Изобретение относится к процессу изготовления труб из термопластов, например из полиэтилена.
Известен способ изготовления трехслойных пластмассовых труб, включающий нанесение на разогретую трубную заготовку армирующего слоя и слоя защитного покрытия [1. Патент РФ №2186685, МКИ7 B 29 D 23/00, В 29 С 47/20, F 16 L 9/128, 2002].
Несмотря на дополнительный прогрев трубной заготовки не всегда обеспечивается прочная связь между наносимыми друг на друга слоями.
Технической задачей, стоящей перед изобретением, является обеспечение при изготовлении труб надежного соединения наносимых друг на друга слоев термопласта.
Для решения поставленной задачи в процессе изготовления многослойных термопластичных труб, включающем изготовление трубной заготовки и нанесение на нее дополнительных слоев, после нанесения дополнительного слоя трубную заготовку подвергают обжиму давлением.
При недостаточной температуре трубной заготовки перед нанесением дополнительного слоя ее поверхность нагревают до температуры сварки термопласта.
Предложенный способ может быть реализован с использованием (после некоторой модернизации) установки, состоящей из установленных в технологическую цепочку блока изготовления трубной заготовки, блока нанесения дополнительных слоев, тянущего и отрезного устройств [1].
Для решения технической задачи установка, содержащая установленные в технологическую цепочку блок изготовления трубной заготовки, блок нанесения дополнительных слоев, тянущее и отрезное устройства, дополнительно снабжена ванной для обжима трубной заготовки под давлением, установленной в технологической цепочке после блока нанесения дополнительных слоев.
По предлагаемой технологии можно изготавливать многослойные армированные трубы, трубы со вспененным термоизоляционным слоем.
Изобретение поясняется чертежом, на котором приведена принципиальная схема установки для изготовления многослойных термопластичных труб.
Способ изготовления многослойных термопластичных труб может быть реализован на установке, которая состоит из блока изготовления трубной заготовки, включающего шнековый экструдер 1 для изготовления трубной заготовки из термопластов, вакуумную ванну 2 и охлаждающую ванну 3 оросительного тика. После охлаждающей ванны может быть установлено тянущее устройство 4.
Блок нанесения дополнительных слоев состоит из оплеточной машины 5 для нанесения слоев армирующих нитей, туннельной печи 6 и бокового экструдера 7 для нанесения защитного слоя из термопласта. Туннельная печь 6 служит для повышения температуры поверхности трубной заготовки до температуры сварки термопласта.
После бокового экструдера 7 установлена ванна 8 для обжима трубной заготовки под давлением и одновременного охлаждения ее. Давление в ванне можно поддерживать от баллона со сжатым воздухом (на чертеже он не показан). Далее установлены ванна орошения 9, тянущее устройство 10 и отрезное устройство 11.
Экструдером 1 из гранулированного полиэтилена формируют трубную заготовку 12, которую после калибровки в вакуумной ванне 2 и охлаждения в ванне 3 подают на блок нанесения армирующего и защитного слоев.
После бокового экструдера 7 трубная заготовка поступает в ванну 8, где нанесенные дополнительно слои подвергаются обжиму избыточным давлением порядка 1,7 атмосферы, для чего давление в ванне (в полости, ограниченной стенками ванной и протягиваемой через нее трубной заготовкой) поддерживают на уровне трех атмосфер.
Избыточное давление прижимает защитный слой из термопласта и обеспечивает его сварку с трубной заготовкой.
Если армирующий слой наносился намоткой ленты [1], то она также подвергается сварке. После сварки под давлением трубная заготовка с нанесенными на нее всеми дополнительными слоями представляет собой монолит. На отрезном устройстве 11 от трубной заготовки 12 отрезается готовая труба.
Изобретения относятся к процессу изготовления труб из термопластов. Способ изготовления многослойных термопластичных труб включает изготовление трубной заготовки и нанесение на нее дополнительных армирующих слоев. Перед нанесением дополнительного армирующего слоя поверхность трубной заготовки нагревают до температуры сварки термопласта. После нанесения слоев термопласта трубную заготовку подвергают обжиму давлением. Обжим производят в ванне, давление в которой поддерживают на уровне 3 атмосфер от баллона со сжатым воздухом. Установка для изготовления многослойных термопластичных труб содержит установленные в технологическую цепочку блок изготовления трубной заготовки, блок нанесения дополнительных армирующих слоев, тянущее и отрезное устройства. Установка снабжена ванной для обжима трубной заготовки под давлением. Ванна установлена в технологической цепочке после блока нанесения дополнительных слоев. Изобретения обеспечивают надежное соединение наносимых друг на друга слоев термопласта. 2 н. и 1 з.п. ф-лы, 1 ил.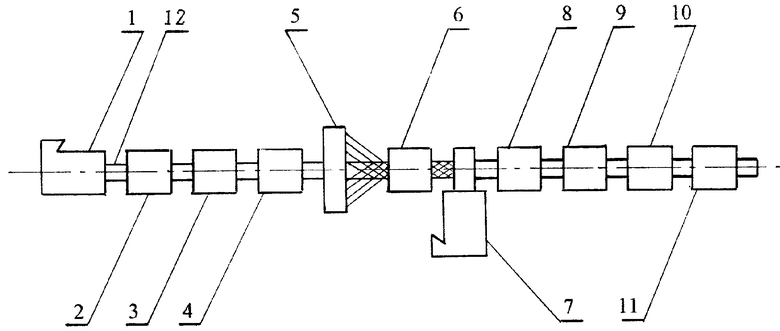
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРЕХСЛОЙНЫХ ПЛАСТМАССОВЫХ ТРУБ | 2000 |
|
RU2186685C2 |
| Устройство для непрерывного про-изВОдСТВА биплАСТМАССОВыХ ТРуб | 1966 |
|
SU220481A1 |
| RU 94041756 A1, 27.07.1996 | |||
| JP 2004130669 А, 30.04.2004 | |||
| JP 2003225951 А, 12.08.2003. | |||

