ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ НАГРЕВА ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2002 |
|
RU2216598C1 |
| Способ закалки изделий | 1978 |
|
SU1147761A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| Индуктор для одновременного нагрева впадины зубчатых изделий | 1984 |
|
SU1201323A1 |
| Индуктор для локального нагрева изделий | 1983 |
|
SU1073902A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
Сущность изобретения: полый кольцевой индуктирующий токопровод имеет зазор между его концами, которые расположены внахлест с образованием перекрывающегося зазора. При этом торцы токопровода выполнены с фигурной поверхностью. Перекрывающийся зазор обеспечивает протекание электрического тока по полному витку, в результате чего возникающий магнитный поток охватывает обрабатываемую поверхность, замкнутую по контуру. Магнитный поток приводит к появлению индуктированного тока во всех точках поверх- .ности обрабатываемой детали. Ток, индуктированный во всех точках поверхностного слоя изделия, нагревает его до оди- наковрй температуры. Равномерность нагрева поверхности детали устраняет при последующем ее охлаждении появление трооститной полосы,что повышает качество обработки изделия. 3 ил.
Изобретение относится к машиностроению, в частности к термообработке деталей, и может быть применено для изготовления одновитковых индукторов, служащих для концентрирования переменного электромагнитного поля в поверхностном слое металлических изделий, широко используемых в различных отраслях народного хозяйства.
Целью изобретения является повышение качества закаливания изделия путем исключения трооститной полосы за счет изменения конфигурации торцов индуктора в токопроводящем участке, что приводит к образованию полного витка электрического тока и, следовательно, устраняется влияние провалов магнитного поля на нагрев обрабатываемой детали, который становится
равномерным, и в результате происходит устранение трооститной полосы.
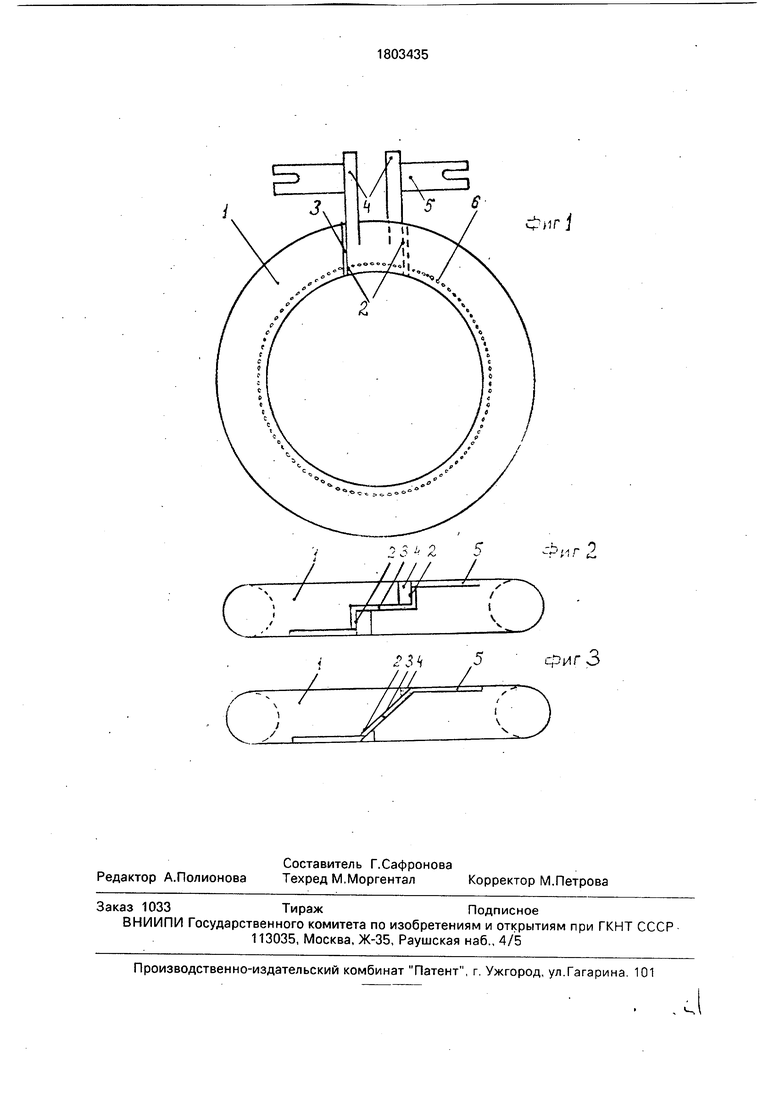
На фиг. 1 представлен индуктор, общий вид; на фиг. 2- то же, вид сверху (ступенчатое сечение); на фиг. 3 - также вид индуктора сверху, косое сечение.
