Заявляемое изобретение относится к пищевой промышленности. В частности, оно может быть использовано в мясной и мясоперерабатывающей, а также в рыбной и рыбообрабатывающей промышленности.
Отличительные признаки заявляемого изобретения могут быть реализованы в оборудовании кулинарных и кондитерских производств, предприятий общественного питания (в агрегатах столовых, ресторанов, кафе), а также в бытовой технике (в том числе, в кухонных устройствах и приспособлениях).
Заявляемое изобретение призвано обеспечить производство составного полуфабриката продукта питания, допускающего глубокую заморозку. При этом в представляемых материалах под полуфабрикатом в основном подразумеваются изделия-заготовки из оболочки (преимущественно состоящей из теста) с начинкой вязкой консистенции (например, с фаршем), такие как колбаски, пельмени, равиоли, вареники, пирожки, тарталетки и т.п.
Уровень техники
Известно устройство (Авторское свидетельство №131292), включающее а) форму, сквозные отверстия-ячейки которой соответствуют конфигурации изготавливаемых полуфабрикатов и б) фаршеделитель-дозатор, в свою очередь уже соответствующий конфигурации и размерам ячеек формы. Данное устройство - близкий аналог объекта изобретения, принцип его работы прост.
На форму выкладывают первый лист материала оболочки и сверху устанавливают дозатор, используя который, посредством специальной лопасти порциями начинки заполняют гнезда (образуемые в ячейках формы первым листом при его деформации под давлением «уминаемой» начинки).
Затем дозатор поднимают, а упомянутые порции под действием силы тяжести и сил сцепления с материалом первого листа остаются в гнездах. Далее поверх упомянутых порций на первый лист накладывают второй.
После этого в области периметров отверстий гнезд (на стыках ячеек - там, где предусмотрено присутствие лишь материала оболочки) посредством прокатки роликом производят «склейку» листов и одновременное разделение конечных изделий - полуфабрикатов.
Близкий аналог имеет простую конструкцию, малую материалоемкость, компактен, транспортабелен, не требует высококвалифицированного обслуживающего персонала и при этом обеспечивает экономически эффективное малотиражное производство широкой номенклатуры полуфабрикатов с привлекательным внешним видом при обеспечении высокого сходства размеров, качества и вкуса однотипных готовых изделий. При этом, однако, у близкого аналога имеются некоторые недостатки:
- не предусмотрена процедура подготовки полуфабрикатов к окончательной заморозке - нет градиента температур - полуфабрикаты охлаждаются сразу по всей площади, а в ряде случаев - преимущественно со стороны поддона, в результате чего велика вероятность их частичного прилипания к поддону, предопределяющего возможность нарушения целостности материала оболочки или ее наружной поверхности;
- возможно образование в оболочке сколов, а также микро- и макротрещин - не предусмотрено удаление влаги;
- толщина оболочки полуфабриката не равномерна - как минимум один из листов вытягивается только в упомянутой области периметров;
- велико прилипание оболочки к деталям устройства - не предусмотрено использование конструкционных материалов, имеющих низкое сцепление с материалом оболочки, в то время как равномерное покрытие мукой рабочих поверхностей формы затруднительно;
- санитарная обработка рабочих поверхностей малопроизводительна - форма и дозатор, имеющие сложные профили поверхностей, входящих в контакт с материалом оболочки и начинкой, выполнены неразделимыми на части;
- полуфабрикатам сложно придать форму изделий ручного изготовления - предусмотренная процедура разделения склеенных листов с расположенными между ними порциями начинки предполагает изготовление идентичных (с точки зрения визуального восприятия) изделий;
- качество склейки листов неудовлетворительно - используемая технология допускает попадание в места склейки сухой муки;
- не предусмотрено бесступенчатое регулирование подачи начинки - для регулирования подачи начинки предполагается смена дозатора (что косвенно влияет также и на материалоемкость устройства - для изготовления изделий широкой номенклатуры требуется иметь набор дозаторов);
- основные элементы конструкции быстро изнашиваются - устройство включает острые режущие кромки.
Помимо указания на недостатки близкого аналога следует отметить, что он морально устарел, правда, в основном, лишь, во-первых, ввиду того, что при его разработке не учитывались свойства современных материалов, а во-вторых - ввиду принципиального изменения за последние десятилетия парка соответствующего технологического оборудования (силовых агрегатов и т.д.).
Из Авторского свидетельства №369892 известно еще одно устройство, в некоторой части являющееся аналогом заявляемого объекта. Важным в аналоге является наличие формующего стакана и перемещающегося относительно него поступательно толкателя-возвращателя. Следует отметить, что указанный здесь аналог имеет те же недостатки, что и обсуждаемый ранее близкий аналог. Помимо этого он предназначен для изготовления полуфабрикатов только в условиях серийного производства.
Также известно устройство (Патент РФ №40844 (в т.ч. см. прилагаемую к материалам заявки выписку из паспорта «Рабочая зона Модель ПВВ-1», ООО Производственно-конструкторское бюро «Сибирские деликатесы», г.Омск)), выбранное в качестве прототипа, при разработке которого была предпринята попытка усовершенствовать близкий аналог, в том числе, с учетом особенностей описанной выше конструкции формующего стакана.
Прототип включает близкие к описанным ранее форму с ячейками и соответствующий ей дозатор, к которому прилагается распределяющая начинку по порциям лопатка, а также набор формующих стаканов и возвращатель.
Существенным отличием прототипа от близкого аналога является использование четырехпозиционного дозатора, число отверстий в котором в четыре раза больше числа ячеек формы, что позволяет, четыре раза меняя взаимное расположение дозатора и формы, такое же число раз осуществлять последовательную выгрузку из дозатора порций начинки в количестве, равном числу ячеек формы, что обеспечивает экономию времени при распределении начинки по порциям. Для повышения производительности выполнения соответствующей процедуры прототип включает кондуктор, содержащий две пары направляющих, одну - для установки формы, а другую - дозатора, а также механизм позиционирования того или другого.
Дополнительно прототип включает:
а) выталкивающее приспособление для порций начинки,
б) обрезной пуансон для отделения полуфабрикатов, выполненный с возможностью поступательного перемещения относительно формующего стакана и
в) приспособление для съема (полуфабрикатов с формы).
Прототип работает следующим образом.
Начинку располагают на дозаторе и, заполняя лопаткой его отверстия начинкой, последнюю распределяют по числу порций, равному числу отверстий дозатора.
На форму выкладывают первый лист материала оболочки.
Дозатор с распределенными по его отверстиям порциями начинки располагают над формой с первым листом, должным образом ориентируя друг относительно друга дозатор и форму - отверстия дозатора должны быть расположены над закрытыми первым листом ячейками формы.
Посредством выталкивающего приспособления порции начинки выгружают из дозатора на первый лист.
Накрывают первый лист поверх порций начинки вторым, получая подготовленное к формованию полотно, состоящее из двух листов материала оболочки и порций начинки между ними, удерживаемых в требуемом положении при межоперационной транспортировке ячейками формы.
Форму с полотном подают под набор формующих стаканов, каждый из которых окружен обрезным пуансоном, обеспечивая расположение стаканов над ячейками формы и, соответственно, над порциями начинки.
Посредством формующих стаканов с использованием внешней силы, прикладываемой сверху вниз, осуществляют формование полуфабрикатов, а посредством обрезных пуансонов - их отделение от полотна.
Во время холостого хода, когда пуансоны после отделения полуфабрикатов от полотна перемещаются вверх, посредством возвращателя предотвращают подъем полуфабрикатов, прилипших к поверхностям стаканов, сбрасывая такие полуфабрикаты обратно на форму.
Форму с полуфабрикатами устанавливают над приспособлением для съема и осуществляют ее перемещение вниз. Толкатели приспособления вблизи цилиндрических поверхностей ячеек формы снимают с последних готовые изделия, после чего полуфабрикаты перемещают на поддон, который затем располагают в морозильной камере.
Заявитель хорошо знаком с прототипом. В 2002 г. прототип был получен заявителем от упомянутого Производственно-конструкторского бюро с целью апробации на условиях заключенного между заявителем и бюро Опционного лицензионного договора.
Результаты апробации подтвердили заявленные изготовителем технологические параметры, в том числе трудоемкость и энергоемкость.
Привлекательный вид и высокое качество полуфабрикатов, полученных с использованием прототипа, подтверждены дипломами, полученными заявителем на престижных выставках (копии прилагаются).
