Изобретение относится к электродам для использования в аккумуляторе, обычно в биполярной свинцовой аккумуляторной батарее.
Известно изготовление биполярных пластинчатых электродов для этой цели из свинца и свинцовых сплавов. В идеальном случае электроды являются очень тонкими для снижения размера и массы аккумулятора, но тонкие листы металла из свинца и свинцовых сплавов трудно герметизируются около концов. Надежная герметизация требуется в биполярных аккумуляторах для предотвращения образования путей прохождения электролита с одной стороны биполярной пластины на другую, что будет вызывать саморазряд аккумулятора. Пластинчатые электроды не являются полностью стойкими к гальванической коррозии, что обычно приводит к сквозной пористости в виде микроотверстий (и электроды являются тяжелыми при изготовлении с большей толщиной для решения указанной проблемы). Предложения по снижению эффективной массы свинца включают использование пористых керамик со свинцом, инфильтрованным в поры (причем керамики должны быть довольно толстого сечения, чтобы быть механически прочными, и являются поэтому еще более тяжелыми); и использование стеклянных волокон и чешуек, покрытых свинцом, свинцовым сплавом или легированных оксидом олова или оксидами свинца в качестве проводящих частиц в термопластичной полимерной матрице, но такие электроды являются сложными и дорогостоящими в получении. Были испытаны материалы на основе углерода, но большинство форм является восприимчивым к электрохимическому окислению.
Пластины, выполненные исключительно из субоксидов титана фаз Магнели (общей формулы TinO2n-1, где n представляет собой целое число, равное 4 или более), удовлетворяют многим из вышеуказанных критериев. Однако они являются дорогостоящими в получении, хрупкими и с трудом обеспечивают необходимые характеристики поверхности, например принимать и удерживать покрытие из аккумуляторной пасты.
Данное изобретение основано на реализации того, что, если не все, то большая часть указанных недостатков может быть преодолена в том случае, если пластины могут быть выполнены из материала субоксида титана фазы Магнели в форме частиц, диспергированных в подходящей полимерной матрице.
Согласно изобретению в одном его аспекте предусматривается электрод, содержащий формованное, по существу свободное от пор тело из отвержденной смолы, причем тело имеет электрические пути, определенные контактирующими частицами субоксида титана формулы TinO2n-1, где n равно 4 или более.
Дисперсный субоксид титана предпочтительно выбран для обеспечения высокого уровня проводимости; Ti4O7 и Ti5O9 являются предпочтительными. Некоторые субоксиды имеют низкую удельную проводимость и плохую коррозионную стойкость и поэтому их использования предпочтительным образом избегают; примером является Ti3O5. Несмотря на то, что частицы могут быть предусмотрены в виде смеси фаз Магнели, важно, чтобы присутствие низших оксидов, таких как TiO, Ti2O3, Ti3O5, было минимизировано и, предпочтительно, полностью исключено.
Предпочтительным признаком изобретения является то, что распределение частиц по размеру выбрано так, что частицы тесно контактируют друг с другом с созданием электрических путей и обеспечением проводимости. Предпочтительно, распределение частиц по размеру является относительно узким, т.к. это дает хорошую электрическую связность. Предпочтительно, частицы имеют распределение частиц по размеру со стандартным отклонением менее примерно 50% от среднего размера частиц. Также могут быть использованы многомодальные смеси, но необходимо обратить внимание на то, чтобы совокупности мелких частиц не снизили электрическую связность совокупностей более крупных частиц.
Авторами установлено, что для изготовления электродов специальной толщины требуются специальные размеры частиц и распределения частиц по размеру, но при этом средний размер частиц (по объему) около 100-150 мкм является подходящим для электрода толщиной от 1 до 2 мм. Для получения более тонких электродов, которые могут быть предпочтительными, требуются более мелкие частицы, чтобы пластина была свободна от пор. Однако, если средний размер частиц является небольшим, более трудно получить подходящее узкое распределение частиц по размеру с получением хорошей проводимости.
Порошок получают способами, описанными в US-A-5173215. Условия получения регулируют таким образом, чтобы обеспечить получение порошка, имеющего высокую долю Ti4О7 и Ti5O9 кристаллографии (с получением высокой проводимости) и фактически не содержащего материала Ti3O5, не относящегося к фазам Магнели (что вызывает плохую коррозионную стойкость и низкую проводимость). В частности, выбирают предшественник из порошка TiO2 и обрабатывают с получением порошка субоксида фазы Магнели с распределением частиц по размеру, требуемым для хорошей проводимости.
