый электрод переменного тока возбуждается двумя или более источниками питания на основе инвертера, соединенными параллельно. В этих параллельных источниках питания выходные токи объединяются на входной стороне схемы переключения полярности. Таким образом, когда для заданного электрода требуются более высокие токи, то используются два или более параллельных источника питания. В этой системе каждый из источников питания работает совместно и равным образом совместно использует выходной ток. Таким образом, ток, требуемый при изменениях условий сварки, может быть обеспечен только путем завышения текущей номинальной мощности одного блока. Сбалансированная по току система позволяет объединить несколько меньших источников питания; однако источники питания должны быть соединены параллельно на входной стороне схемы переключения для реверсирования полярности. Как таковые для каждого электрода требовались большие переключатели. Следовательно, такая система преодолевает недостаток, заключающийся в необходимости обеспечения специальных источников питания для каждого электрода, используемого в операции тандемной сварки того типа, который используется в сварке труб; однако все же имеется недостаток, состоящий в том, что переключатели должны быть довольно большими, и вход параллельно соединенных источников питания должен быть точно согласован за счет управления одним сигналом управления током. Данная предшествующая заявка не использует принцип синхронизации сигнала для каждого сварочного модуля, направляющего ток на каждый тандемный электрод. Однако система все еще требует больших переключателей. Данный тип системы использовался для работы в локальной сети Ethernet, взаимосвязывающей сварочные модули. В межсоединениях Ethernet синхронизация не может точно контролироваться. В описанной системе синхронизация переключения для данного электрода должна только сдвигаться на временной основе, но не требует точного определения для конкретного времени. Таким образом, описанная система, требующая уравновешивания тока и одной схемы переключения, характеризовала собой способ получения высокого емкостного тока для использования в тандемных операциях дуговой электросварки при использовании сети Ethernet или системы управления сети Интернет и Ethernet. Имеется потребность в управлении сварочными аппаратами с помощью сети Ethernet c применением или без применения линий связи сети Интернет. Ввиду ограничений синхронизации эти сети требуют использования систем тандемных электродов такого типа, который использует только общие методы синхронизации.
Сущность изобретения
В системах высокого тока для дуговой электросварки является предпочтительным возбуждать один электрод несколькими параллельно соединенными источниками электропитания типа инвертера, с применением сетевого управления. Недостатком является то, что такие системы требовали точного выравнивания тока, а также требовали единой выходной схемы переключения высокой емкости. Такие системы могли управляться от сети; однако параметр для каждого параллельно соединенного источника электропитания не мог быть изменен. Каждый из модулей мог быть только смещен относительно каждого другого с помощью синхронизирующего сигнала. Такие системы были не пригодны для централизованного управления посредством Интернет и/или для управления посредством локальной сети, поскольку разработка сети только для обеспечения сдвига между модулями была невыгодной.
Настоящее изобретение использует принцип одного модуля дуговой электросварки переменного тока для каждого электрода, причем сам модуль включает в себя один или несколько параллельно включенных источников электропитания, каждый из которых имеет свою собственную схему переключения. Выходные токи схем переключения затем объединяются с целью возбуждения электрода. Это позволяет использовать относительно небольшие переключатели для реверсирования полярности отдельных источников электропитания, включенных параллельно в системе. Кроме того, относительно малые источники электропитания могут быть включены параллельно для создания высокого входного тока на каждом из различных электродов, используемых в тандемной операции сварки. Использование нескольких независимо управляемых источников электропитания, запараллеленных после схемы переключения полярности, для возбуждения одного электрода обеспечивает предпочтительное использование сети, такой как Интернет или Ethernet.
В соответствии с изобретением меньшие источники электропитания в каждой системе соединены параллельно для питания одного электрода. За счет координации точек переключения каждого из параллельно соединенных источников электропитания с высокоточным интерфейсом выходной переменный ток является суммой токов от параллельных источников электропитания без использования объединения перед переключателями полярности. С использованием этого принципа сеть Ethernet, с каналом сети Интернет или без нее, может управлять параметрами сварки каждого из параллельно соединенных источников электропитания системы сварки. Синхронизация точек переключения точно управляется посредством нового интерфейса, в то время как параметры сварки, направляемые к контроллеру для каждого источника электропитания, могут быть обеспечены сетью Ethernet, которая не имеет точной временной основы. Таким образом, канал сети Интернет может быть использован для направления параметров контроллерам отдельных источников электропитания системы сварки для возбуждения одного электрода. При этом нет необходимости в точности на временной основе для этих параметров сварки, закодированных для каждого источника электропитания. В предпочтительной реализации точка переключения является командой отключения, ожидающей обнаружения спадания тока ниже минимального порогового значения, такого как 100 ампер. Когда каждый источник электропитания получает команду переключения, они затем переключаются. Точки переключения между параллельно включенными источниками электропитания, мгновенно или в последовательности, связанной с командой отключения с задержкой ожидания, точно координируются платой интерфейса с точностью менее 10 мкс, предпочтительно в диапазоне 1-5 мкс. Эта точность синхронизации координирует и согласует операцию переключения в параллельно соединенных источниках электропитания для обеспечения координации выходного переменного тока.
За счет использования Интернет или локальной сети Ethernet набор параметров сварки для каждого источника электропитания становится доступным посредством менее точной информационной сети, с которой контроллеры для параллельно соединенных источников электропитания соединены через плату высокоточного цифрового интерфейса. Таким образом, переключение отдельных параллельно соединенных источников электропитания системы становится координированным. Это является преимуществом, позволяющим использовать управление системой сварки через Интернет и локальную сеть. Информационная сеть включает сигналы синхронизации для инициирования нескольких систем дуговой электросварки, соединенных с различными электродами в операции тандемной сварки в выбранном фазовом соотношении. Каждая из систем сварки для соответствующего электрода имеет индивидуальные точки переключения, точно управляемые, в то время как системы имеют смещения или задержки для предотвращения магнитных взаимных помех между различными электродами. Это позволяет осуществлять возбуждение различных электродов переменного тока с использованием общей информационной сети. Изобретение особенно полезно для параллельно соединенных источников электропитания, предназначенных для питания данного электрода переменным током. Точки переключения координируются посредством точного интерфейса, и параметр сварки для каждого параллельно соединенного источника электропитания обеспечивается общей информационной сетью. Эта сеть может также приводить в действие электрод постоянного тока, что не требует взаимосвязанных точек переключения, используемых в настоящем изобретении.
