Область техники, к которой относится изобретение
Настоящее изобретение относится к электроду, предназначенному для обработки поверхности электрическим разрядом, способу обработки поверхности электрическим разрядом и устройству для обработки поверхности электрическим разрядом. Электрод представляет собой необожженную прессовку и т.п., сформированную прессованием порошков металла, порошков соединений металлов или керамических порошков. Между электродом и изделием генерируют импульсы электрического разряда, в результате чего на поверхности изделия формируется покрытие из материала электрода или покрытие из вещества, образующегося из материала электрода на поверхности изделия в результате реакции, проходящей при приложении энергии электрического разряда.
Уровень техники
Известна технология улучшения коррозионной и абразивной стойкости металлического материала путем нанесения покрытия на поверхность металлического материала посредством обработки электрическим разрядом в жидкости. Одна из таких технологий описана ниже.
Например, описан следующий способ (см. патентную литературу 1). В этом способе электрод, сформированный прессованием смеси порошка WC (карбида вольфрама) и порошка кобальта Со, используют для нанесения материала электрода на изделие с помощью импульсного электрического разряда в жидкости, затем выполняют последующую обработку разрядом с переплавом с использованием другого электрода (например, медного или графитового электрода) для получения пленки с более высокой твердостью и более высокой адгезией. Другими словами, смесь WC-Co наносят на изделие (основной металл S50C, который представляет собой марку стали, соответствующую промышленному стандарту Японии JIS G 4051) с использованием электрода в виде необожженной прессовки из смеси WC-Co, путем выполнения обработки разрядом в жидкости (первичная обработка), после чего выполняют последующую обработку с переплавом (вторичная обработка) с использованием такого электрода, как медный электрод, который не очень быстро расходуется. В результате нанесенная структура имеет низкую твердость (твердость по Виккерсу Hv) приблизительно Hv=1410 и в конце первичной обработки содержит много пустот; однако пустоты в покрытии исчезают, и твердость улучшается до Hv=1750 после обработки с переплавом, выполняемой в ходе вторичной обработки. Таким образом, может быть получено твердое покрытие с сильной адгезией к изделию из стали при использовании вышеуказанного способа.
Однако с помощью вышеуказанного способа трудно формировать покрытие из спеченного материала типа сцементированного карбида, имеющее сильную адгезию к поверхности изделия. В этой связи в ходе исследований, выполненных авторами настоящего изобретения, была подтверждена возможность формирования прочного твердого покрытия на поверхности металлического изделия без выполнения этапа обработки с переплавом, если электрический разряд происходит между изделием и электродом из такого материала, как Ti, который формирует твердый карбид. Прочное твердое покрытие формируется благодаря образованию карбида титана TiC в результате реакции между материалом электрода, который расходуется при электрическим разряде, и углеродом С, который представляет собой компонент диэлектрической жидкости.
Кроме того, раскрыта технология, в которой электрический разряд генерируется между электродом из необожженной прессовки, состоящей из гидрида металла, такого как TiH2 (гидрид титана), и изделием для ускорения формирования твердого покрытия, имеющего более высокую адгезию, чем при использовании материала типа Ti (см. патентную литературу 2). Далее раскрыта технология быстрого формирования твердого покрытия, имеющего различные характеристики, такие как высокая твердость и высокая абразивная стойкость, путем генерирования электрического разряда между изделием и электродом из необожженной прессовки, состоящей из гидрида, такого как TiH2 (гидрид титана), в смеси с другим металлом или керамикой.
Кроме того, раскрыта другая технология, в соответствии с которой получают более прочный электрод только с использованием первичного спекания (см. патентную литературу 3). А именно при производстве электрода, состоящего из смеси порошка карбида вольфрама WC и порошка кобальта Со, необожженная прессовка может быть получена путем простого смешивания порошка WC с порошком Со и прессования; при этом при добавлении к порошкам воска прессование необожженной прессовки выполняется проще и более эффективно. Однако в случае добавления воска, если большое количество воска остается в составе электрода, электрическое сопротивление электрода повышается, поскольку воск является диэлектриком, в результате чего получают плохие характеристики электрического разряда. Поэтому воск удаляют из электрода путем нагревания электрода из необожженной прессовки в вакуумной печи. При удалении воска необходимо поддерживать температуру нагрева выше, чем точка плавления воска, и ниже, чем температура, при которой воск разлагается и превращается в сажу, поскольку воск не будет удален из электрода, если температура нагрева будет слишком низкой, и чистота электрода будет ухудшена, если воск превратится в сажу из-за слишком высокой температуры нагрева. Кроме того, необожженную прессовку нагревают в вакуумной печи с использованием высокочастотной катушки или подобного устройства, что обеспечивает достаточную прочность необожженной прессовки для использования ее при обработке, но чтобы при этом необожженная прессовка не стала слишком твердой (это называют состоянием предварительного спекания), другими словами, необожженную прессовку нагревают до тех пор, пока прессовка не станет твердой, как, например, мел. В состоянии предварительного спекания согласованно образуются связи между карбидами в контактных частях; однако прочность таких связей невелика, потому что в этом случае температура спекания ниже, чем температура, требуемая для стандартного обжига. Была определена возможность формирования плотного однородного покрытия при проведении обработки поверхности электрическим разрядом с использованием электрода, полученного таким способом.
Каждый из вышеописанных способов известного уровня техники позволяет получить требуемые свойства твердости и адгезии покрытия, абразивной стойкости при формировании покрытия, а также плотности и однородности покрытия; однако способы известного уровня не позволяют обеспечить требуемую толщину покрытия, что оставляет пространство для усовершенствования.
Известны общие технологии получения толстого покрытия, такие как покрытие сваркой и покрытие, наносимое термическим напылением. Сварка (здесь называется наращиванием сваркой) представляет собой технологию, при которой материал сварочного электрода плавится и прилипает к изделию в результате электрического разряда между изделием и сварочным электродом. Покрытие термическим напылением представляет собой технологию, при которой металлический материал плавится и этот расплавленный материал напыляют на изделие для формирования покрытия. Поскольку каждый из этих способов требует применения ручного высококвалифицированного труда, что затрудняет построение на его основе непрерывной производственной линии, оба эти способа обладают недостатками, состоящими в высоких затратах при производстве. Кроме того, в частности, поскольку сварка представляет собой способ, при котором к изделию поступает тепло, сконцентрированное в одной точке, при работе с тонкими или хрупкими материалами, такими как монокристаллические сплавы и сплавы с продольным управлением свойствами, например, однонаправленно отвердевшие сплавы, легко образуются трещины в материале, что снижает производительность.
Патентная литература 1
Выложенная заявка на японский патент № Н5-148615
Патентная литература 2
Выложенная заявка на японский патент № Н9-192937
Патентная литература 3
Японский патент № 3227454
Непатентная литература 1
"Formation of Thick Layer by Electrical Discharge Coating (EDC)", Goto Akihiro et al., Mold Technique, (1999), Nikkan Kougyou Shinbunsha.
Поскольку основная цель состоит в формировании твердого покрытия при обычной обработке поверхности электрическим разрядом, в составе материала электрода, в основном, применяют твердые керамические материалы или материалы, которые при приложении энергии электрического разряда формируют твердые карбиды в результате химической реакции с С (углеродом), который представляет собой компонент масла в диэлектрической жидкости. Однако твердые материалы обычно имеют высокую температуру плавления и низкую теплопроводность. Поэтому, хотя возможно получать плотное покрытие с толщиной порядка 10 микрометров (мкм), очень трудно получить плотное покрытие толщиной несколько сотен микрометров или более толстое покрытие.
Хотя в результате исследований, проведенных авторами настоящего изобретения в литературе описано (см. непатентную литературу 1), что было получено покрытие толщиной приблизительно 3 мм с использованием электрода WC-Co (9:1), описанная технология является трудновыполнимой на практике, поскольку с ней связаны такие проблемы, как трудность воспроизведения из-за нестабильного формирования покрытия, покрытие получается хрупким с большим количеством полостей, и при этом покрытие получается настолько слабым, что легко удаляется при скоблении куском металла даже при том, что внешне такое покрытие имеет металлический блеск и выглядит плотным.
Кроме того, что касается вышеописанных покрытий, получаемых способом сварки и термического напыления, при наращивании покрытия с использованием обеих этих технологий возникают проблемы, поскольку при их использовании требуется применение больших объемов ручной работы, в результате чего получаются высокие затраты при производстве из-за трудности организации поточного производства с использованием производственной линии, при этом получается низкая производительность из-за образования трещин при сварке.
Настоящее изобретение направлено на электрод, предназначенный для обработки поверхности электрическим разрядом, способ обработки поверхности электрическим разрядом и устройство для обработки поверхности электрическим разрядом, предназначенные для формирования толстого покрытия, которое трудно получить с использованием обычной обработки импульсным электрическим разрядом в жидкости. Кроме того, настоящее изобретение направлено на электрод, предназначенный для обработки поверхности электрическим разрядом, способ обработки поверхности электрическим разрядом и устройство для обработки поверхности электрическим разрядом, предназначенные для формирования высококачественного покрытия при обработке импульсным электрическим разрядом в жидкости.
Раскрытие изобретения
Электрод для обработки поверхности электрическим разрядом в соответствии с настоящим изобретением представляет собой необожженную прессовку, полученную путем формования металлических порошков или порошков соединений металлов, который используют для обработки поверхности электрическим разрядом, в котором импульсный электрический разряд генерируют между электродом и изделием в диэлектрической жидкости для формирования с помощью энергии электрического разряда на поверхности изделия покрытия из материала электрода или вещества, которое образуется в результате реакции электрода при приложении энергии электрического разряда, в котором электрод содержит 40 об.% или больше металлического материала, который не поддается карбонизации или с трудом поддается карбонизации.
В соответствии с настоящим изобретением возможно сформировать стабильное плотное покрытие при использовании обработки импульсным электрическим разрядом в жидкости благодаря наличию металлического материала, который остается в покрытии в виде металла, без образования карбидов во время в обработки импульсным электрическим разрядом в жидкости, поскольку электрод содержит материалы, с трудом поддающиеся карбонизации в диапазоне описанных выше условий.