Полимерная смола может быть выбрана из широкого ряда материалов. Предпочтительными являются термоотверждающиеся (термореактивной) смолы. Одной подходящей смолой для получения коррозионно-стойкой пластины является неотвержденная эпоксидная смола, такая как Araldite® PY307-1 в сочетании с отвердителем HY3203®, причем оба материала поставляются фирмой Vantico Ltd. Было установлено, что она является особенно стойкой к анодной коррозии и дает пластину, свободную от пор, хотя другие полимерные системы также дают удовлетворительные продукты. Термоотверждающиеся смолы являются особенно подходящими для получения пластин с хорошей проводимостью, так как они обрабатываются в горячем прессе, который также спрессовывает частицы вместе для тесного электронного контакта, и они также усаживаются до некоторой степени при отверждении, дополнительно сталкивая частицы вместе. Другие термоотверждающиеся смолы-кандидаты включают в себя эпоксифенолы, новолачные смолы, эпоксидные смолы на основе бисфенола А, эпоксидные смолы на основе бисфенола F; сложные полиэфиры (насыщенные, ненасыщенные, изофталевые, ортофталевые, неопентилгликольмодифицированные, модифицированный сложный виниловый эфир, сложный виниловый эфир уретана и т.п). Было установлено, что некоторые сорта указанных полимеров показывают относительно избыточную степень усадки при отверждении в сочетании с относительно плохой адгезией к частицам, что обеспечивает появление соединительных пустот вокруг поверхности частиц, что делает их неподходящими для получения по существу свободных от пор пластин. Однако в состав указанных смол коммерческих сортов могут быть включены снижающие усадку и другие добавки при условии, что они не имеют ухудшающего влияния на химическую стойкость смолы в кислотном электролите. Показано, что некоторые полимеры являются нестойкими в поляризованном присутствии кислотного электролита. Некоторые коммерческие смолы имеют смазку для облегчения извлечения из форм, предварительно смешанную со смесью, и этого необходимо избегать в данной заявке, т.к. они могут ухудшающе влиять на адгезию активных материалов аккумулятора и, возможно, на коррозионную стойкость пластины, а также на поверхностные химические свойства (поверхностное натяжение и т.д.) кислотного электролита аккумулятора. Выбранной смолой является, предпочтительно, смола, которая является стойкой к кислотному электролиту, особенно в том случае, когда электрод предназначен для биполярных аккумуляторов.
USP 5017446 рассматривает введение широкого ряда проводящих наполнителей в термопластичную смолу. Авторами настоящего изобретения установлено, что высокая объемная фракция частиц, рассмотренная в USP 5017446, означает, что получаемый электрод является очень пористым и неподходящим для использования в качестве биполярного электрода, если не уделить большое внимание обеспечению такого распределения частиц по размеру, которое необходимо для придания плотности, свойственной очень плотной упаковке, такого как бимодальное или тримодальное распределение. Кроме того, матрица из 60 об. % твердых частиц в термопласте, которую указанный источник использует в качестве примера, имеет очень плохие свойства текучести даже при указанных высоких температурах расплава (370°С) и является неподходящей для формования с помощью литья под давлением, которое является предпочтительной технологией массового производства для термопластичных материалов. Для того чтобы улучшить как пористость, так и характеристики текучести расплава, необходимо значительно снизить фракцию твердых частиц в смеси до менее примерно 35 об. % Из таблицы III USP 5017446 видно, что получаемый материал имеет удельное электрическое сопротивление, которое является неподходящим для использования в биполярном свинцовом аккумуляторе, где пороговое значение подходящего удельного электрического сопротивления обычно принимается равным 1 Ом·см и ниже. В примере 6 USP 5017446 указано, что было достигнуто удельное электрическое сопротивление 9,2 Ом·см, что является неподходящим для использования в качестве биполярного электрода в свинцовом аккумуляторе. Предметом настоящего изобретения является материал, который имеет подходящее удельное электрическое сопротивление и пористость, который может быть получен без необходимости очень тщательного регулирования размера частиц и который позволяет использовать широко известный промышленный способ изготовления.
Проводимость частиц субоксида титана может быть улучшена контактом с газом, таким как гелий или водород, в течение периода, например вплоть до 24 ч, перед введением в полимерную композицию при изготовлении электрода.