В соответствии с настоящим изобретением предлагается система дуговой электросварки для создания электрической сварочной дуги переменного тока между электродом и свариваемой деталью. Как пояснено ниже, система может возбуждать один электрод одним инвертером. В качестве одной из особенностей системы, два или более источника электропитания могут возбуждать один электрод. Таким образом, система содержит первый контроллер для первого источника электропитания, обуславливающий создание первым источником электропитания переменного тока между электродом и свариваемой деталью путем генерации сигнала переключения с точками переключения для реверсирования полярности в общем синхронизированном соотношении с сигналом синхронизации данной системы, принимаемым первым контроллером. Этот первый контроллер приводится в действие при первых параметрах сварки в ответ на набор сигналов параметров, соответствующих первому источнику электропитания, направляемых первому контроллеру. Предусматривается по меньшей мере один подчиненный контроллер для приведения в действие подчиненного источника электропитания для создания переменного тока между тем же самым электродом и свариваемой деталью путем реверсирования полярности переменного тока в точках переключения. Подчиненный контроллер работает при вторых параметрах сварки в ответ на второй набор сигналов параметров, соответствующих источнику электропитания, направляемых в подчиненный контроллер. Информационная сеть, соединенная с первым контроллером и со вторым или подчиненным контроллером, содержит цифровые сигналы параметров, соответствующих первому и второму источникам питания, для двух контроллеров и соответствующий системе синхронизирующий сигнал. Таким образом, контроллеры принимают сигналы параметров и синхронизирующий сигнал от информационной сети, которая может представлять собой сеть Ethernet с каналом сети Интернет или без нее или просто локальную сеть. Изобретение предусматривает использование цифрового интерфейса, соединяющего первый контроллер и подчиненный контроллер, для управления точками переключения второго или подчиненного источника электропитания посредством сигнала переключения с первого или главного контроллера. На практике, первый контроллер запускает реверсирование тока в точке переключения. Данное событие передается с высокой точностью на подчиненный контроллер для запуска его процесса реверсирования тока. Когда каждый контроллер воспринимает ток дуги как меньший, чем заданное значение, формируется сигнал готовности. После формирования всех сигналов готовности со всех параллельно соединенных источников электропитания все источники электропитания реверсируют полярность. Это возникает после приема строба или команды поиска каждые 25 мкс. Таким образом, переключение происходит синхронно и имеет задержку менее 25 мкс. Следовательно, оба контроллера имеют взаимосвязанные данные, управляющие точками переключения переменного тока для одного электрода. Те же самые контроллеры принимают информацию о параметрах и синхронизирующий сигнал из информационной сети, которая на практике представляет собой комбинацию Интернет и Ethernet или локальную сеть Ethernet. В соответствии с изобретением точность синхронизации цифрового интерфейса лежит в диапазоне, ограниченном примерно 10 мкс, предпочтительно в диапазоне 1-5 мкс. Таким образом, точки переключения для двух контроллеров, возбуждающих один электрод, определяются командами в пределах менее 5 мкс. Тогда переключение в действительности происходит в пределах 25 мкс. В то же время, относительно менее чувствительная ко времени информация принимается из информационной сети, также соединенной с двумя контроллерами, управляющими переменным током для одного электрода в тандемной операции сварки. Максимальная задержка 25 мкс может быть изменена, но является меньшей, чем точность выдачи команд переключения.
В соответствии с другим аспектом настоящего изобретения предложена система дуговой электросварки для создания сварочной дуги переменного тока между электродом и свариваемой деталью. Система содержит первый источник электропитания для создания первого переменного тока с первыми параметрами сварки между электродом и деталью путем генерации первого сигнала управления переключением для реверсирования полярности первого тока в конкретный момент времени переключения. Второй источник электропитания предназначен для создания второго переменного тока с вторыми параметрами сварки между тем же электродом и свариваемой деталью с помощью второго сигнала управления переключением для реверсирования полярности второго тока в момент времени переключения, координированный с конкретным моментом времени переключения первого источника электропитания. Изобретение обеспечивает интерфейс синхронизации между первым и вторым источниками электропитания для создания второго сигнала реверсирования переключения первым сигналом реверсирования переключения, где сигналы переключения равны 10 мкс, предпочтительно менее 5 мкс для конкретного времени переключения. Следовательно, параллельно соединенные индивидуально переключаемые источники электропитания координированы точным согласованием моментов времени реверсирования переключения. Главный контроллер имеет сигнал команды переключения, синхронизированный с фазовым сигналом. Сигнал команды быстро передается цифровым интерфейсом на контроллер параллельно включенного источника электропитания. Второй источник электропитания затем обрабатывает свою точку переключения. В одном варианте осуществления эти точки переключения вызывают реверсирование полярности. Предпочтительно, эти точки переключения просто вызывают отключение инвертеров, так что они снижают токи по кривой постоянной времени. Когда оба тока уменьшаются до заданной величины, параллельно соединенные источники электропитания переключаются.
В изобретении соединенные между собой контроллеры имеют логику полярности, указывающую на полярность двух выходных токов. Это просто гарантирует, что два источника электропитания переключаются с согласованными полярностями. Таким способом контроллер первого источника электропитания сообщает контроллеру второго источника электропитания какая полярность реверсируется. Логика полярности не является частью изобретения, хотя она используется в реализации изобретения. Точность команд переключения является критическим аспектом цифрового высокоскоростного интерфейса межсоединения между контроллерами, которые в остальном управляются информационной сетью, такой как сеть Ethernet с каналом сети Интернет или без него.
В соответствии с еще одним аспектом настоящего изобретения предложена система дуговой электросварки для создания первой сварочной дуги переменного тока между первым сварочным электродом и свариваемой деталью и второй сварочной дуги переменного тока между вторым сварочным электродом и той же деталью, когда первый и второй электроды перемещаются вдоль детали. Это представляет собой определение операции сварки при тандемном монтаже. Изобретение также предусматривает систему, включающую в себя первый модуль по меньшей мере с двумя источниками электропитания, соединенными с первой дугой и приводимыми в действие в первый синхронизированный момент времени, определяемый первым синхронизирующим сигналом с первыми параметрами сварки, и высокоточный интерфейс межсоединения между источниками электропитания первого модуля для коррелирования переключения полярности источников электропитания в первом модуле. Также имеется второй модуль по меньшей мере с двумя источниками электропитания, соединенными с второй дугой и приводимыми в действие во второй синхронизированный момент времени, определяемый вторым синхронизирующим сигналом, смещенным относительно первого синхронизированного сигнала, с вторыми параметрами сварки, и высокоточный интерфейс межсоединения между источниками электропитания второго модуля для коррелирования переключения полярности источников электропитания во втором модуле. Информационная сеть низкой точности, например канал сети Интернет, соединенный с локальной сетью, соединена с первым и вторым модулями и содержит цифровые сигналы, включающие в себя первые и вторые параметры сварки, и оцифрованные первый и второй синхронизирующие сигналы. Таким способом соединенные параллельно источники электропитания каждого модуля соединены между собой посредством высокоточного интерфейса, в то время как различные контроллеры работают с сигналами в информационной сети, которые не являются чувствительными к времени.
Основной задачей настоящего изобретения является обеспечение модуля дуговой электросварки или системы, включающей в себя два параллельных источника электропитания для возбуждения одного электрода, причем источники электропитания соединены между собой для координации точек или команд переключения, но управляются независимо внешней сетью, обеспечивающей нечувствительные к времени параметры.
Другой задачей настоящего изобретения является обеспечение модуля дуговой электросварки или системы, как определено выше, причем модуль или система могут быть использованы для возбуждения двух или более тандемно смонтированных электродов со смещенным фазовым соотношением, чтобы предотвратить или уменьшить взаимные помехи между электродами.
Еще одной задачей настоящего изобретения является обеспечение модуля дуговой электросварки или системы, как определено выше, причем модуль или система используют ряд источников электропитания меньшей мощности, которые можно объединить для создания источника электропитания высокой емкости для одного электрода. Таким способом несколько источников электропитания меньшей мощности можно объединить для создания источников электропитания большей мощности по мере возникновения потребностей в более высоких токах.
Также задачей настоящего изобретения является обеспечение модуля дуговой электросварки или системы, как определено выше, причем модуль или система обеспечивают возможность управления одним источником электропитания в модуле с использованием параметров, отличающихся от параметров для любого другого источника электропитания. Таким путем один источник электропитания может поддерживаться на более высоком уровне, в то время как другие источники электропитания имеют более широкий диапазон соответственно потребностям более высоких токов.
Также задачей настоящего изобретения является обеспечение системы дуговой электросварки, включающей в себя параллельно соединенные источники электропитания для возбуждения одного электрода переменным током, характеризуемой согласованностью переключателей реверсирования полярности для обеспечения тока, суммируемого на электроде.
Указанные и другие задачи и преимущества поясняются в последующем описании, иллюстрируемом чертежами.
