Область техники, к которой относится изобретение.
Предмет настоящего изобретения - электрод для электроразрядной обработки поверхности с помощью импульсного электрического разряда между деталью и электродом, который состоит из неспеченной прессовки, полученной прессованием порошка металла, смеси металлов или керамики, а также формирование на поверхности детали под воздействием энергии электрического разряда покрытия, состоящего из электродного материала или вещества, полученного в результате воздействия на материал электрода энергии электрического разряда.
Предметом настоящего изобретения также является способ изготовления и оценки электрода для электроразрядной обработки поверхности. Кроме того, настоящее изобретение относится к устройству для электроразрядной обработки поверхности и способу электроразрядной обработки поверхности с использованием электрода для электроразрядной обработки поверхности.
Уровень техники
Для обработки поверхности турбинной лопасти газотурбинного авиационного двигателя традиционно применяются сварка и термическое напыление, поскольку необходимо создать покрытие, имеющее прочность и смазочную способность при высокой температуре окружающей среды. При применении сварки и термического напыления покрытие, содержащее Cr (хром) или Мо (молибден), как известно, окисляется под действием высоких температур.
Сварка относится к способу плавления и нанесения материала сварочного стержня на деталь путем электрического разряда между деталью и стержнем. Термическое напыление относится к способу приведения металла в расплавленное состояние и напыления металла на деталь для образования покрытия.
Однако и сварка, и способ термического напыления производятся вручную и требуют определенных навыков. Проблема заключается в том, что трудно автоматизировать эти процессы, и потому стоимость обработки высока. Кроме того, поскольку при сварке деталь подвергается действию концентрированного тепла, то возникает проблема появления сварочных трещин при обработке тонкого или хрупкого, например, монокристаллического сплава или сплава с ориентированным затвердеванием.
Для решения этих проблем существует технология покрытия поверхности детали из металла путем электрического разряда в жидкости. Например, технологический процесс №1 представляет собой электрический разряд в жидкости, причем электродный материал содержит компонент покрытия, который надо получить на детали. Этот процесс является первичной обработкой, а затем при повторном электрическом разряде на деталь наносится материал электрода, при этом применяется медный электрод или электрод, подобный графиту, который мало изнашивается (см. Патентный документ 1). В соответствии с традиционной технологией слой покрытия, имеющий удовлетворительные прочность и адгезию, получается для деталей, выполненных из стали. Однако представляет трудность получить слой покрытия, обладающий хорошей адгезией на поверхности агломерированного материала, такого как спеченный карбид. Способ требует две ступени: первая - для формирования пленки и вторая - воздействие на пленку повторного разряда для получения адгезии между пленкой и обрабатываемой деталью. Такой метод осложняет обработку.
Технологический метод №2 заключается в формировании твердой керамической пленки на металлической поверхности путем изменения условий электрического разряда (например, Патентный документ 2). В технологическом процессе №2 керамический порошок, служащий материалом для формирования электрода, прессуется при высоком давлении до 10 Т/см2 и подвергается предварительному спеканию для получения плотности от 50 до 90% от базовой плотности.
Технологический процесс №3 заключается в использовании в качестве электрода такого материала как титан, образующий плотный карбид. Электрический разряд вызывается между электродом и металлическим материалом, являющимся деталью. Твердая прочная пленка образуется на поверхности металла без использования стадии повторного плавления, как в технологиях №1 и №2 (Патентный документ 3). В технологии используется процесс, в котором электродный материал, переносимый в результате электрического разряда, вступает в реакцию с карбоном (С), являющимся компонентом рабочей жидкости, с образованием карбида титана (TiC). Если в качестве электрода использована неспеченная прессовка из гидрида металла, например TiH2 (гидрид титана), то при электрическом разряде между электродом и металлическим материалом обрабатываемой детали можно получить прочное покрытие с удовлетворительной адгезией быстрее, чем при применении просто титана (Ti). Более того, если неспеченная прессовка образована смешиванием гидрида титана с другими металлами и керамикой, то при прохождении электрического разряда между электродом и металлическим материалом обрабатываемой детали также можно быстро получить прочное покрытие, имеющее высокую твердость и износостойкость.
В технологическом процессе №4 прессуется керамический порошок, неспеченная прессовка в качестве электрода с высокой стойкостью исполняется предварительным спеканием, а покрытие формируется из твердого материала, такого как TiC с помощью электроразрядной обработки поверхности (Патентный документ 4).
Примером данного технологического процесса является изготовление электрода для электроразрядной обработки поверхности (в дальнейшем электрод), состоящего из порошка, полученного путем смешивания порошка карбида вольфрама (WC) и порошка кобальта (Со). Неспеченная прессовка может быть легко получена смешиванием и прессованием порошка WC и порошка Со. Предпочтительно добавлять при смешивании порошков WC и Со воск для повышения прессуемости неспеченной прессовки. Но поскольку воск является изоляционным материалом, и если большое количество воска остается в электроде, то его разрядная способность ухудшается в связи с возрастанием электрического сопротивления электрода. Поэтому воск необходимо удалять. Воск удаляется, если поместить неспеченную прессовку в вакуумную камеру и нагреть.
Если температура нагревания слишком низкая, воск не может быть удален. Если же температура нагревания слишком высока, воск превращается в сажу, что нарушает чистоту электрода. Поэтому необходимо выдерживать температуру нагревания равной или выше той, при которой воск расплавляется, и не более той, при которой он переходит в сажу. Неспеченная прессовка в вакуумной печи нагревается с помощью, например, высокочастотной катушки, но так, чтобы не получить избыточную твердость, например получить твердость, подобную твердости мела. Такой вид спекания относится к предварительному спеканию. В этом случае карбиды связываются в определенных пропорциях. Но поскольку температура такого предварительного спекания не так высока, как при основном спекании, сцепление это слабое. Если электроразрядная обработка поверхности выполняется при помощи высокопрочного электрода, подвергнутого предварительному спеканию, то можно сформировать плотное и однородное покрытие на поверхности детали.
Патентный документ 1: выложенная заявка Японии №Н5 - 148615.
Патентный документ 2: выложенная заявка Японии №Н8 - 300227.
Патентный документ 3: выложенная заявка Японии №Н9 - 192937.
Патентный документ 4: выпуск №99/58744 международного издания.
Как описано в технологических процессах №3 и №4, можно сформировать плотное стойкое покрытие при помощи электроразрядной обработки поверхности с использованием электрода, полученного спеканием неспеченной прессовки. Однако при формировании толстого покрытия методом электроразрядной обработки поверхности возникает проблема, заключающаяся в значительной разнице характеристик электродов, даже если они изготовлены в соответствии с технологическим процессом №4. Кроме того, затруднительно сформировать плотное покрытие.
Существует разброс величин диаметра частиц порошка, являющегося материалом электрода. Это происходит из-за разницы условий отверждения для каждого электрода, даже если они прессуются при одном и том же давлении. В итоге получается разная прочность электродов. Другая возможная причина разницы характеристик электродов - замена материала (компонента) электродов, что влечет за собой изменение материала покрытия обрабатываемой детали. При изменении материала электрода его прочность отличается от той прочности, которой он обладал до замены, в силу различия физических свойств.
Известно, что когда формируется тонкая пленка при электроразрядной обработке поверхности, способ перехода материала со стороны электрода и способ расплавления материала на поверхности детали, а также сцепление этого материала с материалом детали влияет на характеристики покрытия. Одним из показателей влияния подачи электродного материала является твердость электрода.
Например, в традиционной технологии №4 твердость электрода для электроразрядной обработки поверхности устанавливается не столь высокой (эквивалентной твердости мела). При такой твердости электрода передача электродного материала при электрическом разряде контролируется, и перенесенный материал в достаточной степени расплавлен. Т.е. можно формировать твердую керамическую пленку на поверхности детали.
Твердость, равноценная твердости мела, которая является показателем твердости электрода при электроразрядной обработке поверхности, величина чрезвычайно неоднозначная. Также существует проблема в том, что разница толщины покрытия на поверхности детали зависит от твердости электрода. Когда материал и диаметр частиц порошка для электрода изменяются, условия для формирования электрода различны. Проблема также состоит в том, что для получения покрытия для каждого вида материала электрода при электроразрядной обработке поверхности приходится подбирать большое количество определенных условий.
Другими словами, условия формирования электрода для получения удовлетворительного покрытия подбираются опытным путем, что трудоемко и требует много времени.
Кроме того, даже если электроды изготовлены одним и тем же производственным методом, используя один и тот же порошок из одинаковых материалов, объем порошка изменяется в зависимости от сезона (температура и влажность).
Поэтому порошки с разными объемами должны быть обработаны, чтобы сформировать пленку и оценить электроды. Это также требует времени и трудозатрат.
Основной целью традиционной электроразрядной обработки поверхности является формирование твердого покрытия при температуре, близкой к комнатной, причем покрытие содержит твердый карбид в качестве главного компонента. Этот способ позволяет получить толщину около 10 мкм, и невозможно увеличить толщину до более нескольких десятков мкм. Обычно в электроде в большой степени содержится образующий карбид. Например, если в электроде содержится Ti, химическая реакция вызывается электрическим разрядом в масле. В результате в качестве пленки получается твердый карбид TiC. По мере развития технологии получения покрытия в качестве материала поверхности детали используется не сталь, а карбид титана (TiC), являющийся керамическим материалом и имеющий отличные характеристики, такие как теплопроводность и точка плавления.
В соответствии с проведенными экспериментами было обнаружено, что возможно увеличение толщины покрытия путем добавления в состав материала электрода компонента, не образующего карбида или образующего карбид в малой степени. Это происходит за счет того, что количество материалов, не переходящих в карбид и остающихся в пленке в состоянии металла, увеличивается. В связи с вышеописанным традиционная технология электроразрядной обработки поверхности в основном предусматривает формирование такой пленки, которая имеет твердость, подобную TiC и WC при температуре, близкой к комнатной. В традиционной технологии электроразрядной обработки поверхности не уделяется должного внимания плотности и толщине пленки (т.е. порядка 100 мкм и более), которая имела бы смазочную способность при высокой температуре окружающей среды применительно к турбинной лопасти газотурбинного авиационного двигателя. Итак, проблема состоит в том, что традиционными методами нельзя получить толстое покрытие.
В технологическом процессе №2 применяется электрод, полученный прессованием керамического порошка при высоком давлении от 10 Т/см2 и предварительном спекании с плотностью от 50 до 90% от базовой.
Основная задача такой технологии, - во-первых, формирование тонкой прочной пленки, причем прочность пленки увеличивается при увеличении твердости электрода. И, во-вторых, поскольку главный компонент материала - керамика, давление при прессовании керамического порошка, образующего электрод, может быть повышено. Однако при формировании плотной металлической пленки с помощью способа электроразрядной обработки поверхности невозможно использовать электрод, изготовленный методом, описанным в технологическом процессе №2. Это объясняется тем, что порошок металла прессуется при чрезвычайно высоком давлении от 10 Т/см2, электрод затвердевает, и невозможно сформировать пленку посредством электроразрядной обработки поверхности. Если электроразрядная обработка поверхности выполняется с использованием такого электрода, нарушается поверхность детали при опускании пуансона.
Поскольку в технологическом процессе №2 используется керамический порошок, не возникает никаких проблем, даже если керамический порошок прессуется при высоком давлении. Однако для электроразрядной обработки поверхности с получением покрытия, состоящего из порошка металла, такие электроды неприемлемы. В настоящее время неизвестен способ изготовления электрода для электроразрядной обработки поверхности с целью получения плотного металлического покрытия.
С учетом этих обстоятельств цель настоящего изобретения - получение электрода для электроразрядной обработки поверхности, с помощью которого легко формировать плотную прочную пленку на детали методом электроразрядной обработки поверхности.
Также целью настоящего изобретения является получение электрода для электроразрядной обработки поверхности, при помощи которого можно сформировать плотную пленку, имеющую смазочную способность при высокой температуре окружающей среды.
Кроме того, целью изобретения является получение способа оценки электрода для электроразрядной обработки поверхности, т.е. оценки его способности формирования пленки при электроразрядной обработки поверхности.
Еще одной целью изобретения является получение электрода для электроразрядной обработки поверхности с использованием в качестве неспеченной прессовки порошка металла для обеспечения устойчивого электрического разряда и плотного покрытия.
Также целью изобретения является создание устройства для электроразрядной обработки поверхности, в котором применяется электрод для электроразрядной обработки поверхности и способ электроразрядной обработки поверхности.
Раскрытие изобретения
Для достижения вышеуказанных целей согласно настоящему изобретению используется неспеченная прессовка в качестве электрода для электроразрядной обработки поверхности, полученная прессованием металлического порошка или керамического порошка, электрический разряд между электродом и деталью происходит в рабочей жидкости или в воздушной среде, формируя за счет энергии электрического разряда пленку, состоящую из электродного материала или вещества, полученного путем воздействия электродного материала на поверхность детали за счет энергии электрического разряда.
Средний диаметр частиц порошка составляет от 5 до 10 мкм. Порошок содержит 40% и более объема смеси компонента, не образующего или образующего в малой степени карбид, с твердостью в пределах от В до 8В в соответствии с методом измерения твердости, заключающимся в нанесении наконечником царапин на слой покрытия.
Согласно одному из аспектов изобретения в качестве электрода применена неспеченная прессовка, полученная путем прессования металлического порошка. Между электродом и обрабатываемой деталью вызывается электрический разряд в рабочей жидкости или воздушной среде, и за счет энергии электрического разряда на поверхности детали образуется пленка, состоящая из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда. При этом компрессионная прочность электрода не должна превышать 160 МПа.