Относительные пропорции смолы и порошка субоксида и распределение частиц по размеру порошка субоксида будут влиять на свойства электрода. Например, электрод имеет тенденцию иметь низкую проводимость, если:
- используется слишком высокая объемная доля смолы; и/или
- пластинчатое или другой формы тело прессуют при изготовлении со слишком малым или с неравномерным усилием; и/или
- распределение частиц по размеру приводит к низкой плотности упаковки; и/или
- средний размер частиц является слишком малым; и/или
- смола недостаточно усаживается при отверждении; и/или
- любая избыточная смола не выдавливается из формы в виде облоя либо из-за слишком быстрого отверждения смолы, либо из-за слишком высокой вязкости смолы (либо внутренней, либо из-за слишком низкой температуры формы) или из-за слишком малых зазоров формы.
Электрод будет иметь тенденцию - быть неприемлемым из-за пористости, если:
- используется слишком низкая объемная доля смолы; и/или
- распределение частиц по размеру обеспечивает низкую плотность упаковки, так что имеется большой объем пустот между частицами, который должен быть заполнен смолой, и таким образом эффективная объемная доля смолы становится низкой; и/или
- средний размер частиц является слишком большим; и/или
- смола чрезмерно усаживается при изготовлении электрода и в результате плохой адгезии к частицам образует полости рядом и вокруг частиц при отверждении; и/или
- смола отверждается слишком медленно или обладает слишком низкой вязкостью (либо внутренней, либо из-за температуры формы), или же зазоры формы являются слишком большими, так что значительные количества смолы теряются из формы.
При изготовлении тела электрода предпочтительно иметь небольшой избыток термоотверждающейся смолы. При формовании прессованием проводящие частицы спрессовывают вместе с образованием проводящих путей с низким сопротивлением. Любую избыточную смолу выдавливают из формы в виде «облоя» перед окончательным отверждением материала, которое имеет место в прессе под давлением, таким образом замыкая цепь и устанавливая электрическую связность.
Частицы субоксида титана с высоким (стержни, волокна) или низким (чешуйки) отношением размеров могут также присутствовать для увеличения связности между электропроводящими частицами субоксида в электроде. Частицы с высоким отношением размеров являются особенно предпочтительными, поскольку они обеспечивают более длинные непрерывные электрические пути, увеличивая таким образом проводимость.
Предпочтительным электродом изобретения является пластина, которая имеет следующее сочетание характеристик:
- является электронно-проводящей, т.е. имеет общую удельную электропроводность более 0,5 См/см, в частности имеет ортогональную удельную электропроводность (т.е. в направлении, перпендикулярном плоскости пластины) по меньшей мере примерно 1 См/см, которая является относительно равномерной по всей лицевой поверхности пластины;
- по существу, не имеет сквозной пористости (которая позволяет ионным частицам проходить через поры, вызывая саморазряд аккумулятора), что демонстрируется током утечки менее 1 А/м2;
- является стойкой к химическому воздействию материалов в свинцовом аккумуляторе (т.е. главным образом кислоты, а также окислителя PbO2 и восстановителя Pb-металла);
- является стойкой к гальванической коррозии (особенно при окислительном потенциале, который имеет место в процессе перезарядки положительной стороны биполярной пластины);
- обеспечивает поверхность с тесным контактом и хорошей адгезией по отношению к активным химическим реагентам в аккумуляторе (таким как PbO2, PbSO4, Pb, трехосновный сульфат свинца, четырехосновный сульфат свинца);
- является механически прочной в тонких сечениях. Хотя электрод из отвержденной смолы с порошковым наполнителем является обычно достаточно прочным, присутствие впрессованной решетки на поверхности в ином случае плоской пластины увеличивает жесткость тонкой пластины;
- не катализирует образование кислорода или водорода при потенциалах, которые имеют место в процессе перезарядки аккумулятора;
- обеспечивает поверхность, на которую могут быть нанесены адгезивы и герметики и/или механические затворы;
- в идеальном случае имеет некоторые поверхностные «особенности» (неровности) (такие как мозаичная сетка треугольного, квадратного, гексагонального или другого рисунка), которые позволяют легко и однородно распределять активный пастообразный материал на сформированных таким образом элементах и препятствовать сползанию пасты в процессе заряд-разрядного циклирования аккумулятора; и
- в идеальном случае имеет низкую массу.
В другом своем аспекте изобретение предусматривает способ изготовления электрода, содержащий смешение неотвержденной смолы, ее отвердителя и частиц субоксида титана фазы Магнели и заливку смеси в электродную форму для формования формованного тела.
В одном предпочтительном способе смолу и отвердитель нагревают, вводят (добавляют) частицы субоксида титана с образованием пасты, которую затем вводят в предварительно нагретую форму. В другом предпочтительном способе компоненты смолы и частицы субоксида сначала формуют в листобразующий состав, который может быть равномерно помещен в форму, потому что с ним можно легко обращаться.