Краткое описание чертежей
Фиг.1 - блок-схема предпочтительного варианта осуществления настоящего изобретения;
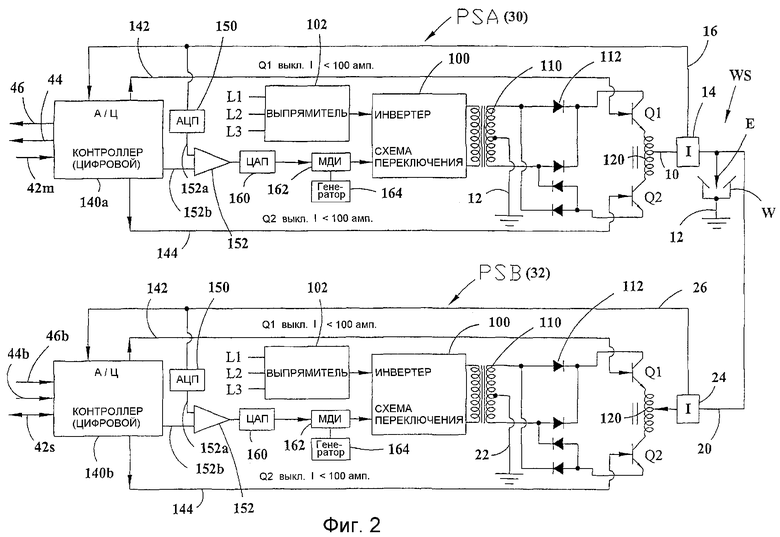
Фиг.2 - схема соединения двух параллельно соединенных источников электропитания, каждый из которых имеет выход переключения и которые используются для реализации изобретения;
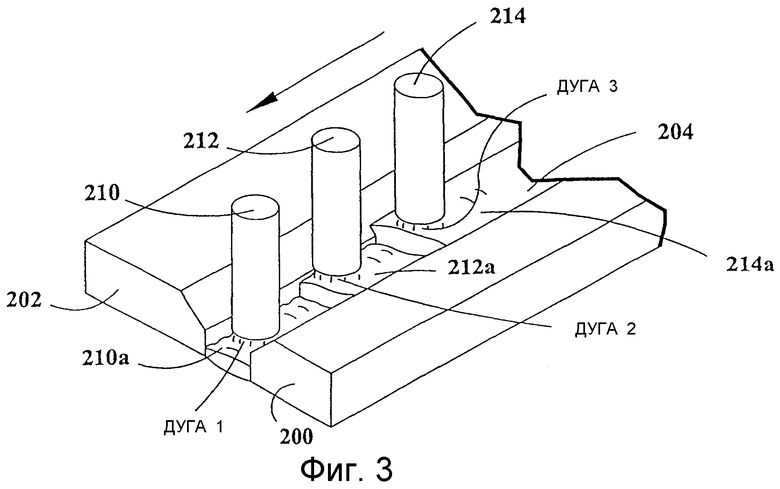
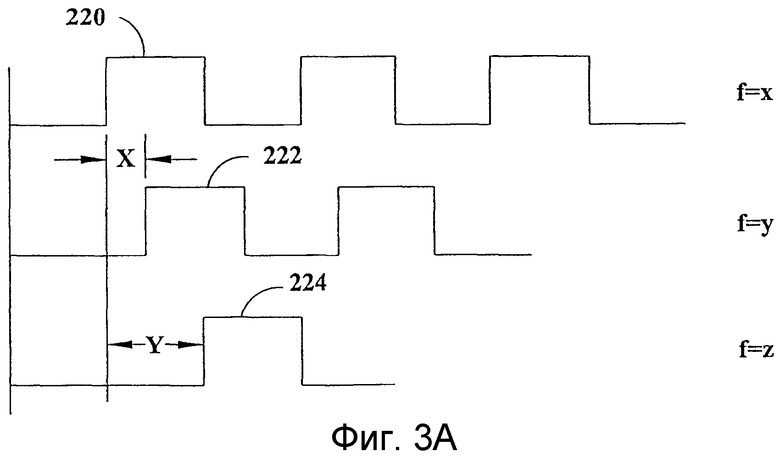
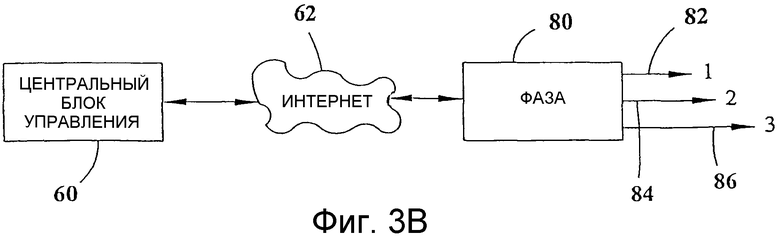
Фиг.3 - эскиз, показывающий три тандемно работающих электрода, каждый из которых возбуждается системой сварки согласно настоящему изобретению, со смещенными синхронизирующими сигналами из информационной сети, показанными на графике по фиг.3А с использованием обобщенной блок-схемы по фиг.3В;
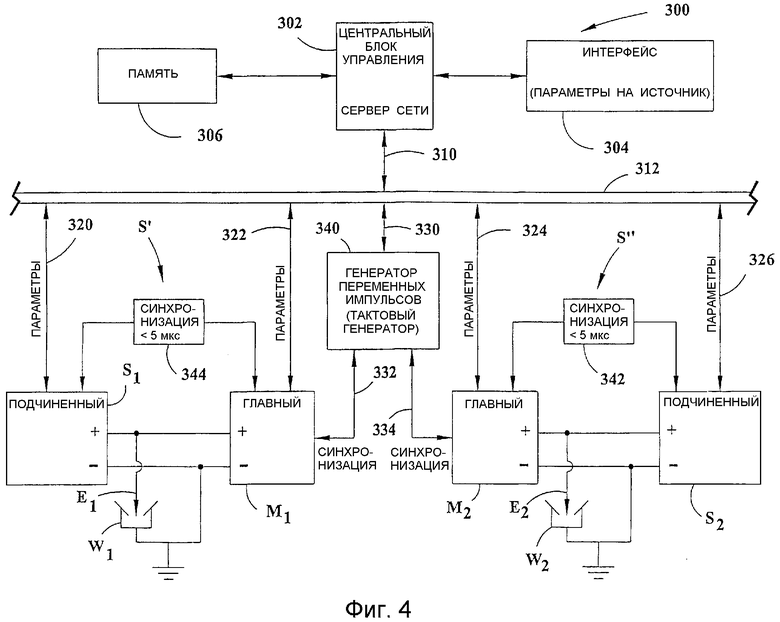
Фиг.4 - блок-схема, иллюстрирующая более детально предпочтительный вариант осуществления настоящего изобретения, соответствующий приведению в действие двух отдельных систем или модулей сварки от одного центрального блока управления;