Краткое описание чертежей
На фиг.1 показано поперечное сечение электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа изготовления электрода в соответствии с первым вариантом выполнения настоящего изобретения; на фиг.2 показан график характеристики, на котором показана взаимозависимость между толщиной покрытия и объемным процентным содержанием кобальта Со; на фиг.3 показан график формы импульсов напряжения и тока, прикладываемых к электроду; на фиг.4 показан график характеристики, представляющий взаимозависимость между толщиной покрытия и временем обработки; на фиг.5 представлена фотография примера покрытия, формируемого с помощью электрода, содержащего 70 об.% кобальта Со; на фиг.6 схематично представлена конфигурация примера устройства, предназначенного для обработки поверхности электрическим разрядом в соответствии с настоящим изобретением; на фиг.7 изображено поперечное сечение электрода для поверхностной обработки электрическим разрядом и представлена концепция способа изготовления электрода в соответствии со вторым вариантом выполнения настоящего изобретения; на фиг.8 показано поперечное сечение электрода для обработки поверхности электрическим разрядом и представлена концепция способа изготовления электрода в соответствии с третьим вариантом выполнения настоящего изобретения; на фиг.9 показан график характеристики, представляющий взаимозависимость между толщиной покрытия и объемным процентным содержанием кобальта Со; на фиг.10 изображено поперечное сечение электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа изготовления электрода в соответствии с четвертым вариантом выполнения настоящего изобретения; на фиг.11 изображено поперечное сечение электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа производства электрода в соответствии с пятым вариантом выполнения настоящего изобретения; на фиг.12 изображен пример схемы конфигурации устройства для обработки поверхности электрическим разрядом в соответствии с настоящим изобретением; на фиг.13 изображено поперечное сечение электрода для обработки поверхности электрическим разрядом и представлена концепции способа производства электрода в соответствии с шестым вариантом выполнения настоящего изобретения; и на фиг.14 изображена пояснительная схема, на которой представлены этапы использования различных материалов, применяемых в двигателях самолета.
Осуществление изобретения
Настоящее изобретение более подробно описано ниже со ссылкой на прилагаемые чертежи. При этом настоящее изобретение не ограничивается приведенным ниже описанием и может быть соответствующим образом модифицировано без отхода от объема настоящего изобретения. На прилагаемых чертежах каждый компонент представлен не в масштабе для облегчения понимания изображения на чертежах.
Первый Вариант выполнения
На фиг.1 показано поперечное сечение электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа изготовления электрода в соответствии с первым вариантом выполнения настоящего изобретения. Как показано на фиг.1, пространство между верхним пуансоном 103 пресс-формы и нижним пуансоном 104 пресс-формы и матрицей 105 пресс-формы заполняют смесью порошка 101 Cr3С2 (карбида хрома) и порошка 102 Со (кобальта). Необожженную прессовку формируют путем прессования смеси. Необожженную прессовку, получаемую таким образом, используют в качестве электрода для генерирования электрического разряда при обработке поверхности электрическим разрядом.
Для изготовления электрода, описанного выше, с помощью которого формируют прочное покрытие, в частности, формируют прочное покрытие при температуре, близкой к комнатной температуре, при этом в известном уровне техники обычно уделяют внимание обработке поверхности электрическим разрядом и формованию твердого покрытия на основе карбида (например, такая технология описана в заявке на японский патент №2001-23640). Хотя при использовании технологии формирования покрытия на основе карбида возможно сформировать равномерное плотное покрытие, существует проблема, состоящая в том, что не может быть получено покрытие толще, чем несколько десятков микрометров, как описано выше.
Однако в соответствии с экспериментами, проведенными авторами настоящего изобретения, было определено, что может быть получено более толстое покрытие при добавлении материалов, которые не формируют карбиды или с трудом формируют карбиды с материалами электрода. Обычно материалы, которые легко формируют карбиды, содержатся в больших пропорциях. Например, если электрод содержит такой материал, как титан Ti, формируется покрытие из прочного карбида TiC (карбид титана), образующегося в результате химической реакции, вызванной электрическим разрядом в масле. В ходе поверхностной обработки материал поверхности изделия изменяется от стальной поверхности (если производится обработка стальной детали) с переходом в поверхность из TiC, который представляет собой керамику, при этом получают характеристики, такие как теплопроводность и температура плавления, соответствующие изменению материала. Однако при добавлении к электроду материалов, которые не формируют карбиды или с трудом формируют карбиды, происходит явление, состоящее в том, что некоторые материалы остаются в виде металлов в составе покрытия и не полностью переходят в карбиды. Также было определено, что подбор материала для электрода играет существенную роль при формировании более толстого покрытия. В этом случае условием формирования толстого покрытия является удовлетворение требований по твердости, точности и равномерности нанесения покрытия.
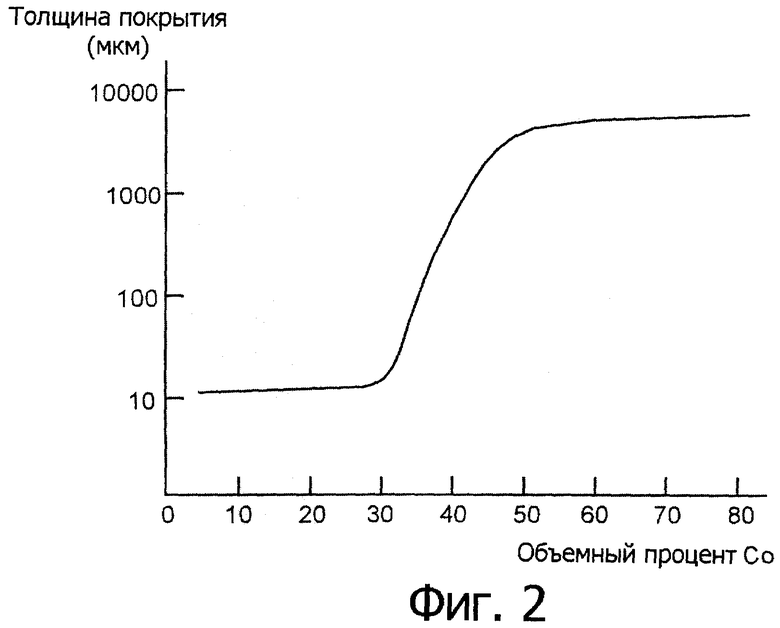
Как показано на фиг.1, когда электрод изготовляют путем прессования в пресс-форме смеси Cr3С2 (карбида хрома), который представляет собой карбид и Со (кобальта), который представляет собой материал, с трудом формирующий карбид, с последующим нагревом для повышения прочности электрода, его пригодность для формирования толстого покрытия изменяется при изменении количества Со, который с трудом формирует карбид. На фиг.2 представлена иллюстрация этого факта. При изготовлении электрода давление пресс-формы установили на уровне приблизительно 100 мегапаскалей (МПа) и температуру нагрева изменяли в диапазоне от 400 градусов до 800 градусов Цельсия (°С). Температуру нагрева устанавливали более высокой при высоком содержании Cr3С2 (карбида хрома) и более низкой при высоком содержании Со (кобальта). Это происходит потому, что при высоком содержании Cr3С2 (карбида хрома) проявляется тенденция формирования слабого электрода, который легко обсыпается, если при обработке используют низкую температуру нагрева. С другой стороны, при более высоком содержании Со (кобальта) проявляется тенденция формирования прочного электрода даже при низкой температуре нагрева.
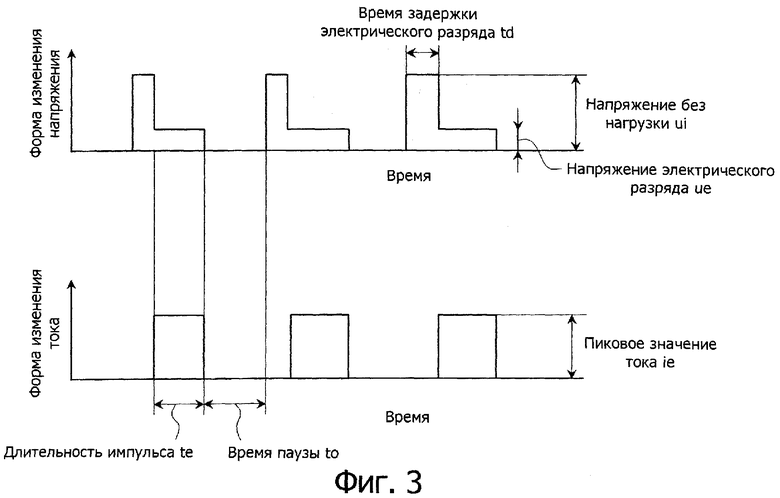
Во время прессования небольшое количество (от 2 до 3 мас.%) воска смешали с прессуемым порошком для обеспечения лучшей формуемости. Воск удалили в ходе нагрева. Использовали порошок Cr3С2 (карбида хрома), имеющий диаметр зерен порядка от 3 до 6 мкм, и порошок Со (кобальта), имеющий диаметр зерен порядка от 4 мкм до 6 мкм. Основу составлял материал, представляющий собой Cr3С2 (карбид хрома). Импульс прикладываемого электрического разряда имел форму, показанную на фиг.3, то есть форму, имеющую пиковое значение тока, например 10 ампер (А), длительность электрического разряда (ширина импульса электрического разряда) te=64 микросекунды (мкс) и время паузы to=128 мкс, и при этом для формирования покрытия использовали электрод с площадью поверхности 15 миллиметров (мм) × 15 мм. Время обработки составило 15 минут. К электроду прикладывали отрицательное напряжение, и к детали прикладывали положительное напряжение. На фиг.3 показана форма импульсов по отношению к оси Y, когда полярности напряжений, прикладываемых к электроду и к детали, предполагаются отрицательной и положительной соответственно.
При формировании покрытия при таких характеристиках импульса толщина формируемого покрытия на детали изменяется при изменении объемного процентного содержания кобальта Со в составе электрода. Как показано на фиг.2, толщина покрытия, составляющая приблизительно 10 мкм, при низком содержании Со начинает постепенно повышаться в точке, при которой содержание Со составляет приблизительно 30 об.%, и становится приблизительно равной 10000 мкм в точке, в которой содержание Со превышает 50 об.%.
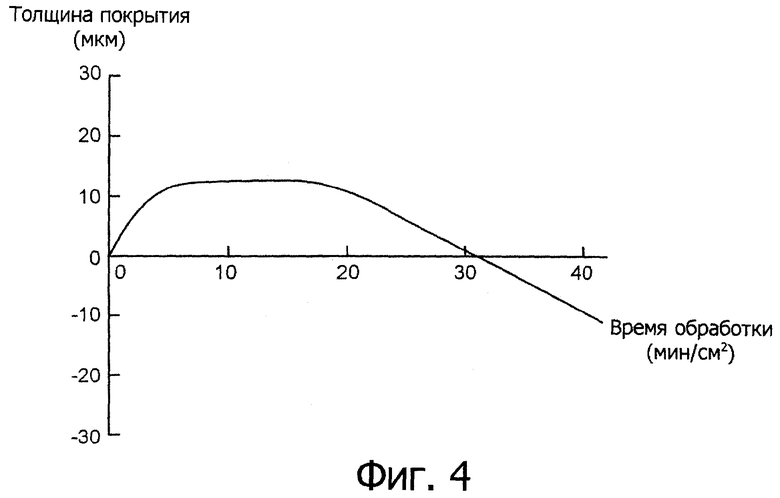
Этот факт более подробно описан ниже. Когда покрытие формируют на изделии-основе при вышеуказанных условиях, если содержание кобальта Со в электроде составляет 0%, другими словами, если содержание Cr3С2 (карбида хрома) составляет 100% объема, толщина покрытия ограничивается величиной приблизительно 10 мкм, и это покрытие нельзя сделать более толстым. Кроме того, на фиг.4 представлено соотношение между толщиной покрытия и временем обработки, в случае, когда электрод не содержит материал, который с трудом формирует карбид. Как показано на фиг.4, на раннем этапе обработки толщина покрытия растет по мере увеличения времени обработки; однако толщина покрытия не увеличивается после определенной точки (приблизительно 5 мин/см2). После этой точки толщина покрытия не растет в течение некоторого времени, но если обработку продолжают до определенного момента времени (приблизительно 20 мин/см2), толщина покрытия начинает уменьшаться, и наконец высота покрытия становится отрицательной, то есть образуется полость. Однако при этом покрытие сохраняется, даже если покрытие выглядит как полость, и толщина его остается равной приблизительно 10 мкм, то есть приблизительно такой же, как при обработке с нанесением покрытия в течение соответствующего времени. Таким образом, время обработки от 5 до 20 минут следует считать соответствующим временем.