Способ предпочтительно включает в себя стадию размещения формы в нагретом прессе и приложения давления. Давление может быть примерно 2000 Па, а температура, по меньшей мере, 35°С, предпочтительно, по меньшей мере, 70°С. В одном варианте осуществления способ включает в себя дополнительную стадию извлечения формованного изделия из формы и очистку поверхностей такими способами, как дробеструйная очистка, применение коронного разряда и плазмы и другие способы очистки поверхности.
Способ дополнительно включает в себя нанесение аккумуляторной пасты на электрод. Различные количества пасты могут быть нанесены на различные участки электрода.
Предпочтительно, способ включает в себя стадию первоначального нанесения тонкого слоя металла на электрод перед нанесением пасты. В одном предпочтительном варианте способ включает в себя нанесение металлического слоя электроосаждением (гальваническим способом) и введение дисперсоидов в гальванический раствор.
В другом предпочтительном варианте способ включает в себя стадию напрессовывания тонкой фольги из металла, например, толщиной вплоть до примерно 200 мкм на поверхность электрода, когда он находится в прессе, а смола отверждается. Другие способы включают в себя плазменное или пламенное напыление, распыление, химическое осаждение из газовой фазы и т.п.
Смолы с низкой вязкостью являются предпочтительными для смачивания наружной поверхности частиц, что способствует низкой пористости, например вязкость менее примерно 50 Па·с при 20°С. Указанные смолы также имеют тенденцию к инфильтрации в микроскопические неровности поверхности частиц с улучшением механической прочности. Вязкость может быть снижена предварительным нагреванием или выбором подходящих смол. Однако использования смол с чрезвычайно низкой вязкостью необходимо избегать по вышеуказанным причинам.
Связующие материалы, такие как силаны, предназначенные для контакта с поверхностью частиц, могут быть использованы для улучшения адгезии и смачивания смолой частиц субоксида с получением низкой пористости и высокой механической прочности. Связующие и/или смачивающие материалы (такие, как силаны и другие поверхностно-активные вещества) могут быть преимущественно использованы для пластин, которые не имеют нанесенного металлического слоя. Пастирование пластин осуществляют обычным путем традиционной пастой из оксида свинца или другими свинецсодержащими пастами. Наличие отпечатанных (тисненных) поверхностных неровностей означает, что на поверхности сетки пластин наносится регулируемый объем пасты; пастирование более толстыми или более тонкими слоями может регулироваться за счет использования более высокой или более низкой сетки. Также можно путем корректирования конфигурации формы иметь некоторые участки с толстой пастой, а другие - с тонкой пастой для того, чтобы оптимизировать разрядные характеристики аккумулятора. Паста на электроде может быть отверждена обычным путем.
В другом своем аспекте изобретение предусматривает аккумулятор, включающий в себя электрод, описанный здесь или полученный способом, описанным здесь.
Предпочтительно, аккумулятор (аккумуляторная батарея) содержит множество электродов и кислотный электролит.
Из пастированных и отвержденных пластин аккумулятор собирают с использованием ряда биполярных пластин, ориентированных соответствующим образом, а также единственной положительной монополярной пластины на одном конце и единственной отрицательной монополярной пластины на другом конце. Впитывающие стеклянные маты могут быть, предпочтительно, введены между каждой пластиной. Герметизацию пластин осуществляют в лаборатории путем использования прокладок соответствующей толщины, выполненных, например, из листа бутиловой или силиконовой резины. Всю сборку в целом скрепляют вместе металлическими шинами и болтами подходящей длины. В промышленном аккумуляторе согласно предпочтительному варианту осуществления изобретения пластины герметизируют в предварительно сформованном пластиковом корпусе с пазами для каждой пластины. Некоторая степень поджатия стеклянного мата и пасты может быть обеспечена правильным подбором размеров корпуса. Установлено, что такое поджатие способствует адгезии пасты к подложке биполярного электрода. Серная кислота низкой концентрации может быть введена через крышку, имеющую канавки, которые герметично садятся на расположенные сверху торцы каждой пластины. Крышка, предпочтительно, может также содержать подходящую систему регулирования давления газа.
Аккумулятор затем электрически формируют обычным путем. При таком формировании кислота увеличивает свою крепость (т.е. концентрацию) за счет превращения сульфатсодержащей пасты в PbO2 на положительной пластине и металлический Pb на отрицательной пластине. Начальная крепость серной кислоты должна быть выбрана так, чтобы обеспечить конечную крепость кислоты в интервале 30-40 мас.% серной кислоты или даже выше.