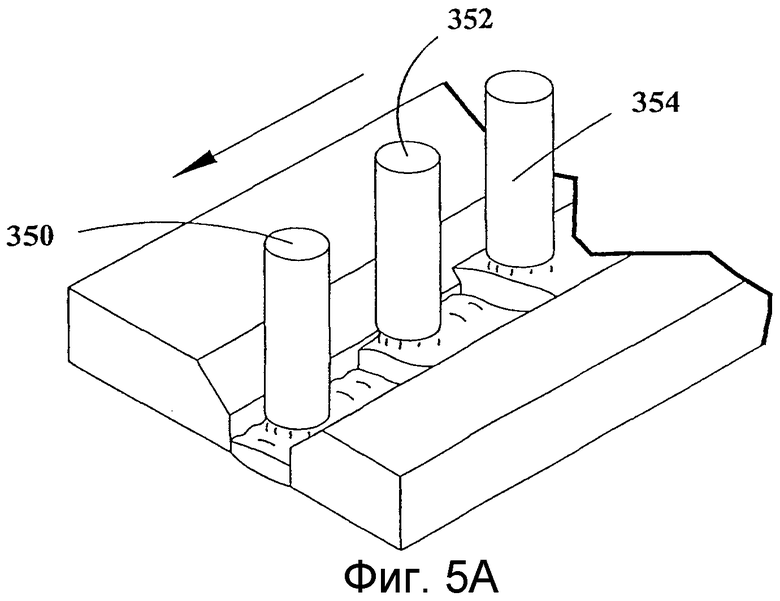
Фиг.5 - схематичная иллюстрация изобретения, используемого для возбуждения нескольких тандемных электродов, как показано на фиг.5А;
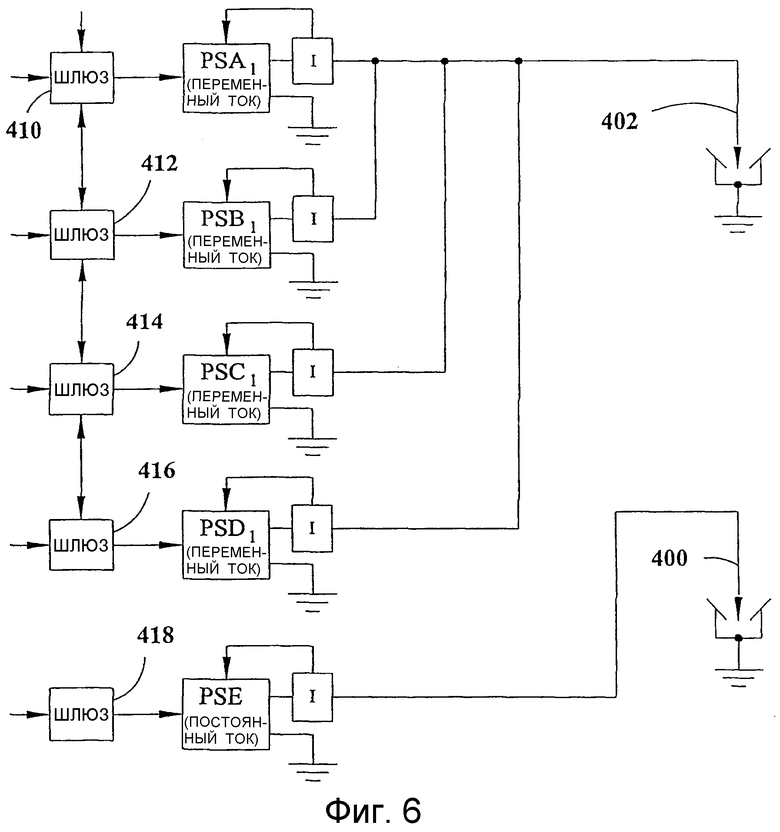
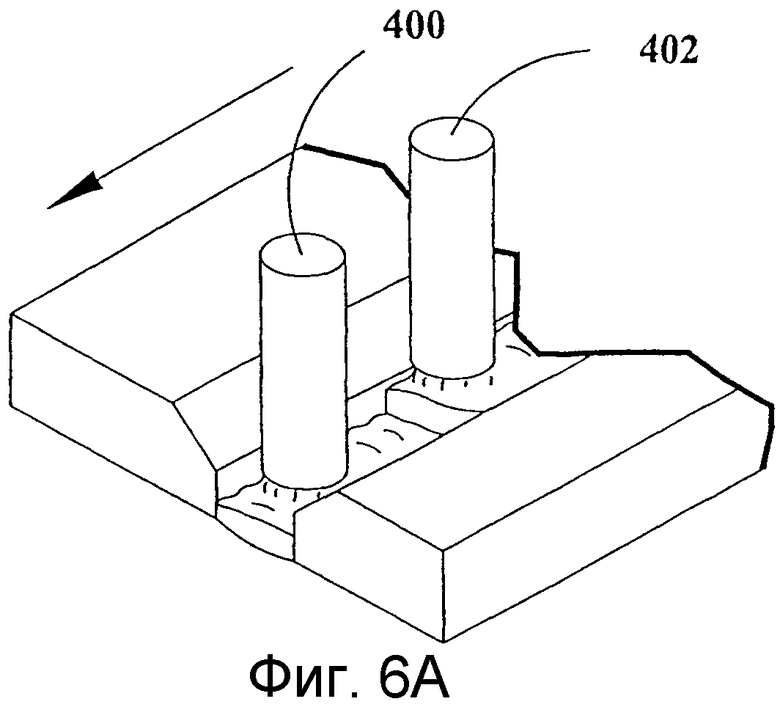
Фиг.6 - схематичная иллюстрация изобретения, используемого для возбуждения двух тандемных электродов, как показано на фиг.6А;
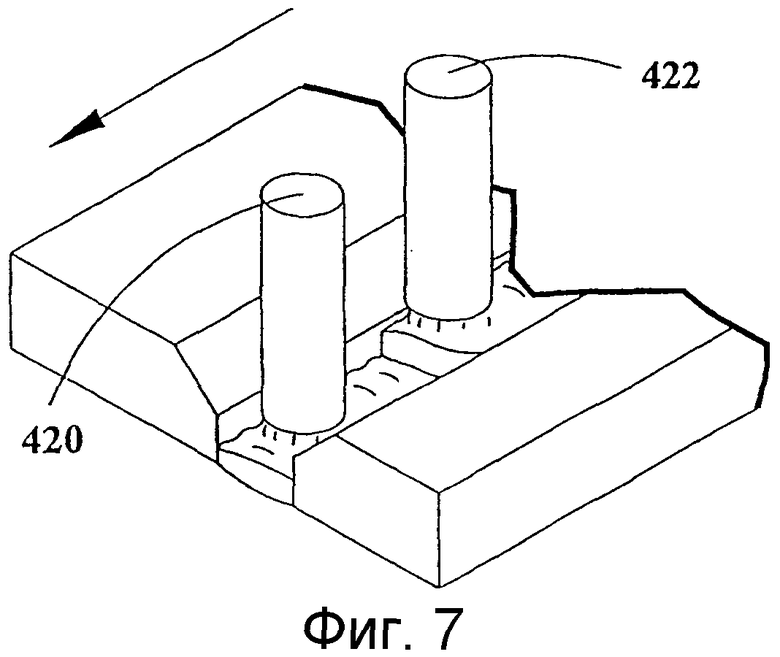
Фиг.7 - иллюстрация двух тандемно смонтированных электродов, приводимых в действие по процедуре переключения со смещением, как показано на графике по фиг.7А с использованием принципа точки переключения, раскрытого в патенте №6111216 на имя Stava;
Фиг.8 - схематичная иллюстрация функционирования программного обеспечения, предназначенного для переключения параллельно соединенных источников электропитания, как только координированные команды переключения обработаны, и создан следующий сигнал совпадения.