Согласно следующему аспекту изобретения в качестве электрода применена неспеченная прессовка, полученная путем прессования металлического порошка. Между электродом и обрабатываемой деталью вызывается электрический разряд в рабочей жидкости или воздушной среде, и за счет энергии электрического разряда на поверхности детали образуется пленка, состоящая из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда. При этом объемное содержание электродного материала в электроде составляет 25-65%.
Согласно следующему аспекту изобретения в качестве электрода применена неспеченная прессовка, полученная путем прессования металлического порошка. Между электродом и обрабатываемой деталью вызывается электрический разряд в рабочей жидкости или воздушной среде, и за счет энергии электрического разряда на поверхности детали образуется пленка, состоящая из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда. При этом удельная теплопроводность электрода не должна превышать 10 Вт/(м•К).
Способ изготовления электрода для электроразрядной обработки поверхности включает в себя несколько стадий: первая стадия - измельчение металлического порошка или керамического порошка; вторая стадия - просеивание измельченного порошка и помещение этой массы в некий объем, размеры которого не превышают расстояния между электродами; третья стадия - отбор просеянного порошка заданной формы и прессование порошка при давлении от 93 до 280 МПа.
Способ электроразрядной обработки поверхности заключается в получении покрытия, состоящего из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда, возникающего между электродом и деталью, причем электрод представляет собой неспеченную прессовку, полученную прессованием металлического порошка или керамического порошка. При этом порошок готовится таким образом, что средний диаметр частиц составляет от 5 до 10 мкм, содержит 40% или более объема смеси компонентов для формирования покрытия на поверхности детали, при применении компонентов, не образующих или мало образующих карбиды, с твердостью от В до 8В в соответствии с методом измерения твердости, заключающимся в нанесении наконечником царапин на слой покрытия.
Способ электроразрядной обработки поверхности заключается в получении покрытия, состоящего из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда, возникающего между электродом и деталью, причем электрод представляет собой неспеченную прессовку, полученную прессованием металлического порошка или керамического порошка. При этом применяется электрод, имеющий предел прочности на сжатие материала электрода, не превышающий 160 МПа.
Способ электроразрядной обработки поверхности заключается в получении покрытия, состоящего из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда, возникающего между электродом и деталью, причем электрод представляет собой неспеченную прессовку, полученную прессованием металлического порошка или керамического порошка. При этом объемное содержание электродного материала в электроде составляет 25-65%.
Способ электроразрядной обработки поверхности заключается в получении покрытия, состоящего из электродного материала или вещества, полученного в результате воздействия электродного материала на поверхность детали благодаря энергии электрического разряда, возникающего между электродом и деталью, причем электрод представляет собой неспеченную прессовку, полученную прессованием металлического порошка или керамического порошка. При этом удельная теплопроводность электрода не должна превышать 10 Вт/(м•К).
Устройство для электроразрядной обработки поверхности включает в себя электрод, состоящий из неспеченной прессовки, полученной прессованием металлического порошка или керамического порошка, и обрабатываемую деталь, на которую необходимо нанести покрытие. Между электродом и деталью при погружении в рабочую жидкость или в воздушной среде возникает импульсный электрический разряд при подключении источника питания, соединенного с электродом и деталью. При этом за счет энергии электрического разряда формируется пленка, состоящая из электродного материала или вещества, полученного путем воздействия электродного материала на поверхность детали за счет энергии электрического разряда.
Электрод прессуется из порошка с диаметром частиц в среднем от 5 до 10 мкм и включает в себя 40% или более объема смеси компонентов для формирования пленки на деталях, не образующих карбид или образующих его в малой степени, чтобы получить твердость в пределах от В до 8В в соответствии с методом измерения твердости, заключающимся в нанесении наконечником царапин на слой покрытия.
Устройство для электроразрядной обработки поверхности включает в себя электрод, состоящий из неспеченной прессовки, полученной прессованием металлического порошка или керамического порошка, и обрабатываемую деталь, на которую необходимо нанести покрытие. Между электродом и деталью при погружении в рабочую жидкость или в воздушной среде возникает импульсный электрический разряд при подключении источника питания, соединенного с электродом и деталью. При этом за счет энергии электрического разряда формируется пленка, состоящая из электродного материала или вещества, полученного путем воздействия электродного материала на поверхность детали за счет энергии электрического разряда. При этом электрод должен иметь предел прочности на сжатие материала электрода не более 160 МПа.
Устройство для электроразрядной обработки поверхности включает в себя электрод, состоящий из неспеченной прессовки, полученной прессованием металлического порошка или керамического порошка, и обрабатываемую деталь, на которую необходимо нанести покрытие. Между электродом и деталью при погружении в рабочую жидкость или в воздушной среде возникает импульсный электрический разряд при подключении источника питания, соединенного с электродом и деталью. При этом за счет энергии электрического разряда формируется пленка, состоящая из электродного материала или вещества, полученного путем воздействия электродного материала на поверхность детали за счет энергии электрического разряда. При этом объемное содержание электродного материала в электроде составляет 25-65%.
Устройство для электроразрядной обработки поверхности включает в себя электрод, состоящий из неспеченной прессовки, полученной прессованием металлического порошка или керамического порошка, и обрабатываемую деталь, на которую необходимо нанести покрытие. Между электродом и деталью при погружении в рабочую жидкость или в воздушной среде возникает импульсный электрический разряд при подключении источника питания, соединенного с электродом и деталью. При этом за счет энергии электрического разряда формируется пленка, состоящая из электродного материала или вещества, полученного путем воздействия электродного материала на поверхность детали за счет энергии электрического разряда. При этом удельная теплопроводность электрода не должна превышать 10 Вт/(м•К).
Способ оценки электрода для электроразрядной обработки поверхности согласно следующей цели изобретения заключается в постепенном заданном нагружении электрода и основывается на мгновенном его сжатии до образования трещин на его поверхности, после чего определяется способность электрода к образованию желаемого покрытия на поверхности детали.
При этом электрод, представляющий неспеченную прессовку, полученную прессованием металлического порошка, используется для получения электрического разряда между электродом и деталью в рабочей жидкости или в воздушной среде для образования покрытия за счет энергии электрического разряда.
Краткое описание чертежей
На фиг.1 показана принципиальная схема процесса электроразрядной обработки поверхности с помощью устройства для электроразрядной обработки поверхности;
на фиг.2 изображена блок-схема процесса изготовления электрода для электроразрядной обработки поверхности;
на фиг.3 представлено схематическое изображение пресс-формы во время прессования порошка;
на фиг.4А - графическое изображение импульса напряжения, приложенного между электродом и деталью во время электрического разряда;
на фиг.4В - графическое изображение импульса тока, протекающего в устройстве для электроразрядной обработки поверхности при электрическом разряде;
на фиг.5 - график, иллюстрирующий зависимость толщины покрытия от изменения дозировки порошка Со, находящегося в составе порошка Cr3С2;
на фиг.6 - график зависимости толщины покрытия от времени обработки в случае, когда в электроде для электроразрядной обработки поверхности не содержится материала, образующего карбид;
на фиг.7 - фотография покрытия, сформированного способом электроразрядной обработки поверхности с использованием электрода, содержащего до 70% Со;
на фиг.8 - диаграмма, иллюстрирующая состояние плотного покрытия в зависимости от твердости электрода для электроразрядной обработки поверхности, при изменении соотношения Cr3С2 30% - Со 70%;
на фиг.9 - фотография лабораторного прибора для измерения компрессионной прочности электрода;
на фиг.10 - график зависимости толщины покрытия от предела прочности на сжатие материала электрода;
на фиг.11 - график зависимости предела прочности на сжатие материала электрода, способного наносить толстую пленку, от среднего диаметра частиц порошка;
на фиг.12 - график зависимости толщины покрытия от теплопроводности электрода для электроразрядной обработки поверхности при использовании электродов с различной удельной теплопроводностью;
на фиг.13А - схематическое изображение метода оценки качества электрода в соответствии с испытаниями покрытия;
на фиг.13В - схематическое изображение метода оценки качества электрода в соответствии с испытаниями покрытия;
на фиг.13С - схематическое изображение метода оценки качества электрода в соответствии с испытаниями покрытия.
Осуществление изобретения
В соответствии с настоящим изобретением ниже детально рассматриваются
- способ изготовления электрода и метод оценки электрода для электроразрядной обработки поверхности;
- устройство для электроразрядной обработки поверхности;
- способ электроразрядной обработки поверхности.
Первый вариант реализации изобретения
Способ электроразрядной обработки поверхности и принцип действия устройства для электроразрядной обработки поверхности поясняются при помощи схемы, показанной на фиг.1. Устройство для электроразрядной обработки поверхности включает в себя деталь 11, покрытие 14, электрод 12 для формирования покрытия 14 на поверхности детали 11 и источник электропитания 13 для электроразрядной обработки поверхности, который подает напряжение как к детали 11, так и к электроду 12 для получения дугового разряда между деталью 11 и электродом 12.
Если электроразрядная обработка поверхности выполняется в жидкости, то деталь 11 и часть электрода 12, расположенные противоположно относительно друг друга, заполняются рабочей жидкостью 15, например маслом. Если электроразрядная обработка поверхности производится в воздушной среде, то деталь 11 и электрод 12 располагаются в среде проведения обработки. Следует заметить, что в примере, показанном на фиг.1, в дальнейшем электроразрядная обработка поверхности выполняется в рабочей жидкости, а расстояние между противоположно расположенными поверхностями электрода 12 и деталью 11 именуется межэлектродным расстоянием.
Деталь 11, на поверхности которой желательно получить покрытие 14, служит анодом, а электрод 12, полученный прессованием порошка металла или керамики со средним диаметром частиц от 10 нм до нескольких мкм, служит катодом. Между анодом и катодом происходит электрический разряд. При этом используется не показанный на фиг.1 специальный механизм для контроля межэлектродного расстояния в целях исключения контакта между электродами в рабочей жидкости 15. Во время электрического разряда между электродом 12 и деталью 11 деталь 11 и электрод 12 частично расплавляются за счет тепла, выделяемого при электрическом разряде. Когда сила сцепления между частицами электрода 12 слабая, частицы 21 электрода 12 отделяются от электрода 12 за счет электростатической силы, вызванной электрическим разрядом, и движутся по направлению к поверхности детали 11. Когда частицы электрода 21 достигают поверхности детали 11, они затвердевают вновь и превращаются в покрытие 14. Некоторое количество электродных частиц 21, взаимодействуя с компонентами 22 в рабочей жидкости 15 или в воздушной среде, также формируют покрытие 14 на детали 11. Таким образом происходит процесс образования покрытия 14 на детали 11. Однако, когда сила сцепления между частицами электрода велика, отделение частиц за счет электростатической силы невозможно, как невозможен переход материала электрода на деталь 11. Таким образом, возможность формирования плотного покрытия методом электроразрядной обработки поверхности достигается путем перехода материала электрода 12, расплавления материала, перешедшего на поверхность детали 11, и степенью сцепления материала электрода с материалом детали 11. На передачу электродного материала оказывает влияние твердость электрода 12.
На фиг.2 представлена схема процесса изготовления электрода для использования при электроразрядной обработки поверхности. Порошок металла или керамики, содержащий компонент покрытия 14, которое желательно получить на поверхности детали 11, измельчается (этап S1). Если покрытие 14 должно состоять из нескольких компонентов, смешиваются порошки из соответствующих компонентов в желательном соотношении и измельчаются.
Например, порошки металлов или керамики со средним диаметром частиц от нескольких десятков мкм, предлагаемые на рынке, измельчаются в порошок со средним диаметром частиц не более 3 мкм при помощи дробилки, такой как гранулятор. Процесс измельчения может выполняться в жидкости. В этом случае жидкость выпаривается, и порошок высушивается (этап S2). После высушивания частицы порошка соединяются друг с другом и создают большую массу, эта масса разделяется и просеивается (этап S3). Разделение массы происходит за счет вибрации сетки сита, на которой размещена эта масса, и столкновения частиц с металлическими или керамическими шариками, расположенными также на сетке сита. Затем полученные частицы проходят через ячейки сетки. И только порошок, прошедший через ячейки сетки, используется для описанной ниже операции.
Ниже детально объясняется процесс просеивания, выполняемый на этапе S3. При электроразрядной обработке поверхности напряжение между электродом 12 и деталью 11 для создания электрического разряда обычно составляет от 80 до 400 В. При этом во время разряда расстояние между электродом 12 и деталью 11 устанавливается около 0,3 мм. Как описано выше, можно предположить, что во время электроразрядной обработки поверхности соединенная масса порошка для образования электрода 12 может переходить от электрода 12 при дуговом разряде между обоими электродами, если поддерживается определенный размер этой массы. Если размер этой массы не более, чем межэлектродное расстояние (не более 0,3 мм), возможно образование следующего электрического разряда даже при наличии массы между электродами. Поскольку электрический разряд происходит в местах, находящихся на малом расстоянии друг от друга, то предполагается, что он произойдет в том месте, где присутствует масса и есть возможность ее измельчать за счет тепловой энергии и взрывной силы электрического разряда.
Когда размер массы, образующей электрод 12, равен или больше межэлектродного расстояния (равен или более 0,3 мм), в результате электрического разряда масса переходит с электрода 12 на деталь 11, пока поддерживается размер массы, или дрейфует в межэлектродном пространстве, заполненном рабочей жидкостью 15. Когда осаждается большая масса, а электрический разряд происходит в том месте, где межэлектродное расстояние мало, то электрический разряд произойдет именно в этом месте и нигде более.
