Изобретение относится к области железнодорожного транспорта и может быть использовано на электрифицированных железных дорогах магистрального и промышленного транспорта, а также метрополитена.
Известен стыковой электросоединитель контактного рельса (Инструкция по текущему содержанию пути и контактного рельса метрополитенов. Министерство путей сообщения СССР, Главное управление метрополитенов, ТРАНСПОРТ, Москва, 1984 г. стр.52, 53, 76).
Стыковой электросоединитель состоит из гибкого проводника, выполненного из медного голого провода, концы которого закреплены в стальные оконцеватели опрессовкой. Торцы проводника в оконцевателях проварены латунными электродами. Стальные оконцеватели привариваются к подошве рельса.
Из-за высоких температур и разных коэффициентов термического расширения медного проводника и стального оконцевателя, возникающих в процессе сварки, плотность спрессованного соединения нарушается, что приводит к увеличению электрического сопротивления. Кроме того, на внутренней стороне стального оконцевателя и на поверхности медного проводника возникает окалина с низкой электропроводностью.
При эксплуатации электросоединителя происходит периодический нагрев от прохождения тягового тока, что приводит к дальнейшему увеличению переходных сопротивлений между медным голым проводом и оконцевателем, вследствие чего происходит увеличение общего сопротивления. Это обуславливает малый срок эксплуатации (1,5-2 года).
Известен стыковой электросоединитель контактного рельса, частично решающий задачу снижения общего сопротивления за счет увеличения количества проводников, имеющих параллельное соединение (Патент РФ на изобретение № 2126749, МПК: В60М 5/00, опубл. 27.02.99 г.). Он состоит из гибкого токопровода, закрепленного по концам оконцевателями, каждый из которых соединен со стальной переходной пластиной.
Как правило, в стыковых электросоединителях контактного рельса в качестве токопровода используются медные провода. При заварке в стальной оконцеватель конца медного токопровода и при приварке его к переходной стальной пластине концы медных токопроводов испытывают высокие температурные нагрузки 1200-1600°С. Из-за высоких температур и разных коэффициентов термического расширения нарушается качество опрессовки, образуется окалина с низкой электропроводностью на поверхностях медных проводов и внутренних поверхностях оконцевателей (интенсивное окисление меди происходит, начиная с 350°С).
По этим причинам, так же как и в аналоге, происходит непрогнозируемое увеличение переходных сопротивлений между медной жилой и стальными оконцевателями, и выделяется большое количество тепла при прохождении тягового тока.
Это приводит к дальнейшему увеличению переходных сопротивлений, что обуславливает малый срок эксплуатации электросоединителя (2-3 года).
Кроме того, большая длина прохождения тока от контактного рельса до оконцевателей по стальной переходной пластине на участках, выступающих за подошву рельса, обуславливает большое сопротивление всего электросоединителя.
Переходное сопротивление между оконцевателем и переходной пластиной создается за счет сварочного шва, удельное сопротивление которого больше сопротивления оконцевателя и переходной пластины.
Наличие большого количества проводников приводит к необходимости использования массивных стальных переходных пластин, вследствие чего стыковой электросоединитель имеет большой вес. Переходные пластины привариваются к контактным рельсам сложными фигурными швами, что приводит к значительным трудозатратам при монтаже и демонтаже.
Изобретение позволяет уменьшить общее электрическое сопротивление стыкового электросоединителя за счет уменьшения длины прохождения тока по стальной переходной пластине и значительного уменьшения величин переходных сопротивлений. Кроме того, снижается материалоемкость устройства и упрощается его монтаж и демонтаж.
При выполнении оконцевателя и переходной пластины с одинаковой шириной обеспечивается возможность визуального контроля качества диффузионной сварки в вакууме.
Это достигается в стыковом электросоединителе контактного рельса, состоящем из гибкого токопровода, закрепленного по концам оконцевателями, каждый из которых соединен со стальной переходной пластиной. Новым является то, что оконцеватель соединен со стальной пластиной посредством диффузионной сварки в вакууме, токопровод и оконцеватели выполнены из меди, токопровод исполнен в виде набора медных лент, расположенных одна над другой, а оконцеватели - в виде пластин, образованных из соединенных посредством диффузионной сварки в вакууме концов медных лент токопровода.
Стыковой электросоединитель может быть выполнен так, что оконцеватель и переходная пластина имеют одинаковую ширину.