Предпочтительный вариант осуществления
В соответствии с тем, что представлено на чертежах, приведенных исключительно в целях иллюстрации предпочтительного варианта осуществления изобретения, но не для его ограничения, фиг.1 иллюстрирует одиночную систему S дуговой электросварки в форме одного модуля для создания переменного тока в виде дуги на сварочном посте WS. Эта система или модуль включает в себя первый главный сварочный аппарат А с выходными выводами 10, 12 в последовательном соединении с электродом Е и свариваемой деталью W в форме стыкового соединения труб или иной сварочной операции. Преобразователь 14 тока на эффекте Холла обеспечивает напряжение в линии 16, пропорциональное току сварочного аппарата А. Менее критичные к времени данные, такие как параметры сварки, формируются в удаленном центральном блоке 18 управления. Аналогичным образом, последующий подчиненный сварочный аппарат В включает в себя выводы 20, 22, соединенные параллельно с выводами 10, 12 для направления дополнительно переменного тока на сварочный пост WS. Преобразователь 24 тока на эффекте Холла обеспечивает напряжение в линии 26, представляющее уровни тока в сварочном аппарате В в процессе сварочной операции. Хотя показан только один подчиненный или следующий сварочный аппарат В, любое количество дополнительных сварочных аппаратов может быть подсоединено параллельно главному сварочному аппарату А для формирования переменного тока между электродом Е и свариваемой деталью W. Новым признаком является объединение переменного тока на сварочном посте вместо осуществления этого перед схемой переключения полярности. Каждый сварочный аппарат должен включать в себя контроллер и источник электропитания на базе инвертера, как показано объединенным блоком 30 главного контроллера и источника электропитания и блоком 32 подчиненного контроллера и источника электропитания. В соответствии с настоящим изобретением контроллеры 30, 32 принимают данные параметров и данные синхронизации от логической сети относительно низкого уровня. Информация или данные параметров являются специфическими для источника электропитания, причем каждый из источников питания обеспечивается такими требуемыми параметрами как ток, напряжение и/или скорость подачи электродной проволоки. Цифровая сеть низкого уровня может обеспечивать информацию о параметрах; однако преимущество изобретения связано с обеспечением возможности параллельного соединения нескольких блоков контроллеров и источников электропитания, имеющих выходные переменные токи, таким образом, что переключение переменного тока для реверсирования полярности происходит в одно и то же время. "Одно и то же" время означает различие во времени менее 10 мкс и предпочтительно в диапазоне 1-5 мкс. Для выполнения точной координации выходного переменного тока с источника 30 электропитания и источника 32 электропитания информация о точках переключения и полярности не может быть обеспечена из обычной логической сети, где синхронизация является менее точной. Таким образом, в соответствии с настоящим изобретением отдельные источники электропитания переменного тока координируются посредством быстродействующего высокоточного логического интерфейса постоянного тока, определяемого здесь как "шлюзы" (межсетевые интерфейсы). Как показано на фиг.1, источники 30, 32 электропитания обеспечиваются необходимыми рабочими параметрами, что показано двунаправленными выводами 42m, 42s, соответственно. Эта нечувствительная к времени информация обеспечивается цифровой сетью, показанной на фиг.1 и описанной ниже. Главный источник 30 электропитания принимает синхронизирующий сигнал, как показано однонаправленной линией 40, для тактирования воздействия контроллером на его выходной переменный ток. Полярность переменного тока для источника 30 электропитания подается на выход, как показано линией 46. Действительная команда переключения для переменного тока задающего источника 30 электропитания выдается по линии 44. Команда переключения сообщает источнику S электропитания на базе инвертера, что необходимо отключиться для достижения существенного спада тока. В качестве альтернативы, это действительно является сигналом переключения для реверсирования полярности. "Точки переключения" или команда по линии 44 предпочтительно соответствует командам "отключения" и реверсирования тока, использующим "точки переключения", как это описано в патенте №6111216 на имя Stava. Таким образом, синхронизированные точки переключения или команды выдаются от источника 30 электропитания по линии 44. Эти точки переключения или команды могут предусматривать отключение источника электропитания с последующим сигналом готовности переключения при низком токе или просто точке реверсирования тока. Сигнал готовности переключения используется, когда реализуется принцип "отключения", поскольку инвертеры не могут в действительности реверсировать до тех пор, пока они не окажутся ниже установленного тока. Полярность переключателей контроллера 30 определяет соответствующий логический сигнал в линии 46. Подчиненный источник 32 электропитания принимает логический сигнал точек переключения или команд по линии 44b и логический сигнал полярности по линии 46b. Эти два логических сигнала проходят по межсоединению между главным источником электропитания и подчиненным источником электропитания через высокоточный логический интерфейс, показанный как шлюз 50, то есть передающий шлюз, и шлюз 52, то есть принимающий шлюз. Эти шлюзы представляют собой сетевые платы интерфейсов для каждого из источников электропитания, так что логические сигналы в линиях 44b, 46b точно синхронизируются с логическими сигналами в линиях 44, 46, соответственно. На практике, сетевые платы интерфейсов или шлюзы 50, 52 управляют этими логическими сигналами с точностью в пределах 10 мкс, предпочтительно в пределах 1-5 мкс. Изобретение предусматривает использование сети низкой точности, управляющей отдельными источниками электропитания с помощью данных от центрального блока 18 управления посредством линий 42m, 42s, обеспечиваемых, как показано, шлюзами или платами интерфейсов. Эти линии содержат данные от удаленных областей (таких как центральный блок 18 управления), которые не чувствительны к времени и не используют характеристик точности шлюзов. Высокоточные данные для синхронизации реверсирования переключателей используют логические сигналы межсоединения через платы 50, 52 интерфейсов. Система по фиг.1 представляет собой один модуль для одной дуги переменного тока.
Изобретение главным образом применимо для тандемных электродов, где две или более дуги переменного тока создаются для заполнения большого зазора, имеющего место при сварке труб. Таким образом, главный источник 30 электропитания принимает синхронизирующий сигнал, который определяет операции синхронизации или фазирования системы S для одного электрода, то есть дуга (ARC) 1.
Система S используется с другими идентичными системами для генерации сигналов дуг 2, 3 и 4. Этот принцип схематично показан на фиг.5 и 6. Сигналы синхронизации или установки фазы показаны на фиг.1 только для одного из тандемных электродов. Информационная сеть N, содержащая компьютер центрального блока управления и/или web-сервер 60, обеспечивает цифровую информацию или данные, относящиеся к конкретным источникам электропитания в различных системах или модулях, управляющие различными электродами в тандемной операции. Информация из сети Интернет направляется в локальную сеть в форме сети Ethernet 70, имеющую линии 70а, 70b, 70c межсоединений. Аналогичные линии межсоединений направлены к каждому источнику электропитания, используемому для четырех модулей, создающих дуги 1, 2, 3 и 4 в тандемной операции сварки. Описание системы или модуля S применимо к каждой из дуг на других электродах. Если используется переменный ток, то применяется главный источник электропитания. В некоторых случаях просто используется главный источник электропитания с синхронизирующим сигналом, соответствующим модулю. Сварочная установка с одной дугой не требует синхронизирующих сигналов. Если требуются более высокие токи, то системы или модули включают в себя комбинацию главного и подчиненных источников электропитания, как описано по отношению к системе S на фиг.1. В некоторых случаях предпочтительна дуга постоянного тока, такая как от ведущего электрода в операции сварки с тандемными электродами. Источник электропитания постоянного тока не требует синхронизации, а также нет необходимости в точной взаимосвязи логических сигналов полярности и точек переключения или команд. Некоторые электроды, питаемые постоянным током, могут переключаться между положительной и отрицательной полярностью, но не с частотой электрода, возбуждаемого переменным током. Независимо от структуры дуг Ethernet или локальная сеть 70 включает в себя информацию о параметрах, идентифицируемую в кодированном виде и предназначенную для конкретных источников электропитания различных систем, используемых в операции тандемной сварки. Эта сеть также использует синхронизирующие сигналы для различных модулей или систем, причем системы могут иметь смещение во временном соотношении. Такие синхронизирующие сигналы декодируются и принимаются главным источником электропитания, как показано линией 40 на фиг.1. Таким способом дуги переменного тока получают смещение на временной основе. Не требуется, чтобы эти синхронизирующие сигналы имели такую же точность, что и точки переключения, за счет плат сетевых интерфейсов или шлюзов 50, 52. Синхронизирующие сигналы в сети передачи данных принимаются сетевым интерфейсом в форме сигналов генератора 80 переменных импульсов. Генератор создает смещенные синхронизирующие сигналы в линиях 84, 86, 88. Эти синхронизирующие сигналы определяют фазу отдельных модулей переменного тока для отдельных электродов в тандемной операции. Синхронизирующие сигналы могут генерироваться интерфейсом 80 или действительно приниматься генератором через сеть 70. На практике, сеть 70 просто активизирует генератор 80 для создания комбинации задержки для множества синхронизирующих сигналов. Также генератор 80 может изменять частоту отдельных модулей посредством частоты синхронизирующих импульсов, если эта характеристика желательна в тандемной операции сварки.
