Настоящее изобретение относится к теплостойкому слоистому фильтрующему элементу, состоящему из по меньшей мере частично проточного для текучей среды многослойного материала из волокон, к фильтру с по меньшей мере одним таким теплостойким слоистым фильтрующим элементом, а также к способу изготовления подобного фильтра. Такие фильтры используются главным образом в автомобилестроении в системах нейтрализации отработавших газов (ОГ), образующихся при работе автомобильных двигателей внутреннего сгорания (ДВС).
По статистике около трети от всего количества вновь зарегистрированных в Германии в 2000 году новых автомобилей оснащено дизельными двигателями. При этом доля таких автомобилей в Германии традиционно значительно выше по сравнению с другими странами, такими, например, как Франция и Австрия.
Повышенный интерес к автомобилям с дизельным двигателем обусловлен, например, сравнительно малым расходом потребляемого ими топлива, относительно низкими в настоящее время ценами на дизельное топливо, а также улучшенными динамическими качествами подобных автомобилей. Эксплуатация автомобиля с дизельным двигателем представляет особый интерес и с экологической точки зрения, поскольку в выбрасываемых им в атмосферу ОГ содержится гораздо меньшее количество СО2 по сравнению с автомобилями, оснащенными бензиновым двигателем. Вместе с тем следует констатировать и тот факт, что при сгорании дизельного топлива образуется значительно большее количество частиц сажи, чем при сгорании горючей смеси в бензиновых двигателях.
Для нейтрализации ОГ, прежде всего ОГ дизельных двигателей, присутствующие в ОГ углеводороды (НС), а также моноксид углерода (СО) можно известным образом окислять, например их введением в контакт с каталитически активной поверхностью. Однако восстановление оксидов азота (NOx) в условиях, для которых характерно высокое содержание кислорода, является более сложной задачей. Использование для этой цели трехкомпонентного каталитического нейтрализатора ОГ, который применяется, например, для нейтрализации ОГ двигателей с принудительным воспламенением рабочей смеси, не дает требуемого эффекта. По этой причине был разработан метод селективного каталитического восстановления (СКВ). Помимо этого на пригодность для восстановления оксидов азота испытывались также адсорберы NOx.
Дискуссия о том, какой из компонентов выбрасываемых в атмосферу ОГ - твердые частицы или углеводороды с длинной цепью - оказывает вредное воздействие на здоровье человека, длится уже достаточно длительное время, однако до настоящего времени окончательный ответ на этот вопрос не получен. Несмотря на это наблюдается стремление ограничить выброс в атмосферу подобных вредных веществ определенными допустимыми пределами. В этом отношении возникает вопрос, какой эффективностью фактически должен обладать фильтр, чтобы и в будущем обеспечивать соблюдение известных в настоящее время законодательно установленных норм на токсичность выбросов. Если проанализировать параметры ОГ, выбрасываемых в атмосферу автомобилями, которые в настоящее время эксплуатируются в Федеративной Республике Германии, то можно со всей очевидностью утверждать, что большинство легковых автомобилей, сертифицированных в 1999 г. на соответствие показателей токсичности ОГ нормам Евро-III, может удовлетворять и нормам Евро-IV при условии их оснащения фильтром, эффективность которого составляет по меньшей мере 30-40%.
Для уменьшения количества выбрасываемых в атмосферу твердых частиц известно применение их улавливателей, основу которых составляет керамическая подложка. Такие улавливатели твердых частиц имеют каналы, через которые в них может втекать поток подвергаемых нейтрализации ОГ. Соседние каналы у такого улавливателя твердых частиц попеременно закрыты с его противоположных сторон, т.е. выполнены глухими, и поэтому поток ОГ, поступающий в один из каналов улавливателя твердых частиц, открытый с его входной стороны, проходит сквозь керамическую стенку и вновь выходит из улавливателя твердых частиц через соседний канал, открытый с его выходной стороны. Эффективность подобных фильтров достигает порядка 95% во всем интервале встречающихся на практике значений крупности твердых частиц.
В дополнение к проблеме химических взаимодействий с добавками и специальными покрытиями все еще не решенной остается проблема надежной регенерации фильтра в системе выпуска ОГ автомобиля. Необходимость в регенерации улавливателя твердых частиц обусловлена тем, что пропорционально увеличению количества твердых частиц, скапливающихся в стенке канала, через которую проходит поток ОГ, возрастает потеря давления на улавливателе, что отрицательно сказывается на развиваемой двигателем мощности. Процесс регенерации улавливателя твердых частиц заключается в основном в кратковременном его нагреве, соответственно нагреве скопившихся в нем частиц сажи, которые в результате превращаются в газообразные компоненты. Однако подобная высокая термическая нагрузка, которой подвергается улавливатель твердых частиц, снижает срок его службы.
В качестве альтернативы такой проводимой в периодическом режиме и способствующей интенсивному термическому износу улавливателя регенерации была разработана система для непрерывной регенерации фильтров ("непрерывно регенерируемый улавливатель", НРУ). В такой системе частицы дожигаются уже при температурах чуть выше 200°С в результате их окисления диоксидом азота (NO2). Образование необходимого для этого NO2 обычно обеспечивают с помощью катализатора окисления, располагаемого по ходу потока перед улавливателем твердых частиц. Однако в этом случае именно с учетом применения улавливателей твердых частиц в автомобилях, работающих на дизельном топливе, возникает проблема, связанная с недостаточным содержанием в ОГ моноксида азота (NO), который можно превратить в требуемый диоксид азота (NO2). По этой причине до настоящего времени не удается обеспечить непрерывное протекание процесса регенерации улавливателя твердых частиц в системе выпуска ОГ.
Следует далее учитывать и тот факт, что наряду с не дожигаемыми, соответственно не превращаемыми в газообразные компоненты твердыми частицами в их улавливателе накапливаются также масла либо дополнительные остатки добавок, которые не столь просто регенерировать. По этой причине известные фильтры необходимо регулярно заменять и/или промывать. В попытке решить эту проблему были разработаны фильтровальные системы пластинчатого типа, которые допускают возможность их приведения в схожее с вибрационным движение, сопровождающееся механическим удалением указанных выше компонентов из фильтра. Очевидно, однако, что в этом случае некоторая часть не регенерируемых твердых частиц без их последующей обработки непосредственно попадает в атмосферу.
Дополнительно к обеспечению минимальной температуры реакции и определенной продолжительности пребывания твердых частиц в их улавливателе для непрерывной регенерации твердых частиц их взаимодействием с NO2 необходимо обеспечивать также поступление оксида азота в достаточном для такой регенерации количестве. Данные тестов, цель которых состояла в определении количества выбросов моноксида азота (NO) и твердых частиц в динамическом режиме, наглядно свидетельствуют о том, что выброс твердых частиц в атмосферу происходит именно при отсутствии или при исключительно малом содержании в ОГ моноксида азота, и наоборот. Отсюда следует, что фильтр для фактически непрерывной его регенерации по существу должен выполнять функцию компенсатора или накопителя, чтобы обеспечивать присутствие в нем обоих реагентов в заданный момент в требуемых количествах. Помимо этого фильтр для его максимально быстрого нагрева до как можно более высоких температур уже непосредственно после пуска холодного двигателя следует располагать максимально близко к ДВС. Перед фильтром с целью обеспечить поступление в него необходимого количества диоксида азота следует устанавливать катализатор окисления, который обеспечивает химическое превращение моноксида углерода (СО) и углеводородов (НС), но прежде всего превращение моноксида азота (NO) в диоксид азота (NO2). Местом, пригодным для размещения этой состоящей из катализатора окисления и фильтра системы вблизи двигателя, является прежде всего положение перед турбонагнетателем, который часто используется в дизельных автомобилях для повышения давления наддува в камере сгорания.
Исходя из рассмотренных выше принципиальных положений, касательно фактического применения подобного фильтра в автомобилестроении возникает вопрос о том, какую конструкцию должен иметь такой фильтр, чтобы он при его размещении в указанном выше положении и при наличии исключительно высоких термических и динамических нагрузок обладал удовлетворительной эффективностью. При этом при разработке новых конструкций фильтров следует прежде всего учитывать наличие и геометрию свободного пространства в предполагаемом месте его установки. В отличие от классических фильтров, расположение которых под днищем кузова автомобиля позволяло придавать им максимально большой объем с целью обеспечить длительное пребывание в фильтре еще не прореагировавших твердых частиц и тем самым достичь высокой его эффективности, для размещения фильтра вблизи двигателя не имеется достаточного свободного места, соответственно пространства.
Для решения этой проблемы была разработана новая концепция, ставшая известной в основном под названием "открытая (безнапорная) фильтровальная система". Характерной особенностью таких открытых фильтровальных систем является возможность отказаться от конструктивного, попеременного выполнения глухими каналов фильтра с противоположных его сторон. Вместо этого стенки каналов предлагается по меньшей мере частично выполнять из пористого или высокопористого материала, а сами проточные каналы открытого фильтра снабжать расположенными в них отклоняющими или направляющими профильными структурами или элементами. Такие встроенные элементы обеспечивают принудительное отклонение или перенаправление потока, соответственно содержащихся в нем твердых частиц в сторону участков, выполненных из пористого или высокопористого материала. При этом неожиданно было установлено, что твердые частицы в результате замедления их движения и/или соударений налипают на пористую стенку канала и/или остаются в ее толще. Подобный эффект обусловлен перепадами давлений по профилю потока ОГ. В результате отклонения потока в нем, поскольку указанные выше перепады давления стремятся взаимно компенсироваться, дополнительно может возникать локальное пониженное или повышенное давление, вследствие которого возникает эффект фильтрации потока сквозь пористую стенку.