В январе 2004 г. заявителем была выкуплена с целью долгосрочного использования и освоена в эксплуатации соответствующая «Рабочая зона», что позволило к концу 2004 г. выявить ряд отличительных признаков новых изобретений, составивших суть представляемой заявки.
Кроме указанной экономии времени от близкого аналога прототип отличает возможность его использования совместно с современными силовыми прессующими агрегатами.
В остальном, прототипу свойственны достоинства и недостатки близкого аналога.
Сущность изобретения
Цель изобретения, отражающая общий технический результат, достигаемый при реализации заявляемых объектов, - создание устройства для экономически эффективного малотиражного производства широкой номенклатуры пельменей с оптимальным с точки зрения привлекательности внешнего вида (без задиров, заусенцев, дефектных отклонений формы поверхностей) и удобства потребления соотношением размеров и параметров.
В этом аспекте заявляемые изобретения позволяют также: упростить конструкцию оборудования для производства полуфабрикатов, уменьшить их материалоемкость и повысить компактность, транспортабельность, снизить требования к квалификации обслуживающего персонала.
В том числе заявляемый технический результат от использования представляемых изобретений заключается в:
- обеспечении подготовки полуфабрикатов к заморозке;
- исключении образования в оболочке сколов, а также микро- и макротрещин;
- обеспечении равномерной толщины оболочки;
- исключении прилипания оболочки к деталям устройства;
- упрощении санитарной обработки деталей и узлов;
- обеспечении возможности придания полуфабрикатам формы изделий ручного изготовления;
- повышении качества склейки листов;
- обеспечении бесступенчатого регулирования подачи начинки;
- увеличении срока службы оборудования;
- минимизации отходов оболочки;
- уменьшении брака.
Достижению заявляемого технического результата способствует реализация указанных ниже главных и частных отличительных признаков.
В отношении формы.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения листа материала оболочки форму с ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, включает следующие отличительные признаки: конфигурация ячеек удовлетворяет условию
где Lф - усредненный максимальный размер, охватывающий контур ячеек (мм),
Dф - усредненный минимальный размер, охватывающий контур ячеек (мм),
C1 - константа с допуском ±0,5, равная 1,5(C1=1,5±0,5),
dф - усредненный минимальный размер, охватываемый контуром ячеек, (мм)
при этом по периметру со стороны расположения листа кромки ячеек выполнены либо притупленными с радиусом закругления, большим 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.
Ячейки могут быть выполнены различного размера и/или формы, при этом максимальное различие площадей поперечного сечения ячеек вблизи поверхности, на которой размещается лист не более чем четырехкратное.
Форма может быть выполнена из продольных секций, которые в центре имеют сквозные отверстия, а с одного из концов - механизм фиксации соседних секций в правильном взаимном положении, тогда как в сквозных отверстиях секций располагается шпилька, посредством которой секции жестко фиксируются относительно друг друга.
Дополнительно форма может включать набор мембран из пластически деформируемого материала, такого как резина, располагаемых непосредственно над ячейками со стороны размещения листа и, как правило, жестко фиксируемых на форме в области периметров ячеек.
Мембраны могут быть выполнены легкосъемными.
Форма может быть покрыта жестко фиксированной по своим краями пленкой, выполненной из пластически деформируемого материала, такого как резина, образующего над ячейками мембраны.
Мембраны могут иметь переменную толщину.
Также дополнительно устройство может включать приспособление для съема полуфабрикатов с формы, содержащее плоскую или изогнутую пластину с выталкивателями, выполненными с возможностью проникновения в ячейки, и такие выталкиватели установлены в/на пластине таким образом, что свободный конец как минимум одного из них выступает над плоскостью, касающейся свободных концов как минимум трех других из них.
Выталкиватели могут быть выполнены в виде пустотелых цилиндров или тонкостенных стаканов, в том числе частично разрезанных по образующей.
Еще одним дополнением устройства может служить поддон с крышкой, при этом сам поддон может быть изготовлен либо из материала с относительно низкой теплопроводностью, например из пластмассы или дерева, либо являться составным и включать материал с относительно высокой теплоемкостью, например, состоять из емкости, залитой водой, либо относительно толстостенным, в то время как крышка может быть изготовлена либо из материала с относительно высокой теплопроводностью, например, из нержавеющей стали, либо являться составным и включать материал с относительно низкой теплоемкостью, например, состоять из пластмассового кожуха с аллюминиевыми вставками, либо относительно тонкостенным.
В отношении дозатора.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения листа материала оболочки форму с ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, а также дозатор с отверстиями, выполненный с возможностью заполнения последних начинкой и последующей выгрузки на упомянутый лист, расположенный под дозатором, ее порций, соответствующих объему, ограниченному отверстиями, ориентированными на центр ячеек, включает следующие отличительные признаки: отверстия выполнены с меньшей площадью поперечного сечения, нежели ячейки, причем удовлетворяется следующее условие
где Sф - средняя площадь поперечного сечения ячеек вблизи поверхности формы, предназначенной для расположения на ней листа (мм2),
Sд - средняя площадь поперечного сечения отверстий (мм2),
С2 - константа равная 1,1 (C2=1,1),
Lф - усредненный максимальный размер, охватывающий контур ячеек (мм),
Dд - усредненный максимальный размер, охватывающий контур отверстий (мм),
dд - усредненный минимальный размер, охватываемый контуром отверстий (мм).
При этом конфигурация отверстий может быть выполнена с учетом удовлетворения следующего условия

В то же время высота дозатора или иначе его толщина может быть выполнена с учетом удовлетворения следующего условия

где Нд - высота дозатора, определяющая протяженность его отверстий и, соответственно, объем порций (мм),
hн - средняя толщина листов материала оболочки (мм).
Отверстия дозатора могут иметь один диаметр, но различные поля допусков на него по толщине - в нижней части они могут иметь либо более жесткий допуск, либо поле допуска, предполагающее более плотную посадку.
Отверстий может быть в два или в нечетное число раз больше, чем ячеек.
Отверстия могут быть выполнены различных размеров и/или различной формы, при этом максимальное различие площади их поперечного сечения не должно быть более чем четырехкратным.
В отношении позиционируемого дозатора.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения листа материала оболочки форму с периодически расположенными на ней ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, а также дозатор с периодически расположенными на нем отверстиями, выполненный с возможностью заполнения последних начинкой и последующей выгрузки как минимум на два листа материала оболочки, последовательно располагаемых под дозатором, порций начинки, соответствующих объему, ограниченному отверстиями, ориентированными на центр ячеек, включает следующие отличительные признаки: период следования ячеек и отверстий в заданном направлении удовлетворяет следующему условию
где Тф - период следования ячеек в заданном направлении (мм),
Тд - период следования отверстий в заданном направлении (мм),
n - число выгрузок дозатора при условии относительного перемещения в заданном направлении формы и дозатора, тогда как минимальное расстояние между кромками отверстий tд выполнено большим 0,5 мм.
При этом устройство дополнительно может быть оснащено набором, включающим две и более формы.
В отношении выталкивающего приспособления.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения листа материала оболочки форму с ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, дозатор с отверстиями, выполненный с возможностью заполнения последних начинкой и последующей выгрузки на упомянутый лист, расположенный под дозатором, ее порций, соответствующих объему, ограниченному отверстиями, ориентированными на центр ячеек, а также выталкивающее приспособление для порций начинки, содержащее стержни, выполненные с возможностью проникновения в отверстия, включает следующие отличительные признаки: стержни выполнены с возможностью обеспечения при выгрузке гарантированного вылета qc из отверстий, превышающего 1 мм.
Так, стержни могут быть выполнены с возможностью обеспечения вылета, большего 4 мм.
Как минимум два стержня могут иметь больший вылет по сравнению с вылетом других стержней.
Стержни могут быть установлены на пластине, изогнутой как минимум в одном направлении.
Стержни могут быть выполнены из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь, по крайней мере на своей рабочей части, соответствующее покрытие, такое как тефлоновое.
В другом исполнении стержни могут быть выполнены из материала, смачиваемого водой, при этом такой материал должен иметь теплоемкость, большую 0,25 кДж/(кг·К).
При этом стержни могут иметь головки, выполненные с возможностью соединения с отверстиями по свободной посадке - с гарантированным зазором, и резцы с режущей кромкой, выполненные с возможностью плотного соединения с отверстиями - по посадке, приближенной к переходной.