Множество контроллеров и источников электропитания могут использоваться для реализации изобретения, как представлено на фиг.1; однако предпочтительная реализация изобретения представлена на фиг.2, где источник электропитания PSA объединен с контроллером и источником 30 электропитания, а источник электропитания PSB объединен с контроллером и источником 32 электропитания. Эти два блока по существу одинаковы по структуре и обозначены теми же ссылочными позициями, где это уместно. Описание источника электропитания PSA равным образом применимо к источнику электропитания PSB. Инвертер 100 имеет входной выпрямитель 102 для приема трех линейных фазовых токов L1, L2 и L3. Выходной трансформатор 110 соединен через выходной выпрямитель 112 с индуктором 120 с отводами для возбуждения переключателей Q1, Q2 противоположной полярности. Контроллер 140а источника электропитания PSA и контроллер 140b источника электропитания PSB по существу одинаковы, за исключением того, что контролер 140а выдает на выходе информацию синхронизации на контролер 140b. Точки переключения или линии 142, 144 управляют состоянием проводимости переключателей Q1, Q2 полярности для реверсирования полярности в момент, указываемый логическим сигналом в линиях 142, 144, как подробно пояснено в патенте №6111216 на имя Stava, включенном в настоящее описание посредством ссылки. Управление реализовано в цифровой форме с использованием логического процессора; таким образом, аналого-цифровой преобразователь 150 преобразует информацию о токе в линии 16 обратной связи или линии 26 для управления цифровыми значениями для достижения требуемого уровня выходного сигнала усилителя 152 сигнала ошибки, который показан на чертеже как аналоговый усилитель сигнала ошибки. На практике, это представляет собой цифровую систему, и в архитектуре управления не имеется больше аналогового сигнала. Как показано, однако, усилитель имеет первый вход 152а с преобразователя 150 и второй вход 150b с контроллера 140а или 140b. Сигнал управления током в линии 152b включает в себя форму колебания, требуемую для переменного тока в дуге на сварочном посту WS. Выходной сигнал усилителя 152 преобразуется преобразователем 160 в аналоговый сигнал напряжения для управления модулятором длительности импульсов (МДИ) 162 с частотой, управляемой генератором 164, что представляет программу синхронизации в программном обеспечении процессора. Эта частота превышает 18 кГц. Полная архитектура этой системы преобразована в цифровую форму в предпочтительном варианте осуществления изобретения и не предусматривает обратного преобразования в аналоговый сигнал. Это представление является схематичным, служит иллюстративным целям и предназначено для ограничения типа источника электропитания, используемого в реализации настоящего изобретения. Могут использоваться и другие типы источников электропитания.
Реализация настоящего изобретения состоит в возбуждении отдельных электродов в тандемном процессе сварки с использованием переменного тока, создающего сварочную дугу на отдельных электродах. Такая тандемная структура представлена на фигурах 3, 3А и 3В, где свариваемая деталь W представлена в форме отстоящих друг от друга краев пластин 200, 202 для определения продольного зазора 204. Электроды 210, 212 и 214 расплавляются под действием дуги переменного тока для наплавления валиков 210а, 212а, 214а металла. Каждая из дуг 1, 2 и 3 имеет отличающееся фазовое соотношение, полученное из информации, принятой посредством сети N, как показано на фиг.1. Конкретные цифровые синхронизирующие сигналы 220, 222, 224 смещены на расстояния X и Y, как показано на фиг.3А, и имеют частоты x, y, z. Эти частоты могут быть одинаковыми или отличающимися. Эти синхронизирующие сигналы, соответствующие конкретным электродам или модулям, пересылаются на различные модули с центрального блока 60 управления через Интернет 62 на фазовый генератор 80, показанный на фиг.1. Отдельные синхронизирующие импульсы направляются по линиям 82, 84, 86 для управления синхронизацией и/или частотой отдельных сварочных модулей для электродов 210, 212 и 214. На практике, ведущий электрод может использовать дугу постоянного тока, которую не требуется синхронизировать. Кроме того, синхронизирующие сигналы 220, 222 и 224 могут быть в фазе. Каждый синхронизирующий сигнал устанавливает синхронизацию отдельных сварочных систем или модулей, как показано на фиг.1.
На Фиг.4 показана блок-схема, иллюстрирующая настоящее изобретение при использовании двух модулей S', S" или двух дуг, формируемых электродом Е1 и свариваемой деталью W1 и электродом Е2 и свариваемой деталью W2. На практике, свариваемые детали идентичны, и только электроды являются отдельными; однако они определяют отдельные дуги в сварочном процессе. Для использования настоящего изобретения для создания двух дуг, как показано на фиг.4, сеть 300 содержит центральный блок 302 управления, в который загружаются данные параметров, соответствующих отдельным источникам электропитания, что показано блоком 304 интерфейса. Эти параметры сохраняются, как показано блоком 306, для запроса сетью 300 по мере необходимости. Сетевой сервер соединен через сеть Интернет 310 с локальной сетью 312, из которой параметры сварки загружаются в отдельные комбинации блоков M1, S1, M2, S2 управления и электропитания через межсоединения, показанные линиями 320-326. Аналогичным образом, синхронизирующие сигналы для индивидуальных систем S', S" доступны для получения по сети 312 и пересылаются, как показано линией 330, посредством импульсного генератора или тактового генератора 340. Выходной сигнал генератора представлен линиями 332, 334 данных синхронизации для индивидуального управления задержкой или синхронизации систем S', S". Это определяет временное соотношение между двумя дугами системы с двумя электродами, показанной на фиг.4. Модуль S' включает в себя главный источник М1 электропитания, соединенный параллельно с подчиненным источником S1 электропитания. Аналогичным образом, система S" включает в себя задающий источник М2 электропитания, соединенный параллельно с подчиненным источником S2 электропитания. Платы 342, 344 сетевых интерфейсов пересылают данные синхронизации от главного блока к подчиненному блоку и направляют логические сигналы управления полярностью, как показано для раскрытия по фиг.1. Таким путем два отдельных электрода, используемых в тандемной схеме, возбуждаются по отдельности с параметрами и синхронизирующими сигналами, направляемыми через сеть, которая может включать в себя Интернет-канал. Действительная реализация блока управления синхронизацией заключена в плате главного блока управления. Платы S', S" интерфейсов преобразуют и разделяют сигналы между главным и подчиненным блоками управления.
