Изобретение относится к металлургии, конкретнее к сталеразливочным ковшам при непрерывной разливке стали.
Наиболее близким по технической сущности является сталеразливочный ковш, содержащий металлический кожух, арматурный и рабочий слои футеровки из кирпичей, гнездовые кирпичи с разливочными стаканами, установленными в днище рабочей полости ковша. По диаметральной оси днища параллельно прямой, соединяющей оси разливочных стаканов, выполнены на расстоянии друг от друга от двух до пяти выступов, выбранных из 3-9 кирпичей. Днище выполнено наклонным под углом 2-5o в сторону разливочных стаканов, а высота выступов над днищем по его диаметральной оси составляет 0,02-0,03 высоты рабочей полости ковша. (См. патент РФ N 2092279, кл. B 22 D 41/02, 11/10, Б.И.N 28, 1997).
Недостатком известного ковша является низкая стойкость его днища. Это объясняется тем, что в процессе его наполнения сталью происходит интенсивное размывание рабочего слоя футеровки днища ковша струей металла. При этом локальные выступы, выполненные в днище, не устраняют интенсивный износ футеровки, т.к. струя стали подается не в район расположения отдельных выступов. Сказанное приводит к ускоренному выходу ковша из работы.
Технический эффект при использовании изобретения заключается в повышении стойкости сталеразливочного ковша.
Указанный технический эффект достигается тем, что сталеразливочный ковш содержит металлический кожух, арматурный и рабочий слои футеровки, гнездовые кирпичи с разливочными стаканами, установленными в днище ковша, а также выступы, выполненные на поверхности днища рабочей полости ковша.
На днище выполнен выступ из последовательно расположенных по высоте подобных друг другу ступеней полуовальной формы, примыкающих к боковой стенке ковша, продольная ось которых расположена вдоль диаметральной оси днища симметрично цапфам ковша, при этом число ступеней выступа составляет 2-5. Высота и ширина каждой ступени выступа составляет (0,01-0,05) D, длина верхней ступени составляет (0,2-0,6) D, а ее ширина в месте примыкания к рабочему слою футеровки боковой стенки ковша составляет (0,1-0,6)D, где D -диаметр днища рабочей полости ковша. Высота и ширина каждой ступени выступа выполнены одинаковыми или различными.
Повышение стойкости стелеразливочного ковша будет происходить вследствие выполнения на днище ковша в месте подачи струи металла многоступенчатого выступа из огнеупорных кирпичей. В этих условиях устраняется интенсивное размывание и износ поверхности днища рабочей полости ковша.
Диапазон значений числа ступеней выступа в пределах 2-5 объясняется термомеханическими закономерностями размывания огнеупорной футеровки днища ковша. При меньших значениях стойкость днища ковша будет ниже необходимых пределов. При больших значениях будет происходить перерасход огнеупоров без дальнейшего повышения стойкости ковша, а также будет уменьшаться емкость ковша сверх допустимых значений.
Указанный диапазон устанавливается в прямой зависимости от емкости ковша.
Диапазон высоты и ширины каждой ступени выступа в пределах (0,01-0,05) D объясняется термофизическими закономерностями размывания кирпичей футеровки днища ковша. При меньших значениях будет происходить интенсивное размыкание футеровки каждой ступени выступа. При больших значениях будет происходить перерасход огнеупоров и уменьшение емкости ковша сверх допустимых значений.
Указанный диапазон устанавливается в прямой зависимости от емкости ковша.
Диапазон значений ширины верхней ступени выступа в месте ее примыкания к боковой стенке в пределах (0,1-0,6) D объясняется необходимостью устойчивого положения выступов в процессе наполнения ковша металлом перед непрерывной разливкой. При меньших значениях будет нарушаться целостность ступеней выступа. При больших значениях будет происходить перерасход огнеупоров и уменьшение емкости ковша сверх допустимых значений.
Указанный диапазон устанавливается в прямой зависимости от емкости ковша.
Диапазон значений длины верхней ступени выступа по ее продольной оси в пределах (0,2-0,6) D объясняется гидравлическими закономерностями воздействия струи металла на поверхность ступени. При меньших значениях будет происходить размывание днища ковша. При больших значениях будет происходить перерасход огнеупоров и уменьшение емкости ковша сверх допустимых значений.