Головки стержней и их резцы могут быть выполнены разборными.
В свою очередь головки стержней могут быть выполнены из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь, по крайней мере на своей рабочей части, соответствующее покрытие, такое как тефлоновое.
Также головки стержней могут быть выполнены из материала, смачиваемого водой, при этом такой материал должен иметь теплоемкость больше 0,25 кДж/(кг·К).
Дозатор может быть выполнен на базе пластины, имеющей как минимум в одном направлении кривизну, радиус которой обеспечивает стрелку прогиба одной из поверхностей дозатора, превышающую 1 мм.
Отверстия и стержни могут быть выполнены со взаимосопрягаемыми насечками типа винтовых линий, при этом стержни могут быть выполнены с возможностью поворота вокруг своей продольной оси в обоих направлениях.
В отношении приспособления для заполнения дозатора.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее дозатор с отверстиями, выполненный с возможностью заполнения последних начинкой и последующей выгрузки ее порций, соответствующих объему, ограниченному отверстиями, включает следующие отличительные признаки: дополнительно оно содержит приспособление для упомянутого заполнения, состоящее из чаши и установленного в ней столба, площадь наружного торца которого превышает как минимум на 5% площадь поверхности дозатора, пронизанную отверстиями, при этом и чаша, и столб выполнены из материала, разрешенного для контакта с начинкой, или имеют соответствующее покрытие.
На наружном торце могут располагаться штифты, выполненные с возможностью проникновения в отверстия.
Штифты могут быть выполнены с возможностью регулирования высоты их выступания над наружным торцом.
Чаша может быть выполнена из нержавеющей стали.
Столб может быть выполнен из дерева.
Приспособление для упомянутого заполнения может иметь подставку, при этом высота расположения наружного торца над уровнем пола не должна превышать 1,5 м.
Дополнительно приспособление для упомянутого заполнения может включать лопатку.
Также дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом при температуре последнего от 0 до +30°С.
В отношении кондуктора.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения листа материала оболочки форму с периодически расположенными на ней ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, а также дозатор с периодически расположенными на нем отверстиями, выполненный с возможностью заполнения последних начинкой и последующей выгрузки как минимум на два листа материала оболочки, последовательно располагаемых под дозатором, порций начинки, соответствующих объему, ограниченному отверстиями, ориентированными на центр ячеек, а также выталкивающее приспособление для порций начинки, содержащее стержни, выполненные с возможностью проникновения в отверстия, включает следующие отличительные признаки: дополнительно оно содержит кондуктор, выполненный с возможностью установки в нем формы с листом и поверх последних - дозатора, и такой кондуктор содержит механизм перемещения формы или дозатора в заданном направлении как минимум на один шаг, равный периоду упомянутого расположения отверстий в таком направлении, при этом указанный механизм выполнен с возможностью упомянутого ориентирования, тогда как кондуктор включает крышку с расположенными на ней с периодом следования ячеек сквозными прорезями, выполненными с возможностью прохождения через них стержней.
Механизм может быть выполнен с возможностью перемещения дозатора.
Прорези могут быть выполнены с заборными уклонами, обеспечивающими предварительную ориентацию стержней при их проникновении в прорези.
Уклоны могут быть выполнены на всю толщину крышки.
Крышка и стержни могут быть выполнены из разных материалов, составляющих антифрикционную пару.
Дозатор может быть выполнен на базе пластины, имеющей как минимум в одном направлении кривизну, радиус которой обеспечивает стрелку прогиба одной из поверхностей дозатора, превышающую 1 мм.
Дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом.
В отношении формующих стаканов.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения первого листа материала оболочки форму с периодически расположенными на ней ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, а также формующие стаканы в количестве, равном числу ячеек, выполненные с возможностью формообразования полуфабрикатов посредством обжатия своими торцевыми рабочими поверхностями на заданной площади вблизи периметра ячеек второго листа материала оболочки, расположенного на первом поверх порций начинки, до склейки листов, включает следующие отличительные признаки: рабочие поверхности выполнены с площадью, удовлетворяющей условию

где hн - средняя толщина листов материала оболочки (мм),
Sф - средняя площадь поперечного сечения ячеек вблизи поверхности формы, предназначенной для расположения на ней листа, (мм2),
Sc - средняя площадь рабочих поверхностей стаканов, которая определяет упомянутую заданную площадь (мм2), и при этом такие поверхности имеют отклонения от плоскостности, превышающие 100 мкм.
Формующие стаканы по своим внутренним периметрам на рабочих поверхностях могут иметь выступы высотой более 200 мкм.
На рабочих поверхностях формующих стаканов могут быть выполнены желобки глубиной более 200 мкм.
Рабочие поверхности могут быть составлены из фрагментов колец, ограниченных осесимметричными кривыми линиями второго или более высокого порядка, наружные и внутренние радиусы кривизны которых при вершине соответствующих линий - в области их пересечения с осью симметрии - удовлетворяют условию
где Rc в - внутренний радиус большего по размеру фрагмента кольца (мм),
rс в - внутренний радиус меньшего по размеру фрагмента кольца (мм),
Rc н - наружный радиус большего по размеру фрагмента кольца (мм),
rс н - наружный радиус меньшего по размеру фрагмента кольца (мм).
Устройство может дополнительно включать возвращатель со штоками, число которых равно числу стаканов, при этом последние на своем дне могут иметь отверстия, периметры которых не пересекают фрагменты колец, и такие отверстия могут быть выполнены с возможностью проникновения в них штоков.
На концах штоков могут быть расположены экраны, выполненные с возможностью перемещения в стаканах по посадке более свободной, нежели основного вала с основным отверстием.
Возвращатель может содержать фиксатор, препятствующий приближению экранов к форме на расстояние меньшее заданного.
Экран может быть изготовлен из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь, по крайней мере на своей рабочей поверхности, соответствующее покрытие, такое как тефлоновое.
При этом фиксатор может быть выполнен с возможностью произвольного задания указанного расстояния.
Минимальные размеры экранов в проекции на форму могут быть примерно равны усредненному минимальному размеру, охватываемому контуром ячеек.
Возвращатель может включать вставки, выполненные с возможностью их прохождения между стаканами.
Дополнительно стаканы могут включать мембраны из пластически деформируемого материала, такого как резина, располагаемые непосредственно перед полостями стаканов со стороны, противоположной дну последних, и, как правило, жестко фиксируемые на них вблизи рабочих поверхностей или непосредственно на таких поверхностях.
Мембраны могут быть выполнены легкосъемными.
Мембраны могут иметь переменную толщину.
Дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом при температуре последнего от 0 до +30°С.
В отношении обрезных пуансонов.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения первого листа материала оболочки форму с периодически расположенными на ней ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, ориентированные относительно ячеек формующие стаканы в количестве, равном числу ячеек, выполненные с возможностью формообразования полуфабрикатов посредством обжатия своими торцевыми рабочими поверхностями на заданной площади вблизи периметра ячеек второго листа материала оболочки, расположенного на первом поверх порций начинки, до склейки листов, а также обрезные пуансоны, окружающие стаканы и выполненные с возможностью перемещения относительно стаканов и плотного прилегания своей режущей кромкой к форме, включает следующие отличительные признаки: стаканы установлены в пуансонах таким образом, что перед контактом режущих кромок со вторым листом торцевые поверхности оказываются углубленными в пуансон более чем на среднюю толщину листов, при этом каждый из пуансонов кинематически связан с соответствующим ему стаканом или со всей совокупностью стаканов одновременно посредством как минимум одного пружинящего элемента, который выполнен таким, что, во-первых, его длина обеспечивает возможность хода пуансона после упомянутого контакта относительно стакана или стаканов без деформации элемента на величину, превышающую четверть средней толщины листов, во-вторых, его жесткость обеспечивает при заданном приближении торцевых поверхностей к форме гарантированный контакт с последней режущих кромок, и, в-третьих, возможная величина его деформации позволяет после упомянутого контакта осуществить дополнительное перемещение стакана или стаканов относительно пуансонов на величину, превышающую четверть средней толщины листов.
Режущие кромки могут быть выполнены составленными из фрагментов окружностей или осесимметричных кривых более высокого порядка разной длины, имеющих приблизительно равные радиусы или радиусы кривизны при вершине.
Пуансон может быть так ориентирован относительно стакана, а последний относительно формы, что удовлетворяется следующее условие
где z1 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью или кривой высшего порядка большей длины (мм),
z2 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью или кривой высшего порядка меньшей длины (мм).
