Изобретение относится к области ремонта и восстановления машин.
Известен способ ремонта кривошипного механизма двигателя с изношенными шатунными и коренными шейками, включающий нанесение на изношенные шейки металлического покрытия, последующую их механическую обработку и комплектование с вкладышами подшипников [1]
Недостатком указанного выше известного способа является образование высоких термических напряжений и снижение усталости прочности коленчатых валов.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение усталости прочности восстановленных механизмов.
Для решения поставленной задачи в известном способе ремонта кривошипного механизма двигателей с изношенными шатунными и коренными шейками, включающем нанесение на изношенные шейки металлического покрытия, последующую их механическую обработку и комплектование с вкладышами подшипников, покрытие наносят путем электродуговой металлизации шеек алюминиево-стальным псевдосплавом и используют вкладыши из ленты, выполненной из стали 45, закаленной на твердость HRC 52.
Изобретение поясняется чертежами, где схематично показан процесс нанесения алюминиево-стального псевдосплава.
Способ осуществляют следующим образом.
На изношенные шейки 1 напыляют методом электродуговой металлизации алюминиево-стальной псевдосплав, полученный при одновременном плавлении алюминиевой 2 и стальной 3 проволок, имеющих диаметры соответственно 1,9 и 1,2 мм.
Режим электродуговой металлизации: сила тока 80А, напряжение 30 В, расход сжатого воздуха 3 м3/мин при давлении 0,5 МПа.
Специфическое строение алюминиево-стального всевдосплава с наличием большого количества пор, удерживающих масло (до 16.17% по массе), создает хорошие условия для смазки узлов трения скольжения. Масло, находящееся в порах покрытия, оказывает существенное влияние на антифрикционность, особенно при недостатке смазки в узлах трения, что всегда имеет место при запуске двигателей. Тогда в местах контакта резко повышается температура, вследствие чего масло увеличивается в объеме и выступает из пор, улучшая условия трения.
После нанесения покрытия шейки подвергают механической обработке на требуемый размер, после чего сопрягают с вкладышами подшипников, изготовленными из ленты, выполненной из стали 45, закаленной на твердость HRC 52.
Таким образом, исключается необходимость использования дорогостоящих подшипников с покрытиями из цветных металлов и сплавов.
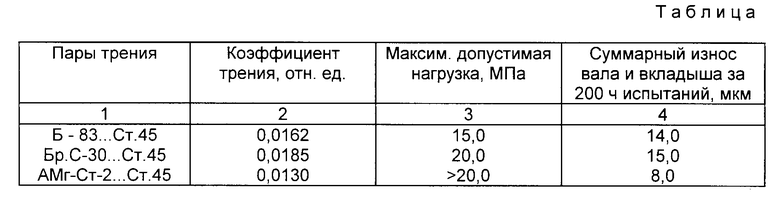
Испытания на машине трения по схеме "вал-частичный вкладыш" при сочетании стали 45, закаленной на твердость HRC 52, с антифрикционными покрытиями из высокооловянистого баббита Б-83, свинцовой бронзы Бр С-30 и алюминиево-стального псевдосплава АМг-Ст2, привели к результатам, представленным в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта упрочненных индукционной закалкой коленчатых валов двигателей внутреннего сгорания | 2017 |
|
RU2673900C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2385211C2 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА КОЛЕНЧАТОГО ВАЛА ФОРСИРОВАННОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011499C1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 1991 |
|
RU2082579C1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| Способ эксплуатационного контроля зазора в шатунных подшипниках коленчатого вала при диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин | 2020 |
|
RU2739657C1 |
| Способ восстановления шеек коленчатых валов путем приклеивания полукольцевых накладок | 2021 |
|
RU2766395C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
Использование: в области ремонта и восстановления кривошипных механизмов двигателей, имеющих изношенные шатунные и коренные шейки. Сущность изобретения: на изношенные коренные и шатунные шейки наносят антифрикционное покрытие из алюминиево-стального псевдосплава методом электродуговой металлизации с последующей механической обработкой шеек. В процессе металлизации коленчатые валы нагревают до температуры, не превышающей 120oC. Затем восстановленные шейки сопрягают с вкладышами подшипников, выполненными из ленты, изготовленной из стали 45, закаленной на твердость HRC 52. 1 ил., 1 табл.
Способ ремонта кривошипного механизма двигателя с изношенными шатунными и коренными шейками, включающий нанесение на изношенные шейки металлического покрытия, последующую их механическую обработку и комплектование с вкладышами подшипников, отличающийся тем, что покрытие наносят путем электродуговой металлизации шеек алюминиево-стальным псевдосплавом и используют вкладыши из ленты, выполненной из стали 45, закаленной на твердость HRC 52.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Молодык Н.В | |||
| и Зенкин А.С | |||
| Восстановление деталей машин.- М.: Машиностроение, 1989, с.419 - 424. | |||