Указанный диапазон устанавливается в прямой зависимости от емкости ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого ковша с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показано:
фиг. 1 - схема сталеразливочного ковша, частичный разрез;
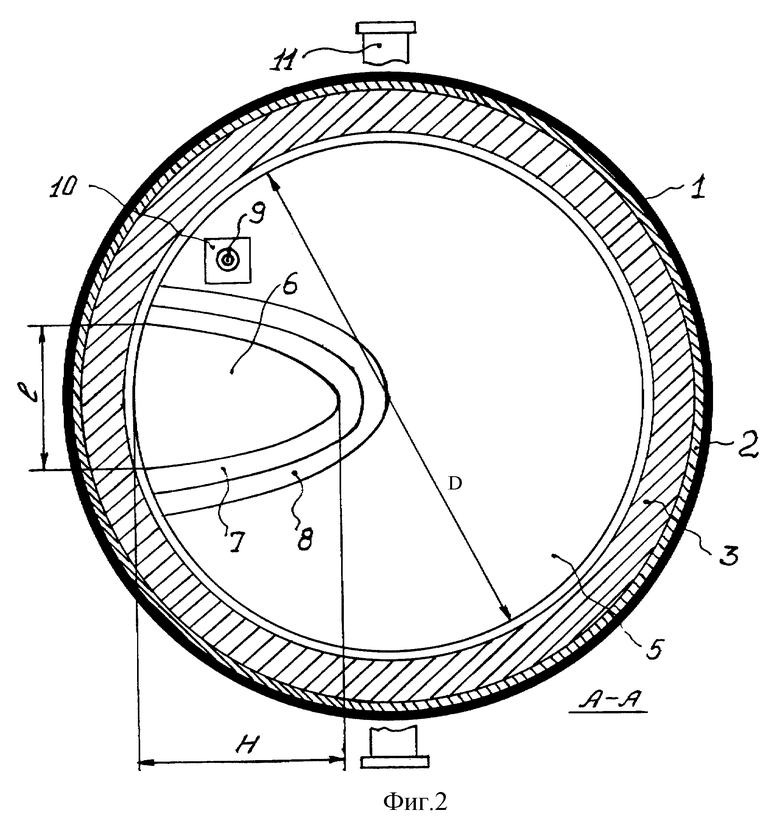
фиг. 2- то же, разрез А-А.
Сталеразливочный ковш состоит из металлического кожуха 1, арматурного 2 и рабочего 3 слоев футеровки, футеровки днища 4, поверхности днища 5, ступеней выступа 6, 7, 8, разливочных стаканов 9, гнездовых кирпичей 10, цапф ковша 11. Позицией D обозначен диаметр днища рабочей полости ковша, l - ширина верхней ступени выступа в месте ее контакта с футеровкой боковой стенки ковша, в - ширина каждой ступени выступа, с - высота каждой ступени выступа, Н - длина верхней ступени выступа.
Сталеразливочный ковш работает следующим образом.
Пример. Из конвертера соответствующей емкости в сталеразливочный ковш подается сталь марки Ст3. При этом струя металла подается на днище ковша по периферии поверхности 5 днища ковша симметрично цапф 11. Ковш состоит из стального кожуха 1 с арматурным 2 и рабочим 3 слоями боковых стенок, выложенных из огнеупорных кирпичей с обмазкой.
Днище ковша выложено из огнеупорных кирпичей 4, например из периклазохромитовых. В днище ковша установлен гнездовой огнеупорный кирпич 10 с разливочным стаканом 9.
На поверхности 5 днища выполнен выступ из последовательно расположенных по высоте подобных друг другу ступеней полуовальной формы 6, 7 и 8, примыкающих к боковой стенке ковша 3. Продольная ось ступеней 6, 7 и 8 расположена вдоль диаметральной оси днища симметрично цапфам 11 ковша. Число ступеней выступа составляет 2-5.
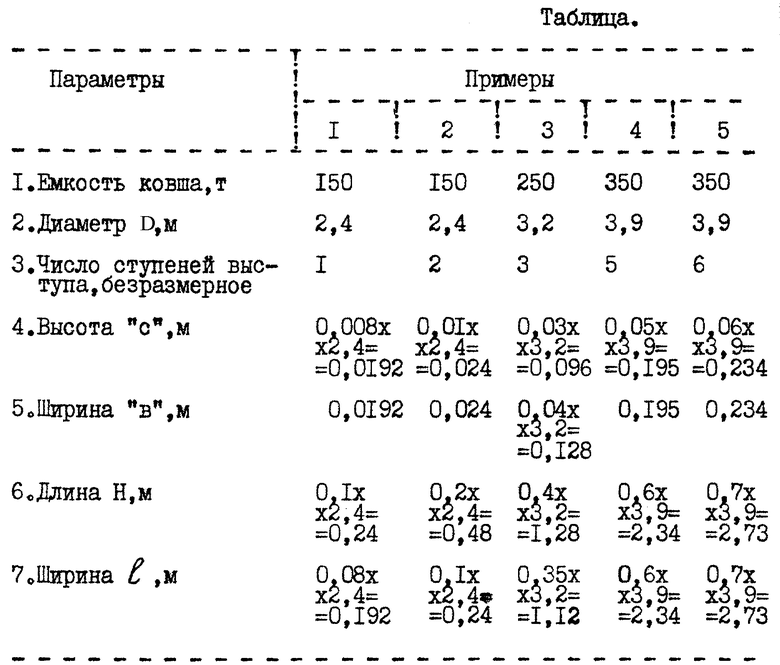
Высота "с" и ширина "в" каждой ступени 6, 7 и 8 выступа составляет (0,01-0,05) D, длина H верхней ступени 6 выступа составляет 0,2-0,6)D, а ширина l верхней ступени 6 в месте примыкания ее к рабочему слою 3 футеровки боковой стенки ковша составляет (0,1-0,6)D.