Также пуансон может быть так ориентирован относительно стакана, а последний - относительно формы, что центры кривизны режущей кромки, образованной окружностью или кривой большей длины, и ближайшего к ней края ячейки совпадают, или совпадают их оси симметрии.
Режущие кромки могут быть выполнены притупленными с радиусом закругления большим 0,2 мм.
Режущие кромки могут иметь покрытие, обеспечивающее минимальное сцепление с материалом начинки, такое как тефлоновое.
Устройство может дополнительно включать наборы элементов различной жесткости и/или длины.
Устройство может дополнительно включать возвращатель со штоками, число которых равно числу пуансонов, при этом последние могут иметь отверстия, выполненые с возможностью проникновения в них штоков.
Возвращатель может включать вставки, выполненные с возможностью их прохождения между пуансонами.
Дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом.
В отношении жала.
Устройство для производства полуфабрикатов продукта питания из оболочки с начинкой, содержащее предназначенную для размещения первого листа материала оболочки форму с расположенными на ней ячейками, служащими для образования в них упомянутым листом гнезд при деформации такового порциями начинки, включает следующие отличительные признаки: ячейки выполнены такими, что их поперечное сечение является круглым или овальным, при этом в полости как минимум одной из ячеек расположено как минимум одно жало цилиндрической формы, максимальный поперечный размер которого удовлетворяет условию

где hн - средняя толщина листов материала оболочки (мм),
Dж - максимальный поперечный размер жала (мм),
Dф - усредненный минимальный размер, охватывающий контур ячеек (мм).
Дополнительно устройство может включать ориентированные относительно ячеек формующие стаканы в количестве, равном числу ячеек, выполненные с возможностью формообразования полуфабрикатов посредством обжатия своими торцевыми рабочими поверхностями на заданной площади вблизи периметра ячеек второго листа материала оболочки, расположенного на первом поверх порций начинки, до склейки листов, тогда как в полости как минимум одного из стаканов расположено как минимум одно жало цилиндрической формы, максимальный поперечный размер которого удовлетворяет условию

Жала форм и стаканов могут быть выполненными с такими продольными размерами и/или так установлены в форме и стакане, что на последнем этапе склейки - по окончании формообразования полуфабрикатов - минимальные расстояния между внешними торцевыми поверхностями жал больше 0,1 мм.
Жала форм и стаканов могут быть выполненными с такими продольными размерами и/или так установлены в форме и стакане, что на последнем этапе склейки - по окончании формообразования полуфабрикатов - минимальные расстояния между внешними торцевыми поверхностями жал примерно равны hн.
Дополнительно к жалам могут быть присоединены плоские или изогнутые пластины, при этом максимальный поперечный размер таких составных жал удовлетворяет следующему условию
где Lж - максимальный поперечный размер составного жала (мм).
Устройство может дополнительно включать возвращатель со штоками в количестве, равном числу стаканов, которые на своем дне могут иметь отверстия, выполненные с возможностью проникновения в них штоков, тогда как на концах штоков могут быть расположены экраны, выполненные с возможностью перемещения в стаканах по посадке более свободной, нежели основного вала с основным отверстием, при этом в штоках и/или экранах могут быть выполнены выборки для жал или составных жал.
Поверхности жал могут быть выполнены из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь соответствующее покрытие, такое как тефлоновое, или отполированными.
Внешние торцевые поверхности жал могут быть выполнены закругленными.
Ячейки и/или стаканы могут иметь пазы, выполненные с возможностью размещения в них концов пластин.
Перечень чертежей
На фиг.1 представлен один из возможных вариантов фрагмента формы.
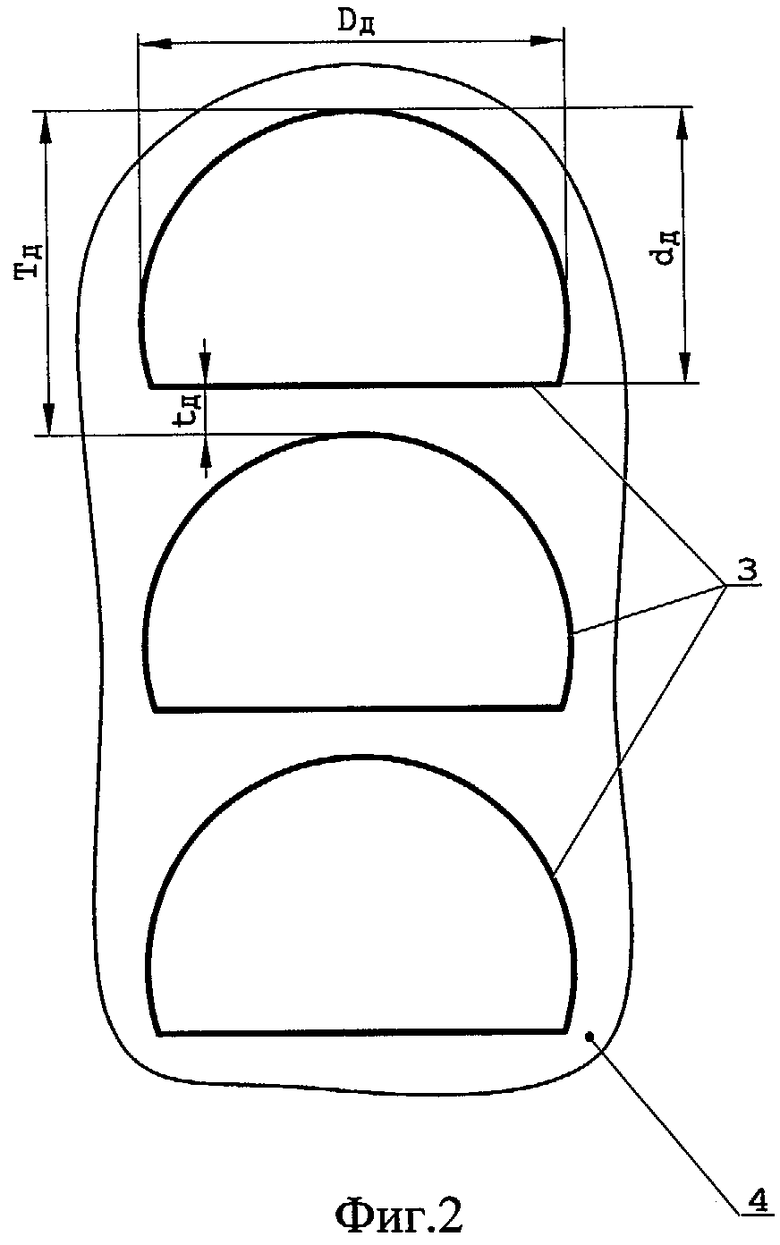
На фиг.2 представлен один из возможных вариантов фрагмента дозатора.