В отличие от известных закрытых фильтровальных систем улавливатель твердых частиц при этом представляет собой открытую систему, поскольку у него не имеется непроточных, глухих каналов. Это свойство тем самым может также рассматриваться как характеристика подобных фильтров твердых частиц и его можно описать, например, параметром "свободная проходимость потока". Так, в частности, "свободная проходимость потока", равная 20%, означает, что в плоскости поперечного сечения по меньшей мере 20% от всей его площади приходится на площадь просматриваемого насквозь участка. У фильтра твердых частиц с плотностью расположения каналов, равной примерно 600 каналов на кв. дюйм поперечного сечения, и гидравлическим диаметром, равным 0,8 мм, величина такой свободной проходимости потока соответствовала бы площади более 0,1 мм2. Для пояснения сказанного выше можно также отметить, что фильтр твердых частиц можно назвать открытым в том случае, если твердые частицы, в том числе и твердые частицы, размеры которых значительно превышают размеры собственно отфильтровываемых твердых частиц, в принципе могут полностью проходить через него. При соблюдении такого условия исключается возможность закупорки подобного фильтра в процессе его работы даже при агломерации твердых частиц. Соответствующий метод измерения "свободной проходимости" фильтра твердых частиц заключается, например, в определении максимального диаметра сферических частиц, все еще способных пройти через такой фильтр. Фильтр при его применении в рассмотренных выше целях считается открытым прежде всего в том случае, если через него все еще могут проходить сферические частицы диаметром не менее 0,1 мм, предпочтительно сферические частицы диаметром более 0,2 мм, прежде всего более 0,3 мм.
В основу настоящего изобретения была положена задача разработать пригодный главным образом для реализации подобной открытой фильтровальной системы теплостойкий слоистый фильтрующий элемент, который был бы наиболее пригоден для применения именно в соответствии с концепцией непрерывной регенерации и в полной мере отвечал бы обусловленным такой регенерацией требованиям. В этом отношении фильтровальная система должна выдерживать высокие термические и динамические нагрузки, которые возникают в системе выпуска ОГ легкового автомобиля и которые обусловлены носящим импульсный характер выпуском исключительно горячих ОГ. Еще одна задача изобретения состояла в разработке соответствующего фильтра, пригодного для значительного сокращения количества твердых частиц в системе выпуска ОГ. Помимо этого задача изобретения состояла в разработке способа изготовления такого фильтра. Слоистый фильтрующий элемент должен при этом иметь такое исполнение, которое обеспечивало бы возможность простого выполнения неразъемных соединений, прежде всего паяных или сварных соединений.
Указанные задачи решаются с помощью предлагаемого в изобретении теплостойкого слоистого фильтрующего элемента, состоящего из по меньшей мере частично проточного для текучей среды многослойного материала из волокон и имеющего по меньшей мере один фильтрующий участок и по меньшей мере один краевой участок. Решение поставленных задач достигается тем, что размер по толщине слоистого фильтрующего элемента на его по меньшей мере одном краевом участке отличен от размера по толщине на его по меньшей мере одном фильтрующем участке, а именно меньше указанного последним размера, при этом краевой участок содержит сжатый или уплотненный волокнистый нетканый материал. Как указано выше, слоистый фильтрующий элемент имеет различные участки, каждый из которых выполняет отличную от другого функцию. Если фильтрующий участок предназначен в первую очередь для отфильтровывания содержащихся в потоке ОГ твердых частиц или иных аналогичных примесей, которые по меньшей мере периодически скапливаются или оседают в пустотах, порах или иных аналогичных полостях, имеющихся в фильтрующем материале, соответственно на самом фильтрующем материале, то по меньшей мере один краевой участок предназначен для выполнения на нем неразъемных соединений. Выполнение слоистого фильтрующего элемента с различными размерами по толщине на этих его выполняющих различную функцию участках позволяет четко пространственно отграничить их друг от друга, что при изготовлении оснащенного подобным слоистым фильтрующим элементом фильтра позволяет избежать ошибок при его сборке или компоновке.
Касательно пространственного расположения по меньшей мере одного краевого участка и по меньшей мере одного фильтрующего участка относительно слоистого фильтрующего элемента следует также отметить, что фильтрующий участок предпочтительно расположен в центральной части слоистого фильтрующего элемента. По меньшей мере один краевой участок предпочтительно располагать по меньшей мере вблизи кромки слоистого фильтрующего элемента, однако при определенных условиях краевой участок можно выполнять и круговым, по всему периметру охватывающим по типу рамки по меньшей мере один фильтрующий участок. В этом случае появляется возможность выполнить расположенный по центру фильтрующий участок сравнительно большой площади, окруженный по меньшей мере одним краевым участком, однако в другом варианте в некоторых случаях может также оказаться целесообразным предусматривать несколько расположенных в шахматном порядке фильтрующих участков, каждый из которых ограничен по меньшей мере одним (выполненным прежде всего по типу рамки) краевым участком. Выполнение теплостойкого слоистого фильтрующего элемента с несколькими фильтрующими участками, каждый из которых ограничен по меньшей мере одним краевым участком, допускает наличие сравнительно жестких соединений в соответствующем фильтре, поскольку соединение соседних слоистых фильтрующих элементов на нескольких краевых участках, которые расположены в том числе и в центральной части слоистого фильтрующего элемента, обеспечивает их скрепление по большой площади с равномерным распределением точек соединения.
Согласно одному из вариантов выполнения предлагаемого в изобретении слоистого фильтрующего элемента его размер по толщине на его по меньшей мере одном краевом участке составляет менее 60% размера по толщине на по меньшей мере одном фильтрующем участке, предпочтительно 50% или даже 35% от указанного последним размера. Преимущество этого варианта выполнения слоистого фильтрующего элемента состоит в увеличении объема его по меньшей мере одного фильтрующего участка за счет его выполнения большей толщины. Тем самым на этом по меньшей мере одном фильтрующем участке имеется достаточное количество пор, пустот или иных аналогичных полостей, предназначенных для задерживания, соответственно осаждения в них твердых частиц, например частиц сажи. В столь больших порах могут при этом скапливаться прежде всего частицы диаметром от 100 до 250 нм. Теплостойкий слоистый фильтрующий элемент предпочтительно выполнять из волокнистого материала, который представляет собой, например, относительно рыхлый многослойный материал из волокон. Такой многослойный материал может представлять собой, например, волокнистую ткань или волокнистое трикотажное изделие из керамических волокон, однако вместо указанных материалов или вместе с ними можно также использовать металлические волокна, спеченные материалы, металлическую ткань или иные аналогичные материалы.
По меньшей мере один краевой участок выполнен в основном из того же материала, что и по меньшей мере один фильтрующий участок, который при этом предпочтительно содержит сжатый или уплотненный волокнистый нетканый материал. Если в зоне по меньшей мере одного фильтрующего участка через фильтрующий материал может проходить текучая среда, прежде всего поток ОГ, то на по меньшей мере одном краевом участке фильтрующий материал в основном не проницаем для текучей среды. Сказанное означает, что волокнистый материал был подвергнут такому по меньшей мере частичному уплотнению, которое привело к закрытию в нем множества пустот, отверстий, пор, проходов или иных аналогичных полостей. В этом отношении уменьшение толщины слоистого фильтрующего элемента на краевом участке обусловлено сжатием фильтрующего материала на этом участке.
Благодаря непроницаемости фильтрующего материала для текучей среды на по меньшей мере одном краевом участке на поверхность этого по меньшей мере одного краевого участка можно целенаправленно наносить, например, соединительный или присадочный материал (припой, присадочный материал для сварки или иные аналогичные материалы), при этом при нагреве соединительных, соответственно присадочных материалов для сварки предотвращается их накопление внутри волокнистого материала и тем самым их недоступность для образования соединения между соседними слоистыми фильтрующими элементами. Степень сжатия фильтрующего материала на краевом участке зависит от свойств, необходимых для выполнения неразъемных соединений соединительных материалов, в связи с чем толщину слоистого фильтрующего элемента на его по меньшей мере одном краевом участке предпочтительно уменьшать по меньшей мере на 40%, прежде всего по меньшей мере на 50% или даже более чем на 65%. При этом толщина фильтрующего элемента на его по меньшей мере одном краевом участке становится менее 1 мм, прежде всего менее 0,5 мм, соответственно даже менее 0,1 мм.