Индуктор для термической закалки внешних поверхностей содержит полый индуктирующий провод 1, сложной конфигурации рабочей части индуктирующего провода торцы 2, образованный торцами зазор 3, токоподводящие шины 4, которые со- единяются с колодками 5 для присоединения индуктора к понижающему трансформатору.
Вода через отверстия 6, расположенные на полом индуктирующем проводе, по00
о
К
со ел
ступает на нагретую деталь для закаливания.
Устройство работает следующим образом. При пропускании переменного тока через индуктирующий провод 1 вокруг провода возникает магнитное поле, напряженность которого периодически изменяется во времени по величине и направлению. Напряженность магнитного поля, а следовательно, и плотность магнитного потока - индукция будет наибольшей внутри витка индуктора вблизи индуктирующего провода 1.
Если поместить внутрь индуктора металлическую деталь, то переменный магнит- ный поток, пронизывающий эту деталь, вызовет в ней индуктированный ток. Ток, индуктированный в поверхностных слоях изделия, нагревает его. Ширина полосы нагрева, ее форма и равномерность нагрева поверхности зависят от формы индуктирующего провода 1 и конструкции торцов 2. Сложная конфигурация торцов 2 обеспечивает протекание электрического тока по полному витку и возникающий магнитный поток охватывает обрабатываемую поверхность, замкнутую по контуру подобно рабочей части полого индуктирующего провода 1. Магнитный поток приводит к появлению индуктированного тока во всех точках поверхности обрабатываемой детали согласно замкнутого контура полого индуктирующего провода 1. Ток, индуктиро0
5
0
5
0
ванный во всех точках поверхностного слоя изделия, нагревает его до одинаковой температуры. Равномерность нагрева поверхности детали устраняет при последующем ее охлаждении появление трооститной полосы. Для качественного закаливания всей поверхности обрабатываемой детали индуктирующий провод 1 приводят в поступательное движение относительно изделия.
Токоподводящие каналы 4 присоединяются к концам индуктирующего провода 1 по линиям раздела торцов 2 со сложным зазором 3.
Присоединение токоведущих шин 4 к расположенным внахлест концам индуктирующего провода 1 обеспечивает протекание электрического тока по полному витку.
Предложенный индуктор в сравнении с известными обеспечивает протекание электрического тока по полному витку, что приводит к равномерному нагреву поверхности изделия и устранению трооститной полосы.
Формула изобретения
Индуктор для нагрева поверхностей изделий токами высокой частоты, содержащий кольцевой индуктирующий полый токопро- вод с зазором между его концами и токопро- водящие шины, отличающийся тем, что, с целью повышения качества обработки путем исключения трооститной полосы, концы токопровода соединены между собой внахлест, при этом торцы токопровода выполнены с фигурной поверхностью.
Составитель Г.Сафронова Редактор А.Полионова Техред М.МоргенталКорректор М.Петрова
Заказ 1033Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина. 101
ФигЗ
Ч
.d
| Индуктор для нагрева изделий токами высокой частоты | 1987 |
|
SU1502630A1 |
