Изобретение относится к оснастке для сборки и постановки прихваток под монтажную сварку технологических трубопроводов и арматуры химической промышленности.
Известен наружный центратор, содержащий соединенные между собой гибким элементом выравнивающие колодки с регулировочными винтами и фиксирующее устройство, при этом выравнивающие колодки дополнительно соединены с гибким элементом для предотвращения их перекоса относительно наружной поверхности трубы. В качестве гибкого элемента используют цепь [патент РФ №215964, кл В 23 К 37/053, опубл. 2000.08.10].
Недостатком этого центратора является сложность эксплуатации, т.к. гибкие элементы (цепи) нужно выравнивать и возможно истирание между звеньями цепи за счет его износа.
Наиболее близким к заявляемому является устройство для центрирования труб при стыковке под сварку, содержащее направляющую, установленные на ней зажимы с прижимными элементами и рукоятками с винтовой частью, один из зажимов установлен с возможностью перемещения по направляющей, при этом и второй зажим установлен с возможностью перемещения по направляющей, при этом направляющая выполнена с канавкой по продольной оси для центрирования труб и упором для ограничения перемещения труб и с упором для перемещения зажимов, прижимной элемент каждого зажима выполнен съемным в виде скобы с центральной прорезью и заплечиками, на винтовой части рукоятки смонтирована квадратная гайка с возможностью взаимодействия с заплечиками зажима, рукоятка установлена в направляющей с возможностью свободного вращения, упор размещен в центрирующей канавке [патент РФ 2053086, кл. В 23 К 37/04, опубл. 1996.01.27].
Недостатком устройства является то, что невозможно центрирование заменяемого дефектного участка трубы, а также сложность обеспечения соосности, точности центрирования, особенно разнотолщинных труб. Недостатком является также то, что прижимной элемент находится на небольшом расстоянии от концов труб, при этом даже небольшое различие в наружных диаметрах стыкуемых труб, при этом даже небольшое различие в наружных диаметрах стыкуемых труб препятствует точному центрированию, т.к. прижимные элементы не могут обеспечить равномерное прижатие стыкуемых труб.
Технический результат - обеспечение точного центрирования труб при стыковке труб под сварку за счет того, что центрирование осуществляют по единой их оси.
Указанный технический результат достигается тем, что устройство для центрирования труб при стыковке под сварку, содержащее направляющую, выполненную с прорезью вдоль продольной оси, зажимы с прижимными элементами, установленные с возможностью перемещения вдоль направляющей, и упоры для ограничения перемещения зажимов, при этом устройство дополнительно содержит опоры, прижимные пяты, фиксаторы и пружины возврата зажимов с прижимными элементами в исходную позицию. кроме того, направляющая выполнена в виде трубы, в стенке которой выполнены продольно-щелевидные канавки, расположенные по окружности через 120°, упоры установлены с возможностью перемещения вдоль направляющей трубы и выполнены в виде двух крайних и двух срединных съемных колец, выполненных из пластин с загнутыми краями, зажимы с прижимными элементами выполнены в виде Г-образных плоских прижимных рычагов, установленных в продольно-щелевидных канавках и расположенных вдоль направляющей трубы, опоры приварены с внутренней стороны к стенке направляющей трубы, пружины для возврата зажимов с прижимными элементами в исходную позицию установлены в канавках, фиксаторы размещены на каждом из съемных колец, а прижимные пяты выполнены в виде желобов, причем одни концы Г-образных плоских прижимных рычагов закреплены в опорах, а другие, выступающие над канавками, закреплены с возможностью перемещения к прижимным пятам.
Предлагаемое изобретение изображено на чертеже.
Устройство для центрирования труб при стыковке под сварку содержит направляющую, выполненную с прорезью вдоль продольной оси, зажимы с прижимными элементами, установленные с возможностью зажимы с прижимными элементами, установленные с возможностью перемещения вдоль направляющей, и упоры для ограничения перемещения зажимов, опоры, прижимные пяты, фиксаторы и пружины возврата зажимов с прижимными элементами в исходную позицию, при этом направляющая выполнена в виде трубы 1, в стенке которой выполнены продольно-щелевидные канавки 2, расположенные по окружности через 120°, упоры 3 установлены с возможностью перемещения вдоль направляющей трубы 1 и выполнены в виде двух крайних 3 и 4 и двух срединных 5 и 6 съемных колец, выполненных из пластин с загнутыми краями, зажимы с прижимными элементами выполнены в виде Г-образных плоских прижимных рычагов 7, установленных в продольно-щелевидных канавках 2 и расположенных вдоль направляющей трубы 1, опоры 8 приварены с внутренней стороны к стенке направляющей трубы 1, пружины 9 для возврата зажимов с прижимными элементами в исходную позицию установлены в канавках 2, фиксаторы 10 размещены на каждом из съемных колец 3, 4 и 5, 6, а прижимные пяты 11 выполнены в виде желобов, причем одни концы Г-образных плоских прижимных рычагов 7 закреплены в опорах 8, а другие, выступающие над канавками 2, закреплены с возможностью перемещения к прижимным пятам 11.
Устройство работает следующим образом.