Рассмотрим снова фиг.2, на которой можно видеть, что при увеличении содержания кобальта Со, то есть материала, с трудом формирующего карбиды, в составе электрода, становится возможным получать более толстое покрытие, при этом, когда содержание Со в составе электрода превышает 30 об.%, толщина покрытия увеличивается, и когда содержание Со превышает 40 об.%, повышается вероятность формирования стабильного толстого покрытия. Хотя на фиг.2 показано, что толщина покрытия плавно увеличивается от точки, в которой содержание Со составляет 30 об.%, на графике приведены усредненные значения, полученные в результате нескольких экспериментов, и в действительности, когда содержание Со составляет порядка 30 об.%, формирование покрытия становится нестабильным, и иногда приводит к тому, что не удается сформировать высокое и плотное покрытие, или даже если получается высокое и толстое покрытие, прочность такого покрытия низка, другими словами, покрытие может быть удалено путем соскребания с помощью куска металла и т.п. Поэтому предпочтительно использовать содержание кобальта Со больше 50 об.%. При этом становится возможным формировать более толстое покрытие, которое содержит некарбонизированный металл, благодаря увеличению содержания материала, остающегося в виде металла в составе покрытия, таким образом упрощается стабильное формирование более толстого покрытия. Объемный процент здесь обозначает пропорцию, в которой используют значение веса порошка, разделенное на плотность каждого материала, и которая представляет собой отношение объема материала к объему всего материала порошка. На фиг.5 показана фотография покрытия, которое было сформировано, когда содержание кобальта Со в электроде составляло 70 об.%. Эта фотография представляет пример формирования толстого покрытия. На фотографии, показанной на фиг.5, сформированное покрытие имело толщину порядка 2 мм. Такое покрытие было сформировано в течение времени обработки 15 минут, и при увеличении времени обработки можно получить более толстое покрытие.
Таким образом, можно стабильно формировать покрытие на поверхности изделия в ходе обработки поверхности электрическим разрядом при условии, что используют электрод, который содержит более 40 об.% таких материалов, как кобальт Со, которые не формируют карбиды или с трудом формируют карбиды.
Хотя выше был описан случай использования Со (кобальта) в качестве материала, который с трудом формирует карбиды, поскольку Ni (никель), Fe (железо) и т.п. также представляют собой такие материалы, которые позволяют получить аналогичные результаты, их также можно соответственно использовать в настоящем изобретении.
Кроме того, здесь толстое покрытие означает плотное покрытие, которое имеет металлический блеск во внутренней структуре (обычно внешняя поверхность имеет шероховатость и выглядит грубой и не имеет блеск, поскольку покрытие формируется с помощью импульсного электрического разряда). Даже когда количество материала, с трудом формирующего карбиды, такого как Со (кобальт), невелико, в осадке накапливается высокое его содержание, если электрод выполнен с малой прочностью. Однако такой осадок не является плотным покрытием, и его можно легко удалить, если скоблить куском металла и т.п. Осадок, который описан в указанной выше патентной литературе 1 и т.п., не представляет собой плотное покрытие, и его можно легко удалить, если покрытие скоблить куском металла и т.п.
Кроме того, хотя выше был описан случай электрода, изготовленного способом прессования и нагрева порошка Cr3Са2 (карбида хрома) и кобальта Со, в некоторых случаях в качестве электрода можно использовать необожженную прессовку, полученную только прессованием. Однако для формирования плотного покрытия электрод не должен быть ни слишком твердым, ни слишком мягким, а должен иметь соответствующую твердость. Обычно требуется выполнять обработку нагревом. Нагрев необожженной прессовки позволяет поддерживать ее форму и приводит к ее отверждению. Твердость электрода связана как с прочностью порошка материала электрода, так и с количеством материалов электрода, которые требуется перенести на изделие во время электрического разряда. Поскольку при высокой твердости электрода прочность соединения материала электрода высока, высвобождается только небольшое количество материала электрода, даже если генерируется электрический разряд, и невозможно сформировать удовлетворительное покрытие. И наоборот, когда твердость электрода низка, прочность соединения материала электрода низка, большое количество материала высвобождается при электрическом разряде. И если высвобождается слишком большое количество материала, невозможно сформировать плотное покрытие, поскольку энергия импульсного электрического разряда недостаточна для расплава материалов. При использовании одинаковых ингредиентов порошка на твердость электрода или на состояние связей материалов электрода влияют параметры, представляющие собой давление пресса и температуру нагрева. Хотя в варианте выполнения в качестве примера давления пресса рассматривается значение 100 МПа при низкой температуре нагрева, примерно та же степень твердости может быть получена при приложении более высокого давления. И наоборот, было определено, что необходимо устанавливать относительно высокий уровень температуры нагрева, если давление пресса невелико. Этот факт применим не только к данному варианту выполнения, но также и к другим вариантам выполнения настоящего изобретения. Кроме того, хотя в данном варианте выполнения в качестве примера электрического разряда описаны экспериментальные результаты при одном наборе условий, нет необходимости указывать, что аналогичные результаты также могут быть получены в других условиях, хотя толщина покрытия и т.п. при этом могут отличаться. Этот факт применим не только к данному варианту выполнения, но также и к другим вариантам выполнения настоящего изобретения.
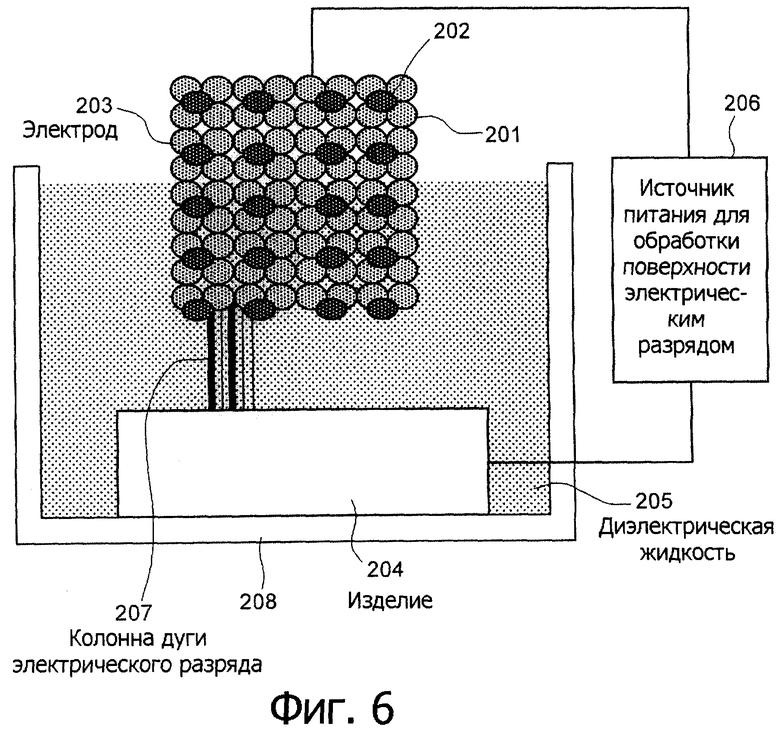
На фиг.6 схематично показана конфигурация устройства для поверхностной обработки электрическим разрядом в соответствии с первым вариантом выполнения настоящего изобретения. Как показано на фиг.6, устройство для обработки поверхности электрическим разрядом в соответствии с данным вариантом выполнения включает электрод 203, который представляет собой описанный выше электрод для обработки поверхности электрическим разрядом, который сформирован с использованием необожженной прессовки, полученной прессованием порошка, содержащего более 40 об.% металла, который не формирует карбид или с трудом формирует карбид, или с использованием необожженной прессовки, полученной путем тепловой обработки необожженной прессовки; диэлектрическую жидкость 205, которая представляет собой масло; блок 208 подачи диэлектрической жидкости, предназначенной для погружения электрода 203 и изделия 204 в диэлектрическую жидкость, или для подачи диэлектрической жидкости 205 между электродом 203 и изделием 204; и источник 206 питания, предназначенный для обработки поверхности электрическим разрядом, который генерирует импульсные электрические разряды путем подачи напряжения между электродом 203 и деталью 204.
Электрод состоит, например, из порошка 201 Cr3C2 (карбида хрома) и порошка 202 Со (кобальта) и содержит, например, более 70 об.% Со, который представляет собой материал, с трудом формирующий карбид. Компоненты, которые не относятся непосредственно к настоящему изобретению, такие как блок привода, с помощью которого управляют относительным положением электрода 203 и изделия 204, не изображены на чертеже.
Для формирования покрытия на поверхности изделия с использованием устройства для обработки поверхности электрическим разрядом электрод 203 и изделие 204 располагают противоположно в диэлектрической жидкости 205 и импульсный электрический разряд генерируют между электродом 203 и изделием 204 с использованием источника 206 питания, для проведения обработки поверхности электрическим разрядом, и благодаря приложению энергии электрического разряда на поверхности изделия формируется покрытие из материала электрода или покрытие из вещества, которое образуется в результате реакции материала электрода. К электроду прикладывают отрицательное напряжение, и к изделию прикладывают положительное напряжение. Колонна дуги электрического разряда 207 образуется между электродом 203 и изделием 204, как показано на фиг.6.
Формирование покрытия на изделии 204 с помощью устройства для обработки поверхности электрическим разрядом, описанного выше, позволяет обеспечить стабильное формирование толстого покрытия на изделии при обработке поверхности импульсным электрическим разрядом в жидкости.