Фосфорная кислота также может быть предпочтительно введена для частичной или полной замены более обычной серной кислоты.
Аккумуляторы, полученные указанным способом, имеют высокую мощность и плотность энергии по объему (Вт/м3, Вт·ч/м3), высокую удельную мощность и энергию по массе (Вт/кг, Вт·ч/кг). Они имеют большой срок службы при циклировании даже в условиях глубокого разряда и могут быть изготовлены более дешевым образом по сравнению с традиционной технологией.
В биполярном аккумуляторе очень важно для эффективного разряда с высокими скоростями, чтобы монополярные или крайние электроды имели превосходную плоскостную проводимость (т.е. проводимость в направлении, параллельном плоскости пластины). Согласно данному изобретению монополярные пластины могут быть получены заменой одной стороны формы плоской пластиной и затем помещением металлической сетки или решетки в форму перед тем, как в форму загружают неотвержденную смолу и субоксидные материалы. Когда форму закрывают и смола отверждается, металлическая сетка или решетка будет впрессована в одну сторону формованного электрода, давая превосходную плоскостную проводимость, необходимую для монополярной или крайней пластины. Конечно, металлическая сетка или решетка не должна подвергаться воздействию электролита, иначе она будет корродировать. Предпочтительно, с металлической сеткой или решеткой электрически соединены металлические шпильки для обеспечения выводных соединений. Фольга из свинца или свинцового сплава также могжет быть предпочтительно нанесена на обратную сторону электрода, находящегося в форме, вместо металлической сетки или решетки для обеспечения хорошей плоскостной проводимости монополярных или крайних электродов.
Металлические пластины, сетки или решетки могут быть предпочтительно введены в биполярные пластины для того, чтобы увеличить плоскостную проводимость и обеспечить хорошее распределение тока по всей поверхности электрода. Подобным же образом в биполярные пластины могут быть введены охлаждающие каналы.
В другом своем аспекте изобретение включает в себя способ испытания для подтверждения отсутствия невидимых микропор, которые приводят к сквозной пористости в электроде перед пастированием, содержащий помещение электрода в аккумулятор-имитатор и измерение потока тока во времени.
Приемлемый электрод имеет ток утечки менее 1 А/м2 в течение 28 дней при испытании в устройстве из примера 2.
Для лучшего понимания изобретения оно теперь описывается со ссылкой на следующие примеры.
Пример 1
24 г смолы ARALDITE PY307+1 и 8,8 г отвердителя HY3203 взвешивали в отдельных контейнерах и предварительно нагревали в термошкафу при 50°С минимум 7 мин. Указанные материалы поставляются фирмой Vantico Ltd. Их затем тщательно смешивали вместе, после чего 65 г порошка субоксида фазы Магнели, указанного ниже, вводили и тщательно смешивали с образованием пасты. Фазовый анализ порошка субоксида фазы Магнели осуществляли рентгенодифракционным методом, который дал следующие результаты.
Распределение частиц по размеру определяли на приборе Malvern Mastersizer, который дал следующие результаты.
Пасту равномерно распределяли в форме, которая была предварительно нагрета до 75°С. Равномерное распределение является важным для получения однородной проводимости по всей лицевой стороне пластины. Лабораторная форма является формой типа «оконной рамы» и состоит из двух плит и рамы. Полость формы имеет площадь 149×109 мм (0,01624 м2) и поэтому дает пластины такого же размера. Объем пасты был достаточным для получения пластины толщиной около 1,5 мм у основы сетчатых элементов. Две направляющие шпильки в диагональных углах используют для размещения различных частей формы. Плечи распорки являются пригодными для повторного раскрытия формы с целью выталкивания изготовленного изделия после того, как формование выполнено. Обе плиты могут быть собраны с пластинами, которые имеют механически выполненные пазы глубиной 1 мм на своей лицевой поверхности, так что формованное изделие может иметь выступающую сетку на любой поверхности. В примере сетка покрывает центральные 136×96 мм. Сетка лабораторных пластин не доходит до расположенных по периметру краев пластины с обеспечением кромки для герметизации.
Размеры сетки могут быть изменены путем изменения конфигурации формы и, таким образом, различные объемы активного пастового материала наносят на пластины регулируемым образом.