То есть невозможно получить однородное покрытие 14 на поверхности детали 11. Также невозможно полностью расплавить эту большую массу теплом электрического разряда. Поэтому покрытие 14 получается настолько неровным, что это можно ощутить рукой. Когда частицы массы дрейфуют в межэлектродном пространстве, возникает угроза короткого замыкания. То есть для получения однородного покрытия 14 и устойчивого электрического разряда масса, равная или более межэлектродного расстояния, не должна присутствовать в порошке, формирующем электрод. Конгломерат порошка с большей вероятностью возникает в случае применения порошка металла и электропроводной керамики и с меньшей вероятностью в случае применения неэлектропроводной керамики и большей вероятностью при использовании частиц порошка с уменьшенным средним диаметром. Чтобы исключить вредный эффект во время электроразрядной обработки поверхности в связи с преобразованием порошка в массу, требуется операция прессования такого порошка (S3). При просушивании порошка необходимо использовать ячейки сетки размером менее межэлектродного расстояния.
Для лучшего распространения давления внутрь порошка порошок смешивается с воском (например, парафином) в весовом соотношении 1% к 10% (этап S4). Смешивание порошка с воском повышает прессуемость, но при этом в периферийной области порошок опять покрывается жидкостью, за счет межмолекулярной силы и электростатической силы преобразуется в общую массу. Поэтому предварительно измельченная масса опять просеивается (этап S5). Принцип просеивания подобен описанному выше этапу 3.
Порошок, полученный на этапе 5, прессуется (этап S6). На фиг.3 схематически изображено в разрезе положение пресс-формы во время прессования порошка. Нижний пуансон 104 перемещается от дна полости матрицы 105 вверх. Порошок (смесь порошков), просеянный на этапе S5, засыпается в пространства между нижним пуансоном 104 и матрицей 105. Затем нижний пуансон перемещается сверху вниз. Давление на порошок 101 передается от обоих пуансонов пресса. В этом случае спрессованный порошок представляет собой неспеченную прессовку. Твердость электрода 12 увеличивается, если диаметр частиц порошка 101 относительно мал. Если же диаметр частиц порошка велик, то твердость электрода уменьшается.
Далее неспеченная прессовка вынимается из пресс-формы и нагревается в вакуумной печи или в камере с азотом (этап S7). Твердость электрода 12 увеличивается при возрастании температуры нагревания и уменьшается при понижении температуры. Также можно уменьшить электрическое сопротивление электрода 12 нагреванием неспеченной прессовки.
Следует отметить, что имеет смысл нагревание неспеченной прессовки без добавления воска в порошок на этапе S4. В неспеченной прессовке происходит сцепление между частицами порошка и в результате получается электрод с соответствующей электропроводностью.
Если исключить операцию измельчения на этапе S1, то есть использовать порошок со средним диаметром частиц порядка нескольких мкм или исключить операцию просеивания на этапе S3, то есть использовать в смеси частицы массы, равные или более 0,3 мм, то существует возможность прессования электрода для электроразрядной обработки поверхности 12. Но проблема состоит в том, что твердость электрода 12 неравномерна, то есть выше на поверхности, чем внутри.
Чаще всего рынок предлагает порошок Со или Ni со средним диаметром частиц более 3 мкм или оксид Со и Ni, а также керамику. При использовании таких порошков допустимо исключать этапы измельчения (S1) и высушивания (S2).
Далее в первом варианте реализации изобретения объясняется соотношение между количеством материала, не образующего карбида или образующего карбид в малой степени, твердостью электрода и толщиной покрытия.
По результатам испытаний было установлено, что при измельчении содержащихся в материале электрода компонентов, не образующих или образующих в малой степени карбиды, изменяется твердость электрода и толщина покрытия на поверхности детали. При испытаниях в качестве основного материала электрода использовался порошок Cr3С2 (карбид хрома), к которому добавлен порошок Со как материал, не образующий карбида. Объем добавленного Со изменялся в пределах от 0 до 80%, и твердость электрода, подвергшегося испытаниям, устанавливалась заданной величины. Электрод изготовлен из порошка Cr3С2 со средним диаметром частиц от 5 мкм в соответствии с диаграммой на Фиг.2. Измельчение на этапе S1 производится для получения порошка со средним диаметром частиц 5 мкм. При смешивании порошка с воском на этапе S 4 содержание воска в весовом отношении составляет 2-3%. На этапе прессования S 6 порошок прессуется при давлении около 100 МПа. На этапе нагревания S 7 температура нагревания изменяется в пределах от 400 до 800°С. Температура устанавливается выше, если содержание порошка Cr3С2 больше, и ниже, если больше содержание порошка Со. Это объясняется тем, что изготовленный электрод хрупок и крошится при низкой температуре нагревания при большом содержании порошка Cr3С2. Если же больше содержание порошка Со даже при низкой температуре нагревания, стойкость электрода будет высокой.
Следует отметить, что объемное содержание компонента в процентах определяется делением весового содержания каждого компонента в смеси на плотность каждого компонента. Другими словами, объемное содержание (в %,) получаемое путем деления величины, которая в свою очередь является результатом деления весового содержания (в %) интересующего компонента на плотность этого компонента, на величину, полученную сложением результатов деления весового содержания компонентов электрода на их плотности. Например, объемное содержание порошка Со в смеси порошков Cr3С2 и Со представлено следующим соотношением:
Объемное содержание % Со = весовое содержание Со / плотность Со / (весовое содержание % Cr3С2 / плотность Cr3С2 + весовое содержание Со / плотность Со).
Следует отметить, что при использовании смесей объемное содержание материалов совпадает с весовым содержанием при условии, что значения удельного веса этих материалов близки по величине.
Далее рассматривается прохождение импульсного электрического разряда при электроразрядной обработке поверхности, схематически изображенного на фиг.4А и 4В. На фиг.4А показано изменение напряжения между электродом и деталью в процессе электрического разряда, на фиг.4В - изменение разрядного тока, протекающего в устройстве для электроразрядной обработки поверхности в процессе электрического разряда. Как показано на фиг.4А, напряжение без нагрузки Ui прикладывается между электродами в момент времени to. Ток начинает протекать в момент времени t1 с задержкой по времени в связи с началом электрического разряда. Напряжение в этот момент является напряжением разряда Ue, а ток, протекающий в этот момент, достигает пикового значения ie. При снятии напряжения между электродами протекание тока прекращается, другими словами, заканчивается процесс электрического разряда. Разность t2-t1 представляет собой ширину импульса te. Импульсное напряжение периодически прикладывается в момент времени от t0 до t2 между электродами через интервалы времени t0. На фиг.4А показано импульсное напряжение, прикладываемое между электродами: электродом 12 и деталью 11. Условия режима импульсного разряда во время электроразрядной обработки поверхности выбраны таким образом, что пиковое значение тока ie=10A, продолжительность электрического разряда (ширина импульсного разряда) te=64 мкс, время перерыва равно 128 мкс. При испытаниях деталь 11 подвергалась электроразрядной обработке поверхности в течение 15 минут при использовании электрода площадью 15 мм × 15 мм.
На фиг.5 представлен график зависимости толщины покрытия от количества порошка Со в составе электродного материала, смешанного с порошком Cr3С2. Причем порошок Со образует карбид в малой степени, а порошок Cr3С2 является карбидом. На фиг.5 по оси абсцисс показано объемное содержание Со в электроде, а по оси ординат - толщина (мкм) покрытия на поверхности детали в логарифмическом масштабе.
При импульсной электроразрядной обработке поверхности толщина покрытия зависит от содержания Со в электроде. Согласно фиг.5 толщина покрытия порядка 10 мкм получена при объемном содержании Со не более 10% и возрастает при увеличении содержания Со до 30%, когда содержание Со возрастает до 40%, толщина увеличивается до 10000 мкм.
Если покрытие на детали производится при условиях, описанных выше, и содержание Со равно 0%, содержание Cr3С2 100%, то минимальная толщина покрытия составляет около 10 мкм, и увеличить толщину не представляется возможным.
На фиг.6 представлен график изменения состояния покрытия в зависимости от времени обработки при условии отсутствия в электроде материала, не образующего или в малой степени образующего карбид. На фиг.6 по оси абсцисс отложено время электроразрядной обработки поверхности на единицу площади (мин/см2), а по оси ординат - толщина покрытия (состояние поверхности детали) (мкм), по сравнению с состоянием поверхности детали до проведения электроразрядной обработки поверхности, взятого в качестве эталонного. Как показано на фиг.6, на начальной стадии электроразрядной обработки поверхности толщина покрытия возрастает со временем. Однако рост прекращается в определенной точке (около 5 мин/см2). Далее толщина покрытия не растет. Если продолжительность процесса достигает определенного времени или более (около 20 мин/см2), толщина покрытия уменьшается. В итоге толщина покрытия падает до отрицательной величины. Электроразрядная обработка поверхности ведет к нарушению целостности поверхности детали. Таким образом, толщина покрытия мало изменяется в соответствующих пределах времени (5 мин/см2). Считается, что время обработки должно составлять от 5 до 20 мин.
Возвращаясь к фиг.5, следует отметить, что толщина покрытия увеличивается с возрастанием в электроде количества Со, т.е. вещества в малой степени образующего карбид. При росте объемного содержания Со до 30% толщина формируемого покрытия возрастает. При содержании Со 40% легко формируется плотное стойкое покрытие. При возрастании содержания Со от 30% толщина покрытия увеличивается не столь интенсивно. Эта средняя величина получена при проведении многочисленных экспериментов. Если содержание Со составляет до 30%, образуется нестойкое покрытие с малой прочностью. Например, покрытие разрушается, если его сильно потереть металлическим предметом. Таким образом предпочтительно соблюдать содержание Со равным или выше 40%.
Возможно получение устойчивого плотного покрытия с использованием компонентов металла, не образующих карбид.
На фиг.7 изображена фотография плотного покрытия, полученного во время процесса электроразрядной обработки поверхности с использованием электрода с объемным содержанием Со 70%. При этом толщина покрытия составляет около 2 мм, а время обработки 15 мин. При увеличении времени обработки толщина покрытия может быть увеличена.
Можно сказать, что возможно формирование стойкого плотного покрытия на поверхности детали при помощи электроразрядной обработки поверхности, используя электрод с объемным содержанием Со, равным или более 40%.
Со как материал, в малой степени образующий карбид, можно заменить Ni, Fe, Al, Cu, Zn, получив подобные результаты.
Необходимо отметить, что в этом случае плотное покрытие имеет металлический блеск внутри структуры, а верхний слой покрытия имеет незначительную поверхностную шероховатость и не выглядит блестящим. При условии малого содержания материала, образующего карбид в малой степени, подобно Со, существует возможность образования покрытия при уменьшении твердости электрода.
Однако такое покрытие не обладает достаточной плотностью и может быть стерто металлическим предметом. Такого рода покрытие, описанное в Патентном документе 1, нельзя назвать плотным.
Выше упоминалось, что для изготовления электрода порошок Cr3С2 и порошок Со после прессования нагреваются. Такую неспеченную прессовку можно непосредственно использовать в качестве электрода. Но при формировании плотного покрытия нежелательно, чтобы электрод был слишком твердым или мягким, требуется определенная твердость. Поэтому необходима операция нагревания. Нагревание неспеченной прессовки влечет за собой прессование и затвердевание. Твердость электрода зависит от силы сцепления частиц порошка в электродном материале и связана с количеством переносимого на деталь электродного материала при электрическом разряде. Если твердость электрода высокая, силы сцепления прочные, и при электрическом разряде переносится только малая часть электродного материала. Следовательно, нельзя обеспечить достаточную плотность покрытия. Если же твердость электрода низка благодаря слабой силе сцепления частиц электродного материала, при электрическом разряде переносится большое количество электродного материала. В этом случае как невозможно расплавить материалы при помощи энергии импульсного электрического разряда, так же и невозможно сформировать плотное покрытие.
Если порошок изготовлен из однородного материала и имеет одинаковый размер частиц, параметрами, влияющими на твердость электрода, то есть на силы взаимодействия частиц материала, являются давление пресса и температура нагревания. В первом варианте реализации изобретения используется давление пресса, равное 100 МПа. Если давление возрастает, то твердость электрода не изменяется даже при понижении температуры нагревания. А если давление уменьшается, необходимо устанавливать более высокую температуру нагревания.
В первом варианте реализации изобретения описываются результаты испытаний, проходящих при соблюдении одного условия, например условия импульсного электрического разряда или условия толщины покрытия. Очевидно, что условие соблюдения определенных составляющих материала для формирования плотного покрытия очень важно. Также чрезвычайно важны при электроразрядной обработке поверхности другие условия. Обычно электрод выполняется прессованием и нагреванием порошка в соответствии со схемой на фиг.2. Состояние электрода зависит от давления пресса во время прессования и от температуры нагревания во время тепловой обработки. Оценка электрода, спрессованного при заданных давлении и температуре нагревания, определяется состоянием сформированного покрытия. Такой метод требует много времени и трудозатрат. Поэтому предлагаются следующие способы оценки состояния электрода:
1 - определение электрического сопротивления электрода;
2 - испытание электрода на изгиб;
3 - испытание электрода на твердость.