Хотя был описан случай, в котором формируют электрод путем прессования порошков с помощью пресса, способ изготовления электрода не ограничивается этим случаем. При изготовлении электрода путем формования из порошка электрод может быть изготовлен с использованием других способов, кроме способа прессования. Другие способы изготовления электрода включают шликерное литье, формование металла литьем под давлением (ФЛД, MIM) и распыление или струйный впрыск нанопорошков. При шликерном литье порошки диспергируют в растворителе с получением суспензии и суспензию выливают в пористую литьевую форму, такую как гипсовая форма для удаления растворителя. При использовании способа ФЛД порошки смешивают со связующим компонентом и подают в виде струи под давлением в форму. При распылении порошки нагревают и нагретые порошки распыляют для получения состояния, в котором порошки частично комбинируются друг с другом. Хотя существуют различные способы изготовления электрода, назначение каждого из способов состоит в формовании порошков. Если в электроде будет получено требуемое состояние комбинирования порошков, такой электрод можно использовать в соответствии с настоящим изобретением.
Второй вариант выполнения
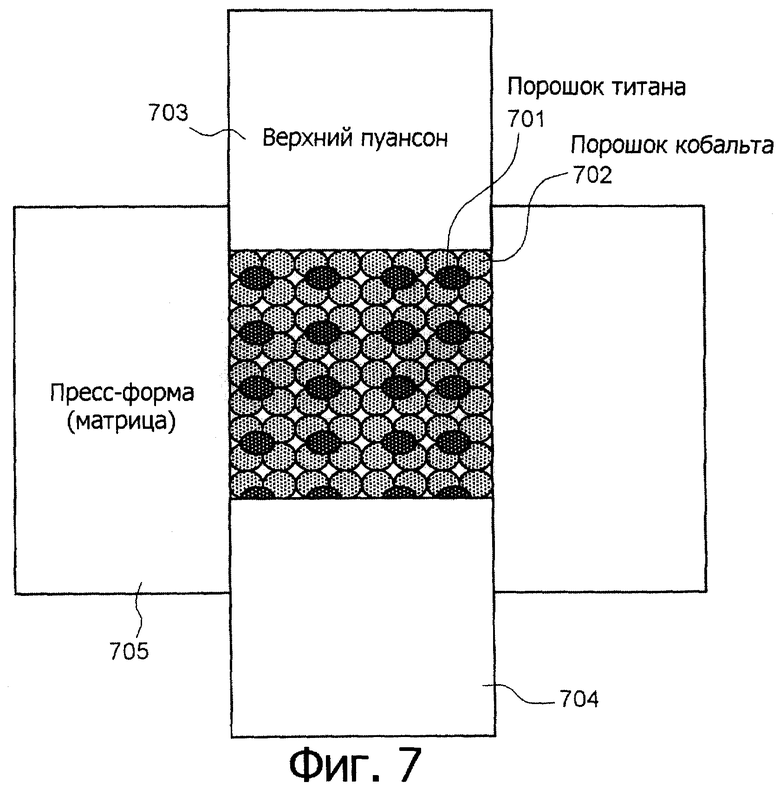
На фиг.7 показан вид в поперечном сечении электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа изготовления электрода в соответствии со вторым вариантом выполнения настоящего изобретения. Как показано на фиг.7, пространство между верхним пуансоном 703 пресс-формы и нижним пуансоном 704 пресс-формы и матрицей 705 пресс-формы заполняют смесью порошка 701 Ti (титана) и порошка 702 Со (кобальта). Необожженную прессовку формируют с помощью прессования смеси. Полученную, таким образом, необожженную прессовку используют в качестве электрода для электрического разряда при обработке поверхности электрическим разрядом. Давление при прессовании порошка устанавливают на уровне приблизительно 100 МПа, и температуру нагрева при изготовлении электрода изменяют в диапазоне от 400 до 800°С.
Хотя характеристики формирования покрытия с использованием электрода, изготовленного из смеси порошка Cr3С2 (карбида хрома), который представляет собой карбид, и порошка Со (кобальта), который представляет собой металл, пояснялись в первом варианте выполнения, описанном выше, в данном варианте выполнения поясняется случай, когда электрод изготовлен из смеси порошка Ti (титан), который представляет собой металл, и порошка Со (кобальт). Как Ti (титан), так и Со (кобальт) представляют собой металлы, но при этом существует разница, состоящая в том, что Ti (титан) представляет собой активный материал, который чрезвычайно легко формирует TiC (карбид титана), который представляет собой карбид, в атмосфере электрического разряда в диэлектрической жидкости, которая представляет собой масло, в то время как Со (кобальт) представляет собой материал, который маловероятно формирует карбид.
Во втором варианте выполнения аналогично первому варианту выполнения исследовали условие формирования покрытия, когда содержание порошка Со (кобальта) в электроде изменяется путем постепенного повышения его количества от состояния, когда процент содержания порошка Ti (титана) в электроде составляет 100 об.%, или, эквивалентно, содержание Со в электроде составляет 0 об.%. Порошок Ti (титана) имел диаметр зерен порядка от 3 до 4 мкм, и порошок Со (кобальта) имел диаметр зерен порядка от 4 до 6 мкм. Поскольку Ti (титан) представляет собой вязкий материал и его трудно размолоть с получением мелкого порошка, порошок Ti был получен путем перемола в шаровой мельнице хрупкого материала TiH2 (гидрида титана) с получением порошка, имеющего диаметр зерен порядка от 3 до 4 мкм, с последующим прессованием этого порошка, после чего водород удаляли из спрессованного порошка путем нагрева.
Когда материал электрода составлял 100 об.% Ti (титана), покрытие состояло из TiC (карбида титана), и толщина покрытия составляла порядка 10 мкм. Однако было определено, что становится возможным формировать более толстое покрытие, когда увеличивается содержание кобальта Со, который представляет собой материал, с трудом подвергаемый карбонизации, и когда содержание Со в электроде превышает 40 об.% становится просто сформировать толстое стабильное покрытие. Кроме того, было определено, что для формирования покрытия, имеющего достаточную толщину содержание Со в электроде, предпочтительно должно быть выше чем 50 об.%. При этом получают почти такие же результаты, как и результаты, полученные в первом варианте выполнения. Это значит, что, поскольку Ti (титан), входящий в состав электрода, превращается в TiC (карбид титана), который представляет собой карбид, в атмосфере электрического разряда в диэлектрической жидкости, которая представляет собой масло, получают практически тот же результат, когда в первоначальной смеси используют карбид. При исследовании компонентов самого покрытия с использованием рентгеновского дифракционного анализа, наблюдали присутствие пика, который обозначает TiC (карбид титана), но при этом не наблюдали пик, который обозначает присутствие Ti (титана).
Следовательно, также когда электрод изготовлен из смеси порошка Ti (титана) и порошка Со (кобальта), возможно стабильно формировать толстое покрытие на поверхности изделия, если используют электрод, который содержит более 40 об.% порошка Со (кобальта), в качестве материала, который с трудом подвергается карбонизации или не поддается карбонизации.
Кроме того, хотя выше был описан случай использования Со (кобальта) в качестве материала, который с трудом формирует карбид и который смешивают с Ti (титаном) для изготовления электрода в соответствии с данным вариантом выполнения, поскольку Ni (никель), Fe (железо) и т.п. также представляют собой такие материалы, которые позволяют получить аналогичные результаты, их также можно соответственно использовать в настоящем изобретении.
Хотя был описан случай, в котором формируют электрод путем прессования порошков с помощью пресса, способ изготовления электрода не ограничивается этим случаем. При изготовлении электрода путем формования из порошка электрод может быть изготовлен с использованием других способов, кроме способа прессования. Другие способы изготовления электрода включают шликерное литье, формование металла литьем под давлением (ФЛД, MIM) и распыление или струйный впрыск нанопорошков. При шликерном литье порошки диспергируют в растворителе с получением суспензии, и суспензию выливают в пористую литьевую форму, такую как гипсовая форма для удаления растворителя. При использовании способа ФЛД порошки смешивают со связующим компонентом и подают в виде струи под давлением в форму. При распылении порошки нагревают, и нагретые порошки распыляют для получения состояния, в котором порошки частично комбинируются друг с другом. Хотя существуют различные способы изготовления электрода, назначение каждого из способов состоит в формовании порошков. Если в электроде будет получено требуемое состояние комбинирования порошков, такой электрод можно использовать в соответствии с настоящим изобретением.
Третий вариант выполнения
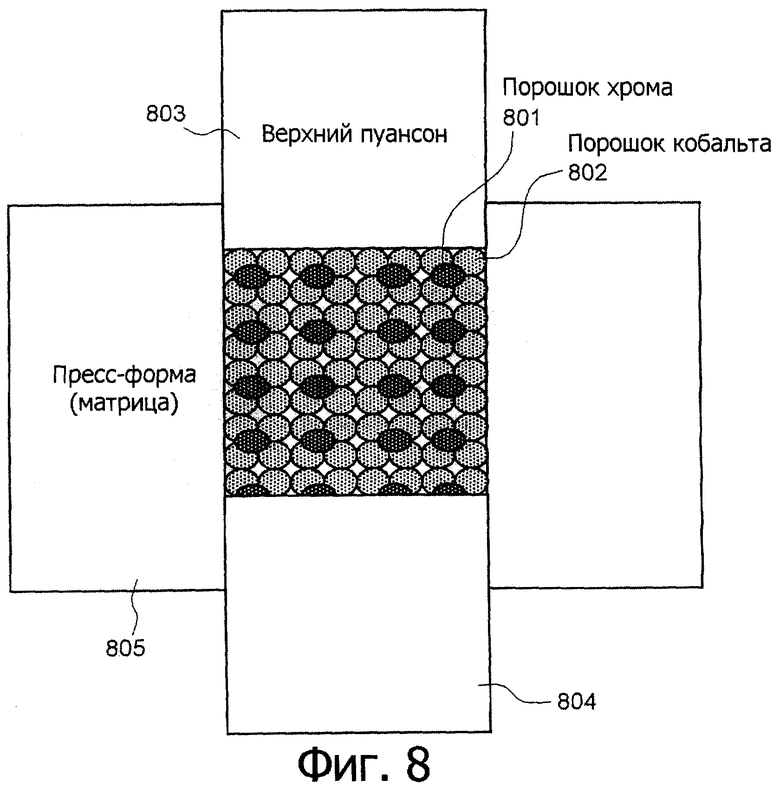
На фиг.8 показан вид в поперечном сечении электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа изготовления электрода в соответствии с третьим вариантом выполнения настоящего изобретения. Как показано на фиг.8, пространство между верхним пуансоном 803 и пресс-формой, нижним пуансоном 804 и пресс-формой и матрицей 805 пресс-формы заполняют смесью порошка 801 Cr (хрома) и порошка 802 Со (кобальта). Необожженную прессовку формировали путем прессования смеси. Полученную в результате необожженную прессовку использовали в качестве электрода для электрического разряда при обработке поверхности электрическим разрядом. Давление при прессовании устанавливали на уровне приблизительно 100 МПа, и температуру нагрева изменяли в диапазоне от 400 до 800°С в ходе обработки электрода.