Форма может быть предпочтительно обработана подходящей смазкой для облегчения извлечения из формы, такой как Frekote 770NC. Форму закрывали и помещали в пресс, нагретый до 75°С. Форму сначала прессовали при 70 кН (1137 Па) в течение 5 с и затем при 100 кН (1626 Па) в течение 25 мин. Форму раскрывали и извлекали полученную пластину. Любой облой удаляли металлическим шпателем.
Затем определяли проводимость пластины и устанавливали, что она находится в интервале 1-2 См/см. В данном примере плотность полученной пластины составляла около 2,2 г/см3. Более высокое давление прессования дает более высокие уровни проводимости. Таким образом, предпочтительный интервал плотности для конечного продукта находится в интервале от 1,8 до 2,4 г/см3 или выше.
Поверхность пластины очищали дробеструйной очисткой в дробеструйной камере, такой как Gyson Formula F1200. В дробеструйный пистолет подают воздух при давлении 0,8 МПа. В качестве дробеструйной среды использовали оксид алюминия, хотя другие условия дробеструйной очистки и другие способы очистки несомненно также дадут удовлетворительные результаты. Дробеструйную очистку проводили вручную до тех пор, пока вся поверхность не стала равномерно матово-серой по цвету. Испытания методом сканирования поверхностного полного сопротивления (импеданса) показывают, что выполненная таким образом дробеструйная очистка дает пластину с очень однородным поверхностным полным сопротивлением. Поверхность пластины может быть также модифицирована такими технологиями, как коронный разряд или применение плазмы.
Пластины пастировали активным материалом и собирали в аккумуляторные батареи, как указано ниже. Они удовлетворяли всем вышеуказанным критериям. Лучшие результаты получали, если сначала на поверхность сетки пластин наносили тонкий металлический слой. Указанный слой может быть из чистого свинца или из свинцовых сплавов (например, с сурьмой, барием, висмутом, кальцием, серебром, оловом, теллуром) и может быть нанесен рядом способов, таких как гальваническое электроосаждение, напыление, термическое испарение и осаждение, химическое осаждение из газовой фазы, дробеструйная обработка свинцом или свинцовым сплавом, плазменное или термическое распыление или прямое напрессовывание металлической фольги в пресс-форме. Преимуществом изобретения является то, что может быть рассмотрен более широкий ряд сплавов, чем было ранее доступно конструктору свинцового аккумулятора, поскольку сплавы должны не только удовлетворять условиям коррозии, но также критериям прочности и способности перерабатываться в металлические сетки. Одним удобным путем нанесения промежуточного слоя в лаборатории является гльваническое электроосаждение следующим образом.
Одну сторону кромок покрывают изолирующим лаком, таким как Lacomit от фирмы HS Walsh & Sons Ltd. Пластину затем герметизируют резиновым уплотнительным кольцом на дне пластиковой ванны для нанесения гальванического покрытия с самой верхней изолированной кромкой. Полосу из металлического свинца напрессовывают на другую сторону кромки с обеспечением электрического соединения. При нанесении гальванического покрытия на сторону, которая будет использована как положительный электрод, в ванну для нанесения гальванического покрытия выливают примерно 500 мл гальванического раствора, такого как 27%-ная свинец/оловометансульфокислота, содержащего пусковую добавку, такую как Circamac HS ST6703 (оба материала поставляются фирмой MacDermid Canning Ltd.). Большой анод из чистого свинца используют в качестве противоэлектрода. На пластины лабораторного размера в течение 7 ч подают ток 0,5 А, в результате чего осаждается приблизительно 10 г сплава, в состав которого входят олово и свинец в соотношении приблизительно 6:94.
Нанесение гальванического покрытия на отрицательную сторону является аналогичным за исключением того, что гальваническим раствором является свинецметансульфокислота (Circamac HS ST6703). Ток 0,5 А пропускают в течение 3 ч, в результате чего осаждается примерно 5 г металлического свинца.
Могут использоваться другие гальванические растворы, такие как растворы на основе фторборной кислоты. Способ нанесения гальванического покрытия может также включать в себя использование, среди прочего, «дисперсоидов», таких как оксид титана, для получения более грубой отделки поверхности для лучшего удержания нанесенной затем пасты.
Регулирования гальванического тока и других добавок могут также влиять на морфологию слоя.
После нанесения гальванического покрытия пластины удаляют из гальванической ванны и тщательно промывают деионизованной водой. Изолирующий лак удаляют ацетоном.