В процессе наполнения ковша струя металла попадает на поверхность верхней ступени 6 выступа. При этом струя металла непосредственно не контактирует с поверхностью 5 днища ковша, что повышает его стойкость.
В общем случае высота "с" и ширина "в" ступеней 6, 7 и 8 выступа могут быть одинаковыми или различными. В общем случае футеровка ступеней 6, 7 и 8 может быть выполнена из тех же кирпичей 4, что и днище ковша, или из других огнеупорных материалов.
В таблице приведены примеры конструктивных параметров сталеразливочного ковша.
В первом примере вследствие малых значений конструктивных параметров ступеней выступа не обеспечивается необходимая стойкость днища сталеразливочного ковша.
В пятом примере вследствие больших значений конструктивных параметров ступеней выступа происходит перерасход огнеупоров сверх допустимых значений, что также приводит к уменьшению емкости ковша сверх допустимых значений.
В оптимальных примерах 2-4 вследствие необходимых значений параметров ступеней выступа обеспечивается повышение стойкости ковша в 1,5-2,0 раза без значительного перерасхода огнеупоров и уменьшения емкости ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2095192C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2096129C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2005 |
|
RU2296647C2 |
| СПОСОБ ПОДГОТОВКИ РАЗЛИВОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 1994 |
|
RU2025202C1 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| КРЫШКА ДЛЯ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1996 |
|
RU2104121C1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| СПОСОБ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1998 |
|
RU2138366C1 |
Сталеразливочный ковш может быть использован при непрерывной разливке стали. Ковш содержит металлический кожух, арматурный и рабочий слои футеровки, гнездовые кирпичи с разливочными стаканами в днище. На поверхности днища рабочей полости выполнен выступ из последовательно расположенных по высоте подобных друг другу ступеней полуовальной формы. Продольная ось ступеней расположена вдоль диаметральной оси днища симметрично цапфам ковша. Ступени примыкают к боковой стенке ковша. Число ступеней 2-5. Высота и ширина каждой ступени составляет (0,01-0,05)D, где D - диаметр днища рабочей полости ковша. Длина верхней ступени составляет (0,2-0,6)D. Ширина верхней ступени в месте примыкания к боковой стенке ковша составляет (0,1-0,6)D. Высота и ширина каждой ступени могут быть выполнены одинаковыми либо различными. Выполнение ступенчатого выступа из огнеупорных кирпичей в месте подачи струи металла в ковш устраняет интенсивное размывание и износ днища рабочей полости. Повышается стойкость ковша. 3 з.п.ф-лы, 2 ил., 1 табл.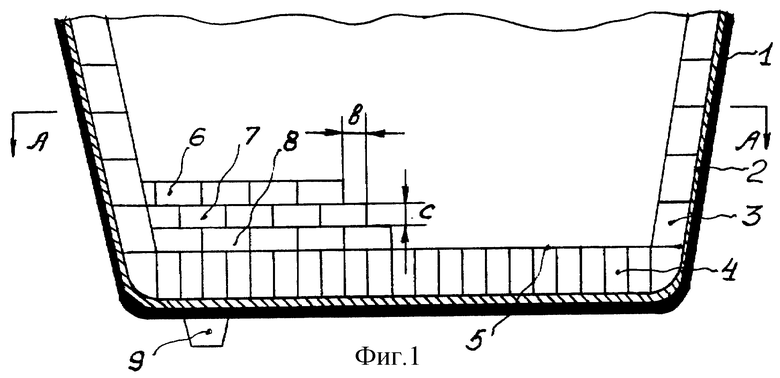
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| DE 3443281 A, 05.06.1986 | |||
| Поршень | 1988 |
|
SU1571333A1 |
| US 5188796 A, 23.02.1993 | |||
| US 5169591 A, 08.12.1992. | |||