В зону демонтированного дефектного участка трубы устанавливают устройство для центрирования труб, направляющая труба 1 которого захватывает концы центрируемых труб 12, подлежащие стыковке. Затем его разворачивают на 180° прорезью вперед, удобной для выполнения работ. При одновременном перемещении крайних съемных колец 3 и 4 к центру опускаются прижимные рычаги 7, которые прижимной пятой 11 прижимаются к поверхности центрируемых труб 12 и тем самым приводят их к соосности, после чего данное положение фиксируется фиксаторами 10. Затем вставляется новый участок трубы (катушка 13) с заранее подготовленными под сварку торцами, выверяется зазор и за счет одновременного раздвижения серединных съемных колец 5 и 6 опускаются прижимные рычаги 7, которые прижимной пятой 11 прижимаются к поверхности катушки 13, тем самым обеспечивая центрирование стыкуемых труб 12. Затем сваркой осуществляется прихватка стыкуемых труб 12 и катушки 13 в нескольких местах, фиксаторы 10 ослабляются, пружины 9 отжимают прижимные рычаги 7 с прижимной пятой 11. Устройство для центрирования поворачивается на 180° и извлекается. После этого осуществляется окончательная сварка отцентрованных труб.
Устройство применимо в промышленности, т.к. центрирование осуществляется использованием известных конструктивных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 1991 |
|
RU2053086C1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Приспособление для сборки труб | 1990 |
|
SU1773652A1 |
| Устройство для центрирования самонапряженных труб большого диаметра | 1987 |
|
SU1508038A1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ИЗДЕЛИЕМ В ПРОЦЕССЕ СВАРКИ | 1990 |
|
SU1743112A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Машина для соединения рельсов встык | 1982 |
|
SU1079674A1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ ГИБКИХ ЭЛАСТИЧНЫХ ТРУБОПРОВОДОВ | 2010 |
|
RU2516730C2 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
Изобретение относится к оснастке для центрирования труб при стыковке под сварку. Устройство содержит направляющую, выполненную с прорезью вдоль продольной оси, зажимы с прижимными элементами, установленные с возможностью перемещения вдоль направляющей, упоры для ограничения перемещения зажимов, опоры, прижимные пяты, фиксаторы и пружины возврата зажимов с прижимными элементами в исходную позицию. Направляющая выполнена в виде трубы, в стенке которой выполнены продольно-щелевидные канавки, расположенные по окружности через 120°. Упоры установлены с возможностью перемещения вдоль направляющей трубы и выполнены в виде двух крайних и двух срединных съемных колец, выполненных из пластин с загнутыми краями. Зажимы с прижимными элементами выполнены в виде Г-образных плоских прижимных рычагов, установленных в продольно-щелевидных канавках и расположенных вдоль направляющей трубы. Опоры приварены с внутренней стороны к стенке направляющей трубы. Пружины для возврата зажимов с прижимными элементами в исходную позицию установлены в канавках. Фиксаторы размещены на каждом из съемных колец, а прижимные пяты выполнены в виде желобов. Одни концы Г-образных плоских прижимных рычагов закреплены в опорах, а другие, выступающие над канавками, закреплены с возможностью перемещения к прижимным пятам. Это позволит обеспечить точное центрирование труб при стыковке под сварку. 1 ил.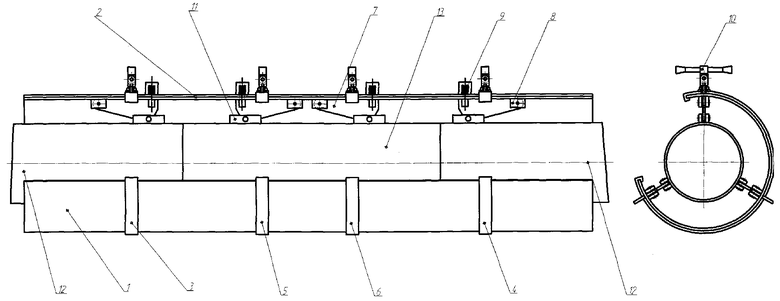
Устройство для центрирования труб при стыковке под сварку, содержащее направляющую, выполненную с прорезью вдоль продольной оси, зажимы с прижимными элементами, установленные с возможностью перемещения вдоль направляющей, и упоры для ограничения перемещения зажимов, отличающееся тем, что оно дополнительно содержит опоры, прижимные пяты, фиксаторы и пружины возврата зажимов с прижимными элементами в исходную позицию, при этом направляющая выполнена в виде трубы, в стенке которой выполнены продольно-щелевидные канавки, расположенные по окружности через 120°, упоры установлены с возможностью перемещения вдоль направляющей трубы и выполнены в виде двух крайних и двух срединных съемных колец, выполненных из пластин с загнутыми краями, зажимы с прижимными элементами выполнены в виде Г-образных плоских прижимных рычагов, установленных в продольно-щелевидных канавках и расположенных вдоль направляющей трубы, опоры приварены с внутренней стороны к стенке направляющей трубы, пружины для возврата зажимов с прижимными элементами в исходную позицию установлены в канавках, фиксаторы размещены на каждом из съемных колец, а прижимные пяты выполнены в виде желобов, причем одни концы Г-образных плоских прижимных рычагов закреплены в опорах, а другие, выступающие над канавками, закреплены с возможностью перемещения к прижимным пятам.
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 1991 |
|
RU2053086C1 |
| Зажимное устройство | 1984 |
|
SU1143559A1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| JP 2002339509 А, 27.11.2002 | |||
| JP 9099394 А, 15.04.1997 | |||
| GB 1428118 А, 17.03.1976. | |||