Другим удобным путем является прямое напрессовывание тонкой металлической фольги в пресс-форме. Например, фольгу из свинца с двумя процентами оловянного сплава толщиной 50 мкм помещают на дно предварительно нагретой формы и на ней распределяют смесь смолы и порошка. Вторую фольгу помещают поверх распределенного материала перед тем, как форму закрывают, и затем смола отверждается, как указано выше. На данной стадии металлический слой, нанесенный либо гальваническим электроосаждением, либо прямым напрессовыванием фольги, плазменным или пламенным напылением, распылением, химическим осаждением из газовой фазы или любым другим способом, может быть активирован промывкой его в концентрированной серной кислоте непосредственно перед пастированием.
В другом варианте изобретения слой диоксида свинца или диоксида олова (подходящим образом легированного, например, сурьмой для увеличения проводимости) может быть нанесен на подложку такими методами, как анодное электроосаждение, распыление, химическое осаждение из газовой фазы и подобные способы, причем либо непосредственно до, либо после нанесения металлического слоя. Такой слой предпочтительно наносят на положительную сторону биполярного электрода.
Как хорошо понятно специалисту в области промышленного изготовления свинцовых аккумуляторов, определенный низкий уровень коррозии электрода из свинца или свинцового сплава улучшает адгезию активной пасты (в частности, положительной пасты) к электроду. Однако в случае промежуточного слоя настоящего изобретения, если скорость коррозии является слишком высокой, промежуточный слой может быть полностью израсходован, особенно в условиях глубокого разряда или слишком высокой перезарядки свинцового аккумулятора. Одним аспектом изобретения является создание промежуточного слоя с различными зонами, часть которых является высококорродируемыми (что дает хорошую адгезию пасты), а другие зоны являются более коррозионно-стойкими (что дает длительный срок службы).
Описанный выше способ дает пластины, которые являются номинально плоскими. Однако пластины с простой и сложной кривизной и различными конфигурациями, расположенные по периметру краев, могут быть получены подходящей модификацией конфигурации формы. При сборке в аккумуляторные батареи такие пластины будут обусловливать соответствующую форму получаемого аккумулятора, чтобы обеспечить возможность для более удобной установки его в (например) корпусную панель транспортного средства.
Пример 2
Пластинчатые электроды изобретения испытывали перед нанесением какого-либо металлического слоя или активной аккумуляторной пасты для подтверждения отсутствия любых невидимых сквозных микропор, проходящих через всю пластину, которые позволяли бы ионным частицам (таким, как H+, OH-,SO4 2-) мигрировать через пластину. Подходящий испытательный элемент, который очень близко имитирует процессы, которые имеют место в аккумуляторе, показан на чертеже. Пластину устанавливали, как если бы она являлась биполем, в 4 В элемент, который также содержит полностью пастированную отвержденную и заряженную положительную монополярную пластину и подобную отрицательную монополярную пластину. Они, предпочтительно, являются пластинами традиционного свинцового сетчатого типа, 30%-ную серную кислоту помещали между пластиной и монополярными пластинами обычным образом. К монополярным пластинам присоединяли потенциостат для поддержания напряжения на испытываемой пластине (измеряемого двумя идентичными электродами сравнения в кислоте на обеих сторонах испытываемой пластины), составляющего 2,6 В, которое выбрано как максимум, который подводится к биполярному электроду свинцового аккумулятора при нормальной работе. Фиксировали протекающий ток.
Авторами установлено, что обычный ток, наблюдаемый первоначально, составляет примерно 0,3 А/м2. Он сохраняется постоянным в течение очень длительных периодов времени (месяцы), когда пластину получают согласно указанному выше с использованием предпочтительной эпоксидной смолы. С другими смолами возможно, что, хотя измеренный ток вначале был низким, затем он повышался в течение нескольких дней или недель на несколько порядков величины. Это предполагает, что некоторые смолы корродируют или иным образом разрушаются кислотой при высоких окислительных и восстановительных потенциалах и что создается ионная пористость. Такой состав пластины является неприемлемым для биполярных электродов аккумулятора и означает, что при использовании описанного испытания специалист в данной области техники будет способен определить, какие смолы являются наилушими для использования в данном изобретении.
Изобретение не ограничивается приведенными примерами. Пластинчатый электрод может иметь кромку, полученную из смолы, которая является свободной от порошка субоксида. Это снижает стоимость пластины, но по-прежнему обеспечивает эффективную герметизацию. Изобретение применимо к электрохимическим ячейкам или химическим источникам тока вообще, включая биполярные свинцовые аккумуляторы, другие типы аккумуляторов, топливные элементы, окислительно-восстановительные устройства для аккумулирования энергии и т.п.