Хотя во втором варианте выполнения было описано формирование покрытия, полученного с использованием электрода, изготовленного из порошка Ti (титана), который представляет собой металл, легко образующий карбид, и порошка Со (кобальта), который представляет собой материал, с трудом подвергаемый карбонизации, в данном варианте выполнения поясняется случай электрода, который изготовлен из смеси порошка Cr (хрома), который представляет собой металл, формирующий карбид, и порошка Со (кобальта).
В третьем варианте выполнения покрытие было сформировано, когда содержание порошка Со (кобальта) в электроде изменяли путем постепенного повышения его количества от состояния, когда процентное содержание порошка Cr (хрома) в электроде составляло 100 об.%, или эквивалентно содержание Со в электроде составляло 0 об.%, и его исследовали аналогично первому варианту выполнения. Использовали порошок Cr (хрома) с диаметром зерен порядка от 3 до 4 мкм, и порошок Со (кобальта) с диаметром зерен порядка от 4 до 6 мкм.
Когда материал электрода на 100 об.% состоял из Cr (хрома), толщина покрытия составила порядка 10 мкм. При анализе собственно компоненты самого покрытия с использованием рентгеновского дифракционного анализа наблюдали наличие пика, который указывает на Cr3С2 (карбид хрома), и пика, который указывает на Cr (хром). То есть, хотя Cr (хром) представляет собой материал, который легко формирует карбид, тенденция его карбонизации невелика по сравнению с таким материалом, как Ti (титан), и Cr (хром) содержался в электроде, причем часть его преобразовалась в карбид и часть его осталась в виде металла Cr (хрома).
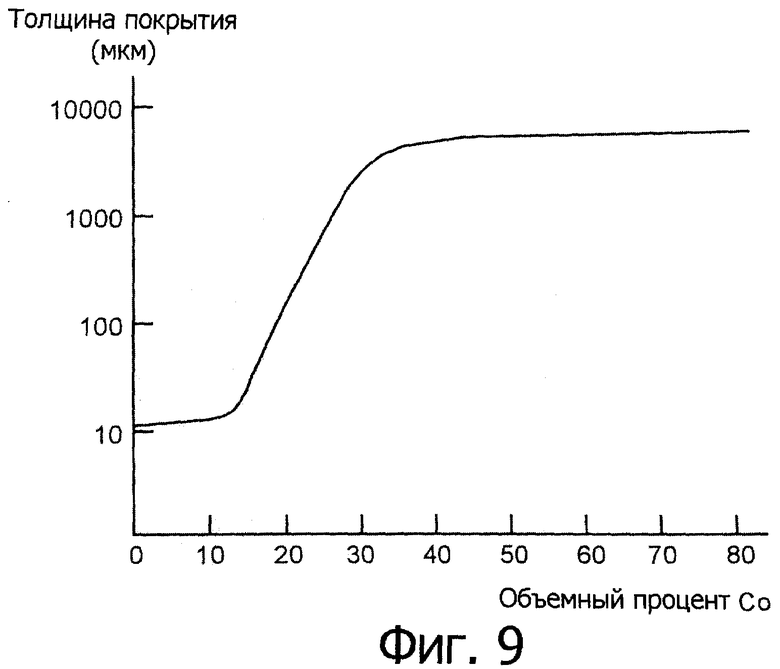
Даже когда Cr (хром) использовали в качестве материала электрода, было определено, что возможно формировать более толстое покрытие по мере увеличения содержания кобальта Со, который представляет собой материал, с трудом подвергающийся карбонизации. При этом, однако, было определено, что можно использовать содержание кобальта Со в меньшей пропорции, чем когда в материале электрода содержится карбид или материал, который чрезвычайно легко формирует карбид, такой, как использовали в первом варианте выполнения и во втором варианте выполнения, то есть толстое покрытие более вероятно формируется, когда содержание Со в электроде превышает 20 об.%.
Изменение толщины покрытия при изменении содержания Со показано на фиг.9. Характеристики прикладываемого импульса электрического разряда использовали те же, что и в первом и втором вариантах выполнения. Другими словами, прикладывали импульс, имеющий пиковое значение тока ie=10 А, длительность электрического разряда (ширина импульса электрического разряда) te=64 мкс и время паузы to=128 мкс, и для формирования покрытия использовали электрод, который имел поверхность 15 мм × 15 мм. К электроду прикладывали отрицательное напряжение, и к изделию прикладывали положительное напряжение. Время обработки составило 15 минут.
Как описано выше, даже материалы, которые легко формируют карбиды, проявляют разную тенденцию карбонизации, и материалы, которые, с меньшей вероятностью образуют карбиды, проявляют тенденцию формирования более толстого покрытия. Можно отметить, такое явление возникает из-за того, что для формирования толстого покрытия следует поддерживать определенную пропорцию материалов, остающихся в виде металлов, то есть которые не становятся карбидами в составе материалов, формирующих покрытие. Из результатов, полученных в первом - третьем вариантах выполнения, можно сделать вывод, что необходимое условие для формирования толстого плотного покрытия состоит в том, что пропорция материалов, которые остаются в виде металла в составе покрытия, должна быть выше, чем приблизительно 30 об.%.
Кроме того, из экспериментальных результатов и других приведенных выше пояснений можно отметить, что хотя в них отсутствуют конкретные данные о тенденции карбонизации металлов в условиях электрического разряда в диэлектрической жидкости, которая представляет собой масло, величина энергии, требуемой для карбонизации, может быть получена с помощью диаграммы Эллингхэма (Ellingham). На диаграмме Эллингхэма показано, что Ti (титан) чрезвычайно легко поддается карбонизации, и Cr (хром) с меньшей вероятностью поддается карбонизации по сравнению с титаном Ti. Кроме того, среди материалов, которые, вероятно, формируют карбиды, Ti и Мо (молибден) легче формируют карбиды, а Cr (хром) и Si (кремний) и подобные материалы карбонизируются относительно более трудно. Эти данные хорошо соответствуют полученным экспериментальным результатам.
Следовательно, когда электрод изготовлен из смеси порошка Cr (хрома) и порошка Со (кобальта), возможно стабильно формировать толстое покрытие на поверхности изделия, если используется электрод, который содержит больше чем 40 об.% порошка Со (кобальта) в качестве материала, который с трудом поддается карбонизации или не поддается карбонизации. Кроме того, в этом случае, возможно, в частности, стабильно формировать толстое покрытие на поверхности изделия, если используется электрод, который содержит больше чем 20 об.% кобальта Со.
Кроме того, хотя выше для изготовления электрода был описан случай использования Со (кобальта) в качестве материала, который с трудом формирует карбид, в смеси с Cr (хромом), поскольку Ni (никель), Fe (железо) и т.п. также представляют собой такие материалы, которые позволяют получать аналогичные результаты, их также можно соответственно использовать в настоящем изобретении.
Хотя был описан случай, в котором формируют электрод путем прессования порошков с помощью пресса, способ изготовления электрода не ограничивается этим случаем. При изготовлении электрода путем формования из порошка электрод может быть изготовлен с использованием других способов, кроме способа прессования. Другие способы изготовления электрода включают шликерное литье, формование металла литьем под давлением (ФЛД, MIM) и распыление или струйный впрыск нанопорошков. При шликерном литье порошки диспергируют в растворителе с получением суспензии, и суспензию выливают в пористую литьевую форму, такую как гипсовая форма для удаления растворителя. При использовании способа ФЛД порошки смешивают со связующим компонентом и подают в виде струи под давлением в форму. При распылении порошки нагревают, и нагретые порошки распыляют для получения состояния, в котором порошки частично комбинируются друг с другом. Хотя существуют различные способы изготовления электрода, назначение каждого из способов состоит в формовании порошков. Если в электроде будет получено требуемое состояние комбинирования порошков, такой электрод можно использовать в соответствии с настоящим изобретением.
Четвертый вариант выполнения
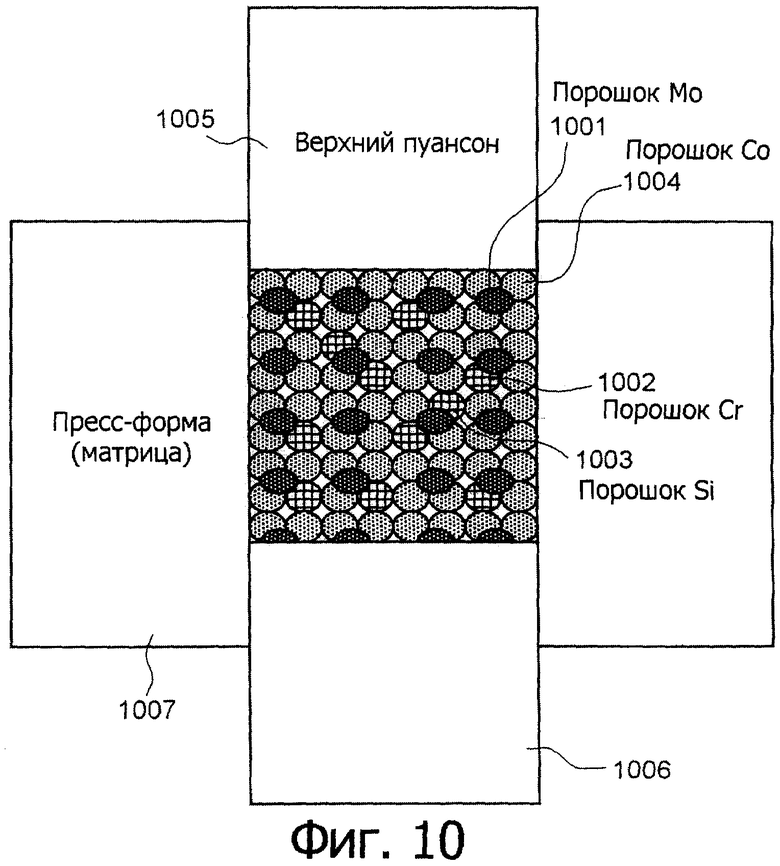
На фиг.10 показан вид в поперечном сечении электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепции способа изготовления электрода в соответствии с четвертым вариантом выполнения настоящего изобретения. Как показано на фиг.10, пространство между верхним пуансоном 1005 пресс-формы, нижним пуансоном 1006 пресс-формы и матрицей 1007 пресс-формы заполняют смесью порошка 1001 Мо (молибдена), порошка 1002 Cr (хрома) и порошка 1003 Si (кремния), а также порошка 1004 Со (кобальта). Соотношение составляющих смеси представляет собой Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.%, Со (кобальт) 52 мас.%. Объемное процентное содержание Со (кобальта) в этом случае составляет приблизительно 50%. Необожженную прессовку формируют путем прессования смеси. Полученную таким образом необожженную прессовку используют в качестве электрода для электрического разряда при обработке поверхности электрическим разрядом.
Комбинацию и пропорцию Мо (молибдена) 28 мас.%, Cr (хрома) 17 мас.%, Si (кремния) 3 мас.% и Со (кобальта) 52 мас.% используют для получения материала, который имеет абразивную стойкость в условиях высокой температуры. Электрод, который состоит из материала в такой пропорции, обладает абразивной стойкостью, благодаря твердости материалов и свойству смазки, проявляемому Cr3С2 (карбидом хрома), который формируется при окислении Cr (хрома) в условиях высокой температуры.