Соединение каждого оконцевателя с соответствующей переходной пластиной посредством диффузионной сварки в вакууме позволяет значительно уменьшить (практически исключить) переходное сопротивление между оконцевателем и переходной пластиной, т.к. взаимная диффузия атомов стали в медь и меди в сталь происходит на атомных уровнях, образуя плотное соединение по всей поверхности прилегания оконцевателя к стальной переходной пластине. Из-за плотного соединения медь-сталь и практического отсутствия переходного сопротивления в стыковом электросоединителе выделяется меньше тепла при прохождении тягового тока, нет доступа воздуха и влаги, что делает его работу надежной и повышает срок эксплуатации до 6-8 лет. Выполнение токопровода и оконцевателя из меди, т.е. металлов, обладающих меньшим сопротивлением, чем сталь, позволяет уменьшить общее электрическое сопротивление электросоединителя.
Кроме того, токопровод и оконцеватель выполнены за единое целое. Оконцеватель представляет собой медную (монолитную) пластину, образованную из соединенных посредством диффузионной сварки в вакууме концов медных лент, являющихся токопроводом, что значительно уменьшает (практически исключает) возникновение переходного сопротивления между ними.
Длина пути тока по переходной пластине мала и обусловлена ее толщиной, что снижает общее электрическое сопротивление электросоединителя.
При выполнении оконцевателя и переходной пластины с одинаковой шириной обеспечивается возможность визуального контроля качества диффузионной сварки в вакууме.
Поскольку в стыковом электросоединителе используется один токопровод и соответствующие ему по размеру стальные переходные пластины, снижается материалоемкость устройства.
В связи с тем, что стыковой электросоединитель имеет небольшой вес, порядка 1 кг, и простые прямолинейные сварочные швы к контактному рельсу (в отличие от прототипа, имеющего фигурные сварочные швы), упрощаются его монтаж и демонтаж.
На фиг.1 изображен электросоединитель (вид сбоку).
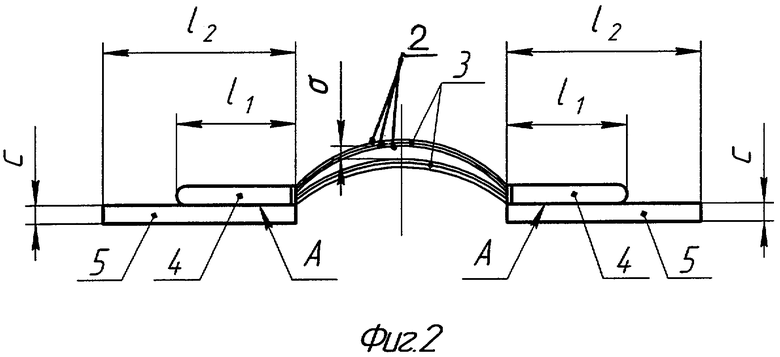
На фиг.2 изображен электросоединитель с несколькими пакетами лент (вид сбоку).
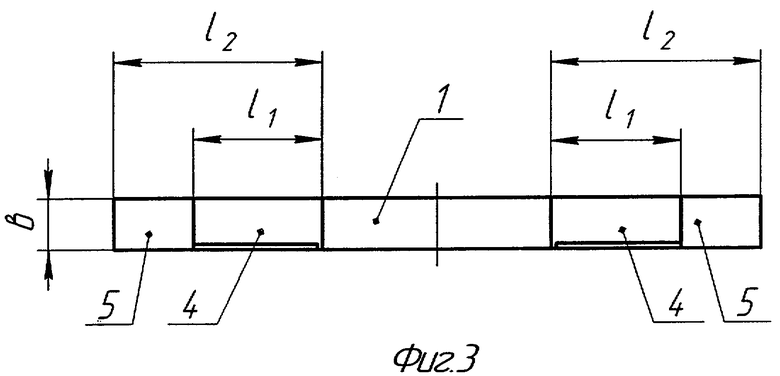
На фиг.3 изображен электросоединитель (вид сверху).
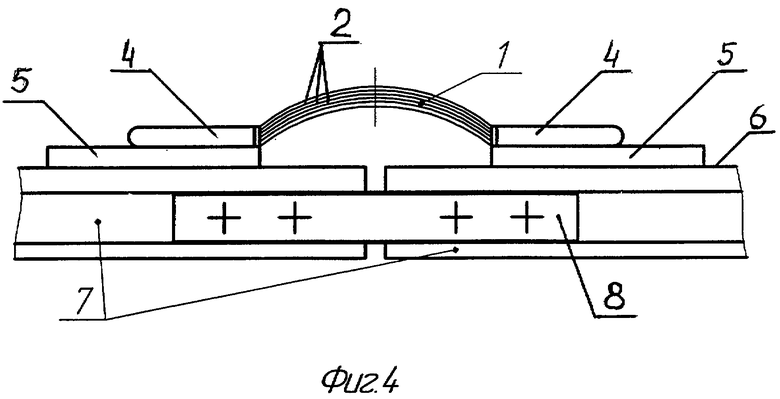
На фиг.4 - схема монтажа электросоединителей на стыке контактных рельсов (вид сбоку).