Изобретение может быть расширено для включения любого количества электродов. На фиг.5 и 5А показаны три электрода 350, 352 и 354. Сеть 360, как описано выше, осуществляет связь с системой S, показанной на фиг.1, и с двумя дополнительными системами 370, 372. Сеть 360 управляет логическими сигналами, передаваемыми к шлюзам 50, 52 и через них, как показано на фиг.1, вместе с аналогичными шлюзами 380 и 382 для систем 370, 372, соответственно. Этот вариант осуществления настоящего изобретения иллюстрирует два источника PSA и PSB электропитания для обеспечения синхронизированного переменного тока через один электрод 356. Электрод 352 соединен с сетью 360 посредством шлюза 380, так что источник PSC питания использует только один главный блок для формирования переменного тока для электрода 352. Электрод 354 возбуждается источником PSD электропитания, который является источником электропитания постоянного тока, без выходных переключателей полярности и возбуждается через шлюз 382 посредством сети 360. Другие конфигурации используются для построения архитектуры отличающегося процесса с тандемными электродами. Например, два электрода 400, 402 показаны на схеме по фиг.6 и 6А. Четыре отдельных источника PSA1, PSB1, PSC1 и PSD1 электропитания соединены параллельно для формирования переменного тока через электрод 402. Источник PSE электропитания является источником электропитания постоянного тока без выходных переключателей полярности. Все источники электропитания снабжены отдельными шлюзами или платами 410, 412, 414, 416 и 418 сетевых интерфейсов, соответственно. Каждый из шлюзов принимает параметры для отдельных источников электропитания. Шлюзы 410-416 соединены между собой для обеспечения того, чтобы синхронизация и полярность переключателей в первых четырех источниках электропитания были точно коррелированными. Хотя шлюзы 414, 416 показаны как возбуждаемые последовательно с шлюзом 412, на практике они возбуждаются непосредственно от выходного сигнала шлюза 410 параллельным способом. Это препятствует суммированию различий в синхронизации в отдельных шлюзах.
Как показано, точки переключения главного и подчиненных источников электропитания реально представляют собой последовательности переключения, причем инвертер сначала выключается, и затем переключатели реверсируются для изменения полярности после того, как источник электропитания достигнет низкого уровня тока. Когда инвертер выключен, ток спадает. Затем осуществляется реверсирование полярности. Этот принцип описан в патенте №6111216 на имя Stava. Данный запатентованный способ переключения показан на фиг.7 и 7А, где два электрода 420, 422 имеют характеристики переменного тока, схематично представленные как кривая 424 и кривая 426. Согласно кривой 424 источник электропитания выключается в точке 430. Ток спадает до низкого уровня тока 432, и в этот момент происходит переключение на отрицательную полярность. Этот отрицательный уровень тока поддерживается до тех пор, пока на нем не будет достигнуто желательное значение параметра. Затем источник электропитания выключается в точке 434, и отрицательный импульс тока спадает до точки 436 переключения, и в этот момент переключатели реверсируются на положительную полярность. При использовании главного и одного или нескольких подчиненных источников электропитания необходимо координировать точки 430, 434 отключения, а также точки переключения или моменты 432, 436. Для простоты эта последовательность реверсирования полярности упоминается как "время переключения". Кривая 426 смещена на расстояние e и обеспечивается одним или несколькими источниками электропитания, соединенными последовательно. Эта кривая имеет точку 440 отключения и точку 444 отключения источника питания. Точки 442 и 446 переключения соответствуют точкам 432, 436 переключения для реверсирования тока. Хотя способ, иллюстрируемый на фиг.7А, является предпочтительным, реверсирование постоянного тока в точках переключения также используется в соответствии с настоящим изобретением. В этом случае переключатели должны быть более габаритными и требуют использования демпфирующей схемы или более габаритной демпфирующей схемы параллельно с переключателями.
Как показано, когда главный контроллер должен переключаться, команда переключения выдается на главный контроллер. Это приводит к тому, что сигнал отключения принимается главным контроллером, и этот сигнал отключения и логический сигнал полярности быстро передается контроллеру одного или нескольких подчиненных источников электропитания, соединенных параллельно с одним электродом. Если стандартные источники электропитания переменного тока используются с большими демпфирующими схемами, параллельными переключателям полярности, то подчиненный контроллер или контроллеры переключаются немедленно за время 1-10 мкс после того, как главный источник электропитания принял команду переключения. Это является преимуществом, обеспечиваемым платами или шлюзами высокоточных интерфейсов. На практике реальное переключение для реверсирования тока параллельно соединенных источников электропитания не происходит до тех пор, пока выходной ток не окажется ниже заданного значения, то есть около 100 ампер. Это позволяет использовать меньшие переключатели.
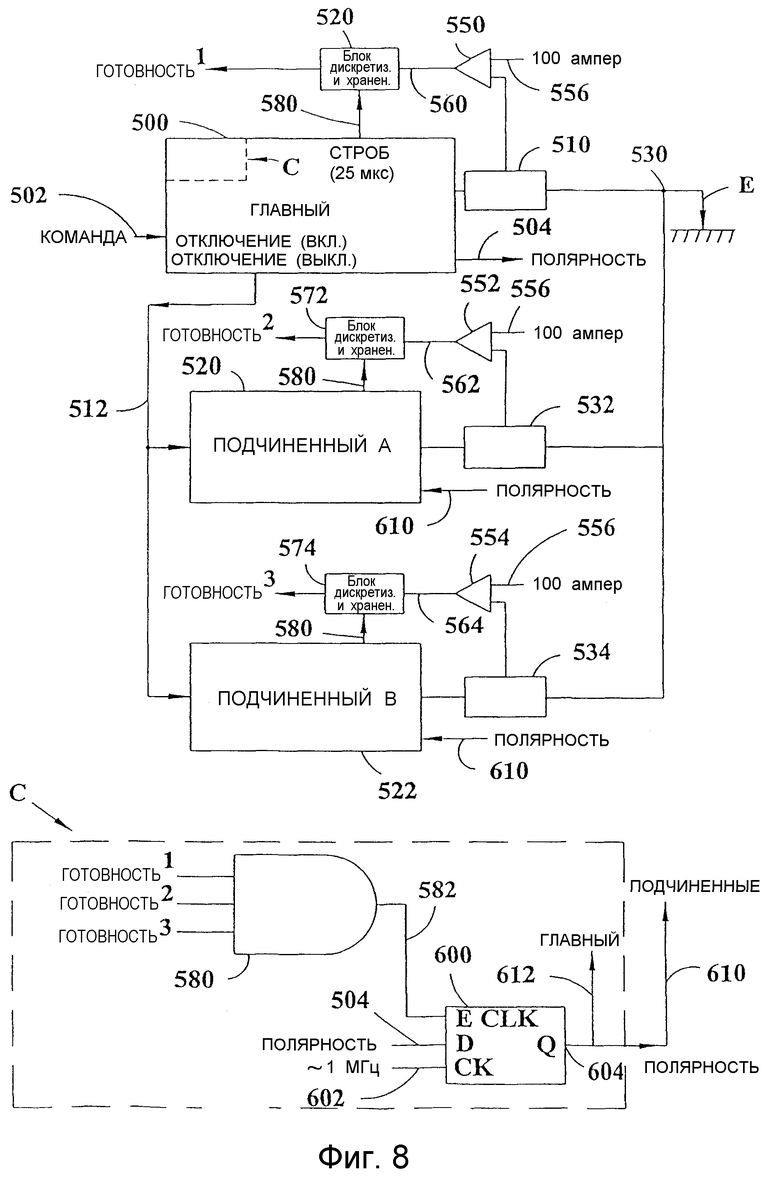
Реализация изобретения с использованием данного способа переключения с задержкой требует, чтобы действительно переключение осуществлялось только после того, как все источники питания оказались ниже заданного низкого уровня тока. Обработка задержки выполняется в программном обеспечении цифрового процессора и иллюстрируется схемой, показанной на фиг.8. Когда контроллер главного источника 500 электропитания принимает командный сигнал, как показано линией 502, источник питания начитает процедуру переключения. Главный источник электропитания выводит в линию 504 логический сигнал, чтобы обеспечить желательную полярность для переключения подчиненных источников электропитания, чтобы соответствовать переключению полярности главного источника электропитания. В командной последовательности переключения инвертер главного источника 500 электропитания выключается, так что ток на электроде Е снижается, как это считывается преобразователем 510 на эффекте Холла. Команда переключения в линии 502 немедленно вызывает сигнал отключения, как представлено линией 512, подаваемый на контроллеры параллельно включенных подчиненных источников 520, 522 электропитания, обеспечивая ток, протекающий в точку соединения 530, измеряемый преобразователями 532, 534 на эффекте Холла. После этого все источники электропитания находятся в последовательности переключения с выключенными инвертерами. Компараторные схемы 550, 552, 554 программного обеспечения сравнивают сниженный ток с заданным низким уровнем тока, создаваемым в качестве эталона напряжением в линии 556. Когда ток каждого источника электропитания снизится ниже заданного значения, появляется сигнал в линиях 560, 562 и 564 на входе схем 570, 572 и 574 дискретизации и сравнения, соответственно. Эти схемы вырабатывают выходной сигнал стробирующим сигналом 580 от каждого из источников электропитания. Если логический сигнал установки сохранен в схемах 570, 572 и 574, то логический сигнал "да" появится в линиях "готовность1", "готовность2" и "готовность3" в момент подачи стробирующего сигнала. Этот сигнал генерируется в источниках электропитания и имеет период 25 мкс; однако могут быть использованы и другие быстродействующие стробирующие сигналы. Сигналы подаются на контроллер С главного источника электропитания, показанного пунктирными линиями на фиг.8. Реализованная программным обеспечением функция логического "И" (AND), представленная логической схемой "И" (AND) 580, выдает логический выходной сигнал "да" в линию 582, когда все источники электропитания готовы к переключению полярности. Это выходное состояние направляется для тактирования разрешающего вывода ECLK программной триггерной схемы 600, на вывод D которой по линии 504 подается полезный логический сигнал полярности для переключения. Генератор или таймер, работающий с частотой примерно 1 МГц, тактирует триггерную схему сигналом в линии 602, подаваемым на вывод СК. Это переносит логический сигнал управления полярностью в линии 504 на вывод Q 604 для выдачи этого логического сигнала в линию 610 для переключения подчиненных блоков 520, 522 в то же самое время, когда идентичный логический сигнал в линии 612 переключает главный источник 500 электропитания. После переключения логический сигнал полярности в линии 504 сдвигается на противоположную полярность, в то время как главный источник электропитания ожидает следующей команды на основе частоты переключения. Для введения задержки в последовательность переключения могут быть использованы другие схемы; однако иллюстрация на фиг.8 является предложенной в настоящее время схемой.