Электрическое сопротивление уменьшается при более сильном затвердевании электрода. Хотя электрическое сопротивление является положительной характеристикой для прочности электрода, проблема состоит в том, что на электрическое сопротивление влияют физические свойства материала. Поэтому при измерении получаются различные величины, если используются разные материалы. Оптимальный вариант должен быть выбран в отдельности для каждого материала.
Испытание на изгиб (2) - метод вырезания электрода заданной формы, выполняется троекратно, и измеряется сила сопротивления изгибу. Недостатки этого метода заключаются в разбросе параметров при измерении и в дороговизне.
Испытание на твердость (3) заключается в сжатии электрода при помощи интендера и измерении твердости в соответствии с формой вмятины, а также в нанесении на электрод царапин с помощью наконечника и определении способности электрода к восстановлению.
Хотя эти три способа тесно связаны между собой, предпочтительным является способ 3 в силу простоты измерений. Далее рассматривается связь между твердостью электрода и характеристиками сформированного покрытия. Если диаметр частиц порошка, формирующего электрод, представляет собой большую величину, а электрод является достаточно мягким, то в качестве базовой твердости электрода принята величина, полученная в результате испытаний по японскому стандарту JIS К 5600-5-4, соответствующему стандарту ИСО 15184. Метод измерения твердости покрытий в соответствии с данным стандартом заключается в сравнении твердости покрытия с твердостью карандашных грифелей фирмы «KOH-1-NOOR» тип 1500. Твердость покрытия измеряется в единицах твердости грифелей KOH-I-NOOR тип 1500 и выражается символом из соответствующего ряда: ... 4В, 3В, 2В, В, НВ, F, Н, 2Н, 3Н, 4Н и т.д. Прибор с одним из карандашей, начиная с мягкого или определенной твердости, прокатывается по покрытию и либо оставляет след разрушения покрытия, либо не оставляет. Затем карандаш заменяется карандашом большей твердости и снова прибор прокатывается по покрытию. Твердость грифеля карандаша, при которой не остается следов разрушения покрытия, считается твердостью испытанного покрытия.
Если же диаметр частиц порошка, формирующего электрод, мал, а сам электрод является твердым, то в качестве базовой твердости принимается твердость по Роквеллу. Применение JIS К 5600-5-4 удобно для материалов с низкой твердостью.
Следует отметить, что для оценки твердости могут быть использованы различные способы. Для формирования плотного покрытия важным условием являются составляющие компоненты материала, а также твердость электрода. Связь между формированием плотного покрытия при электроразрядной обработке поверхности и твердостью электрода рассмотрена на примере изготовления электрода с объемным содержанием Cr3С2 30% - Со 70%. На фиг.8 представлен график зависимости состояния покрытия от твердости электрода. По оси абсцисс отложена твердость электрода для электроразрядной обработки поверхности, измеренная в соответствии с методом определения твердости при оценке электрода. Твердость выше слева и ниже справа по оси абсцисс. Ордината указывает оценку состояния толщины покрытия, сформированного при помощи электрода для электроразрядной обработки поверхности. Импульсный разряд во время электроразрядной обработки поверхности происходит при следующих условиях: величина пикового тока ie составляет 10 А, длительность разряда (ширина импульса) te равна 64 мс, время перерыва 128 мс. При проведении испытаний использовался электрод площадью 15 мм × 15 мм. Как видно на фиг.8, отличное состояние покрытия достигается при твердости электрода от 4В до 7В, удовлетворительное - при твердости между В и 4В. Однако скорость формирования покрытия снижается при возрастании твердости. Формирование плотного покрытия затруднено при твердости, равной В.
Однако возможно формирование удовлетворительного плотного покрытия даже при твердости электрода, равной 8В. Но анализ состава покрытия показывает постепенное увеличение пустот в покрытии. Когда твердость электрода ниже 9В, наблюдается явление, при котором компоненты электрода осаждаются на поверхности детали, не будучи расплавленными в достаточной степени. Покрытие образуется пористое. Связь между твердостью электрода и состоянием покрытия слабо зависит от условий проведения импульсного разряда. При соответствующих условиях импульсного разряда можно расширить область, в которой может быть получено в определенной степени удовлетворительное покрытие. Описанное выше подтверждается при изготовлении электродов из порошка со средним диаметром частиц от 5 до 10 мкм вне зависимости от материалов, образующих электрод.
Итак, в соответствии с первым вариантом реализации изобретения установлено, что стойкое плотное покрытие на поверхности детали можно получить, соблюдая следующие условия.
Во-первых, применяется электрод, в котором объемное содержание материалов, не образующих карбид, таких как Со, Ni, Fe, Al, Cu или Zn, или образующих карбид в малой степени, составляет 40% и выше. Во-вторых, диаметр частиц порошка материала для формирования электрода должен быть равен 5-10 мкм. В-третьих, при изготовлении электрода его твердость составляет В-8В, предпочтительно 4В-7В в соответствии с испытанием покрытия путем нанесения царапин. Затем с помощью такого электрода следует выполнять процесс электроразрядной обработки поверхности. Используя электрод для электроразрядной обработки поверхности, можно заменить процессом электроразрядной обработки поверхности обработку сваркой или термическим напылением и автоматизировать этот процесс.
Второй вариант реализации изобретения
Переход электродного материала за счет электрического разряда при электроразрядной обработке поверхности зависит от сил сцепления частиц порошка, формирующего электрод. Если сила сцепления высока, переход материала происходит менее легко, чем в случае, когда сила сцепления низкая. Сила сцепления различна и зависит от размера частиц порошка. Например, если величина диаметра частиц большая, то число точек, в которых частицы соединяются друг с другом, уменьшается, соответственно уменьшается прочность электрода. Когда же величина диаметра частиц малая, то число точек, в которых частицы соединяются друг с другом, возрастает, соответственно возрастает прочность электрода. Таким образом, переход электродного материала зависит от величины диаметра частиц порошка. В первом варианте реализации изобретения при применении порошка с диаметром частиц от 5 до 10 мкм оптимальной величиной твердости считается твердость от В до 8В. Во втором варианте реализации изобретения рассматривается случай получения твердости электрода и толщины покрытия при условии, что диаметр частиц порошка составляет от 1 до 5 мкм.
Электрод изготовлен в соответствии со схемой, изображенной на фиг.2, в первом варианте путем измельчения и смешивания порошков, содержащих такие компоненты как Со, Cr и Ni, в заданном соотношении, принимая во внимание способ измельчения, например, получение частиц диаметром 3 мкм.
На этапе S4 происходит смешивание с воском, весовое содержание которого составляет 2-3%, на этапе S6 прессуется порошок для изготовления электрода при давлении 100 МПа и на этапе S7 изменение температуры нагревания происходит в пределах от 600 до 800°С. Следует отметить, что этап нагревания может быть опущен, если использовать в качестве электрода неспеченную прессовку, полученную прессованием смеси порошков. Состав смеси в весовом содержании следующий: Cr 20%, Ni 10%, W (вольфрам) 15%, Со 55%. Объемное содержание Со составляет 40% и более.
Условия выполнения электроразрядной обработки поверхности с использованием изготовленного электрода, согласно фиг.4А и 4В, задаются таким образом: величина пикового тока ie равна 10 А, длительность разряда (ширина разрядного импульса) равна 64 мс и время перерыва равно 128 мс. Используемый электрод имеет площадь размером 15 мм × 15 мм. В результате при использовании измельченной смеси порошков для формирования электродного материала возможно получение однородного материала и соответственно высококачественного покрытия.
Можно получить подобный электрод, изготовленный путем смешивания таких порошков, как порошок Cr, порошок Ni, порошок W, порошок Со для формирования заданного состава. Правда, в этом случае происходят флуктуации при смешивании порошков, что неизбежно приводит к спаду режима.
Как указывалось выше, материал получен размельчением смеси в следующем весовом соотношении: Cr 20%, Ni 10%, W 15%, остальное приходится на Со. Однако состав смеси не ограничивается. Смесь может быть использована до тех пор, пока в смеси содержится 40% и более объема Со, Ni, Fe, Al, Cu и Zn, которые являются элементами, в малой степени образующими карбид, например, с весовым содержанием Cr 25%, Ni 10%, W 7%, остальное приходится на Со; смесь с весовым содержанием Мо 28%, Cr 17%, Si (кремния) 3%, остальное - Со; смесь с весовым содержанием Cr 15%, Fe 8%, остальное - Ni; смесь с весовым содержанием Cr 21%, Мо 9%, Та (тантал) 4%, остальное - Ni; смесь с весовым содержанием Cr 19%, Ni 53%, Мо 3%, (Cd (кадмий) + Та) 5%, Ti 0,8%, Al 0,6%, остальное - Fe.
При различном содержании смеси твердость материала различна. Поэтому существует разница в прессуемости электрода и состоянии покрытия. Когда твердость электродного материала высокая, затруднительно прессовать порошок. Когда прочность электрода возрастает за счет тепловой обработки, необходимо устанавливать высокую температуру нагревания. Например, смесь с весовым содержанием Cr 25%, Ni 10%, W 7%, остальное - Со является относительно мягкой, а смесь с весовым содержанием Мо 28%, Cr 17%, Si 3%, остальное - Со является относительно твердой. При тепловой обработке электрода для придания ему необходимой твердости следует устанавливать температуру нагревания на 100°С выше для второй смеси, чем для первой.
Плотное покрытие легче формируется, если возрастает содержание металла в покрытии. Плотное покрытие также легко формируется, если Со, Ni, Fe, Al, Cu и Zn, которые являются материалами, в малой степени образующими карбид, содержатся в смеси порошков, служащих компонентами электрода.
Когда испытания проводились при использовании различных смесей порошков, то пришли к выводу, что стойкое плотное покрытие легко формируется, если содержание в электроде материала, в малой степени образующего карбид или не образующего карбида, превышает по объему 40%. Предпочтительно, чтобы объемное содержание Со в электроде превышало 50% с целью получения покрытия достаточной толщины.
В смеси, кроме Со, Ni, Fe, Al, Cu и Zn, может присутствовать материал, образующий карбид, но при условии, что при этом в смеси содержатся материалы, образующие карбид в малой степени. Тогда этот материал будет являться компонентом покрытия. Таким образом, формирование плотного покрытия можно осуществить, даже если содержание Со, Ni, Fe, Al, Cu и Zn уменьшено.
Даже в случае содержания в смеси двух элементов Cr и Со легко получить плотное покрытие, если объемное содержание Со в электроде превышает 20%. Cr считается материалом, образующим карбид, но по сравнению с таким активным материалом как Ti его можно назвать материалом, в малой степени образующим карбид. Когда Cr содержится в электроде, то какая-то его часть превращается в карбид, а другая переходит на покрытие до тех пор, пока Cr сохраняет состояние металла.
Считается, что для образования плотного покрытия необходимо, чтобы количество материала, остающегося в покрытии в состоянии металла, было равно или более 30% по объему.
Ниже рассматриваются результаты анализа процесса формирования покрытия, когда электрод изготавливается из порошка с диаметром частиц от 1 до 5 мкм. Следует отметить, что при изготовлении электрода из порошка с диаметром частиц около 6 мкм можно использовать для испытания покрытия метод нанесения царапин наконечником с помощью JIS К 5600-5-4. Но этот метод неприменим, если диаметр частиц порошка меньше этой величины. В этом случае показатель твердости Н=100-1000×h и рассчитывается, исходя из размера вмятины h (мкм), получающейся при вдавливании стального шарика диаметром 1/4 дюйма (6,35 мм) в электрод при 15 кгс.
При твердости электрода в пределах от 25 до 35 можно получить плотное покрытие высокого качества, хотя существует возможность формирования плотного покрытия при небольшом смещении этих пределов. Возможно формирование плотного покрытия и при высокой твердости электрода, равной 50, и при низкой, равной 20. Но с увеличением твердости электрода падает скорость формирования покрытия. Относительно трудно получить тонкое покрытие при твердости 50. Но с увеличением твердости затруднительно сформировать плотное покрытие. При дальнейшем возрастании твердости обработка детали исключается. Если электрод мягкий, то можно сформировать плотное покрытие при низкой твердости, равной 20. Количество нерасплавленных материалов возрастает. Если твердость электрода ниже 20, наблюдается явление, при котором компонент электрода переносится на поверхность детали, будучи недостаточно расплавленным. Связь между твердостью электрода и состоянием покрытия в небольшой степени зависит от условий проведения импульсного электрического разряда. При определенных условиях проведения импульсного разряда возможно расширить пределы, в которых можно сформировать удовлетворительное покрытие. Когда диаметр частиц порошка составляет 3 мкм (от 1 до 5 мкм), твердость электрода для электроразрядной обработки поверхности возрастает. В этом случае трудно измерить твердость методом нанесения царапин наконечником при помощи JIS К 5600-5-4, описанном в первом варианте. Тогда используется метод измерения по Роквеллу. Метод заключается в следующем. В электрод вдавливается шарик при определенной нагрузке и расчет производится, исходя из формы вмятины от шарика. Электрод ломается, если нагрузка слишком высока, поэтому величина нагрузки должна быть задана. Существуют и другие методы измерения твердости, например, измерения по Виккерсу и т.д. Но при измерении твердости электрода возникает проблема в том, что бывает трудно получить результаты этих измерений, например, потому что разрушено дно вмятины. Можно сказать, что при использовании шарика большое значение имеет форма вмятины.
Согласно второму варианту реализации изобретения возможно формирование качественного плотного покрытия на поверхности детали. При этом электрод должен иметь твердость от 20 до 50, быть изготовленным из порошка, в котором 40% объема составляет материал, не образующий карбида или образующий карбид в малой степени. Частицы порошка должны иметь средний диаметр от 1 до 5 мкм. При таких условиях выполняется электроразрядная обработка поверхности.