Данное изобретение не ограничено проводящими частицами, такими как субоксиды титана, хотя они известны очень высокой коррозионной стойкостью при изготовлении согласно описанию US-A-5173215, что требуется применительно к электродам свинцового аккумулятора. Также могут использоваться другие проводящие частицы, такие как легированные ниобием оксиды титана, оксиды вольфрама, оксиды ниобия, оксиды ванадия, оксиды молибдена и другие оксиды переходных металлов как в стехиометрических, так и в нестехиометрических формах. Преимуществом изобретения является то, что электроды с хорошей проводимостью могут быть получены из дисперсных материалов с относительно низкой проводимостью или с незначительной долей относительно дорогостоящих дисперсных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2391748C2 |
| УЛУЧШЕННАЯ КОНСТРУКЦИЯ СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2013 |
|
RU2638532C2 |
| УСОВЕРШЕНСТВОВАНИЯ В КОНСТРУКЦИИ СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2010 |
|
RU2568667C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СВИНЦА ИЗ ДЕСУЛЬФИРОВАННОЙ ПАСТЫ, ФОРМИРУЮЩЕЙ АКТИВНУЮ ЧАСТЬ СВИНЦОВОГО АККУМУЛЯТОРА | 2008 |
|
RU2467084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ, СОДЕРЖАЩЕГО СУБОКСИД ТИТАНА | 1994 |
|
RU2140406C1 |
| ТОКОСЪЕМНИК ДЛЯ ВТОРИЧНОЙ БАТАРЕИ И ВТОРИЧНАЯ БАТАРЕЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2482573C1 |
| ЭЛЕКТРОД И ЭЛЕКТРИЧЕСКОЕ АККУМУЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СВИНЦОВО-КИСЛОТНОЙ СИСТЕМЫ | 2011 |
|
RU2585240C2 |
| СВЯЗУЮЩИЕ, ЭЛЕКТРОЛИТЫ И СЕПАРАТОРНЫЕ ПЛЕНКИ ДЛЯ УСТРОЙСТВ ДЛЯ ХРАНЕНИЯ И НАКОПЛЕНИЯ ЭНЕРГИИ, СОДЕРЖАЩИЕ ДИСКРЕТНЫЕ УГЛЕРОДНЫЕ НАНОТРУБКИ | 2013 |
|
RU2625910C9 |
| ТВЕРДОТЕЛЬНЫЙ НАКОПИТЕЛЬ ЭНЕРГИИ ИЗ СУБОКСИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 2019 |
|
RU2764662C1 |
| ЭЛЕКТРОД И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2497239C2 |
Изобретение относится к биполярным электродам для свинцовой аккумуляторной батареи. Техническим результатом изобретения является создание пластинчатого электрода, обладающего низким электрическим сопротивлением, достаточной механической прочностью и стойкостью к гальванической коррозии. Согласно изобретению предложен электрод для биполярного элемента или аккумулятора, содержащий пластиноподобное тело, выполненное из отвержденной полимерной смолы, содержащей частицы субоксида титана или другого электропроводящего дисперсного материала, размещенные с образованием электрических путей. Также предложен способ изготовления беспористого электрода и способ испытания тела электрода на пористость. 5 н. и 41 з.п. ф-лы, 1 ил.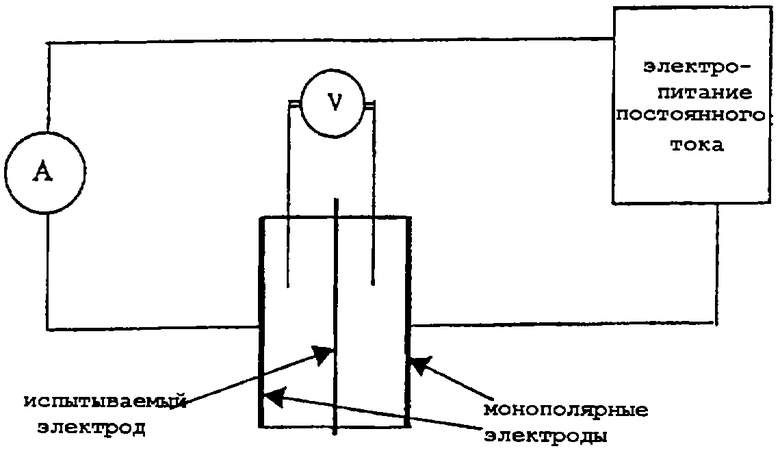
| US 5106709 А, 21.04.1992 | |||
| RU 2001470 C1, 02.04.1992 | |||
| US 4547443 A, 15.10.1985 | |||
| WO 00/25372 A, 04.05.2000. |