Синхронизация интерфейса описана как обеспечивающая время менее 10 мкс. Это значение является существенно более точным, чем точность сети Ethernet. Таким образом, оно может быть равно примерно 100 мкс и все еще обеспечивать преимущества. Но координированное переключение облегчается при точности, характеризуемой значением менее примерно 10 мкс и значением 25 мкс для строба "готовность". Каждый источник питания готов переключать полярность прежде чем будет генерирована команда переключения. Один может снижаться до тока готовности и затем возвращаться назад, в то время как другие снижаются до тока готовности. Ключевой особенностью является точное управление и переключение при низком токе. Кроме того, источники электропитания могут представлять собой прерыватели реверсивной полярности с встречно-параллельным включением, причем положительное состояние прерывателя реверсивной полярности с встречно-параллельным включением переключается посредством точного интерфейса. Источник электропитания с прерывателем переменного тока с встречно-параллельным включением раскрыт в патентной заявке США №09/575264, поданной 22 мая 2000 и включенной в настоящее описание посредством ссылки.


Изобретения относятся к области электродуговой сварки, в частности к электросварочному аппарату, системе дуговой электросварки, устройству для дуговой электросварки коротким замыканием и способу дуговой электросварки коротким замыканием, и могут использоваться в машиностроении при изготовлении сварных конструкций. Электросварочный аппарат состоит из первого источника питания с первым выходом, создающим первый выходной переменный ток между электродом и свариваемой деталью, и второго источника с вторым выходом, создающим второй выходной переменный ток между электродом и деталью. Система дуговой электросварки включает два источника питания для создания по меньшей мере одних колебаний поперек зазора между электродом и свариваемой деталью некоторым количеством импульсов тока, следующих с частотой по меньшей мере 18 кГц, с амплитудой каждого импульса, управляемой формирователем колебаний и схемой, синхронизирующей первые и вторые колебания. Устройство для дуговой сварки коротким замыканием содержит основной аппарат дуговой электросварки с по меньшей мере одним источником питания, который подает ток к электродной проволоке, и включает в себя модулятор длительности импульса для управления сварочным током и генератор колебаний для управления модулятором длительности импульса. Источник электропитания создает последовательность импульсов тока, которые образуют сварочный цикл и каждый из них имеет заданную электрическую полярность по отношению к свариваемой детали. Сварку двух размещенных с зазором концов свариваемой детали осуществляют дуговой электросваркой коротким замыканием, которую обеспечивает упомянутый выше аппарат дуговой электросварки. В соответствии с изобретениями меньшие источники электропитания в каждой системе соединены параллельно для питания одного электрода. За счет координации точек переключения каждого из параллельно соединенных источников с высокоточным интерфейсом выходной переменный ток является суммой токов от параллельных источников электропитания без использования объединения перед переключением полярности. 4 н. и 104 з.п. ф-лы, 8 ил.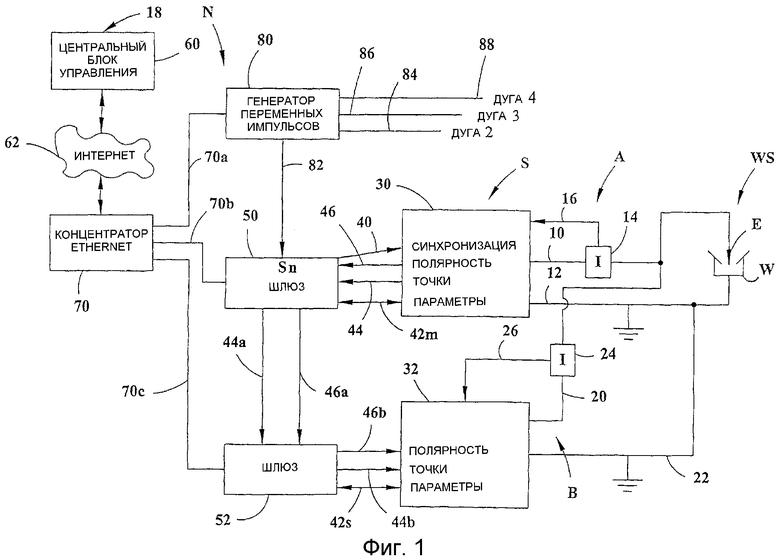
a) обеспечивают основной аппарат дуговой электросварки, имеющий по меньшей мере один источник электропитания, который подает сварочный ток к сварочной проволоке, причем упомянутый источник электропитания содержит модулятор длительности импульса, который по меньшей мере частично управляет сварочным током для электродной проволоки, и генератор колебаний, который по меньшей мере частично управляет модулятором длительности импульса,
b) создают последовательность импульсов тока, которые образуют сварочный цикл, представляющий колебания тока, причем каждый импульс тока имеет заданную электрическую полярность по отношению к свариваемой детали, и
с) управляют длительностью импульса тока для множества импульсов тока.
| ИЗМЕРИТЕЛЬ ОБЪЕМА ЖИДКОСТИ, ТРАНСПОРТИРУЕМОЙ ПО НЕФТЕПРОВОДУ | 2006 |
|
RU2319933C2 |
| US 6207929 A, 27.03.2001 | |||
| Система питания для сварки | 1989 |
|
SU1646737A1 |
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| US 6051810 А, 18.04.2000 | |||
| US 4972064 А, 20.11.1990 | |||
| US 6111216 А, 29.08.2000 | |||
| JP 62045473 А, 27.02.1987. | |||