При изготовлении электрода давление прессования установили на уровне приблизительно 100 МПа, и температуру нагрева установили в диапазоне от 400 до 800°С. В ходе прессования небольшое количество (от 2 до 3 мас.%) воска подмешали к порошку для получения лучшей формуемости. Воск удалили при нагреве. Использовали порошок каждого материала с диаметром зерен порядка от 2 до 6 мкм. В отношении формы импульса электрического разряда использовали пиковое значение тока ie=10 А, длительность электрического разряда (ширина импульса электрического разряда) te=64 мкс и время паузы to=128 мкс, при этом для формирования покрытия использовали электрод с площадью поверхности 15 мм × 15 мм. К электроду подключали отрицательное напряжение и к изделию подключали положительное напряжение.
С электродом, который был изготовлен, как описано выше, можно построить устройство для обработки поверхности электрическим разрядом, аналогичное устройству, представленному на фиг.6. И когда на поверхности изделия формируют покрытие с помощью импульсного электрического разряда, генерируемого с использованием устройства для обработки поверхности электрическим разрядом, на поверхности материала изделия возможно сформировать толстое покрытие без образования остаточной деформации в результате импульсного электрического разряда в диэлектрической жидкости, которая представляет собой масло. Кроме того, было подтверждено, что сформированное покрытие имеет абразивную стойкость даже в условиях высокой температуры, что означает, что сформированное толстое покрытие имеет хорошее качество.
Возможно получить покрытие, которое имеет различные функциональные параметры, такие как абразивная стойкость и т.п., путем формирования покрытия на поверхности изделия с помощью обработки импульсным электрическим разрядом в жидкости с использованием электрода, который изготовлен из материалов в пропорции, описанной выше. Другие такие материалы включают Стеллит (Stellite), который состоит из "Cr" (хром) 25 мас.%, Ni (никель) 10 мас.%, W (вольфрам) 7 мас.% и Со (кобальт) - остальная часть, или "Cr (хром) 20 мас.%, Ni (никель) 10 мас.%, W (вольфрам) 15 мас.% и Со (кобальт) - остальная часть". Поскольку Стеллит обладает исключительной стойкостью к коррозии и твердостью при высокой температуре, он представляет собой материал, который обычно наносят в качестве покрытия способом наварки и т.п. на деталь, которой требуется придать такие свойства, и пригоден для нанесения в качестве покрытия, когда требуется обеспечить коррозионную стойкость и твердость при высокой температуре.
Кроме того, материалы на основе никеля Ni, составленные в следующих пропорциях: "Cr (хром) 15 мас.%, Fe (железо) 8 мас.%, Ni (никель) - остальная часть" и "Cr (хром) 21 мас.%, Мо (молибден) 9 мас.%, Та (тантал) 4 мас.% и Ni (никель) - остальная часть", и "Cr (хром) 19 мас.%, Ni (никель) 53 мас.%, Мо (молибден) 3 мас.%, (Cb+Та) 5 мас.%, Ti (титан) 0,8 мас.%, Al (алюминий) 0,6 мас.%, Fe (железо) - остальная часть" и подобные материалы, обладают стойкостью к нагреву и пригодны для использования в качестве покрытия, когда требуется обеспечить устойчивость к воздействию тепла.
Хотя был описан случай, в котором формируют электрод путем прессования порошков с помощью пресса, способ изготовления электрода не ограничивается этим случаем. При изготовлении электрода путем формования из порошка электрод может быть изготовлен с использованием других способов, кроме способа прессования. Другие способы изготовления электрода включают шликерное литье, формование металла литьем под давлением (ФЛД, MIM) и распыление или струйный впрыск нанопорошков. При шликерном литье порошки диспергируют в растворителе с получением суспензии, и суспензию выливают в пористую литьевую форму, такую как гипсовая форма для удаления растворителя. При использовании способа ФЛД порошки смешивают со связующим компонентом и подают в виде струи под давлением в форму. При распылении порошки нагревают, и нагретые порошки распыляют для получения состояния, в котором порошки частично комбинируются друг с другом. Хотя существуют различные способы изготовления электрода, назначение каждого из способов состоит в формовании порошков. Если в электроде будет получено требуемое состояние комбинирования порошков, такой электрод можно использовать в соответствии с настоящим изобретением.
Пятый вариант выполнения
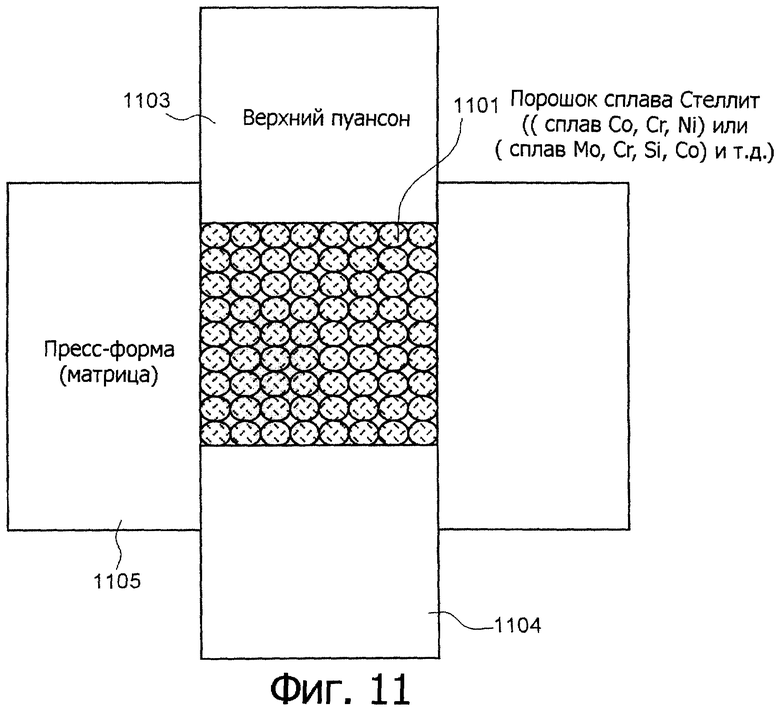
На фиг.11 показан вид в поперечном сечении электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепции способа изготовления электрода в соответствии с пятым вариантом выполнения настоящего изобретения. Как показано на фиг.11, пространство между верхним пуансоном 1103 пресс-формы, нижним пуансоном 1104 пресс-формы и матрицей 1105 пресс-формы заполняют порошком 1101 сплава Стеллит (сплав из Со, Cr, Ni). И необожженную прессовку формируют прессованием порошка сплава. Полученную таким образом необожженную прессовку используют в качестве электрода при обработке поверхности электрическим разрядом.
Порошок 1101 сплава Стеллит представляет собой порошкообразный сплав, который изготовлен путем смешивания Со (кобальта), Cr (хрома), Ni (никеля) и других материалов в точно установленной пропорции. Способы изготовления порошка включают, например, измельчение или распыление сплава с использованием мельницы или аналогичного устройства. При любом способе измельчения каждое зерно порошка представляет собой сплав (Стеллит по фиг.11). Порошок сплава прессуют в матрице 1105 с использованием пуансонов 1103, 1104. И затем для улучшения прочности электрода можно выполнить тепловую обработку в зависимости от варианта использования. В данном случае использовали порошок сплава, составленный в пропорции "Cr (хром) 20 мас.%, Ni (никель) 10 мас.%, W (вольфрам) 15 мас.%. Со (кобальт) - остальная часть". Объемное процентное содержание Со (кобальта) при этом превышает 40%.
Давление прессования установили на уровне приблизительно 100 МПа, и температуру нагрева изменяли в диапазоне от 600 до 800°С. При прессовании небольшое количество (от 2 до 3 мас.%) воска подмешали к прессуемому порошку для лучшей формуемости. Воск удаляли во время нагрева. Использовали порошок каждого материала, имеющий диаметр зерен порядка от 2 до 6 мкм. Использовали импульсы электрического разряда с пиковым значением тока ie=10 А, длительностью электрического разряда (ширина импульса электрического разряда) te=64 мкс, и длительностью паузы to=128 мкс, и для формирования покрытия применяли электрод с площадью поверхности 15 мм × 15 мм. К электроду подключали отрицательное напряжение, и к изделию подключали положительное напряжение.
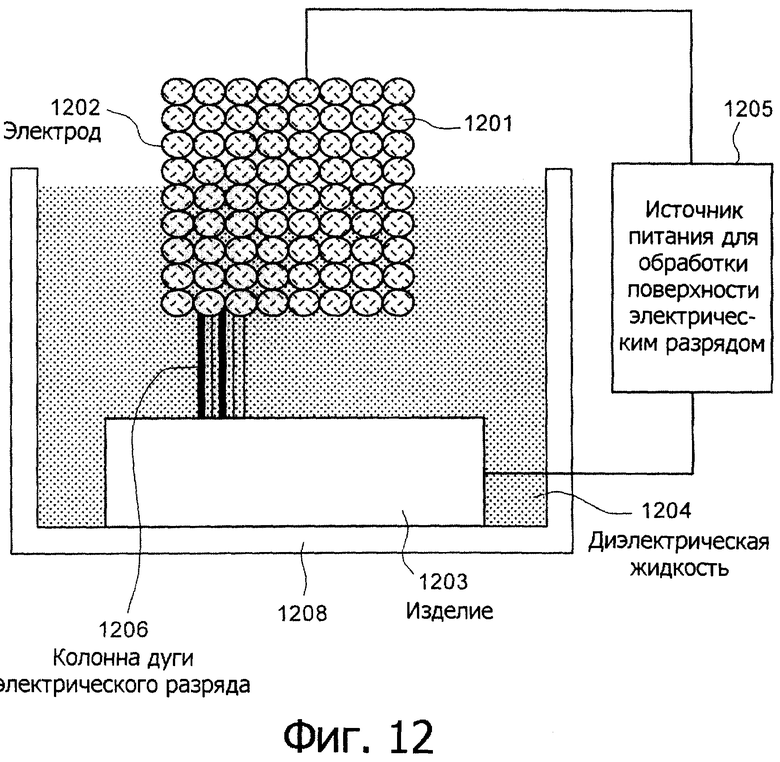
Схема конфигурации устройства для обработки поверхности электрическим разрядом в соответствии с вариантом выполнения, в котором используется электрод, изготовленный, как описано выше, показана на фиг.12. Как показано на фиг.12, устройство для обработки поверхности электрическим разрядом включает электрод 1202, диэлектрическую жидкость 1204, которая представляет собой масло; блок 1208 подачи диэлектрической жидкости для погружения электрода 1202 и изделия 1203 в диэлектрическую жидкость или для подачи диэлектрической жидкости 1204 между электродом 1202 и изделием 1203; и источник 1205 питания для обработки поверхности электрическим разрядом, который генерирует импульсный электрический разряд при подаче напряжения между электродом 1202 и изделием 1203. Электрод состоит из порошка 1201 сплава. Компоненты, которые не относятся непосредственно к настоящему изобретению, такие как блок привода, с помощью которого управляют относительным положением источника 1205 питания для обработки поверхности электрическим разрядом и изделием 1203, не показаны на чертеже.