Третий вариант реализации изобретения
Электрод изготавливается из тех же материалов, которые применяются во втором варианте. Средний диаметр частиц составляет 1 мкм. Несмотря на тот факт, что используются идентичные материалы, твердость электрода для электроразрядной обработки поверхности может быть повышена за счет уменьшения диаметра частиц порошка. Но получить стойкое плотное покрытие можно только в том случае, когда объемное содержание материала, не образующего карбида или образующего его в малой степени, составляет 40% и более.
Стойкое плотное, высокого качества покрытие можно получить, если твердость электрода находится в пределах от 30 до 50. Однако, расширив эти пределы, также можно получить плотное покрытие. Можно сформировать плотное покрытие и при наибольшей твердости электрода, равной 60, и наименьшей, равной 25. Но при увеличении твердости электрода падает скорость формирования покрытия. Относительно трудно получить тонкое покрытие при твердости электрода, равной 60. Когда электрод тверже, невозможно сформировать плотное покрытие. При дальнейшем увеличении твердости электрода обработка детали исключается. Когда электрод мягкий, есть возможность получить плотное покрытие при низкой твердости, равной 25. Но при этом возрастает количество нерасплавленных материалов. При твердости электрода менее 25 наблюдается явление, при котором на поверхность детали переносится недостаточно расплавленный компонент электрода. Связь между твердостью электрода и состоянием покрытия незначительно зависит от условий проведения импульсного разряда. При соответствующих условиях проведения импульсного разряда можно расширить пределы, в которых получается удовлетворительное покрытие. Такой же результат был получен при изготовлении электрода из порошка со средним диаметром частиц не более 1 мкм.
В соответствии с третьим вариантом реализации изобретения возможно формирование плотного покрытия на поверхности детали с использованием электрода для электроразрядной обработки поверхности с твердостью от 25 до 60, изготовленного из порошка со средним диаметром частиц не более 1 мкм. Объемное содержание материала, не образующего карбида или образующего карбид в малой степени, в составе порошка должно быть не менее 40%. При этих условиях выполняется электроразрядная обработка поверхности с помощью электрода.
Четвертый вариант реализации изобретения
В четвертом варианте рассматривается способность электрода увеличивать толщину покрытия на поверхности детали при помощи способа электроразрядной обработки поверхности, в частности, зависимость твердости электрода от диаметра частиц порошка, образующего электрод. Согласно диаграмме на фиг.2 на этапе S6 в прессуемом порошке давление передается от той его части, которая находится в контакте с пресс-формой, к внутренней части электрода. В этом случае порошок слегка передвигается. Когда средний диаметр частиц порошка составляет порядка нескольких десятков мкм, возрастает размер пространства между частицами порошка. Порошок (на поверхности электрода), находящийся в контакте с поверхностью пресс-формы или пуансона стремится заполнить это пространство. Плотность частиц на поверхности электрода возрастает. В этом случае контакт пресс-формы происходит только с поверхностью электрода, и давление не передается в его внутреннюю часть. Таким образом происходит распределение твердости в электроде. Когда обработка выполняется с использованием электрода для электроразрядной обработки поверхности, имеющего подобное распределение твердости, то электрод приходит в одно из двух следующих состояний. Первое состояние характеризуется тем, что внешняя часть электрода имеет оптимальную твердость, а внутренняя часть электрода достаточно мягкая. В этом случае можно наносить покрытие с помощью внешней части электрода. Однако с помощью внутренней части электрода возможно получить лишь грубое покрытие или не получить его совсем. Второе состояние характеризуется тем, что внешняя часть электрода достаточно твердая, а внутренняя мягкая. В этом случае поскольку электрод не изнашивается в течение процесса электроразрядной обработки поверхности, выполняется механическое удаление. Но при помощи внутренней части электрода образуется грубое покрытие. Когда твердость внешней части электрода высока, внутренняя часть электрода изнашивается в отличие от внешней части. Форма рабочей поверхности электрода и его внешней части задается. Наибольшее число разрядов происходит с помощью внешней части электрода. Соответственно, концентрация электрических разрядов приводит к их неустойчивости. Эти факторы нежелательны при электроразрядной обработке поверхности.
Проведены измерения твердости электрода при изготовлении его из порошка с малой величиной диаметра частиц. В этом варианте рассматривается электрод, изготовленный в соответствии с процессом, изображенном на фиг.2. При этом используется порошок сплава со средним диаметром частиц, равным 1,2 мкм. Профиль электрода задан равным 50 мм × 11 мм × 5,5 мм. Весовое содержание компонентов сплава следующее: Cr 25%, Ni 10%, W 7%, С 0,5%, остальное - Со. Также могут быть использованы сплавы с другим содержанием составляющих, например Мо 28%, Cr 17%, Si 3%, остальное - Со; Cr 28%, Ni 5%, W 19%, остальное - Со. Порошок прессуется при давлении 67 МПа на этапе S6 согласно фиг.2. Для получения электродов с различной степенью твердости неспеченная прессовка в течение одного часа нагревалась в вакуумной печи при температуре от 730 до 750°С на этапе S7.
Проведены исследования степени твердости электрода, изготовленного при изменении температуры нагревания. В четвертом варианте в качестве твердости рассматривается прочность на сжатие материала электрода. На фиг.9 представлена фотография лабораторного прибора для измерения предела прочности на сжатие материала электрода. В приборе сила, приложенная к электроду, возрастает в соотношении 1Н в минуту и измеряется тензодатчиком, расположенным над электродом. Когда сила достигает определенной степени, поверхность электрода растрескивается и приложенная сила снимается. Измерение должно проходить быстро, до появления трещин на поверхности электрода. Предел прочности на сжатие материала электрода при нагревании до температуры 730°С составил 100 МПа, а при нагревании до температуры 750°С 180 МПа.
Далее рассматривается зависимость между прочностью на сжатие материала электрода и толщиной покрытия. Условия проведения электроразрядной обработки поверхности устанавливаются следующими: пиковое значение тока 10 А и длительность разряда (ширина разрядного импульса) 4 мс. На фиг.10 представлена зависимость толщины покрытия от предела прочности на сжатие материала электрода. На оси абсцисс отложен предел прочности на сжатие материала электрода (МПа), на оси абсцисс - толщина покрытия (мм) на поверхности детали при электроразрядной обработке поверхности. Величина толщины покрытия меньше 0 представляет собой разрушение поверхности детали и требует ее зачистки, то есть покрытие не сформировано. Как показано на фиг.10, при величине предела прочности на сжатие материала электрода, равного 100 МПа, возможно получение покрытия на поверхности детали, но если предел прочности на сжатие материала электрода равен 180 МПа, происходит разрушение поверхности детали. Чтобы получить на поверхности детали покрытие, равное или более 0,2 мм, требуется предел прочности на сжатие материала электрода не более 100 МПа. Когда значение пикового тока и длительность разряда возрастают, сила отрыва порошка от электрода не увеличивается.
Прочность на сжатие материала электрода, изготовленного прессованием порошка, зависит от числа соединений частиц порошка. Если средний диаметр частиц возрастает, количество частиц и число их соединений уменьшается, при этом прочность на сжатие материала электрода падает. Это означает, что если средний диаметр частиц одинаков, можно получить плотное покрытие из любого материала, предел прочности на сжатие которого устанавливается не более определенной величины, при которой возможно формирование плотного покрытия. Исследования показали, что при электроразрядной обработке поверхности с помощью электрода, полученного из смеси порошков со средним диаметром частиц порошка около 1 мкм, предел прочности на сжатие материала электрода, равный 100 МПа, служит показателем оценки электрода для формирования качественного покрытия. Это дает возможность формирования стойкого покрытия даже при замене материала, но при условии, что средний диаметр частиц порошка одинаков. Но при замене материала при изготовлении электрода должны быть изменены температура нагревания и давление пресс-формы.
Одним из важных факторов получения плотного покрытия с помощью электроразрядной обработки поверхности является твердость электрода. Когда используется порошок со средним диаметром частиц около 1 мкм, можно сформировать плотное покрытие на поверхности детали, если давление или температура нагревания во время прессования изменяется, и электроразрядная обработка поверхности выполняется при помощи электрода, изготовленного таким образом, чтобы его предел прочности на сжатие не превышал 100 МПа. Сила электрического разряда разделяет порошок электрода на частицы, диаметр которых находятся в пределах от нескольких десятков мкм до нескольких десятков миллиметров. В этой связи необходимо определить величину прочности электрода. Оптимальной является прочность электрода, определяемая его пределом прочности на сжатие.
Когда диаметр частиц порошка уменьшается, при изготовлении электрода при одинаковых давлении и температуре нагревания число частиц в единице объема возрастает. Хотя число соединений одной частицы с окружающими ее частицами не изменяется, число общих соединений в единице объема возрастает. В результате твердость электрода увеличивается.
В последние годы благодаря прогрессу в области производства порошков стало возможным изготовление порошков из металла и керамики, имеющих средний диаметр частиц порошка от 10 до 100 нанометров. Проводились эксперименты с целью определения связи между пределом прочности на сжатие материала электрода и толщиной покрытия. При этом электрод изготавливался из порошка Ni со средним диаметром частиц 50 нанометров. Если электрод изготовлен из порошка с диаметром частиц порядка нано-, электрод достаточной прочности может быть получен только при помощи пресса. Поэтому этап нагревания согласно фиг.2 может быть исключен. Опытным путем подтвердилось, что можно нанести покрытие на поверхность детали, если предел прочности на сжатие материала электрода не превышает 160 МПа. Превышение этого значения приводит к разрушению поверхности детали. Что касается твердости электрода, изготовленного из порошка Ni со средним диаметром частиц 50 нанометров, было обнаружено, что предел прочности на сжатие материала электрода, равный 160 МПа, следует принять в качестве показателя при оценке электрода для формирования качественного покрытия.
Предел прочности на сжатие материала электрода, изготовленного путем прессования порошка, зависит от числа частиц в единице объема и от числа соединений частиц. При уменьшении среднего диаметра частиц возрастает количество частиц в единице объема и число соединений частиц. Соответственно возрастает прочность на сжатие. В случае применения смеси порошков со средним диаметром частиц 1,2 мкм предел прочности на сжатие материала электрода, при котором возможно формирование покрытия, зависит от диаметра частиц. Величина предела прочности на сжатие, служащая в качестве показателя при оценке электрода для формирования качественного покрытия, не зависит от количества электродного материала, пока средний диаметр частиц одинаков. Поэтому в определенных условиях электрод, изготовленный из порошка с малым диаметром частиц, позволяет формировать плотное покрытие при увеличении прочности на сжатие материала электрода.
Когда подобный эксперимент проводился с использованием порошка Со, имеющего средний диаметр частиц 3 мкм, предел прочности на сжатие материала электрода, способного формировать покрытие, составлял 50 МПа. Одним из главных факторов, дающих возможность получения плотного покрытия с помощью электроразрядной обработки поверхности, является твердость электрода. Другими словами, можно сформировать плотное покрытие на поверхности детали, если применяется порошок со средним диаметром частиц 3 мкм, давление или температура нагревания во время прессования изменяются и используется электрод, имеющий предел прочности на сжатие не более 50 МПа. В этом случае прочность на сжатие материала электрода, изготовленного прессованием порошка, зависит от количества частиц в единице объема и числа соединений частиц. Величина предела прочности на сжатие, служащая показателем при оценке способности электрода формировать качественное покрытие, не зависит от электродного материала, пока средний диаметр частиц одинаков. При определении способности электрода, изготовленного из порошка со средним диаметром частиц большой величины, формировать плотное покрытие, необходимо задавать предел прочности на сжатие материала электрода малой величины.
На фиг.11 представлена зависимость предела прочности на сжатие материала электрода, способного формировать плотное покрытие, и средним диаметром частиц. По оси абсцисс отложен средний диаметр частиц (мкм) порошка, образующего электрод, в логарифмическом масштабе. По оси ординат отложен предел прочности на сжатие материала электрода (МПа), при котором возможно формирование покрытия на поверхности детали. Согласно фиг.11, предел прочности на сжатие возрастает с уменьшением среднего диаметра частиц.
В соответствии с четвертым вариантом возможно формирование плотного покрытия на поверхности детали, имеющего смазочную способность при высокой температуре окружающей среды, с помощью электроразрядной обработки поверхности, используя электрод, имеющий предел прочности на сжатие не более 100 МПа, изготовленный из порошка со средним диаметром 1 мкм. Возможно формирование плотного покрытия на поверхности детали, имеющего смазочную способность при высокой температуре окружающей среды, используя электрод, имеющий предел прочности на сжатие не более 160 МПа, изготовленный из порошка со средним диаметром частиц 50 нанометров или имеющий предел прочности на сжатие не более 50 МПа, если средний диаметр частиц порошка составляет 3 мкм.
Можно оценивать способность электрода формировать плотное покрытие на детали, используя предел прочности на сжатие материала электрода. Метод оценки электродов при помощи прочности на сжатие можно использовать для большой партии электродов, используемых для электроразрядной обработки поверхности, изготовленных одновременно при одинаковых условиях. Результат измерения: предел прочности на сжатие одного или нескольких электродов, выбранных из большой партии электродов, изготовленных одновременно и при одинаковых условиях, служит оценкой качества электродов. Это дает возможность определять качество большой партии электродов, изготовленных одновременно.