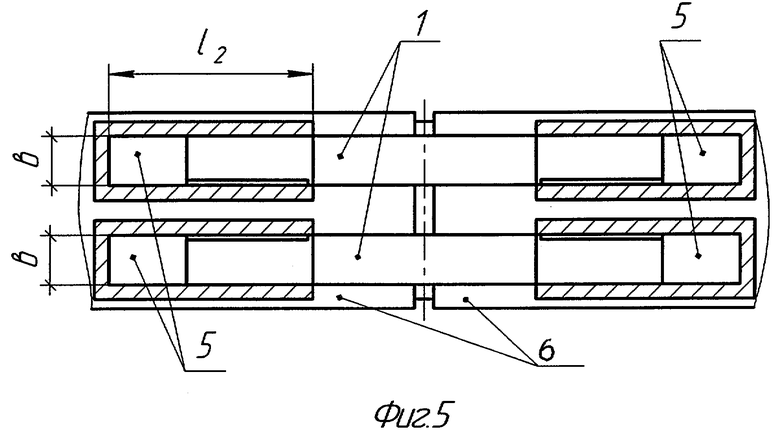
На фиг.5 - схема монтажа электросоединителей на стыке контактных рельсов (вид сверху).
Стыковой электросоединитель контактного рельса состоит из медного гибкого токопровода 1. Токопровод 1 имеет площадь сечения от 95 мм2 до 500 мм2, выполнен в виде набора медных лент 2 толщиной 0,2÷0,5 мм, расположенных одна над другой. Размеры толщины и площади сечения медных лент выбираются в зависимости от величины и режимов протекания тягового тока. Набор может представлять собой единый пакет медных лент 2 (фиг.1) или состоять из нескольких пакетов 3 (фиг.2) медных лент 2, имеющих между ними воздушный зазор "σ" для лучшей теплоотдачи джоулева тепла.
По концам токопровод 1 закреплен оконцевателями 4, соединенными со стальными переходными пластинами 5. Каждый оконцеватель 4 выполнен в виде пластины, образованной из соединенных посредством диффузионной сварки в вакууме концов медных лент 2 токопровода 1, и соединен с переходной пластиной 5, имеющей толщину "с", посредством диффузионной сварки в вакууме.
Набор медных лент 2 получают намоткой их на мерную технологическую пластину, которая впоследствии удаляется. Витки медных лент 2 укладываются последовательно друг на друга. После удаления технологической пластины места сгибов, представляющие собой слои медных лент, соединяют друг с другом, посредством диффузионной сварки в вакууме в монолитную конструкцию. Монолитная конструкция каждого оконцевателя 4 имеет вид пластины. Токопровод и оконцеватели могут быть изготовлены и из отдельных медных лент, заданной длины, уложенных пакетами и соединенных по концам диффузионной сваркой в вакууме.
Применение диффузионной сварки в вакууме для медных лент, образующих оконцеватели, и оконцевателей с переходной пластиной практически исключает наличие переходных сопротивлений.
Поскольку токопровод и оконцеватели исполнены из меди, которая обладает небольшим сопротивлением, уменьшается общее электрическое сопротивление стыкового электросоединителя.
В рассматриваемой конструкции ширина "b" оконцевателя 4 выполняется равной ширине переходной пластины 5, т.к. оконцеватель и переходная пластина подвергаются совместно механической обработке (фрезерованию) для обеспечения возможности визуального контроля качества диффузионной сварки в вакууме.
В общем случае площадь соединения оконцевателя 4 с переходной пластиной 5 определяется формулой
S=b×l1,
где b - ширина оконцевателя;
l1 -длина оконцевателя;
S - площадь соединения оконцевателя с переходной пластиной.
Площадь сечения набора медных лент 2, площадь соединения каждого оконцевателя 4 с переходной пластиной 5 и размеры самой переходной пластины 5 определены в зависимости от величины и режимов протекания тягового тока.
Стыковой электросоединитель закреплен на подошве 6 контактного рельса 7. Он предназначен для повышения электропроводности стыков контактных рельсов 7 в дополнение к стыковым накладкам 8.
Монтаж стыкового электросоединителя контактного рельса осуществляется следующим образом.