Для формирования покрытия на поверхности изделия с помощью устройства для обработки поверхности электрическим разрядом электрод 1202 и изделие 1203 помещают противоположно в диэлектрическую жидкость 1204, и импульсный электрический разряд генерирует между электродом 1202 и изделием 1203 с помощью источника 1205 питания для обработки поверхности электрическим разрядом, и при использовании энергии электрического разряда на поверхности изделия формируется покрытие из материала электрода, или покрытие из вещества, которое образуется в результате реакции материалов электрода. К электроду подключают отрицательное напряжение, а к изделию подключают положительное напряжение. Колонка дуги электрического разряда 1206 образуется между электродом 1202 и изделием 1203, как показано на фиг.12.
Материал электрода переносится на изделие каждый раз при образовании электрического разряда. Хотя материал электрода изготовлен из порошка, порошок приготавливают из сплава, поэтому материал является однородным, и при этом в материале не происходят изменения, когда он переносится на электрод 1202. Следовательно, обеспечивается возможность формирования покрытия с хорошим качеством без изменений состава, вызванных неоднородностью материала электрода.
Когда электрод из указанного состава изготовляют путем смешивания порошков каждого материала, может возникнуть проблема, состоящая в том, что не могут быть получены характеристики однородного материала из-за того, что смесь порошков не является однородной. В исследованиях, проведенных авторами настоящего изобретения, было определено, что, когда электрод с точно установленным составом изготовлен путем смешивания порошков каждого материала, достаточно трудно обеспечить полную однородность смеси при смешивании порошков более одного вида и поэтому возникают изменения состава в разных электродах или даже в одном электроде, в разных его частях. Электрод, который содержит материал, легко формирующий карбид, в большей степени подвержен этому влиянию. Например, подобно сплаву, описанному ниже, если материалы, которые легко формируют карбиды, такие как Мо (молибден) и Ti (титан), неоднородно содержатся в электроде, становится трудно получить толстое покрытие для части, которая содержит такие материалы. Поэтому возникает проблема, состоящая в том, что покрытие становится неоднородным не только по составу, но также и по толщине.
Однако, как описано в данном варианте выполнения, благодаря изготовлению электрода из порошка, который был получен путем измельчения в порошок материала сплава, состоящего из нескольких элементов в определенной пропорции, становится возможным устранить вариацию состава в электроде. И при обработке поверхности электрическим разрядом с использованием такого электрода обеспечивается возможность стабильного формирования толстого покрытия на поверхности изделия и получения однородного состава покрытия.
Таким образом, благодаря формированию покрытия на изделии 1203 с помощью устройства для обработки поверхности электрическим разрядом, с использованием описанного выше электрода, становится возможным стабильно формировать однородное по составу толстое покрытие на поверхности изделия при обработке импульсным электрическим разрядом в жидкости.
Хотя в приведенном выше описании использовали материал, получаемый при измельчении сплава, состоящего из такой пропорции, как "Cr (хром) 20 мас.%, Ni (никель) 10 мас.%, W (вольфрам) 15 мас.% и Со (кобальт) - остальная часть" сплав, из которого получают порошок, определенно может быть приготовлен с использованием других комбинаций, например, сплава, изготовленного в таком соотношении, как "Cr (хром) 25 мас.%, Ni (никель) 10 мас.%, W (вольфрам) 7 мас.%, и Со (кобальт) - остальная часть". Кроме того, также можно использовать сплавы, приготовленные в таком соотношении, как "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.%, и Со (кобальт) - остальная часть", "Cr (хром) 15 мас.%, Fe (железо) 8 мас.% и Ni (никель) - остальная часть", "Cr (хром) 21 мас.%, Мо (молибден) 9 мас.%, Та (тантал) 4 мас.% и Ni (никель) - остальная часть" и "Cr (хром) 19 мас.%, Ni (никель) 53 мас.%, Мо (молибден) 3 мас.%, (Cb+Та) 5 мас.%, Ti (титан) 0,8 мас.%, Al (алюминий) 0,6 мас.% и Fe (железо) - остальная часть". Однако, поскольку свойства материала, такие как твердость, могут отличаться при изменении соотношения состава сплава, формуемость электрода и условия нанесения покрытия также могут в определенной степени изменяться.
Если твердость материала электрода высока, трудно формовать порошок прессованием. Кроме того, для повышения прочности электрода в результате тепловой обработки необходимо использовать определенные приспособления, такие как установка относительно высокой температуры нагрева. Например, сплав, составленный с использованием соотношения составляющих "Cr (хром) 25 мас.%, Ni (никель) 10 мас.%, W (вольфрам) 7 мас.% и Со (кобальт) - остальная часть", является относительно мягким, а сплав, который состоит из соотношения "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.% и Со (кобальт) - остальная часть", представляют собой относительно твердый материал. При тепловой обработке электрода в случае первого сплава необходимо устанавливать температуру нагрева в среднем приблизительно на 100°С выше, чем в случае второго сплава, для получения прочности, требуемой для электрода.
Что касается формования толстого покрытия, как пояснялось в первом - четвертом вариантах выполнения, при повышении содержания металла в покрытии становится более просто получать толстое покрытие. Формирование плотного толстого покрытия также облегчатся при использовании материалов, составляющих порошок сплава, из которого изготовляют электрод, таких как Со (кобальт), Ni (никель) или Fe (железо), которые представляют собой материалы, не формирующие карбиды.
При проведении испытаний с использованием порошков различного рода было определено, что стабильное формирование толстого покрытия упрощается, если содержание материала, который плохо формирует карбид или не формирует карбид в электроде, превышает 40 об.%. При этом было определено, что для формирования толстого покрытия достаточной толщины содержание Со в электроде предпочтительно должно быть выше 50 об.%. Хотя трудно определить объемный процент материала в сплаве, пропорция, которая представляет собой величину веса каждого порошка, разделенную на плотность каждого материала, рассматривается здесь как объемный процент. При этом не требуется упоминать, что объемный процент становится практически равным проценту по массе, если значения удельного веса исходных материалов, составляющих сплав, близки друг другу.
Кроме того, даже если в качестве компонента сплава, помимо Со (кобальта), Ni (никеля) и Fe (железа), используют материал, который формирует карбид, если такой материал относительно плохо формируют карбид, в материалах покрытия должны содержаться компоненты этого металла, помимо Со (кобальта), Ni (никеля) и Fe (железа), и поэтому обеспечивается возможность формирования плотного толстого покрытия даже при малой пропорции Со (кобальта), Ni (никеля) и Fe (железа).
Было определено, что когда используется сплав, приготовленный из двух элементов Cr (хрома) и Со (кобальта), становится легко формировать толстое покрытие, когда содержание Со в электроде превышает 20 об.%. Объемное процентное содержание Со здесь представляет собой ((мас.% Со) / (удельный вес Со)+(((мас.% Cr) / (удельный вес Cr))+((мас.% Со) / (удельный вес Со))), как описано выше. Хотя Cr (хром) представляет собой материал, который формирует карбид, он с меньшей вероятностью формирует карбид по сравнению с активным материалом, таким как Ti. При анализе компонентов полученного покрытия с использованием дифракции в рентгеновских лучах, XPS (рентгеновская фотоэлектронная спектроскопия) и т.п., наблюдали пик, который указывает на наличие Cr3С2 (карбида хрома), и были получены данные, которые указывают на наличие Cr (хрома). Другими словами, хотя Cr (хром) представляет собой материал, который легко поддается карбонизации, его тенденция образования карбидов низка по сравнению с таким материалом, как Ti (титан), и если Cr (хром) содержится в электроде, часть его становится карбидом и часть остается металлом Cr (хром) в покрытии. С учетом указанных выше результатов для формирования плотной толстой пленки необходимо, чтобы пропорция материала, которая остается в виде металла в покрытии, превышала приблизительно 30% объема.
Хотя был описан случай, в котором формируют электрод путем прессования порошков с помощью пресса, способ изготовления электрода не ограничивается этим случаем. При изготовлении электрода путем формования из порошка электрод может быть изготовлен с использованием других способов, кроме способа прессования. Другие способы изготовления электрода включают шликерное литье, формование металла литьем под давлением (ФЛД, MIM) и распыление или струйный впрыск нанопорошков. При шликерном литье порошки диспергируют в растворителе с получением суспензии, и суспензию выливают в пористую литьевую форму, такую как гипсовая форма для удаления растворителя. При использовании способа ФЛД порошки смешивают со связующим компонентом и подают в виде струи под давлением в форму. При распылении порошки нагревают, и нагретые порошки распыляют для получения состояния, в котором порошки частично комбинируются друг с другом. Хотя существуют различные способы изготовления электрода, назначение каждого из способов состоит в формовании порошков. Если в электроде будет получено требуемое состояние комбинирования порошков, такой электрод можно использовать в соответствии с настоящим изобретением.
Шестой вариант выполнения
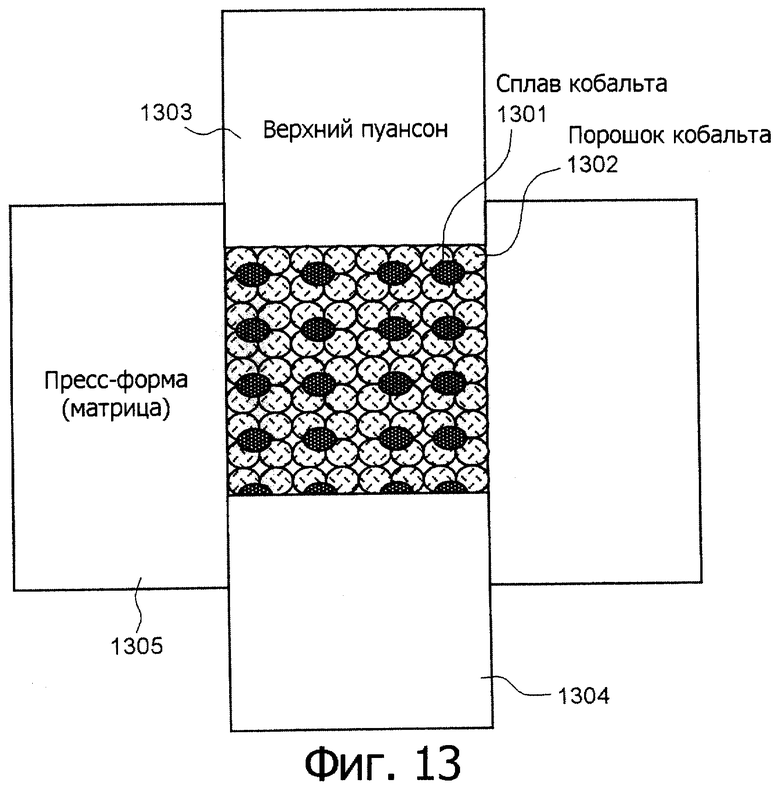
На фиг.13 показан вид в поперечном сечении электрода, предназначенного для обработки поверхности электрическим разрядом, и представлена концепция способа изготовления электрода в соответствии с шестым вариантом выполнения настоящего изобретения. Как показано на фиг.13, пространство между верхним пуансоном 1303 пресс-формы, нижним пуансоном 1304 пресс-формы и матрицей 1305 пресс-формы заполняют смесью 1301 порошка сплава Со и порошка 1302 Со (кобальта). Необожженную прессовку формуют путем прессования смеси. Полученную таким образом необожженную прессовку используют в качестве электрода для электрического разряда при обработке поверхности электрическим разрядом. Давление при прессовании устанавливают на уровне приблизительно 100 МПа, и температуру нагрева при изготовлении электрода устанавливают в диапазоне от 600 до 800°С.