Пятый вариант реализации изобретения
В пятом варианте рассматривается электрод для электроразрядной обработки поверхности, способный вызвать устойчивый электрический разряд для нанесения плотного покрытия за счет использования металлического порошка, применяемого в качестве электродного материала. Важным условием для формирования плотного покрытия поверхности детали является добавление к компонентам электродного материала вещества, не образующего карбида или образующего его в малой степени. Проблема состоит в том, что при обычном добавлении такого материала в электрод на сформированном покрытии остаются пустоты и трудно получить плотное однородное покрытие. В пятом варианте предлагается технология формирования плотного покрытия поверхности детали, которая предполагает применение сплава на основе Со. Состав сплава следующий: 30% Cr, 3% Ni, 2% Мо, 5% W, 3% Fe. Сплав на основе Со может содержать различные компоненты, в частности: 25% Cr, 10% Ni, 7% W или 20% Cr, 10% Ni, 15% W.
Электрод для электроразрядной обработки поверхности изготовлен из порошка сплава на основе Со со средним диаметром частиц около 3 мкм согласно процессу, изображенному на фиг.2. На этапе S6 давление пресса предпочтительно устанавливать от 93 до 280 МПа. Если давление пресса выше указанного, происходит разрушение электрода. Когда выполняется электроразрядная обработка поверхности с использованием электрода, полученного из порошка сплава на основе Со, на поверхности детали формируется покрытие, содержащее Со. Большое влияние на формирование покрытия оказывает соотношение компонентов порошка, служащего электродным материалом. Поскольку электрод изготавливается прессованием порошка, в нем присутствует большое количество пустот. Когда число пустот велико, прочность электрода падает и передача электродного материала на поверхность детали за счет импульсного электрического разряда происходит неравномерно. Например, происходит явление, при котором электрод разрушается на большой площади при электрическом разряде. С другой стороны, когда число пустот мало, происходит явление, при котором электродный материал сильно слипается и его перенос за счет импульсного электрического разряда уменьшается. Это делает невозможным формирование плотного покрытия. Порошок с диаметром частиц 3 мкм изготавливается путем измельчения порошка с диаметром частиц в несколько десятков мкм. Когда электрод изготовлен прессованием порошка, состоящего из равномерных частиц, объемное содержание электродного материала в электроде, способном формировать удовлетворительное покрытие, составляет 25-50% (остальная часть электрода - пустоты). Когда объемное содержание электродного материала составляет 25%, электрод достаточно мягкий, но недостаточно прочный. Когда объемное содержание электродного материала 50%, электрод достаточно твердый, но частично подвержен разрушению.
Состояние покрытия в соответствии с объемным содержанием электродного материала представлено в таблице 1. В зависимости от распределения диаметров частиц порошка изменяется объемное содержание электродного материала. Например, когда используется порошок с широким диапазоном распределения частиц разного диаметра, содержание пустот электрода уменьшается. Соответственно, когда используется порошок с узким диапазоном распределения частиц разного диаметра, содержание пустот возрастает.
С другой стороны, когда смешивались порошки с различными диаметрами частиц, например, когда порошок с диаметром частиц около 6 мкм смешивался с порошком, диаметр частиц которого составляет около 3 мкм, объемное содержание электродного материала в электроде для формирования удовлетворительного покрытия находится в диапазоне от 40 до 65%. Однако, когда объемное содержание электродного материала составило 40%, электрод получался достаточно мягким, но недостаточно прочным. С другой стороны, когда объемное содержание электродного материала составило 65%, электрод становился слишком твердым. Состояние покрытия в зависимости от объемного содержания электродного материала схематически показано в таблице 2.
Согласно пятому варианту реализации изобретения электроразрядная обработка поверхности выполняется с использованием электрода для электроразрядной обработки поверхности с учетом объемного содержания электродного материала в электроде. Таким образом, возможно формирование плотного покрытия на поверхности детали без пустот, даже если в качестве электродного материала используется порошок металла.
Следует отметить, что в описании к Патентному документу 2 рассматривается электрод, изготовленный из керамики при чрезвычайно высоком давлении. При этом его плотность достигает от 50 до 90% от стандартной плотности. Но такое покрытие не является плотным толстым металлическим покрытием, предлагаемым в пятом варианте реализации изобретения. Область применения и результат использования покрытия также значительно различаются.
Шестой вариант реализации изобретения
В шестом варианте реализации настоящего изобретения рассматривается процесс электроразрядной обработки поверхности для образования плотного покрытия с использованием электрода для электроразрядной обработки поверхности, изготовленного путем прессования металлического порошка.
В электроде, изготовленном согласно процессу, изображенному на фиг.2, когда сила сцепления между частицами порошка велика, распространение тепла между частицами достаточно ровное, то есть теплопроводность возрастает. И наоборот, когда сила сцепления между частицами мала, тепло распространяется неравномерно, и теплопроводность падает. При повышении температуры теплопроводность электрода возрастает и падает при понижении температуры.
Когда удельная теплопроводность (энергия на единицу длины и единицу температуры) электрода мала, электрод подвержен воздействию высокой температуры локально. Это дает возможность мгновенно выпарить электродный материал за счет тепла электрического разряда. Расплавленная часть или затвердевшая часть электрода переносится с электрода взрывной силой электрического разряда. Электродный материал отделяется от электрода и осаждается на поверхности обрабатываемой детали. Поскольку тепло обладает свойством рассеиваться, то с возрастанием удельной теплопроводности электрода нагревание участка электрода происходит с трудом и соответственно с трудом выпаривается электродный материал. Взрывная сила не возникает, перенос электродного материала происходит слабо. Таким образом, для формирования плотного покрытия на поверхности детали необходимо, чтобы количество переносимого на поверхность детали электродного материала превосходило количество удаляемого материала детали под действием тепла электрического разряда. В связи с этим теплопроводность электрода для электроразрядной обработки поверхности должна быть низкой.
Далее рассматривается процесс уменьшения удельной теплопроводности электрода. Электрод, имеющий размеры 50 мм х 11 мм х 5,5 мм, изготовлен в соответствии с процессом, изображенном на фиг.2, с использованием порошка сплава со средним диаметром частиц 1,2 мкм. Порошок сплава в этом случае имеет следующее весовое содержание компонентов: Cr 25%, Ni 10%, W 7%, С 0,5%, остальное - Со. Может быть использован другой состав порошка сплава, например Мо 28%, Cr 17%, Si 3%, остальное - Со или Cr 28%, Ni 5%, W 19%, остальное - Со. Согласно фиг.2 на этапе S6 порошок прессуется при давлении 67 МПа. Для получения электродов с разной степенью твердости неспеченная прессовка на этапе S7 нагревается в течение одного часа в вакуумной печи при температуре 730°С и при температуре 750°С.
Удельная теплопроводность электродов, изготовленных при различных температурах, была измерена с помощью лазерной установки. В результате удельная теплопроводность электрода при нагревании до 730°С составила 10 Вт/(м•К), а при нагревании до 750°С 12 Вт/(м•К). На фиг.12 показан график зависимости толщины покрытия на поверхности детали от удельной теплопроводности электрода при условии, что электроразрядная обработка поверхности выполняется в течение пяти минут и используются электроды с различной удельной теплопроводностью. По оси абсцисс отложена удельная теплопроводность (Вт/(м•К)) электрода, по оси ординат - толщина (мм) покрытия на поверхности детали во время выполнения электроразрядной обработки поверхности с помощью электрода, обладающего удельной теплопроводностью, указанной на оси абсцисс. Когда величина толщины покрытия на оси ординат отрицательная, происходит процесс удаления материала с детали. При одинаковом времени обработки толщина покрытия увеличивается по мере уменьшения удельной теплопроводности. Если величина удельной теплопроводности составляет 11,8 Вт/(м•К) и более, происходит нарушение поверхности детали. Опытным путем доказано, что удельная теплопроводность электрода должна быть не более 11,8 Вт/(м•К), чтобы сформировать покрытие толщиной, равной 0,2 мм и более.
Когда рабочая поверхность электрода, имеющего удельную теплопроводность 12 Вт/(м•К), изучалась после проведения электроразрядной обработки поверхности, наблюдался металлический блеск. Это объясняется тем, что порошок электрода после плавки затвердевает вновь. Другими словами, рабочая поверхность не является неспеченной прессовкой, в которой частицы порошка слабо связаны, а представляет собой затвердевшую массу, образующуюся при расплавлении частиц порошка металла и их объединении. Однако металлический блеск не наблюдался, когда удельная теплопроводность электрода составляла 10 Вт/(м•К).
Участок с высокой температурой не образуется на электроде, если его удельная теплопроводность равна или выше 10 Вт/(м•К). Электродный материал в месте контакта электрода и столба дуги выпаривается с трудом. Взрывная сила электрического разряда уменьшается, все расплавленные зоны на электроде остаются на его поверхности. Такие зоны накапливаются за счет повторения электрического разряда. На поверхности электрода образуется вновь затвердевший слой металла. Электродный порошок не переходит на деталь, что ведет к разрушению ее поверхности. Если используется порошок сплава Со, сплава Ni или сплава Fe, можно получить плотное покрытие, если для электроразрядной обработки поверхности применяется электрод, имеющий удельную теплопроводность не более 10 Вт/(м•К).
Электрод представляет собой неспеченную прессовку, полученную прессованием порошка. Уровень сцепления частиц порошка в большей степени, чем состав порошка электродного материала, является определяющим фактором для удельной теплопроводности электрода. Возможно формирование плотного покрытия при изготовлении электрода с удельной теплопроводностью не более 10 Вт/(м•К) для всех материалов. Применяя материалы с высокой удельной теплопроводностью, например Cu (300 Вт/(м•К)) или Al (200 Вт/(м•К)), можно сформировать плотное покрытие, если удельная теплопроводность электрода составляет 10 Вт/(м•К).
Проведенные эксперименты подтвердили, что формирование плотного покрытия возможно, если применять электрод с удельной теплопроводностью не более 10 Вт/(м•К). Это обязательное условие можно использовать как показатель качества электрода при оценке его способности формировать плотное покрытие.
В выложенной заявке Японии №54-1224806 предлагается устанавливать удельную теплопроводность не более 0,5 ккал/(см·сек·°С). Однако данное изобретение относится к разрядной обработке с целью предупреждения изнашивания электрода. В заявке не указывается нижний предел величины удельной теплопроводности. Если удельная теплопроводность ниже, невозможно выполнить обработку при помощи электрического разряда. В изобретении согласно выложенной заявке Японии №S54-124806 цели и способы в большой степени отличаются от представленных в шестом варианте реализации настоящего изобретения. Величина 0,5 ккал/см·сек·°С (209303 Вт/(м•К)) является очень высокой, намного выше, чем удельная теплопроводность чистой меди (398 Вт/(м•К)), традиционно считающейся материалом с высокой удельной теплопроводностью.
В соответствии с шестым вариантом реализации изобретения электроразрядная обработка поверхности выполняется с использованием электрода, имеющего удельную теплопроводность не более 10 Вт/(м•К). Это дает возможность сформировать плотное покрытие на поверхности детали, даже если электрод изготовлен из металлического порошка.
Электрод изготавливается таким образом, что его твердость, прочность на сжатие, объемное содержание электродного материала в электроде или удельная теплопроводность находятся в определенных пределах в соответствии с диаметром частиц порошка. При помощи такого электрода происходит электроразрядная обработка поверхности, что дает возможность получить плотное покрытие на поверхности обрабатываемой детали.
Седьмой вариант реализации изобретения
В седьмом варианте настоящего изобретения в качестве способа оценки электрода рассматривается способ получения продолжительного электрического разряда в соответствии с заданными условиями и оценка качества электрода, основанная на определении степени износа электрода, времени обработки и толщины сформированного покрытия.
Порошок сплава (средний диаметр частиц 1,2 мкм), описанный в четвертом варианте, прессуется для изготовления электрода с размерами 50 мм × 11 мм × 5,5 мм. Технология изготовления электрода также приведена в четвертом варианте. Условия изготовления, диаметр частиц порошка и т.п. задаются. В зависимости от перепада температуры и влажности во время изготовления, степени измельчения порошка, содержания воска и порошка в смеси могут происходить отклонения в размерах диаметра частиц порошка, в технологическом процессе и т.п. С помощью формирования покрытия можно контролировать отклонения.
На фиг.11 - 13 представлено графическое объяснение оценки качества электрода в соответствии с испытанием сформированного покрытия. Нумерация компонентов идентична показанной на фиг.1. Такие компоненты, как источник питания и ведущий вал, опущены.
Способ оценки электрода заключается в следующем: с помощью электроразрядной обработки поверхности формируется покрытие заданной толщины с использованием электрода, технология изготовления которого описана выше. Желательно, чтобы размер рабочей поверхности электрода составлял 50 мм × 11 мм × 5,5 мм. Электрод может быть установлен таким образом, что и другая поверхность служит в качестве рабочей. Во-первых, как показано на фиг.13А, выполняется установка электрода 12 и детали 11. На фиг.13В показано начало формирования покрытия под действием электрического разряда. На фиг.13В и 13С позицией 17 обозначен столб дуги при электрическом разряде. Время формирования и толщина покрытия были измерены в то время, когда расстояние, проходимое электродом 12 вниз по оси Z на фиг.13В и 13С, выдерживалось заданной величины. Следует заметить, что эта величина устанавливалась равной 2 мм. Поскольку продвижение электрода по оси Z составляет 2 мм, величина износа электрода (длина) вычисляется по формуле: 2 мм + (толщина покрытия) + (разрядный промежуток). Разрядный промежуток составляет от нескольких десятков до 100 мкм. Условия электроразрядной обработки поверхности следующие: величина пикового тока ie равна 10 А, продолжительность разряда (ширина импульса электрического разряда) равна 4 мкс. Результаты, полученные при измерении, приведены в таблице 3.