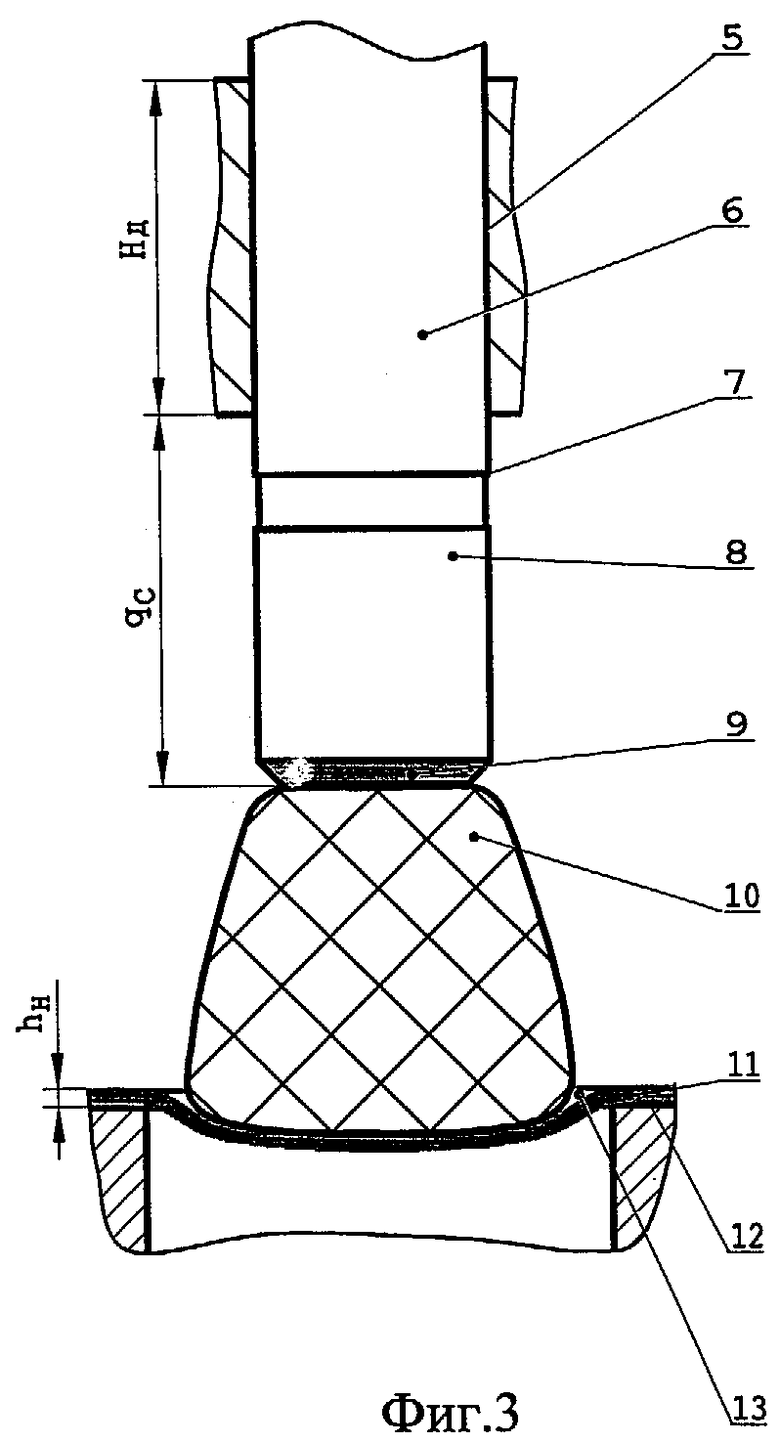
На фиг.3 представлен один из возможных вариантов окончательного этапа выгрузки порции начинки.
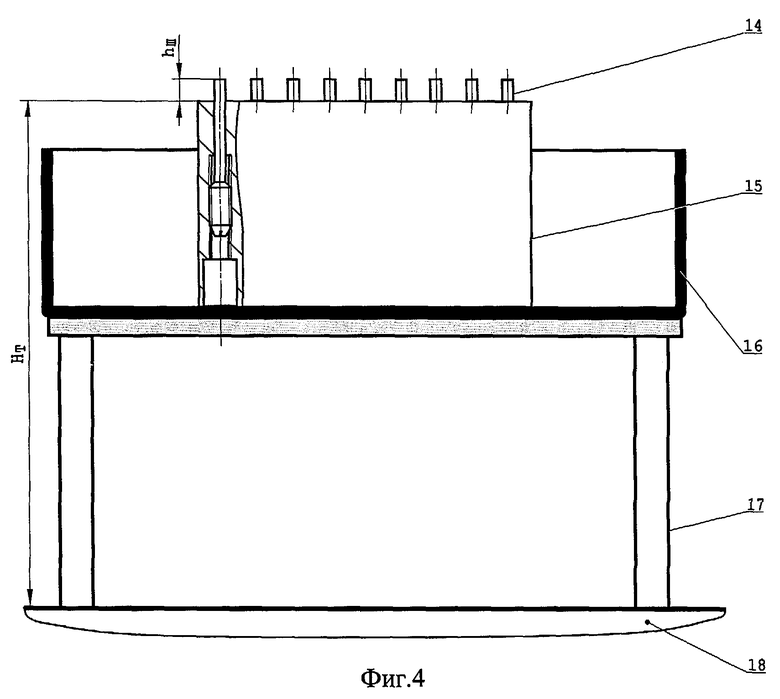
На фиг.4 представлен один из возможных вариантов приспособления для загрузки дозатора.
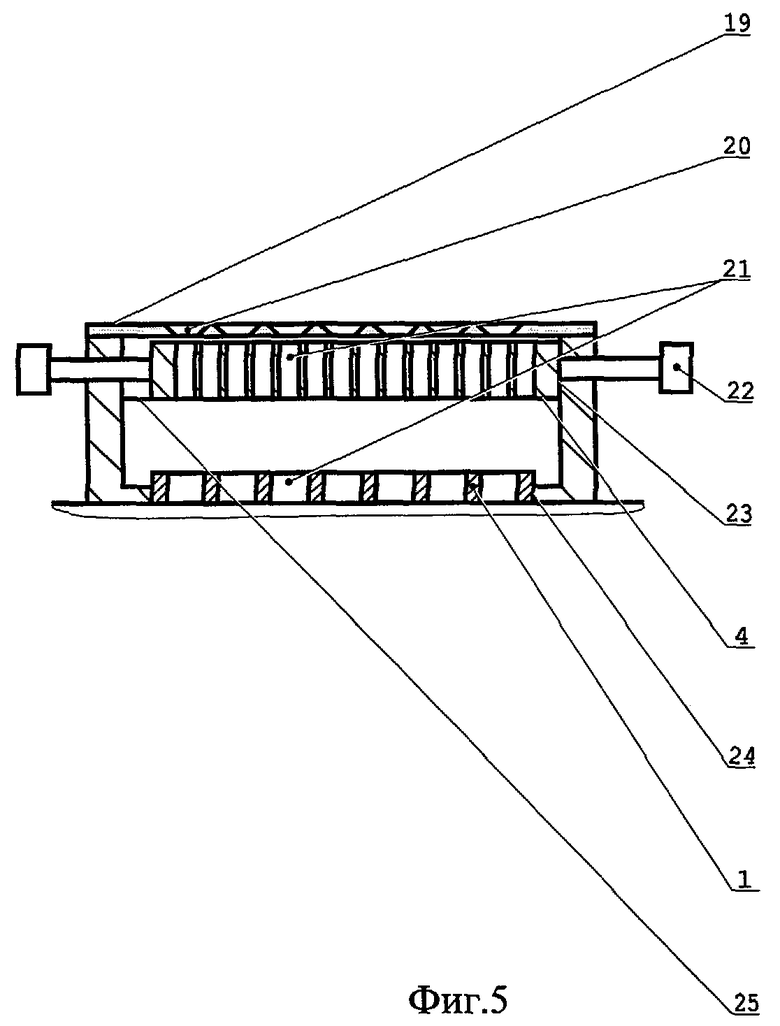
На фиг.5 представлен один из возможных вариантов кондуктора.
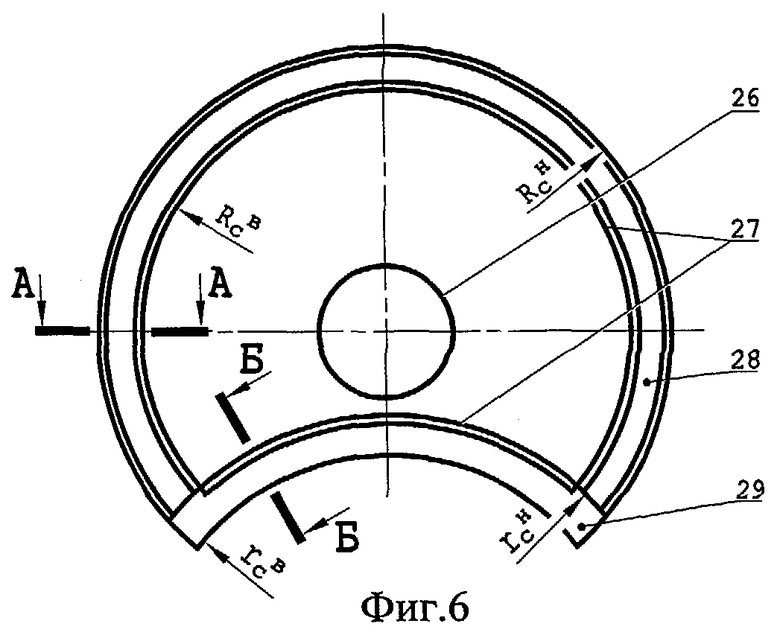
На фиг.6 представлен один из возможных вариантов формующего стакана.