Согласно следующему варианту выполнения предлагаемого в изобретении слоистого фильтрующего элемента ширина его по меньшей мере одного краевого участка, начинающегося от кромки слоистого фильтрующего элемента, составляет максимум 30 мм, прежде всего максимум 20 мм, предпочтительно максимум 10 мм или даже максимум лишь 5 мм. При такой ширине по меньшей мере одного краевого участка слоистого фильтрующего элемента для выполнения неразъемных соединений используется прежде всего его непосредственно примыкающий к кромке участок. Выполнение неразъемных соединений вблизи кромки слоистого фильтрующего элемента наиболее предпочтительно по той причине, что именно эти участки подвержены воздействию особо высокой нагрузки, обусловленной импульсным потоком ОГ. Выполнение слоистого фильтрующего элемента со сжатым в сравнительно высокой степени фильтрующим материалом на этом непосредственно примыкающем к кромке фильтрующего элемента участке позволяет избежать "разлохмачивания" или расплетания фильтрующего материала, поскольку его волокна образуют в этом месте гораздо более стабильную структуру. Помимо этого соединение между собой соседних слоистых фильтрующих элементов в соответствующем фильтре на этих их непосредственно примыкающих к их кромкам участках исключает также дрожание или колебание этих участков при работе двигателя. Ширину краевого участка слоистого фильтрующего элемента при этом следует выбирать с учетом возникающих в процессе его эксплуатации динамических нагрузок, а также с учетом его температурного коэффициента расширения. В этом отношении краевые участки слоистого фильтрующего элемента, если он подвергается воздействию умеренных динамических и умеренных либо высоких термических нагрузок, предпочтительно выполнять минимально возможной ширины.
В следующем варианте выполнения предлагаемого в изобретении слоистого фильтрующего элемента он имеет по меньшей мере один волокнистый слой, толщина которого предпочтительно составляет максимум 3 мм, прежде всего максимум 1 мм, наиболее предпочтительно максимум 0,5 мм. Толщину волокнистого слоя следует подбирать прежде всего с учетом свойств очищаемого потока ОГ, соответственно содержащихся в нем твердых частиц. Помимо этого следует учитывать тот факт, что с увеличением толщины волокнистого слоя увеличивается его доступный для накопления твердых частиц объем, соответственно увеличивается количество образующих его волокон, и поэтому подобные слоистые фильтрующие элементы не требуют столь частой их регенерации, и, следовательно, их можно также устанавливать в удаленных от двигателя местах, например под днищем кузова автомобиля. В такие удаленные от двигателя места отработавшие газы с необходимой для регенерации фильтра температурой начинают поступать лишь по истечении сравнительно продолжительного промежутка времени после пуска двигателя, и поэтому фильтрующий элемент должен обладать емкостью, достаточной для накопления твердых частиц на протяжении указанного промежутка времени. При необходимости же размещения слоистого фильтрующего элемента в нагревающихся до очень высокой температуры местах системы выпуска ОГ, прежде всего вблизи двигателя, при определенных условиях можно обеспечить непрерывную регенерацию фильтра, в связи с чем в таких местах предпочтительно использовать слоистые фильтрующие элементы с волокнистым слоем очень малой толщины.
Согласно еще одному предпочтительному варианту выполнения слоистого фильтрующего элемента он имеет по меньшей мере один металлический слой, который предпочтительно снаружи ограничивает слоистый фильтрующий элемент и толщина которого составляет максимум 0,05 мм, предпочтительно максимум 0,03 мм или даже максимум 0,015 мм. Такой металлический слой должен быть проницаемым для текучей среды предпочтительно на по меньшей мере одном фильтрующем участке, т.е. должен иметь отверстия, окошки или иные аналогичные сквозные проходы. Металлический слой предпочтительно должен доходить вплоть до по меньшей мере одного краевого участка или заходить на него и предпочтительно должен быть не проницаемым для текучей среды на этом по меньшей мере одном краевом участке. В качестве материала для выполнения подобного металлического слоя можно использовать прежде всего сплавы алюминия с хромом, которые уже известны по их применению для изготовления металлических сотовых элементов, используемых в качестве носителей каталитических нейтрализаторов ОГ. Металлический слой может быть выполнен при этом в виде покрытия либо в виде отдельной фольги.
Предлагаемый в изобретении слоистый фильтрующий элемент наиболее предпочтительно выполнять в виде многослойной структуры (сэндвич-структуры), состоящей из по меньшей мере одного волокнистого слоя и по меньшей мере одного металлического слоя. В этом случае металлический слой предпочтительно образует оболочку, охватывающую волокнистый слой, который благодаря этому надежно удерживается в полости, образованной этим по меньшей мере одним металлическим слоем. Под оболочкой в данном контексте имеется в виду такое расположение по меньшей мере одного металлического слоя, при котором этот по меньшей мере один металлический слой по меньшей мере частично выходит и за пределы волокнистого слоя, прежде всего полностью окружает или охватывает его. В соответствии с подобной трактовкой металлический слой по меньшей мере частично образует оболочку волокнистого слоя по всему его периметру. Подобный охват металлическим слоем волокнистого слоя по его краю предотвращает за счет геометрического замыкания перемещение волокнистого слоя относительно по меньшей мере одного металлического слоя по меньшей мере в одном направлении.
Слоистый фильтрующий элемент при таком его конструктивном исполнении в виде многослойной структуры (сэндвич-структуры) объединяет в себе несколько преимуществ, имеющих важное значение прежде всего с учетом его размещения вблизи двигателя. Так, в частности, по меньшей мере один металлический слой представляет собой своего рода защитную оболочку, которая защищает расположенный под ней волокнистый слой от ударной нагрузки, обусловленной возникающими в системе выпуска ОГ скачками давления, соответственно от термической нагрузки, обусловленной повышением температуры до максимальных значений. В отличие от металлического слоя волокнистый слой представляет собой гораздо более рыхлый многослойный материал из волокон. Волокнистый слой может при этом иметь очень высокую пористость, поскольку при расчете его параметров его прочность из-за наличия защищающего его металлического слоя имеет второстепенное значение. В этом отношении в волокнистом слое можно предусмотреть особо крупные полости, поры или иные аналогичные пустоты. Подобная возможность обеспечивается прежде всего благодаря тому, что по меньшей мере один металлический слой имеет вид полосы или фольги, т.е. образует для волокнистого слоя опорную поверхность сравнительно большой площади. Поэтому в предлагаемом в изобретении слоистом фильтрующем элементе можно использовать гораздо менее плотные, т.е. более рыхлые, волокнистые материалы по сравнению, например, с известными проволочными сетками, применявшимися до настоящего времени для придания формоустойчивости волокнистым фильтрующим слоям.
При изготовлении подобных многослойных структур (сэндвич-структур) с обеих сторон фильтрующего материала располагали по опорной структуре (прежде всего проволочные плетеные сетки) и затем этой сэндвич-структуре гибкой, соответственно пластической деформацией придавали требуемую форму. При этом такие сэндвич-структуры располагали в потоке ОГ в таком положении, в котором края (соответственно торец) фильтрующего материала без всякой их защиты подвергались воздействию пульсирующего потока ОГ. В результате именно на этих торцовых участках происходило "разлохмачивание" фильтрующего материала. С целью надежно зафиксировать волокнистый материал между проволочными ткаными сетками на более длительный срок всю эту сэндвич-структуру необходимо было спрессовывать по большой площади (а иногда даже по всей площади) с приложением высокого усилия, что из-за происходившего в результате значительного уменьшения размеров пор, соответственно свободных полостей, доступных для скапливания в них твердых частиц, приводило к ощутимому снижению эффективности фильтрующего материала, а также к нежелательно высокой потере давления на фильтре. В предлагаемой же в изобретении сэндвич-структуре этой проблемы удается избежать простым путем благодаря тому, что охват по меньшей мере одним металлическим слоем волокнистого слоя по всему его краю непосредственно обеспечивает надежную фиксацию волокнистого слоя в полости, образованной этим металлическим слоем.
Следующим объектом настоящего изобретения является предлагаемый в нем фильтр для очистки ОГ, образующихся при работе двигателя внутреннего сгорания, состоящий из по меньшей мере частично профилированных слоев, которые набраны в пакет и/или свернуты в рулон с образованием проточных для ОГ каналов. Предлагаемый в изобретении фильтр имеет при этом по меньшей мере один описанный выше теплостойкий слоистый фильтрующий элемент. Такой фильтр может быть выполнен в соответствии с известным принципом с попеременно закрытыми или глухими каналами и тем самым с прохождением всего потока ОГ сквозь теплостойкий слоистый фильтрующий элемент. Более предпочтительно, однако, выполнять предлагаемый в изобретении фильтр по типу описанной выше "открытой фильтровальной системы", т.е. со свободной проходимостью потока, равной по меньшей мере 20%, прежде всего равной по меньшей мере 40% или даже превышающей 50%. Сказанное означает, что открытый фильтр по всей длине его каналов имеет свободные сечения, сквозь которые может проходить поток текучей среды, причем в самих каналах предусмотрены средства для создания перепадов давления, соответственно средства или элементы для изменения направления потока текучей среды в канале. Благодаря подобным средствам обеспечивается по меньшей мере частичное отклонение потока очищаемых ОГ в сторону теплостойкого слоистого фильтрующего элемента, по меньшей мере частичное их прохождение сквозь слоистый фильтрующий элемент и тем самым задерживание, соответственно накопление содержащихся в них твердых частиц в фильтрующем материале.