В таблице 3 номер электрода - это номер, присвоенный каждому электроду. Время формирования покрытия означает время электроразрядной обработки поверхности. Толщина покрытия означает толщину покрытия, полученного за время его формирования. Прочность при растяжении означает давление, при котором происходит разрыв покрытия, когда опытный образец приклеивается к верхнему слою поверхности покрытия на детали 11.
Время формирования покрытия составляет 16 мин, при этом толщина покрытия равна 0,35 мм для электрода №1. Такие же значения получены для электродов №3 и №4. По сравнению с электродом №1 время формирования покрытия для электрода №2 больше, но толщина покрытия меньше. Время формирования покрытия для электрода №5 составляет 13 мин, а толщина покрытия равна 0,30 мм. Прочность покрытий, образованных с помощью этих электродов, падает, если время обработки больше или меньше оптимального значения, равного 16 мин. Таким образом, существуют оптимальные значения времени обработки и толщины покрытия. Оптимальные величины могут быть разными в зависимости от электродного материала, размеров и формы электрода, условий при обработке и т.д. Однако возможно оценить качество электрода, исходя из времени формирования покрытия и толщины покрытия, если формирование покрытия происходит при заданных условиях. Можно установить критерий для оценки, например, такой. Если время обработки находится в пределах ±10%, электрод оценивается как приемлемый. Если же время обработки выходит за эти пределы, то такой электрод неприемлем.
Таким же образом оценивается качество электрода по толщине покрытия. Тест, описанный выше, выполнялся при заданной величине перемещения электрода. Также можно задавать значение времени обработки, использовать в качестве критерия оценки толщину покрытия за заданное время обработки. Электрод оценивается как приемлемый, если толщина покрытия находится в пределах ±10% от средней величины, и неприемлемым при отклонении от этой величины.
В соответствии с седьмым вариантом реализации настоящего изобретения время формирования покрытия или толщина покрытия на поверхности детали, полученная за это время, при заданных условиях могут служить оценкой качества электрода.
Промышленная применимость