Наиболее оптимальным является установка двух электротяговых соединителей на стык контактных рельсов 7 (фиг.5). Переходные пластины 5 электросоединителей привариваются к подошвам 6 контактных рельсов 7 в местах их стыка.
Переходные пластины 5 приваривают по неполному периметру (сварочный шов обозначен штриховкой на фиг.5), который определяется по формуле
P=2l2+b,
где l2 - длина переходной пластины;
b - ширина переходной пластины;
Р - неполный периметр переходной пластины.
Т.о. уменьшается общее электрическое сопротивление стыкового электросоединителя за счет уменьшения длины прохождения тока по стальной переходной пластине и значительного уменьшения величин переходных сопротивлений. Кроме того, снижается материалоемкость устройства и упрощаются его монтаж и демонтаж.
Стыковой электросоединитель контактного рельса работает следующим образом. Постоянный или переменный ток протекает по контактному рельсу 7 и далее по переходным пластинам 5. Длина пути тока по переходной пластине 5 соответствует ее толщине "с". Далее ток проходит через медный оконцеватель 4 к токопроводу 1 и далее ко второму контактному рельсу 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОСОЕДИНИТЕЛЬ СТЫКА КОНТАКТНОГО РЕЛЬСА | 1996 |
|
RU2126749C1 |
| ЙСРСОЮЗНАЯтИ. Г. КоневrLETii- •:.X(ti|<;E:KAfj^HBj.. ^СГГГКА I | 1973 |
|
SU368089A1 |
| РЕЛЬСОВЫЙ ЭЛЕКТРОТЯГОВЫЙ СОЕДИНИТЕЛЬ | 1994 |
|
RU2133678C1 |
| Рельсовый стыковой электросоединитель | 1985 |
|
SU1308512A1 |
| СТЫКОВАЯ НАКЛАДКА ДЛЯ КОНТАКТНОГО РЕЛЬСА С МЕДНЫМ ВКЛАДЫШЕМ | 2019 |
|
RU2731805C1 |
| СТЫКОВАЯ НАКЛАДКА ДЛЯ ХОДОВЫХ РЕЛЬСОВ С УЛУЧШЕННОЙ ПРОВОДИМОСТЬЮ | 2019 |
|
RU2734038C1 |
| МЕЖРЕЛЬСОВЫЙ ЭЛЕКТРИЧЕСКИЙ СТЫКОСОЕДИНИТЕЛЬ | 2003 |
|
RU2252153C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДРОССЕЛЬ-ТРАНСФОРМАТОРОМ | 1997 |
|
RU2153991C2 |
| ВЕРХНИЙ ТОКОПОДВОД МОЩНОГО ЭЛЕКТРООБОГРЕВАЕМОГО СТЕНДА БЕЗОПАСНОСТИ АЭС | 2004 |
|
RU2289171C2 |
| Рельсовый стыковой соединитель | 1980 |
|
SU1011409A1 |
Изобретение относится к области железнодорожного транспорта и может быть использовано на электрифицированных железных дорогах магистрального и промышленного транспорта, а также метрополитена. Стыковой соединитель содержит оконцеватели, каждый из которых соединен со стальной переходной пластиной посредством диффузионной сварки в вакууме. Токопровод и оконцеватели выполнены из меди. Токопровод выполнен в виде набора медных лент, расположенных одна над другой, а оконцеватели - в виде пластин, образованных из соединенных посредством диффузионной сварки в вакууме концов медных лент токопровода. Технический результат заключается в уменьшении электрического сопротивления за счет уменьшения величин переходных сопротивлений. 1 з.п. ф-лы, 5 ил.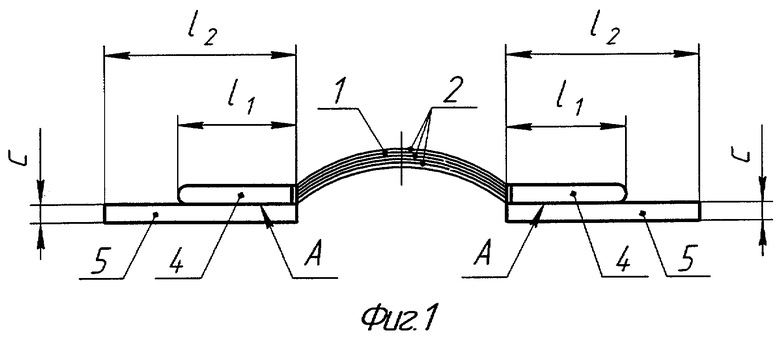
| Рельсовый стыковой электросоединитель | 1985 |
|
SU1308512A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ВОДЫ | 2008 |
|
RU2378648C1 |