В наиболее предпочтительном варианте выполнения предлагаемого в изобретении фильтра его слои образованы по меньшей мере одним профилированным листом фольги и по меньшей мере одним, в основном гладким, соответственно непрофилированным слоистым фильтрующим элементом и по меньшей мере на одном соединительном участке неразъемно соединены между собой, прежде всего пайкой или сваркой. Сказанное означает, что при изготовлении предлагаемого в изобретении фильтра по меньшей мере один профилированный лист фольги и по меньшей мере один слоистый фильтрующий элемент набирают в пакет и/или свертывают в рулон, в результате чего из-за наличия профильной структуры у листа фольги, которая в принципе выполняет функцию распорки между соседними гладкими слоистыми фильтрующими элементами, образуются проточные каналы. Такие каналы предпочтительно должны проходить в основном параллельно друг другу. Слои фильтра с целью практически полностью исключить их относительное перемещение даже под действием высоких термических и динамических нагрузок следует неразъемно соединять между собой. В этом отношении предпочтительно использовать прежде всего паяные или сварные соединения, которые уже известны по их применению в автомобилестроении для изготовления металлических сотовых элементов, используемых в качестве носителей каталитических нейтрализаторов ОГ.
По меньшей мере один соединительный участок наиболее предпочтительно при этом располагать на по меньшей мере одном краевом участке слоистого фильтрующего элемента. Сказанное, например, означает, что соединительный участок предпочтительно выполнять не по всей протяженности слоистого фильтрующего элемента, а меньших размеров. Соблюдение этого условия предпочтительно по той причине, что в данном случае между собой соединяют два различных материала (фольгу и слоистый фильтрующий элемент), которые обладают различающимися между собой температурными коэффициентами расширения. Соединение этих расположенных рядом друг с другом компонентов только на соединительном участке сравнительно малых размеров не создает значительных препятствий тепловому расширению этих соединенных между собой материалов на различную величину. Этот фактор положительно сказывается на долговечности подобного фильтра благодаря существенному уменьшению вероятности образования трещин вблизи соединительного участка. Пространственно согласованное расположение по меньшей мере одного соединительного участка и по меньшей мере одного краевого участка обеспечивает получение особо долговечных соединений, поскольку слоистый фильтрующий элемент на его краевом участке непроницаем для соединительного материала (припоя или свариваемого материала), который тем самым и в процессе образования неразъемного соединения постоянно остается в зоне контакта соединяемых между собой компонентов.
Учитывая тот факт, что предлагаемый в изобретении теплостойкий слоистый фильтрующий элемент выполнен с различными размерами по толщине на различных его участках, в фильтре наиболее предпочтительно предусмотреть соответствующие средства для компенсации подобных различий в размерах по толщине слоистого фильтрующего элемента. Благодаря таким средствам при наложении на предлагаемый в изобретении слоистый фильтрующий элемент соседнего с ним компонента в зоне по меньшей мере одного фильтрующего участка обеспечивается прилегание компонентов друг к другу в основном с геометрическим замыканием. Поскольку, например, листы фольги имеют в первом приближении ровную опорную поверхность, а у предлагаемого в изобретении слоистого фильтрующего элемента имеется уступ в месте перехода от его по меньшей мере одного фильтрующего участка к его по меньшей мере одному краевому участку, между листом фольги и слоистым фильтрующим элементом на его по меньшей мере одном краевом участке образовался бы своего рода зазор. Такой зазор имел бы такую ширину, которую часто не представляется возможным выбрать с помощью одного только припоя или свариваемого материала. Поэтому для компенсации этого зазора необходимы соответствующие средства, которые обеспечивают контакт расположенных рядом друг с другом компонентов фильтра и по меньшей мере на одном краевом участке слоистого фильтрующего элемента. Ниже более подробно рассмотрены некоторые примеры различных средств, которые могут использоваться для компенсации подобного зазора.
В том случае, если слоистый фильтрующий элемент на его по меньшей мере одном краевом участке выполнен с уменьшенным размером по толщине по сравнению с его размером по толщине на его по меньшей мере одном фильтрующем участке, то по меньшей мере один краевой участок предлагается сгибать пополам с образованием пластически деформированного участка, который по меньшей мере частично внахлестку наложен на самого себя и предпочтительно даже пайкой соединен сам с собой. Сказанное означает, что по меньшей мере один краевой участок, который примыкает прежде всего к по меньшей мере одной кромке слоистого фильтрующего элемента, выполняют большей ширины или протяженности по сравнению с шириной или протяженностью получаемого в последующем соединительного участка. В соответствии с этим выступающую за пределы соединительного участка часть краевого участка пластически деформируют путем гибки, фальцовки или иным аналогичным методом, вновь загибая эту выступающую часть в сторону соединительного участка. После выполнения этой операции отдельные части краевого участка оказываются расположены одна над другой, а предпочтительно даже прилегают одна к другой, в результате чего толщина слоистого фильтрующего элемента на его по меньшей мере одном краевом участке по меньшей мере на части его ширины увеличивается как минимум вдвое. Подобный подход целесообразно использовать, например, в случае слоистых фильтрующих элементов, толщина которых на их по меньшей мере одном краевом участке составляет в основном лишь 50% от их толщины на по меньшей мере одном фильтрующем участке. При таких различиях в размерах по толщине слоистого фильтрующего элемента в результате сгибания пополам его по меньшей мере одного краевого участка по меньшей мере на одной стороне слоистого фильтрующего элемента тем самым образуется по существу ровная опорная поверхность для соседних компонентов фильтра. Поскольку под действием динамических нагрузок, возникающих в системе выпуска ОГ автомобиля, эта пластически деформированная, соответственно загнутая отдельная часть по меньшей мере одного краевого участка может начать дрожать либо вибрировать или даже может оторваться от слоистого фильтрующего элемента, во избежание подобных явлений эту загнутую часть краевого участка, которая внахлестку перекрывается с ним и предпочтительно непосредственно прилегает к нему, наиболее предпочтительно фиксировать путем ее припаивания, соответственно приваривания (к самой себе). При закреплении загнутой части краевого участка сваркой наиболее целесообразно использовать роликовую сварку (контактную шовную сварку).
В другом предпочтительном варианте при выполнении слоистого фильтрующего элемента с уменьшенным размером по толщине на его по меньшей мере одном краевом участке соседнюю с ним зону слоя, прежде всего профилированного листа фольги, предлагается выполнять большей высоты по сравнению с высотой остальной зоны (этого слоя, соответственно профилированного листа фольги). В том случае, когда соседний с по меньшей мере одним краевым участком слой образован профилированным листом фольги, такой лист фольги наиболее предпочтительно выполнять в одной его зоне с большей по сравнению с остальной его зоной высотой профильной структуры и предпочтительно с одинаковой толщиной фольги в различных его зонах. В отличие от рассмотренного ранее принципа, в соответствии с которым компенсация различий в размерах по толщине слоистого фильтрующего элемента обеспечивается им самим, в данном варианте подобные различия в размерах по толщине слоистого фильтрующего элемента предлагается компенсировать с помощью соседних с ним компонентов фильтра.
Как уже указывалось выше, профильная структура листа фольги в первую очередь выполняет в фильтре функцию распорки между соседними слоистыми фильтрующими элементами. В соответствии с этим выполнение листов фольги с различной высотой приданной им профильной структуры позволяет также скомпенсировать различия в расстояниях между соседними слоистыми фильтрующими элементами. Выполнение листов фольги с профильной структурой большей высоты в той их зоне, которая расположена рядом с по меньшей мере одним краевым участком слоистого фильтрующего элемента, по сравнению с высотой профильной структуры в остальной их зоне, соседней с фильтрующим участком слоистого фильтрующего элемента, обеспечивает контакт листа фольги с соседними с ним слоистыми фильтрующими элементами по всей длине каналов, что позволяет неразъемно соединять эти компоненты между собой (непосредственно на по меньшей мере одном краевом участке). В соответствии с этим высоту профильной структуры листа фольги следует увеличивать в процентном выражении на ту же величину, на которую толщина слоистого фильтрующего элемента уменьшается при переходе от его по меньшей мере одного фильтрующего участка к его по меньшей мере одному краевому участку.
Согласно еще одному варианту у предлагаемого в изобретении фильтра можно предусмотреть по меньшей мере один дополнительный компенсирующий слой, который предпочтительно расположен рядом с по меньшей мере одним краевым участком, на котором слоистый фильтрующий элемент имеет уменьшенный размер по толщине. Такие дополнительные компенсирующие слои проходят, следовательно, не по всей длине фильтра, а предпочтительно лишь в основном по протяженности соединительного участка, на котором соседние компоненты фильтра соединяются между собой. Такой компенсирующий слой при этом практически полностью перекрывает зазор, обусловленный уменьшенной толщиной слоистого фильтрующего элемента на его по меньшей мере одном краевом участке, и предпочтительно также неразъемно соединен, прежде всего пайкой, с соседними компонентами фильтра. При определенных условиях дополнительный компенсирующий слой можно выполнять и несколько длиннее по меньшей мере одного краевого участка, в каковом случае он будет по меньшей мере частично выступать за пределы слоистого фильтрующего элемента, соответственно по меньшей мере одного листа фольги. Эту выступающую часть компенсирующего слоя при необходимости можно также загнуть вокруг краевого участка слоистого фильтрующего элемента, что позволяет с помощью одного компенсирующего слоя одновременно выбрать оба образованных у кромки слоистого фильтрующего элемента зазора между его краевым участком и соседними компонентами фильтра. В этом случае обеспечивается дополнительная защита кромок слоистого фильтрующего элемента, подвергающихся воздействию особо высоких динамических нагрузок, и одновременно уменьшается количество дополнительно встраиваемых в фильтр компенсирующих слоев.