Соотношение состава смеси порошка 1301 сплава Со представляет собой "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.% веса, Si (кремний) 3 мас.%, Со (кобальт) - остальная часть". Порошок 1301 сплава Со получают путем измельчения материала сплава, полученного с использованием такого соотношения смеси. Используют порошок сплава Со и порошок 1302 Со с диаметром зерен порядка от 2 до 6 мкм. Сплав, имеющий такое соотношение смеси, как "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.%, Со (кобальт) - остальная часть" представляют собой сплав, который используют в качестве материала, который должен обеспечить абразивную стойкость в условиях высокой температуры. Сплав имеет абразивную стойкость благодаря твердости применяемых материалов и свойствам смазки, проявляемым Cr3С2 (карбидом хрома), который формируется при окислении Cr (хрома) в условиях высокой температуры. Поэтому при использовании электрода, который содержит такой порошок сплава, становится возможным получить покрытие, обладающее исключительной абразивной стойкостью.
Однако, когда покрытие формируют при обработке поверхности электрическим разрядом, хотя возможно изготовлять электрод, содержащий только один порошок сплава указанного состава, легко могут возникнуть проблемы, состоящие в неоднородности качества электрода, поскольку при прессовании с помощью пресса в определенной степени возникает проблема формуемости из-за твердости используемого материала, и при этом может быть трудно получить плотное покрытие из-за относительно большой пропорции Мо (молибдена), легко формирующего карбид.
Если возникает проблема, указанная выше, можно улучшить вероятность формования толстого покрытия путем добавления большего количества порошка Со (кобальта). Когда покрытие формируют с использованием электрода, который изготовлен только из порошка сплава, состоящего из смеси "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.%, Со (кобальт) - остальная часть", пропорция пустот в формируемом покрытии составляет порядка 10%. В то же время, когда покрытие формируют с использованием электрода, который изготовлен из смеси, полученной путем добавления порошка Со (кобальта) в пропорции приблизительно 20 мас.% к порошку сплава, состоящего из смеси "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.%, Со (кобальт) - остальная часть", отношение пустот в покрытии может быть уменьшено до уровня приблизительно 3 - 4%. Следовательно, при использовании электрода, который изготовлен из смеси, полученной путем добавления порошка Со (кобальта) в пропорции приблизительно 20 мас.% к порошку сплава, состоящему из смеси "Мо (молибден) 28 мас.%, Cr (хром) 17 мас.%, Si (кремний) 3 мас.%, Со (кобальт) - остальная часть", становится возможным получать плотное толстое покрытие, обладающее абразивной стойкостью. В качестве материала, который позволяет обеспечить такую эффективность, помимо кобальта Со можно использовать никель Ni или железо Fe, и можно смешивать несколько таких материалов.
Хотя был описан случай, в котором формируют электрод путем прессования порошков с помощью пресса, способ изготовления электрода не ограничивается этим случаем. При изготовлении электрода путем формования из порошка электрод может быть изготовлен с использованием других способов, кроме способа прессования. Другие способы изготовления электрода включают шликерное литье, формование металла литьем под давлением (ФЛД, MIM) и распыление или струйный впрыск нанопорошков. При шликерном литье порошки диспергируют в растворителе с получением суспензии, и суспензию выливают в пористую литьевую форму, такую как гипсовая форма для удаления растворителя. При использовании способа ФЛД порошки смешивают со связующим компонентом и подают в виде струи под давлением в форму. При распылении порошки нагревают, и нагретые порошки распыляют для получения состояния, в котором порошки частично комбинируются друг с другом. Хотя существуют различные способы изготовления электрода, назначение каждого из способов состоит в формовании порошков. Если в электроде будет получено требуемое состояние комбинирования порошков, такой электрод можно использовать в соответствии с настоящим изобретением.
Седьмой вариант выполнения
На фиг.14 показана пояснительная схема, на которой представлен переход в использовании материалов, применяемых в двигателях самолетов. Поскольку двигатели самолетов, например, лопатки двигателей используют в условиях высокой температуры, в качестве наносимого материала применяют теплостойкие сплавы. Ранее с этой целью использовали обычное литье; однако в настоящее время применяют специальное литье, позволяющее получать монокристаллические сплавы, однонаправленно отвердевшие сплавы и т.п. Хотя эти материалы являются устойчивыми в условиях высокой температуры, в них проявляется недостаток, состоящий в том, что они легко повреждены повреждениям, если возникает значительная неравномерность температуры из-за локальной подачи тепла, например, в случае сварки. Кроме того, при рассмотрении двигателя самолета в целом, поскольку в большинстве случаев различные материалы соединяют с помощью сварки и термического напыления, возникают проблемы, состоящие в том, что такие детали могут быть легко повреждены из-за локальной концентрации тепла, при этом получается низкий выход качественной продукции.
Поскольку ток электрического разряда при сварке протекает непрерывно, точка изделия, к которой прикладывается электрическая дуга, в течение короткого времени остается неподвижной и сильно нагревается. С другой стороны, когда подачу тока электрического разряда на короткое время прекращают (на период от приблизительно нескольких микросекунд до нескольких десятков микросекунд), в варианте выполнения настоящего изобретения не образуется концентрированный нагрев. Ширина импульса te, показанного на фиг.3, представляет собой период, в течение которого генерируют электрический разряд, и время td задержки электрического разряда, и время паузы to представляют собой период, когда электрический разряд отсутствует. Другими словами, период, когда тепло не прикладывают к изделию. Кроме того, когда один импульс электрического разряда заканчивается, следующий генерируемый электрический разряд прикладывают к другой части изделия; поэтому при этом образуется менее концентрированный нагрев по сравнению со сваркой.
В данном варианте выполнения становится возможным предотвратить растрескивание благодаря использованию обработки поверхности электрическим разрядом для формирования металлического покрытия на монокристаллическом сплаве или однонаправленно отвердевшем сплаве, и благодаря рассеиванию тепла, подводимого с импульсным электрическим разрядом в жидкости. Кроме того, обеспечивается возможность получать толстое покрытие при использовании электрода, который содержит металлические материалы, не формирующие карбиды или с трудом формирующие карбиды, в пропорции более 40 об.%, без использования, как обычно, сварки или термического напыления, и в результате становится возможным получать толстое покрытие без образования трещин.
Промышленная применимость
Как описано выше, электрод для обработки поверхности электрическим разрядом в соответствии с настоящим изобретением пригоден для применения в промышленности, связанной с обработкой поверхности, при которой на поверхности изделия формируют покрытие, и, в частности, пригоден для применения в промышленности, связанной с обработкой поверхности, при которой формируют толстое покрытие на поверхности изделия.

Изобретение относится к электроду, предназначенному для обработки поверхности электрическим разрядом. Электрод представляет собой необожженную прессовку, изготовленную путем формования порошков. Импульсный электрический разряд генерируют между электродом и изделием в диэлектрической жидкости. На поверхности изделия формируют покрытие с помощью энергии электрического разряда из материала электрода или из вещества, которое образуется в результате реакции электрода. Электрод содержит 40 об.% или больше металлического материала, который не поддается карбонизации или плохо поддается карбонизации. Предложен также способ обработки поверхности данным электродом и устройство для осуществления этого способа. Техническим результатом изобретения является формирование толстого, прочного покрытия на поверхности изделия. 6 н. и 25 з.п. ф-лы, 14 ил.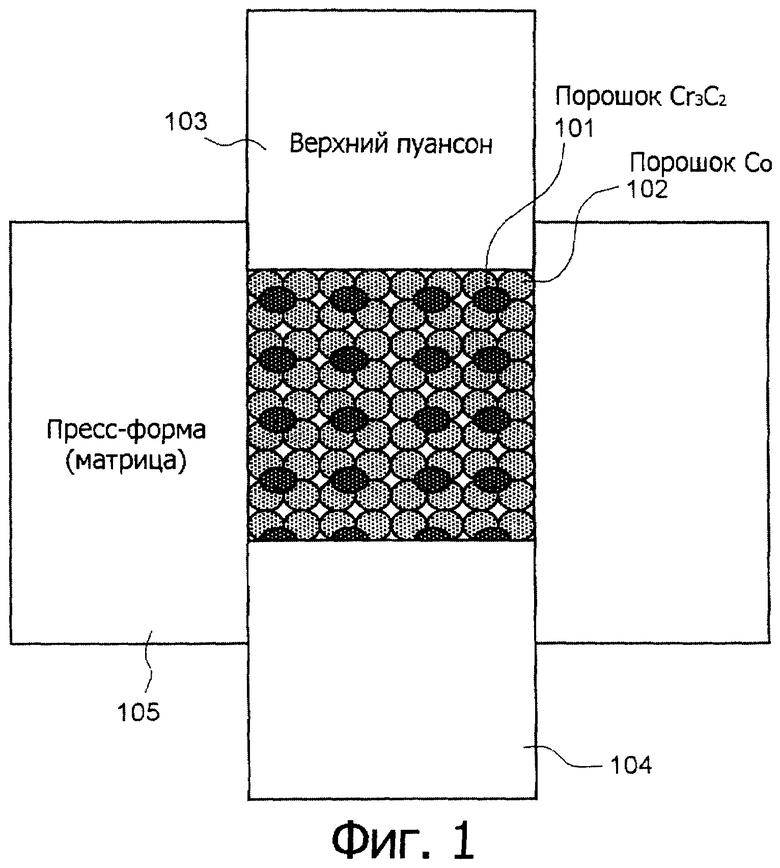
| Способ электроискрового легирования | 1987 |
|
SU1521542A1 |
| Материал для электроискрового нанесения покрытия | 1987 |
|
SU1463410A1 |
| ЭЛЕКТРОДНЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2007274C1 |
| JP 07070761 A, 14.03.1995 | |||
| US 6336950 В1, 08.01.2002. | |||