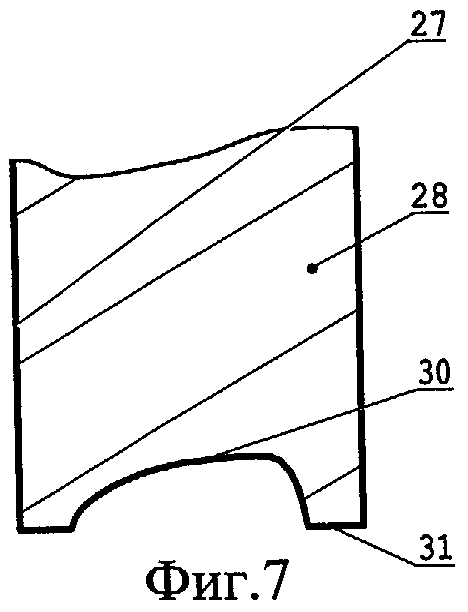
На фиг.7 представлен один из возможных вариантов сечения А-А формующего стакана, изображенного на фиг.6.
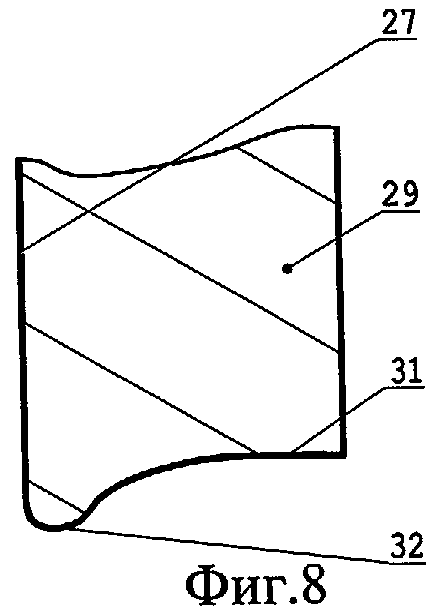
На фиг.8 представлен один из возможных вариантов сечения Б-Б формующего стакана, изображенного на фиг.6.
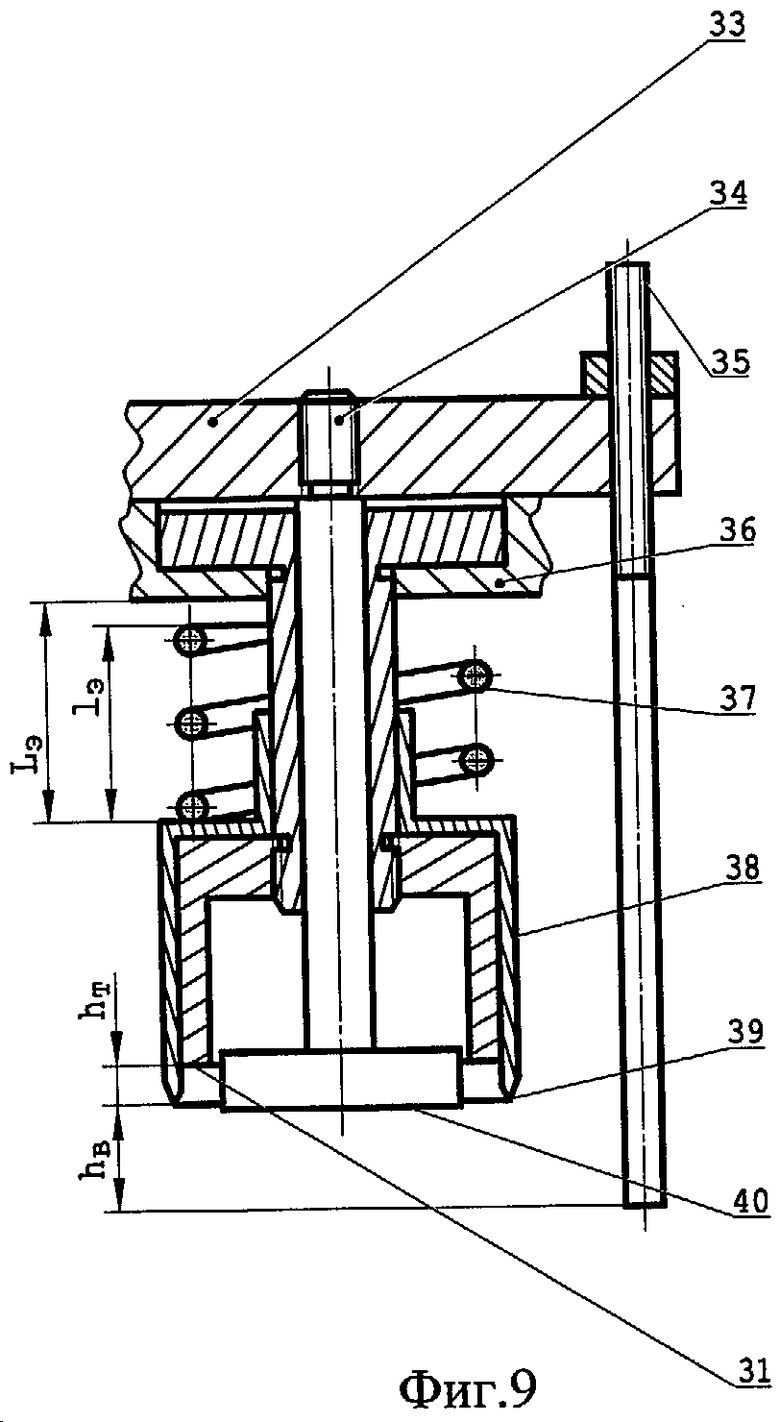
На фиг.9 представлен один из возможных вариантов сборки формующего стакана и обрезного пуансона.
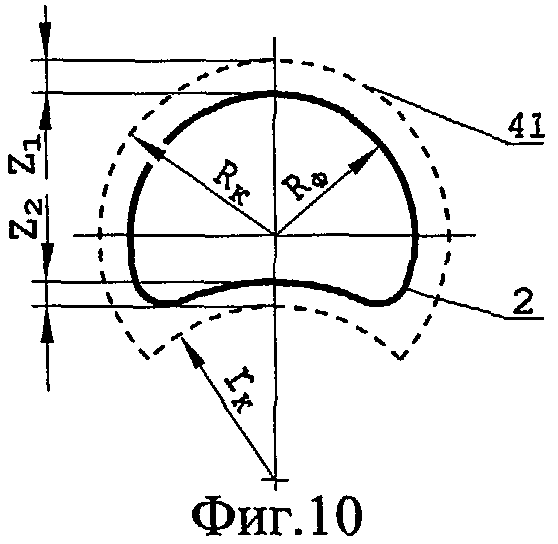
На фиг.10 представлен один из возможных вариантов взаимного расположения ячейки формы и режущей кромки обрезного пуансона.
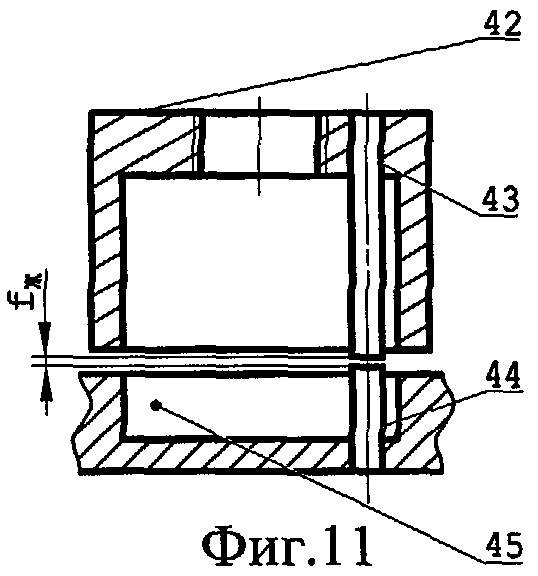
На фиг.11 представлен один из возможных вариантов расположения жал в формующем стакане и в ячейке формы.
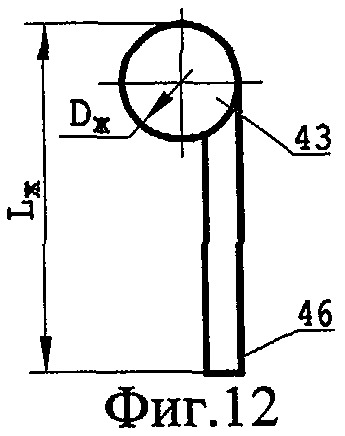
На фиг.12 представлен один из возможных вариантов составного жала.