Еще одним объектом настоящего изобретения является способ изготовления описанного выше фильтра, заключающийся в том, что изготавливают по меньшей мере один теплостойкий слоистый фильтрующий элемент, у этого по меньшей мере одного слоистого фильтрующего элемента формируют по меньшей мере один краевой участок с уменьшенным размером по толщине, предусматривают средства для компенсации различий в размерах по толщине по меньшей мере одного слоистого фильтрующего элемента на различных его участках, набирают в пакет и/или сворачивают в рулон по меньшей мере один слоистый фильтрующий элемент и по меньшей мере один профилированный лист фольги с образованием сотового элемента с проточными для ОГ каналами, по меньшей мере на один соединительный участок, на котором по меньшей мере один слоистый фильтрующий элемент соединяют по меньшей мере с одним листом фольги, наносят припой и сотовый элемент нагревают с получением паяных соединений по меньшей мере на одном соединительном участке.
Для выполнения паяных соединений можно использовать методы, уже известные по их применению при изготовлении металлических сотовых элементов, используемых в качестве носителей каталитических нейтрализаторов в системах выпуска ОГ автомобилей. В таких методах в качестве припоя предпочтительно используются порошковые припои на основе никеля, а нагрев сотового элемента предпочтительно проводится в атмосфере защитного газа, соответственно в практически полном вакууме.
Согласно одному из вариантов осуществления предлагаемого в изобретении способа сотовый элемент до нанесения на него припоя помещают в кожух и в процессе нанесения припоя его предпочтительно наносят также по меньшей мере на один соединительный участок, на котором с кожухом соединяют по меньшей мере один слоистый фильтрующий элемент и/или по меньшей мере один лист фольги и на котором за счет этого при нагреве сотового элемента также образуются паяные соединения. С этой целью на участок соединения по меньшей мере одного листа фольги с по меньшей мере одним слоистым фильтрующим элементом и на участок соединения по меньшей мере одного слоистого фильтрующего элемента и/или по меньшей мере одного листа фольги с кожухом сначала известным способом наносят адгезив, к которому прилипает порошковый припой в процессе его нанесения на сотовый элемент. Для ограничения участка соединения по меньшей мере одного листа фольги с по меньшей мере одним слоистым фильтрующим элементом и/или участка соединения по меньшей мере одного слоистого фильтрующего элемента и/или по меньшей мере одного листа фольги с кожухом известно также применение ограничивающих место нанесения припоя средств (задерживающих припой заглушек, масел, восков, керамических покрытий или иных аналогичных средств), которые при необходимости можно использовать и в рассматриваемом случае. Помещение в кожух сотового элемента перед нанесением на него припоя позволяет избежать нанесения припоя в несколько стадий и обеспечивает получение однородных или равномерных паяных соединений, поскольку все они выполняются в одинаковых условиях за одну стадию термической обработки.
Согласно следующему варианту осуществления предлагаемого в изобретении способа по меньшей мере один краевой участок, на котором слоистый фильтрующий элемент имеет уменьшенный размер по толщине, формируют путем приложения усилия прессования к слоистому фильтрующему элементу на этом его по меньшей мере одном краевом участке. Это усилие прессования можно прикладывать к слоистому фильтрующему элементу, например, с помощью валка, ролика или иного аналогичного инструмента, прижимающего слоистый фильтрующий элемент к матрице или иной аналогичной контропоре, что сопровождается главным образом уплотнением фильтрующего материала. При этом усилие прессования можно также прикладывать к слоистому фильтрующему элементу, например, одновременно с проведением процесса сварки. Так, например, при изготовлении фильтра с использованием слоистого фильтрующего элемента с недеформированным краевым участком его сначала можно подвергать пластической деформации (сгибанию пополам), а затем уплотнять или спрессовывать и одновременно с этим приваривать роликовой сваркой его загнутую часть к остальной его части.
Согласно еще одному варианту осуществления предлагаемого в изобретении способа для компенсации различий в размерах по толщине по меньшей мере одного слоистого фильтрующего элемента его по меньшей мере один краевой участок подвергают пластической деформации, сгибая его пополам. Подобный принцип компенсации различий в размерах по толщине по меньшей мере одного слоистого фильтрующего элемента уже пояснялся выше и более детально дополнительно рассмотрен ниже со ссылкой на фиг.5.
В другом варианте осуществления предлагаемого в изобретении способа для компенсации различий в размерах по толщине по меньшей мере одного слоистого фильтрующего элемента в промежутке между ним и соседним с ним листом фольги размещают по меньшей мере один компенсирующий слой. Этот принцип компенсации различий в размерах по толщине по меньшей мере одного слоистого фильтрующего элемента также уже пояснялся выше и более подробно описан ниже со ссылкой на фиг.5.
Ниже изобретение более подробно рассмотрено на примере предпочтительных и наиболее предпочтительных вариантов выполнения предлагаемого в нем слоистого фильтрующего элемента, соответственно фильтра со ссылкой на прилагаемые чертежи. Эти чертежи служат также для иллюстрации предлагаемого в изобретении способа, рассмотренного выше. Вместе с тем следует особо отметить, что изобретение не ограничено показанными на этих чертежах вариантами его осуществления. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - первый вариант выполнения предлагаемого в изобретении слоистого фильтрующего элемента, изображенного схематично в аксонометрической проекции,
на фиг.2 - другой вариант выполнения слоистого фильтрующего элемента в виде сэндвич-структуры, изображенного в виде сбоку,
на фиг.3 - схема системы выпуска ОГ,
на фиг.4 - фрагмент схематично изображенного в аксонометрической проекции предлагаемого в изобретении фильтра, выполненного по одному из вариантов,
на фиг.5 - фрагмент схематично изображенного фильтра, выполненного по другому варианту,
на фиг.6 - вариант выполнения схематично изображенного в аксонометрической проекции листа фольги для компенсации различий в размерах по толщине слоистого фильтрующего элемента,
на фиг.7 - еще один вариант выполнения фильтра, изображенного схематично в аксонометрической проекции, и
на фиг.8 - схема, иллюстрирующая последовательность выполнения стадий при осуществлении предлагаемого в изобретении способа изготовления фильтра.
На фиг.1 в аксонометрической проекции схематично показан выполненный по одному из вариантов предлагаемый в изобретении слоистый фильтрующий элемент 1, имеющий по меньшей мере один проточный для текучей среды фильтрующий участок 2 (направление потока текучей среды условно обозначено на чертеже стрелками 35). Слоистый фильтрующий элемент 1 по меньшей мере частично выполнен из пористого материала (что на чертеже условно показано точками на поверхности фильтрующего участка 2) и имеет два краевых участка 3 вблизи соответствующих, расположенных с противоположных сторон кромок 5. Краевые участки 3 обжаты за счет приложения к ним усилия 29 прессования (направление которого условно обозначено стрелками) и поэтому имеют меньший размер 4 по толщине по сравнению с толщиной фильтрующего участка 2. На чертеже о подобном сжатии краевых участков можно судить по размеру показанных в разрезе пор, соответственно пустот, которые на краевых участках 3 изображены значительно меньших размеров, чем на фильтрующем участке 2.
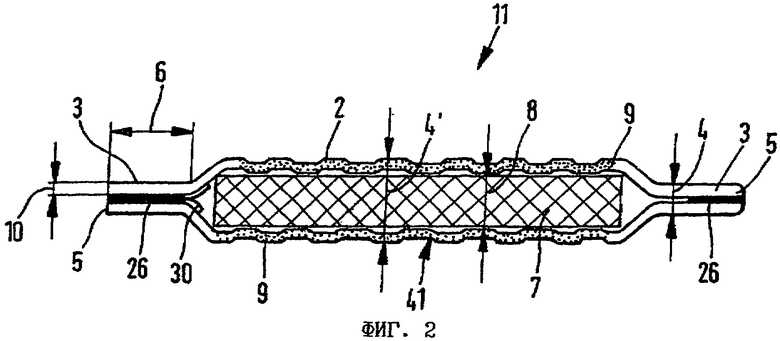
На фиг.2 в разрезе схематично показан выполненный по другому варианту в виде многослойной структуры (сэндвич-структуры) 11 фильтрующий многослойный элемент 1, имеющий два металлических слоя 9, которые образуют оболочку вокруг волокнистого слоя 7. Металлические слои 9 имеют по два краевых участка 3, на которых они неразъемно соединены между собой. В этом случае такое неразъемное соединение обеспечивается припоем 26, при этом за пределами краевого участка 3 предусмотрено задерживающее припой средство 30, которое в процессе термической обработки предотвращает попадание припоя 26 в зону вблизи волокнистого слоя 7. Краевой участок 3 начинается от кромки 5 металлического слоя 2 и проходит на ширину 6, которая предпочтительно составляет от 3 до 15 мм. В показанном на фиг.2 варианте материал, из которого выполнены металлические слои 9, например фольга, имеет толщину 10, которая составляет менее 0,04 мм. На этом чертеже обозначена также толщина 8 волокнистого слоя 7, которая предпочтительно составляет от 0,01 до 1 мм.