В соответствии с описанным выше настоящее изобретение может применяться в устройствах для электроразрядной обработки поверхности с целью автоматизации процессов обработки детали путем нанесения покрытия на ее поверхность.
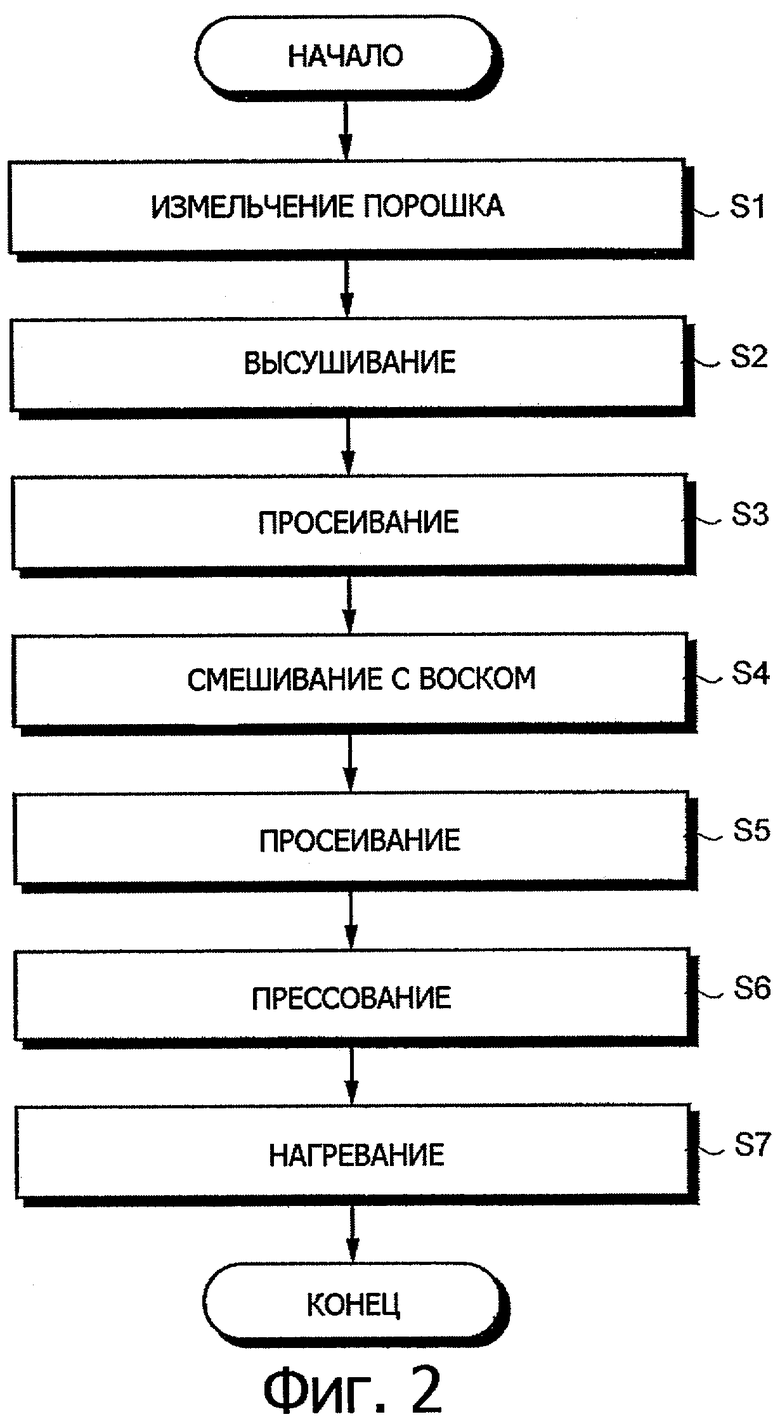
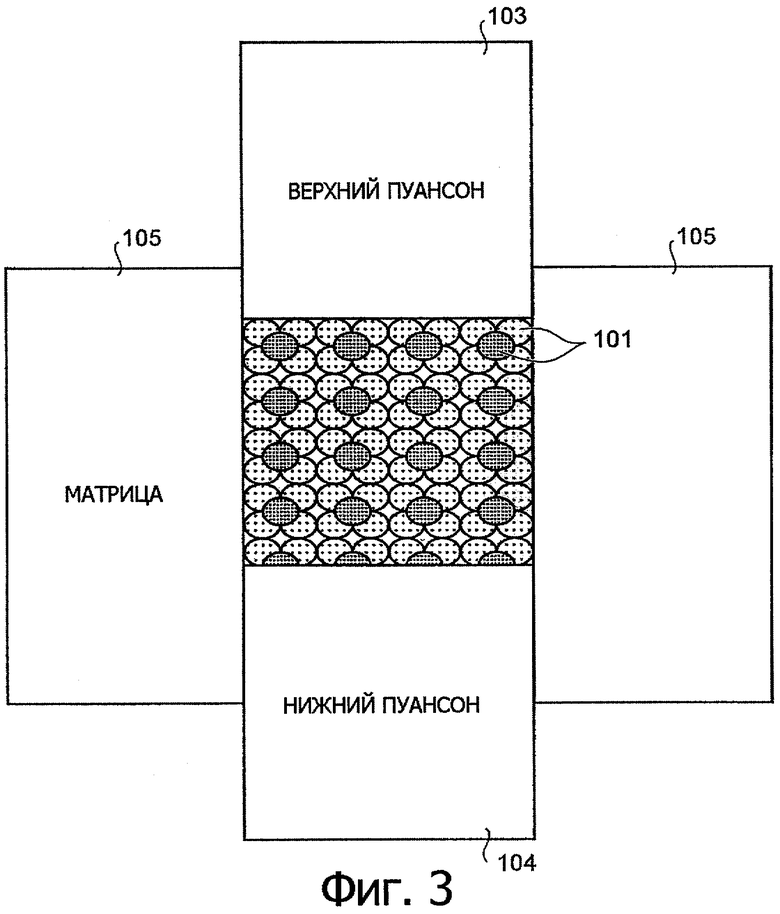
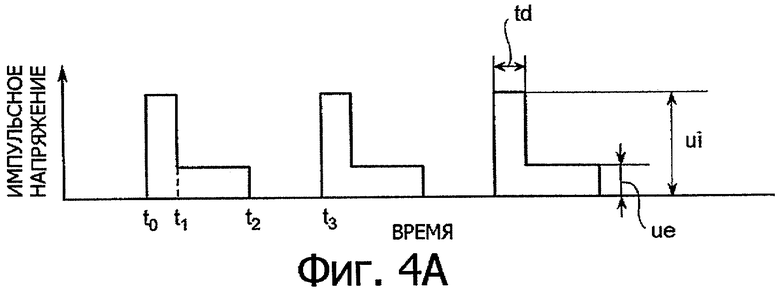
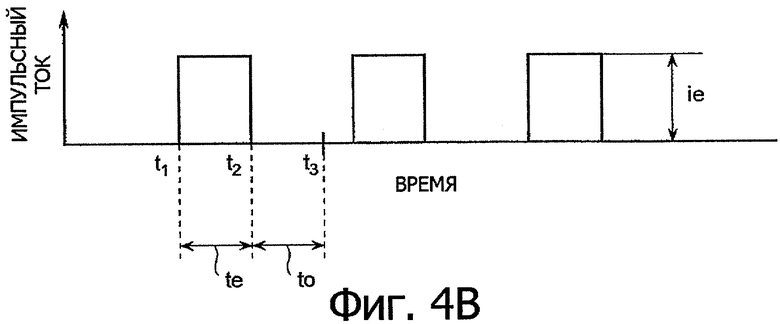
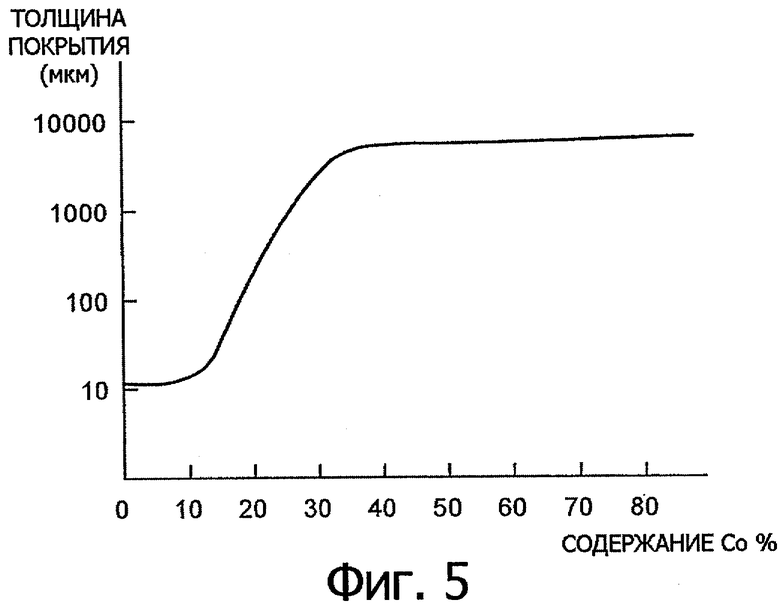
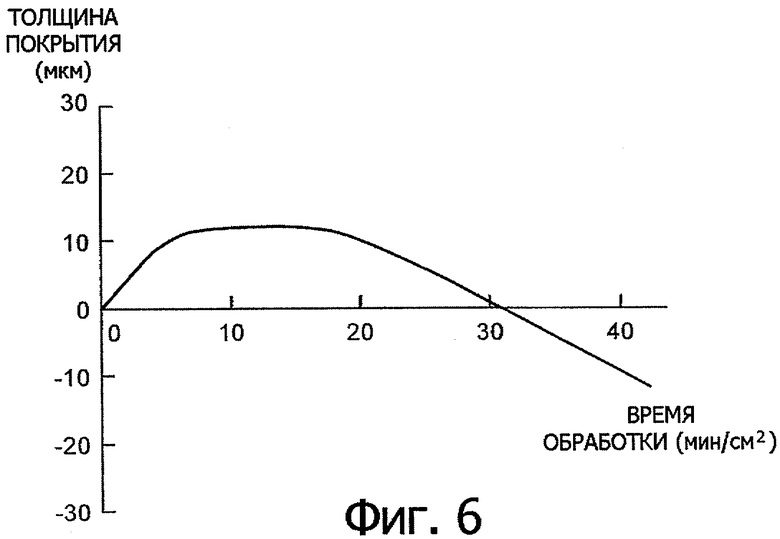
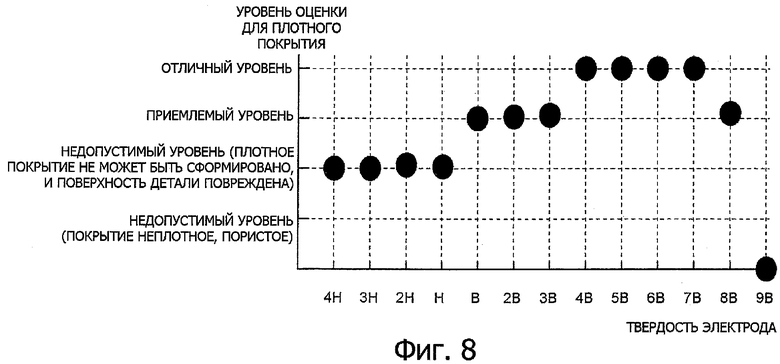
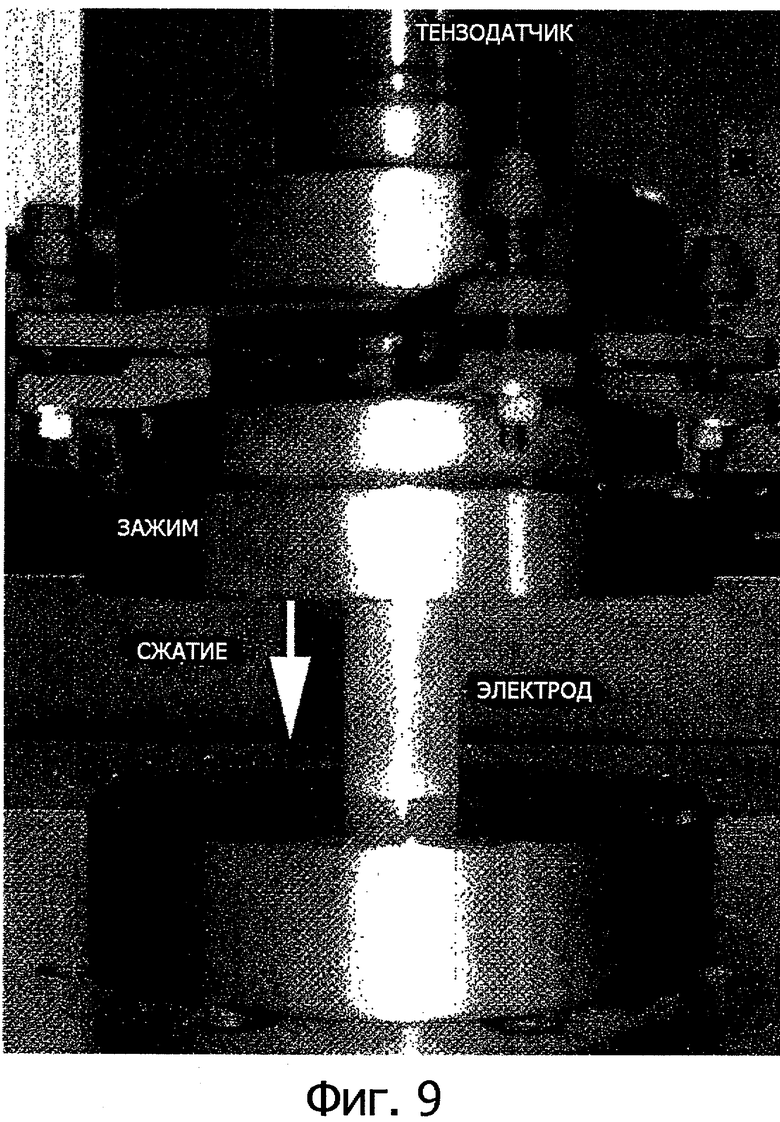
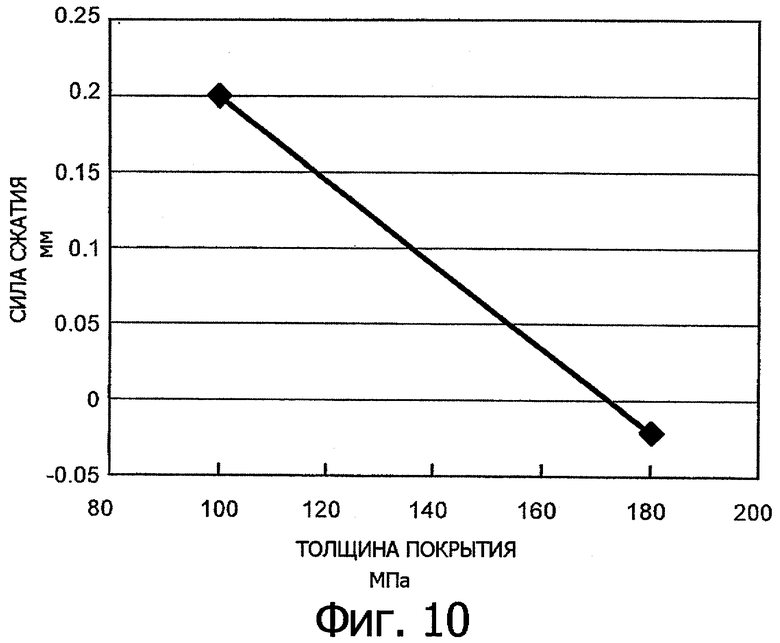

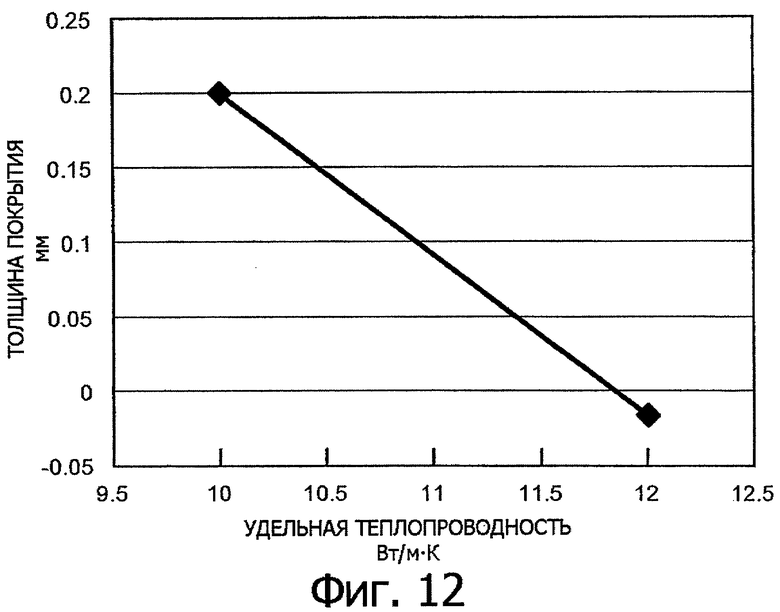
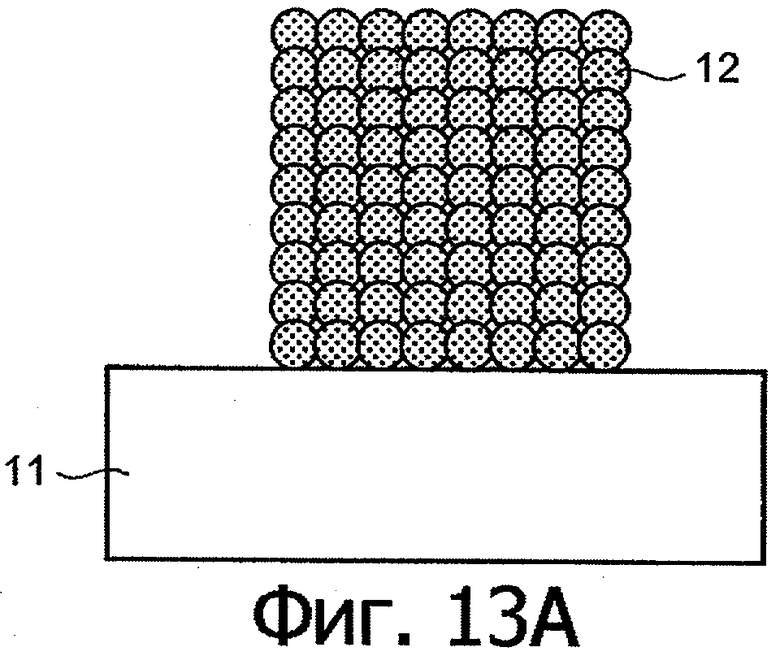
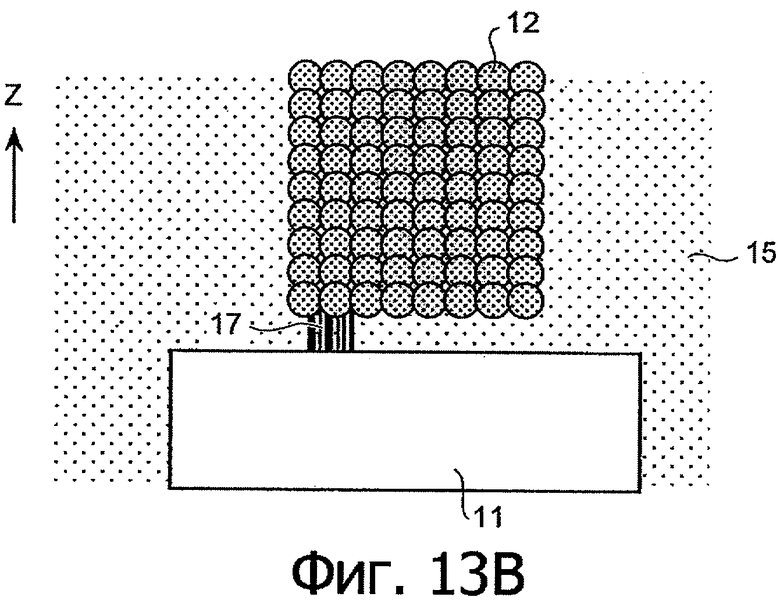
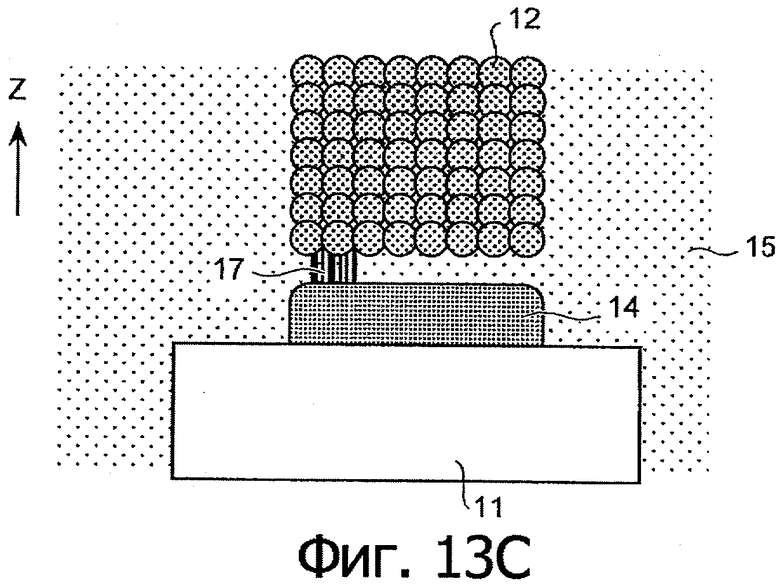
Изобретение относится к электроду для электроразрядной обработки поверхности, используемому в устройстве и способе электроразрядной обработки поверхности. Электрод выполняют в виде неспеченной прессовки, изготовленной прессованием металлического или керамического порошка. Электрод используют для получения электрического разряда между электродом и деталью в рабочей жидкости или в газовой среде. На детали формируют покрытие, состоящее из электродного материала или вещества, полученного в результате воздействия на материал электрода энергии электрического разряда. Порошок имеет средний диаметр частиц от 5 до 10 микрон, объемное содержание компонента, не образующего карбид или образующего его в малой степени и используемого для формирования покрытия, составляет 40% и более. Твердость электрода, которую определяют нанесением царапин наконечником на слой покрытия, находится в пределах от В до 8В. Указанный электрод используют в устройстве и при осуществлении способа электроразрядной обработки поверхности. Техническим результатом изобретения является получение электрода, с помощью которого легко формировать плотную прочную пленку на детали методом электроразрядной обработки поверхности. 19 н. и 32 з.п. ф-лы, 16 ил., 3 табл.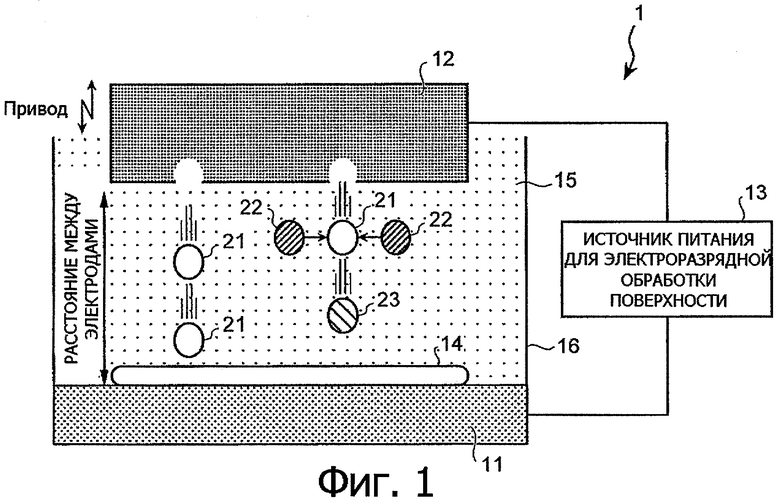
Приоритеты по пунктам:
| JP 7070761 А, 14.03.1995 | |||
| WO 9918258 А, 15.04.1999 | |||
| КИПАРИСОВ С.С | |||
| и др., Порошковая металлургия | |||
| - М.: Металлургия, 1980 | |||
| Шихта электродного материала для электроискрового нанесения покрытий | 1990 |
|
SU1763503A1 |
| RU 940367814 A1, 20.07.1996 | |||
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |