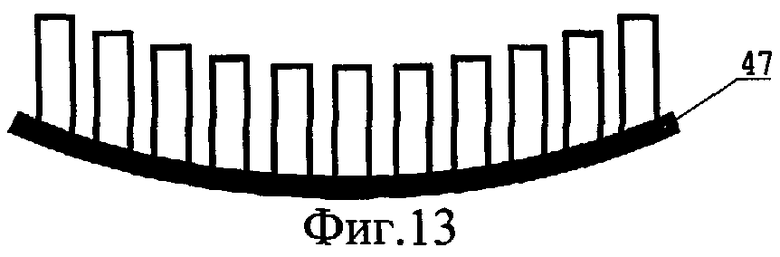
На фиг.13 представлен один из возможных вариантов приспособления для съема полуфабрикатов с формы.
На чертежах приняты следующие обозначения:
1 - форма,
2 - ячейки,
3 - отверстия,
4 - дозатор,
5 - отверстие дозатора, которое, в частном исполнении по своей длине может быть выполнено с различными полями допуска,
6 - стержень,
7 - режущая кромка резца,
8 - головка,
9 - тефлоновое покрытие,
10 - порция начинки,
11 - первый лист материала оболочки,
12 - поверхность формы, предназначенная для расположения на ней первого листа материала оболочки,
13 - гнездо,
14 - штифты,
15 - столб,
16 - чаша,
17 - подставка,
18 - пол,
19 - крышка кондуктора,
20 - прорези крышки кондуктора,
21 - ориентированные друг относительно друга отверстие и ячейка,
22 - рукоятка,
23 - стенка кондуктора,
24 - направляющая для установки формы,
25 - направляющая для горизонтального перемещения дозатора,
26 - отверстие на дне стакана, для проникновения в стакан штоков,
27 - внутренний периметр,
28 - больший по размеру фрагмент кольца, из которого составлена рабочая поверхность стакана,
29 - меньший по размеру фрагмент кольца, из которого составлена рабочая поверхность стакана,
30 - желобок,
31 - торцовые рабочие поверхности стаканов,
32 - выступ,
33 - возвращатель,
34 - шток,
35 - фиксатор,
36 - общая пластина, на которую при формообразовании полуфабрикатов передается усилие от силового прессующего агрегата,
37 - пружинящий элемент,
38 - пуансон,
39 - режущая кромка пуансона,
40 - экран,
41 - воображаемые следы, оставленные режущими кромками пуансона вокруг ячейки,
42 - стакан,
43 - жало стакана,
44 - жало ячейки,
45 - полость ячейки,
46 - плоские или изогнутые пластины жал,
47 - приспособление для съема полуфабрикатов с формы,
Dд - усредненный максимальный размер, охватывающий контур отверстий (мм),
Dж - максимальный поперечный размер жала (мм),
Dф - усредненный минимальный размер, охватывающий контур ячеек (мм),
dд - усредненный минимальный размер, охватываемый контуром отверстий (мм),
dф - усредненный минимальный размер, охватываемый контуром ячеек (мм),
fж - минимальное расстояние между внешними торцевыми поверхностями жал на последнем этапе склейки листов (мм),
hв - минимальное расстояние от рабочей поверхности экрана до упора фиксатора, определяющее минимальное расстояние от экрана до формы (мм),
Нд - высота дозатора, определяющая протяженность его отверстий и, соответственно, объем порций (мм),
Нт - высота расположения наружного торца над уровнем пола (мм),
hн - средняя толщина листов материала оболочки (мм),
hт - глубина, на которую в пуансон углублены торцевые поверхности перед контактом режущих кромок с вторым листом (мм),
hш - регулируемая высота штифтов (мм),
Lж - максимальный поперечный размер составного жала (мм),
Lф - усредненный максимальный размер, охватывающий контур ячеек (мм),
Lэ - максимальное расстояние между поверхностями, предназначенными для деформации элемента, обеспечиваемое конструктивно (мм),
lэ - длина элемента в ненагруженном состоянии (мм),
qc - гарантированный вылет стержней из отверстий (мм),
Rc в - внутренний радиус большего по размеру фрагмента кольца (мм),
Rc н - наружный радиус большего по размеру фрагмента кольца (мм),
Rк - радиус кривизны режущей кромки, образованной фрагментом окружности большей длины (мм),
Rф - радиус кривизны фрагмента ячейки большей протяженности (мм),
rс в - внутренний радиус меньшего по размеру фрагмента кольца (мм),
rс н - наружный радиус меньшего по размеру фрагмента кольца (мм),
rк - радиус кривизны режущей кромки, образованной фрагментом окружности меньшей длины (мм),
Тд - период следования отверстий в заданном направлении (мм),
Тф - период следования ячеек в заданном направлении (мм),
tд - минимальное расстояние между кромками отверстий (мм),
z1 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью кривой высшего порядка большей длины (мм),
z2 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью кривой высшего порядка меньшей длины (мм).
Сведения, подтверждающие возможность реализации изобретения
Заявляемое устройство для производства полуфабрикатов продукта питания из оболочки с начинкой может содержать следующие функциональные элементы.
I форма.
Форма 1 (фиг.1) предназначена для размещения на одной из ее поверхностей 12 (фиг.3) листа материала оболочки 11. При этом в ней выполнены ячейки 2, служащие для образования в них упомянутым листом гнезд 13 при деформации такового порциями начинки 10.
Важно то, что конфигурация ячеек удовлетворяет условию
где Lф - усредненный максимальный размер, охватывающий контур ячеек (мм),
Dф - усредненный минимальный размер, охватывающий контур ячеек (мм),
C1 - константа с допуском ±0,5, равная 1,5 (C1=1,5±0,5),
dф - усредненный минимальный размер, охватываемый контуром ячеек (мм),
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления более 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.
Ячейки могут быть выполнены различного размера и/или формы, при этом максимальное различие площадей поперечного сечения ячеек вблизи поверхности, на которой размещается лист, должно быть не более чем четырехкратным.
Форма может быть выполнена из продольных секций, которые в центре имеют сквозные отверстия, а с одного из концов - механизм фиксации соседних секций в правильном взаимном положении, тогда как в сквозных отверстиях секций располагается шпилька, посредством которой секции жестко фиксируются друг относительно друга.
Дополнительно форма может включать набор мембран из пластически деформируемого материала, такого как резина, располагаемых непосредственно над ячейками со стороны размещения листа и, как правило, жестко фиксируемых на форме в области периметров ячеек. Такая фиксация может быть осуществлена посредством накладных планок или приклеиванием.
Мембраны могут быть выполнены легкосъемными - накладная планка может представлять собой резьбовое кольцо.
Форма может быть покрыта жестко фиксированной по своим краям (аналогичным описанному выше образом) пленкой, выполненной из пластически деформируемого материала, такого как резина, образующего над ячейками мембраны. Вблизи ячеек такие мембраны могут фиксироваться дополнительно.
Мембраны могут иметь переменную толщину, как правило, уменьшающуюся к центру ячеек.
Также дополнительно устройство может включать приспособление для съема полуфабрикатов с формы 47 (фиг.13), содержащее плоскую или изогнутую пластину с выталкивателями, выполненными с возможностью проникновения в ячейки, притом, что такие выталкиватели установлены в/на пластине таким образом, что свободный конец как минимум одного из них выступает над плоскостью, касающейся свободных концов как минимум трех других из них.
Выталкиватели могут быть выполнены в виде пустотелых цилиндров или тонкостенных стаканов, в том числе, частично разрезанных по образующей.
Еще одним дополнением устройства может служить поддон с крышкой, при этом сам поддон может быть изготовлен либо из материала с относительно низкой теплопроводностью, например, из пластмассы или дерева, либо являться составным и включать материал с относительно высокой теплоемкостью, например, состоять из емкости, залитой водой, либо относительно толстостенным, в то время как крышка может быть изготовлена либо из материала с относительно высокой теплопроводностью, например из нержавеющей стали, либо являться составной и включать материал с относительно низкой теплоемкостью, например, состоять из пластмассового кожуха с аллюминиевыми вставками, либо относительно тонкостенной.
II дозатор.
Это пластина 4 (фиг.2) с отверстиями 3, выполненная с возможностью их заполнения начинкой и последующей выгрузки на упомянутый лист, расположенный под дозатором, ее порций, соответствующих объему, ограниченному отверстиями, ориентированными на центр ячеек.