Показанный на фиг.2 металлический слой 9 снабжен направляющими поверхностями 41 для потока. Такие направляющие поверхности образованы прежде всего микропрофильными структурами. В рассматриваемом варианте подобные микропрофильные структуры, соответственно направляющие поверхности 41 выполняют две функции. С одной стороны, они изменяют направление движущегося вдоль них потока ОГ, соответственно завихряют его, что обеспечивает отклонение частичных потоков газа в сторону соседней пористой стенки, прежде всего в сторону предлагаемого в изобретении слоистого фильтрующего элемента, соответственно их проникновение сквозь нее. С другой стороны, подобные микропрофильные структуры, как очевидно, оказывают также зажимное или защемляющее действие на расположенный внутри волокнистый слой 7. Благодаря этому повышается устойчивость слоистого фильтрующего элемента 1. Помимо этого наличие таких микропрофильных структур позволяет увеличить пористость металлического слоя 9, поскольку создаваемые ими, дополнительно прикладываемые к волокнистому слою 7 зажимные усилия уже достаточно надежно предотвращают возможное его "разлохмачивание" или расплетание. Выполненный в показанном на фиг.2 варианте в виде многослойной структуры 11 слоистый фильтрующий элемент 1 имеет два различающихся между собой размера 4, 4' по толщине, при этом его размер 4 по толщине в зоне краевого участка 3 значительно меньше размера 4' по толщине в зоне фильтрующего участка 2. На чертеже показан особый вариант выполнения фильтрующего элемента, у которого волокнистый слой 7 не доходит до краевых участков 3.
На фиг.3 показана схема системы 36 выпуска ОГ, которой оснащен ДВС 13. Подобным ДВС 13 предпочтительно является дизельный двигатель. Система 36 выпуска ОГ имеет следующие, расположенные последовательно в направлении 35 потока ОГ компоненты:
- расположенный первым по ходу потока катализатор 31 окисления,
- предлагаемый в изобретении фильтр 12,
- турбонагнетатель 32 и
- еще один каталитический преобразователь или нейтрализатор 34.
Каждый из отдельных компонентов системы выпуска ОГ может размещаться в отдельном корпусе либо несколько таких компонентов могут совместно размещаться в одном общем корпусе, и все они соединены между собой выпускным трубопроводом 33. Как уже упоминалось в начале описания, фильтр 12 наиболее предпочтительно располагать максимально близко к ДВС 13. При этом фильтр наиболее предпочтительно располагать на расстоянии 37 от ДВС 13, составляющем менее 0,7 м, прежде всего даже менее 30 см. При таком расположении отдельных компонентов системы выпуска ОГ сначала катализатор 31 окисления обеспечивает образование достаточного количества диоксида азота, который в непосредственно установленном за катализатором окисления фильтре 12 обеспечивает (непрерывную) регенерацию скопившихся в нем частиц сажи. Последующий каталитический преобразователь 34 может быть выполнен, например, и в виде комбинированного каталитического нейтрализатора, который имеет отдельные участки с различной теплоемкостью. При этом подобный комбинированный каталитический преобразователь должен иметь такую компоновку, чтобы его теплоемкость повышалась в направлении потока ОГ.
На фиг.4 в аксонометрической проекции схематично показан предлагаемый в изобретении фильтр 12, выполненный по другому варианту. В этом варианте фильтр 12 имеет листы фольги 15, между которыми расположено по предлагаемому в изобретении слоистому фильтрующему элементу 1. В показанном на чертеже варианте слоистый фильтрующий элемент 1 состоит из двух металлических слоев 2 и расположенного между ними волокнистого слоя 7, при этом неразъемное соединение, которым оба металлических слоя соединены между собой на их краевых участках, лежит вне плоскости показанного на чертеже сечения и поэтому не изображено на нем. На этом чертеже показан только фрагмент фильтрующего участка 2 слоистого фильтрующего элемента 1 без его краевых участков, и поэтому на чертеже соответственно обозначен лишь его размер 4' по толщине.
Листы фольги 15 имеют постоянную толщину 22, и в данном случае им придана рельефная или профильная структура, тогда как слоистый фильтрующий элемент 1 имеет в основном ровную поверхность. За счет придания листам фольги 15 такой профильной структуры образуются проточные каналы 14, через которые в направлении 35 может проходить поток ОГ. В этом случае образованные листами фольги 15 каналы 14 согласованы с характеристиками набегающего потока ОГ за счет придания различным листам фольги различной по высоте 30 профильной структуры. В этом варианте осуществления изобретения фильтр, фрагмент которого показан на чертеже, по своему исполнению в основном соответствует открытому фильтру. Подобное свойство определяется величиной свободной проходимости потока, которая составляет по меньшей мере 20%. Свободная проходимость потока в данном контексте означает, что в любом произвольном поперечном сечении по меньшей мере 20% от всей его площади приходится на площадь просматриваемого насквозь прямого участка, т.е. на площадь сквозного участка, не закрытого или не перекрытого выступающими в него встроенными элементами, такими, например, как отклоняющие поток поверхности 39 или иные аналогичные элементы. Иными словами, сказанное означает, что сквозь каналы подобного фильтра твердых частиц можно, если смотреть со стороны одного его торца, по меньшей мере частично увидеть расположенное со стороны противоположного его торца пространство при условии, что все встроенные элементы занимают примерно одинаковое положение, т.е. расположены один позади другого на одной линии. Подобная конструкция, как правило, типична для сотовых элементов, состоящих из слоев по меньшей мере частично структурированных или профилированных металлических листов. Вместе с тем, однако, в случае не расположенных на одной линии встроенных элементов свободная проходимость потока не обязательно должна означать, что такой сотовый элемент фактически частично просматривается насквозь. Листы фольги 15 снабжены сквозными отверстиями 38 и отклоняющими поверхностями 39, обеспечивающими отклонение потока ОГ в сторону слоистого фильтрующего элемента 1. При этом в потоке ОГ возникают перепады давления, под действием которых образующиеся частичные потоки газа проникают сквозь слоистый фильтрующий элемент 1, что сопровождается задерживанием, соответственно накоплением частиц сажи или иных присутствующих в ОГ компонентов в волокнистом слое 7.
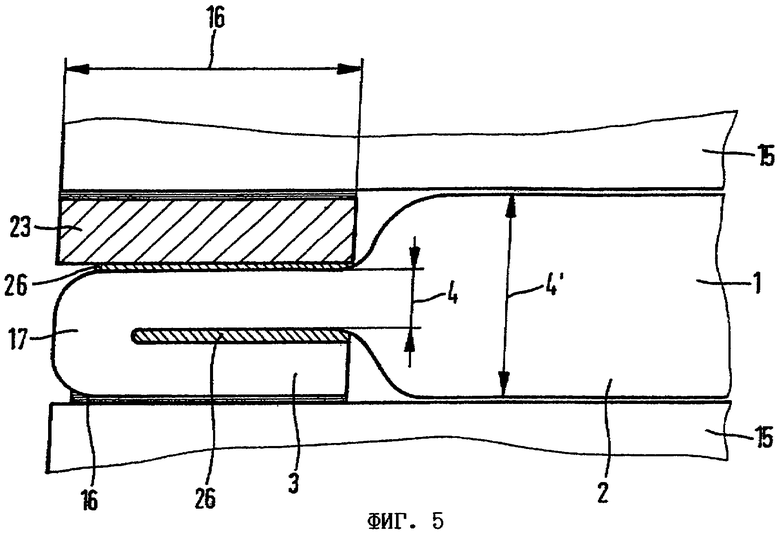
На фиг.5 в увеличенном масштабе схематично показан фрагмент выполненного по другому варианту фильтра 12 с предлагаемым в изобретении слоистым фильтрующим элементом 1, расположенным между двумя листами фольги 15. В этом варианте фильтрующий элемент 1 также имеет два различающихся между собой размера 4, 4' по толщине, при этом его размер 4 по толщине в зоне краевого участка 3 значительно меньше размера 4' по толщине в зоне фильтрующего участка 2. Листы фольги 15 на соединительном участке 16 соединены, прежде всего пайкой (припоем 26), со слоистым фильтрующим элементом 1 либо непосредственно, либо через компенсирующий слой 23, который в данном случае дополнительно размещен на краевом участке 3, соответственно на соединительном участке 16. При этом с торцовой стороны листы фольги 15, компенсирующий слой 23 и слоистый фильтрующий элемент 1 оканчиваются заподлицо. Показанный на чертеже тонкий краевой участок 3 слоистого фильтрующего элемента 1 выполнен в основном вдвое длиннее соединительного участка 16 и имеет образованный пластической деформацией участок 17, на котором этот краевой участок 3 согнут пополам и в результате по меньшей мере частично внахлестку накладывается на самого себя. Тем самым накладывающиеся друг на друга отдельные части краевого участка 3 прилегают одна к другой и даже могут быть соединены между собой пайкой.
С учетом того факта, что в рассматриваемом варианте размер 4 по толщине слоистого фильтрующего элемента на его краевом участке составляет примерно 1/3 от его размера 4' по толщине на фильтрующем участке, сгибание краевого участка 3 пополам, соответственно его фальцовка позволяет вдвое увеличить его толщину, и за счет этого слоистый фильтрующий элемент 1 можно по меньшей мере с одной стороны непосредственно соединить со смежным с ним листом фольги 15. Поскольку толщина краевого участка 3 в результате его сгибания пополам составляет уже 2/3 от размера 4' по толщине слоистого фильтрующего элемента на его фильтрующем участке, остальную треть этого размера по толщине занимает дополнительный компенсирующий слой 23, через который слоистый фильтрующий элемент 1 опосредованно соединяется с расположенным по другую сторону листом фольги 15. Альтернативно этому варианту краевой участок 3 (недеформированный) можно также с обеих его сторон опосредованно соединять со смежными листами фольги 15 через компенсирующий слой 23, который в этом случае предпочтительно сгибать пополам с образованием пластически деформированного участка, загнутого вокруг краевого участка 3 и охватывающего его с торцового конца, и который тем самым будет одновременно заполнять оба промежутка между краевым участком 3 и смежными с ним листами фольги 15.
На фиг.6 в аксонометрической проекции схематично показан выполненный по одному из вариантов лист фольги 15, предназначенный для компенсации различий в размерах 4, 4' по толщине слоистого фильтрующего элемента 1 (не показан). Такой профилированный лист фольги 15, который уже рассмотренным выше образом располагают рядом со слоистым фильтрующим элементом 1, служит для компенсации различий в его размерах по толщине. С этой целью листу фольги 15 в зоне 18 придана профильная структура большей высоты 21 по сравнению с высотой профильной структурой в остальной его зоне 19, при этом в различных зонах 18, 19 лист фольги 15 предпочтительно имеет постоянную толщину 22 (не показана). В соответствии с этим зона 18 с большей высотой 21 профильной структуры занимает больший объем, что обеспечивает прилегание листа фольги 15 в зоне 18 к слоистому фильтрующему элементу 1 на его краевом участке 3. В случае показанного, например, на фиг.5 слоистого фильтрующего элемента 1 высота 21 профильной структуры в зоне 18 листа фольги предпочтительно должна превышать высоту 21' его профильной структуры на величину, которая в основном соответствует разности между размерами 4' и 4 по толщине слоистого фильтрующего элемента на его различных участках. Достигаемое при этом преимущество состоит в возможности отказаться от применения дополнительных компенсирующих слоев.
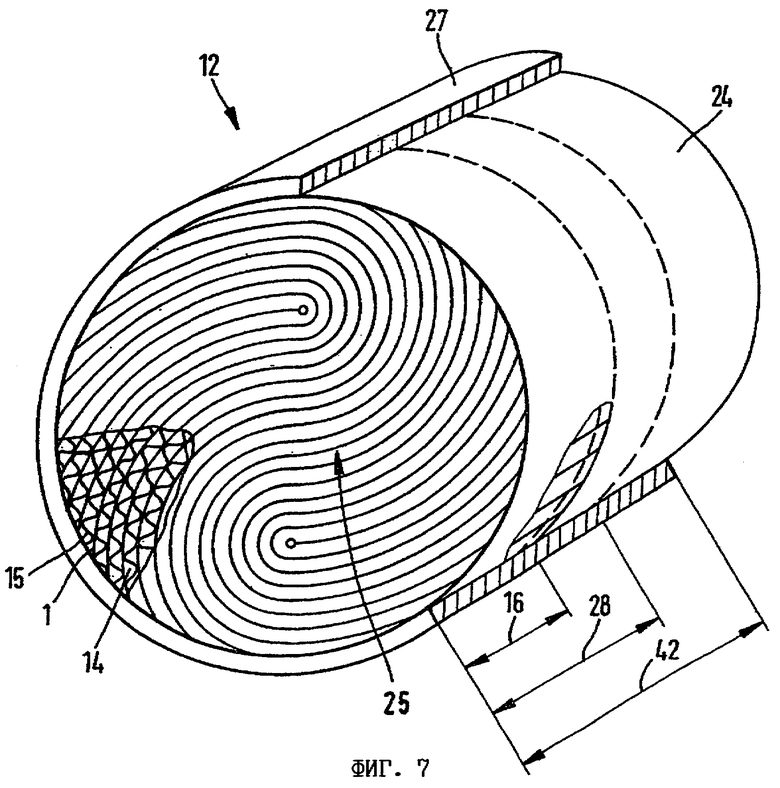
На фиг.7 в аксонометрической проекции схематично показан выполненный по одному из вариантов фильтр 12 в виде сотового элемента 24, заключенного в кожух 27. Сотовый элемент 24 образован множеством попеременно чередующихся слоев слоистых фильтрующих элементов 1 и профилированных листов фольги 15, которые сначала были набраны в пакет, а затем совместно свернуты в рулон с образованием сотового элемента 24 в основном цилиндрической формы. В другом варианте сотовый элемент можно также изготавливать конической, прямоугольной или овальной формы, причем и в этих случаях можно использовать лишь по одному листу фольги 15 и слоистому фильтрующему элементу 1, которые прежде всего совместно свернуты в рулон, в поперечном сечении которого слои проходят по спирали. Профилированные листы фольги 15 и слоистые фильтрующие элементы 1 образуют стенки проточных для ОГ каналов 14, проходящих от одного торца 25 сотового элемента до противоположного его торца 25. При этом такие каналы 14 могут по меньшей мере частично просматриваться насквозь. Подобная возможность обеспечивается при указанной выше свободной проходимости потока, равной по меньшей мере 20%.
Профилированные листы фольги 15 и слоистые фильтрующие элементы 1 на соединительном участке 16 неразъемно соединены между собой, прежде всего пайкой (предпочтительно вакуумной пайкой тугоплавким припоем). В дополнение к этому сотовый элемент 24 соединен с кожухом 27 по меньшей мере на одном соединительном участке 28, причем и в этом случае их предпочтительно (одновременно) неразъемно соединять между собой тем же методом, которым листы фольги 15 соединяются со слоистыми фильтрующими элементами 1. Сотовый элемент соединяется с кожухом, равно как и листы фольги соединяются с слоистыми фильтрующими элементами не по всей длине 42 сотового элемента, что даже при воздействии термической нагрузки позволяет скомпенсировать различия в величине теплового расширения компонентов, обусловленные различиями в их температурных коэффициентах расширения. Благодаря этому удается избежать возникновения в сотовом элементе 24, соответственно в соединении между сотовым элементом 24 и кожухом 27 механических напряжений, которые могли бы привести к преждевременной потере фильтром его структурной или конструктивной целостности.
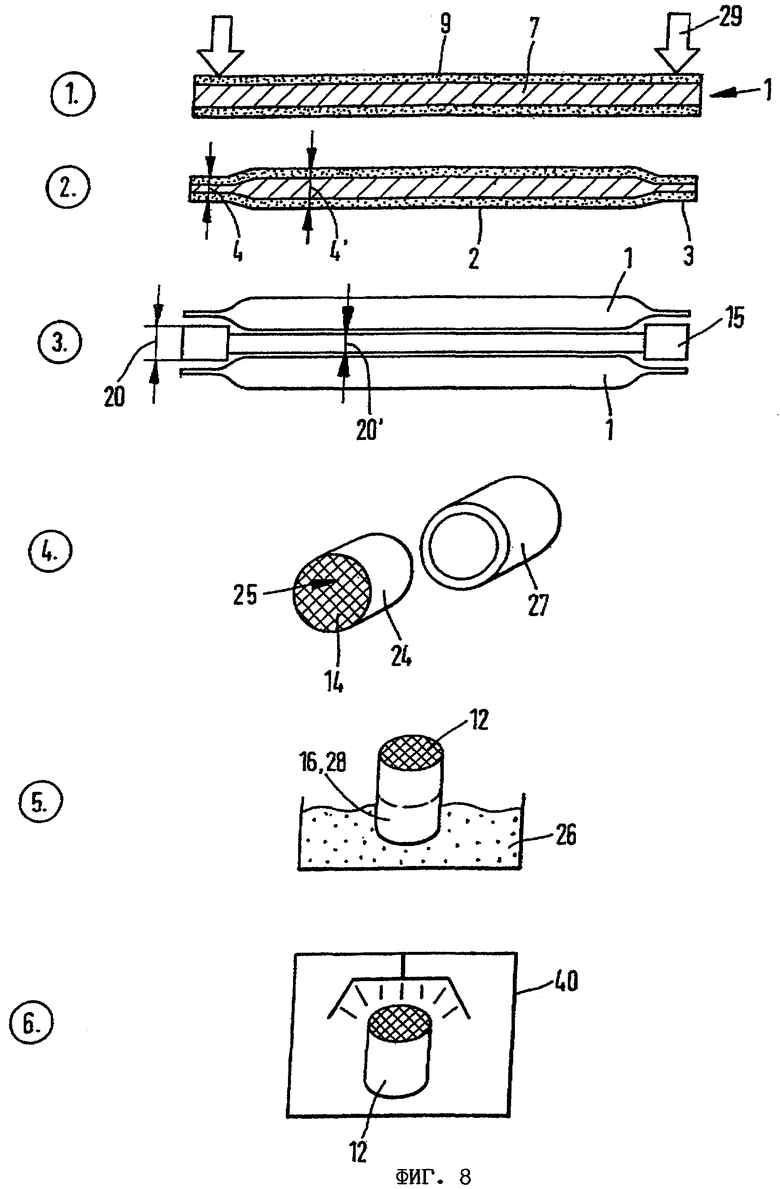
На фиг.8 схематично проиллюстрирована последовательность стадий изготовления фильтра 12 предлагаемым в изобретении способом. Этот способ включает следующие стадии:
а) Изготовление по меньшей мере одного теплостойкого слоистого фильтрующего элемента 1
Для изготовления слоистого фильтрующего элемента 1 сначала на стадии 1 на центральный волокнистый слой 7 сверху и снизу накладывают два металлических слоя 9, которые ограничивают волокнистый слой 7 снаружи и тем самым образуют своего рода защитную оболочку (с получением в результате сэндвич-структуры). Для изготовления слоистого фильтрующего элемента 1 предпочтительно при этом использовать исходные материалы, имеющие вид полос, лент, полотен или тонких листов (из металлических листов, ткани и т.д.) и нарезаемые на заготовки требуемых размеров.
б) Формирование по меньшей мере у одного слоистого фильтрующего элемента 1 по меньшей мере одного краевого участка 3 с уменьшенным размером 4 по толщине
Для формирования двух, расположенных с противоположных сторон слоистого фильтрующего элемента краевых участков 3 с уменьшенным размером 4 по толщине к слоистому фильтрующему элементу 1 на его краевых участках 3 прикладывают усилие 29 прессования (направление и места приложения которого обозначены соответствующими стрелками на изображении, относящемся к стадии 1). При этом происходит значительное сжатие по меньшей мере волокнистого слоя, в результате чего практически исключается возможность проникновения припоя в эти краевые участки 3 (стадия 2). Для подобного обжатия слоистого фильтрующего элемента на его краевых участках могут использоваться самые разнообразные технологические методы, в качестве примера которых в данном случае можно назвать обжатие (прессование) с помощью валка или ролика.
в) Снабжение по меньшей мере одного слоистого фильтрующего элемента 1 средствами для компенсации различий в его размерах 4, 4' по толщине
Для компенсации различий в размерах по толщине на различных участках слоистого фильтрующего элемента могут использоваться в основном два подробно рассмотренных выше принципиальных подхода или также их комбинация. В показанном на стадии 3 варианте компенсация различий в размерах 4, 4' по толщине на различных участках по меньшей мере одного слоистого фильтрующего элемента 1 обеспечивается исключительно за счет использования дополнительных слоев, расположенных между слоистыми фильтрующими элементами 1. В соответствии с этим лист фольги 15 имеет несколько торцовых зон, в которых высота 20 профильной структуры больше высоты 20' профильной структуры в центральной, соответственно в остальной расположенной между ними зоне. В соответствии с этим соседние слои по всей их длине прилегают друг к другу, благодаря чему исключается подвижность отдельных слоев друг относительно друга и после выполнения неразъемных соединений (например, дрожание или колебание краевых участков слоистых фильтрующих элементов 1).
г) Набор в пакет и/или свертывание в рулон по меньшей мере одного слоистого фильтрующего элемента 1 и по меньшей мере одного профилированного листа фольги 15 с образованием сотового элемента 24 с проточными для ОГ каналами 14
Из листов фольги 15 и слоистых фильтрующих элементов 1 набирают показанный на стадии 3 пакет, который затем сворачивают в рулон с получением цилиндрического сотового элемента 24. При этом краевые участки слоистых фильтрующих элементов следует по меньшей мере частично располагать в поперечной им плоскости, параллельной торцу 25 сотового элемента 24, а предпочтительно все краевые участки располагать в плоскости по меньшей мере одного торца 25 сотового элемента. При свертывании в рулон листов фольги 15 благодаря приданной им профильной структуре образуются проточные каналы 14, через которые может проходить поток ОГ и которые обеспечивают свободную проходимость потока, равную по меньшей мере 20%. Сворачивать в рулон листы фольги и слоистые фильтрующие элементы можно любыми известными методами, которые широко используются и уже хорошо зарекомендовали себя при изготовлении металлических сотовых структур, используемых в качестве носителей каталитических нейтрализаторов. Готовый сотовый элемент 24 затем помещают в кожух 27 (стадия 4), после чего на сотовый элемент 24 и кожух 27 можно нанести адгезив и/или припой 26.
д) Нанесение припоя 26 по меньшей мере на один соединительный участок 16 по меньшей мере одного слоистого фильтрующего элемента 1, выполненного по меньшей мере из одного листа фольги 15
На этой стадии также можно использовать известную технологию нанесения припоя на металлические сотовые структуры, которые используются, например, в качестве носителей каталитических нейтрализаторов в системах выпуска ОГ автомобилей. В данном случае наряду с применением припоя в виде твердых полосок или ином аналогичном виде предпочтительно также использовать порошковый припой различных типов. При этом сначала на участки контакта соединяемых между собой слоев наносят адгезив, после чего подготовленный таким образом фильтр 12 вводят в контакт с порошковым припоем 26, который прилипает к адгезиву и остается на покрытых им участках (стадия 5).
е) Нагрев сотового элемента 24 для образования паяных соединений по меньшей мере на одном соединительном участке 16
Для выполнения коррозионно- и термостойких соединений слоев между собой (на соединительном участке 16) и слоев с кожухом 27 (соединительный участок 28) наиболее целесообразно использовать, как было установлено, метод вакуумной пайки тугоплавким припоем. С этой целью помещенный в печь 40 фильтр 12 нагревают в ней в вакууме до температуры, достигающей 1200°С, и затем вновь охлаждают. Процесс нагрева и охлаждения фильтра обычно происходит в заданном режиме, предполагающем ступенчатое изменение температуры с одного значения до другого и выдержку при каждой температуре в течение определенного периода времени.
Изготовленный описанным выше способом фильтр 12 удовлетворяет исключительно высоким требованиям касательно стойкости к термическим и динамическим нагрузкам, которые характерны, например, для систем выпуска ОГ дизельных двигателей, используемых в настоящее время в автомобилестроении. Сказанное относится главным образом к размещению фильтра вблизи двигателя, где возможна непрерывная регенерация фильтра. Благодаря такому размещению открытого фильтра максимально близко к двигателю реагенты, необходимые для химического превращения частиц сажи, а также сами частицы сажи остаются в фильтре на протяжении более длительного промежутка времени, что повышает вероятность присутствия в заданный момент всех необходимых для химического превращения частиц сажи реагентов и наличия необходимых для этого окружающих условий. Сказанное подтверждено результатами испытаний, установленная в ходе которых эффективность фильтра составила более 50%. С учетом этого большинство находящихся в настоящее время в эксплуатации легковых автомобилей будут способны и в будущем удовлетворять самым строгим требованиям, установленным директивами, соответственно законодательными нормами на токсичность ОГ. В этом отношении такой фильтр наиболее пригоден для дооснащения им уже эксплуатируемых автомобилей.



Изобретение относится к фильтрующим материалам, используемым в системах нейтрализации и очистки отработавших газов, образующихся при работе автомобильных двигателей внутреннего сгорания, работающих в условиях особо высоких термических и динамических нагрузок. Теплостойкий слоистый фильтрующий элемент состоит из по меньшей мере частично проточного для текучей среды многослойного материала из волокон и имеет по меньшей мере один фильтрующий участок и по меньшей мере один краевой участок. Размер по толщине на его по меньшей мере одном краевом участке отличен от размера по толщине на его по меньшей мере одном фильтрующем участке, а именно меньше указанного последним размера. Краевой участок содержит сжатый или уплотненный волокнистый нетканый материал. В изобретении предлагаются также соответствующий фильтр и способ его изготовления. Технический результат: обеспечение высокой эффективности очистки. 3 н. и 18 з.п. ф-лы, 8 ил.
| Фреза для очистки осмола | 1979 |
|
SU821145A1 |
| ФИЛЬТР ДЛЯ ОЧИСТКИ ГАЗОВ ОТ ТУМАНА | 1971 |
|
SU434966A1 |
| SU 701667 А, 05.12.1979 | |||
| ФИЛЬТРУЮЩИЙ БЛОК, ФИЛЬТРУЮЩИЙ МОДУЛЬ И ФИЛЬТР ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1992 |
|
RU2072250C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 1994 |
|
RU2070429C1 |