Важно то, что отверстия выполнены с меньшей площадью поперечного сечения, нежели ячейки, причем удовлетворяется следующее условие
где Sф - средняя площадь поперечного сечения ячеек вблизи поверхности формы, предназначенной для расположения на ней листа (мм2),
Sд - средняя площадь поперечного сечения отверстий (мм2),
С2 - константа, равная 1,1 (C2=1,1),
Lф - усредненный максимальный размер, охватывающий контур ячеек (мм),
Dд - усредненный максимальный размер, охватывающий контур отверстий (мм),
dд - усредненный минимальный размер, охватываемый контуром отверстий (мм).
При этом конфигурация отверстий может быть выполнена с учетом удовлетворения следующего условия
В то же время высота дозатора или иначе - его толщина - может быть выполнена с учетом удовлетворения следующего условия

где Нд - высота дозатора, определяющая протяженность его отверстий и, соответственно, объем порций (мм),
hн - средняя толщина листов материала оболочки (мм).
Отверстия 5 по своей длине могут иметь одинаковые размеры, но различные поля допусков на них - в нижней части они могут иметь либо более жесткие допуски, либо поля допусков, предполагающие более плотные посадки.
Отверстий может быть в два или в нечетное число раз больше, чем ячеек.
Отверстия могут быть выполнены различных размеров и/или различной формы, при этом максимальное различие площади их поперечного сечения не должно быть более чем четырехкратным.
III позиционируемый дозатор.
Это дозатор с периодически расположенными на нем отверстиями.
Важно то, что период следования ячеек и отверстий в заданном направлении удовлетворяет следующему условию

где Тф - период следования ячеек в заданном направлении (мм),
Тд - период следования отверстий в заданном направлении (мм),
n - число выгрузок дозатора при условии относительного перемещения в заданном направлении формы и дозатора, тогда как минимальное расстояние между кромками отверстий tд выполнено большим 0,5 мм.
При этом устройство дополнительно может быть оснащено набором, включающим две и более формы.
IV выталкивающее приспособление для порций начинки.
Такое приспособление содержит стержни 6, выполненные с возможностью проникновения в отверстия.
Важно то, что стержни выполнены с возможностью обеспечения при выгрузке гарантированного вылета qc из отверстий, превышающего 1 мм.
Так, стержни могут быть выполнены с возможностью обеспечения вылета, большего 4 мм, например 6 или 8 мм.
Как минимум два стержня могут иметь больший вылет по сравнению с вылетом других стержней. Для этого стержни могут быть, например, установлены на пластине, изогнутой как минимум в одном направлении.
Стержни могут быть выполнены из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь, по крайней мере на своей рабочей части (соприкасающейся с порцией начинки, выгруженной на первый лист), соответствующее покрытие, такое как тефлоновое 9.
В другом исполнении стержни могут быть выполнены из материала, смачиваемого водой, при этом такой материал должен иметь теплоемкость, большую 0,25 кДж/(кг·К).
При этом стержни могут иметь головки 8, выполненные с возможностью соединения с отверстиями по свободной посадке - с гарантированным зазором, и резцы с режущей кромкой 7, выполненные с возможностью плотного соединения с отверстиями - по посадке, приближенной к переходной.
Головки стержней и их резцы могут быть выполнены разборными.
В свою очередь головки стержней могут быть выполнены из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь, по крайней мере на своей рабочей части, соответствующее покрытие, такое как тефлоновое.
Также головки стержней могут быть выполнены из материала, смачиваемого водой, при этом такой материал должен иметь теплоемкость, большую 0,25 кДж/(кг·К).
Дозатор может быть выполнен на базе пластины, имеющей как минимум в одном направлении кривизну, радиус которой обеспечивает стрелку прогиба одной из поверхностей дозатора, превышающую 1 мм.
Отверстия и стержни могут быть выполнены с взаимосопрягаемыми насечками типа винтовых линий, при этом стержни могут быть выполнены с возможностью поворота вокруг своей продольной оси в обоих направлениях.
V приспособление для заполнения дозатора.
Такое приспособление состоит из чаши 16 (фиг.4) и установленного в ней столба 15, площадь наружного торца которого превышает как минимум на 5% площадь поверхности дозатора, пронизанную отверстиями. При этом и чаша, и столб выполнены из материала, разрешенного для контакта с начинкой, или имеют соответствующее покрытие.
На наружном торце могут располагаться штифты 14, выполненные с возможностью проникновения в отверстия.
Штифты могут быть выполнены с возможностью регулирования высоты их выступания над наружным торцом. Так, например, штифты на произвольную глубину могут вкручиваться в столб по резьбе.
Чаша может быть выполнена из нержавеющей стали.
Столб может быть выполнен из дерева.
Приспособление для упомянутого заполнения может иметь подставку 17, при этом высота расположения наружного торца над уровнем пола 18 не должна превышать 1,5 м.
Дополнительно приспособление для упомянутого заполнения может включать лопатку.
Также дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом при температуре последнего от 0 до +30°С.
VI кондуктор, предполагающий использование позиционируемого дозатора.
Такой кондуктор (фиг.5) выполнен с возможностью установки в нем формы 1 с листом (не показан), например, по направляющей 24 и поверх последних дозатора 4. Важно то, что он содержит механизм перемещения формы или дозатора в заданном направлении как минимум на один шаг, равный периоду упомянутого расположения отверстий в таком направлении, при этом указанный механизм выполнен с возможностью упомянутого ориентирования - расположения отверстий и ячеек друг напротив друга (см. поз.21). При этом кондуктор включает крышку 19 с расположенными на ней с периодом следования ячеек сквозными прорезями 20, выполненными с возможностью прохождения через них стержней выталкивающего приспособления для порций начинки.
Механизм может быть выполнен с возможностью упомянутого перемещения дозатора. Для этого он может, например, включать направляющую 25 для горизонтального перемещения дозатора посредством рукоятки 22 до упора в стенку кондуктора 23.
Прорези могут быть выполнены с заборными уклонами, обеспечивающими предварительную ориентацию стержней при их проникновении в прорези.
Уклоны могут быть выполнены на всю толщину крышки.
Крышка и стержни могут быть выполнены из разных материалов, составляющих антифрикционную пару.
Дозатор может быть выполнен на базе пластины, имеющей как минимум в одном направлении кривизну, радиус которой обеспечивает стрелку прогиба одной из поверхностей дозатора, превышающую 1 мм.
Дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом.
VII формующие стаканы.
Устройство содержит формующие стаканы (фиг.6) в количестве, равном числу ячеек. При этом стаканы выполнены с возможностью формообразования полуфабрикатов посредством обжатия своими торцевыми рабочими поверхностями (изображены на фигуре в виде колец) на заданной площади вблизи периметра ячеек второго листа материала оболочки, расположенного на первом поверх порций начинки, до склейки листов.
Важно то, что рабочие поверхности выполнены с площадью удовлетворяющей условию
где hн - средняя толщина листов материала оболочки (мм),
Sф - средняя площадь поперечного сечения ячеек вблизи поверхности формы, предназначенной для расположения на ней листа (мм2),
Sc - средняя площадь рабочих поверхностей стаканов, которая определяет упомянутую заданную площадь (мм2), и при этом такие поверхности имеют отклонения от плоскостности, превышающие 100 мкм.
Формующие стаканы по своим внутренним периметрам 27 на рабочих поверхностях могут иметь выступы 32 (фиг.8) высотой более 200 мкм.
На рабочих поверхностях формующих стаканов (лежат в плоскости фигуры) могут быть выполнены желобки 30 (фиг.7) глубиной более 200 мкм.
Рабочие поверхности могут быть составлены из фрагментов колец, ограниченных осесимметричными кривыми линиями второго или более высокого порядка, наружные и внутренние радиусы кривизны которых при вершине соответствующих линий - в области их пересечения с осью симметрии - удовлетворяют условию
где Rc в - внутренний радиус большего по размеру фрагмента кольца 28 (мм),
rс в - внутренний радиус меньшего по размеру фрагмента кольца 29 (мм),
Rс н - наружный радиус большего по размеру фрагмента кольца (мм),
rс н - наружный радиус меньшего по размеру фрагмента кольца (мм).
Устройство может дополнительно включать возвращатель 33 (фиг.9) со штоками 34, число которых равно числу стаканов, при этом последние на своем дне могут иметь отверстия 26, периметры которых не пересекают фрагменты колец, и такие отверстия могут быть выполнены с возможностью проникновения в них штоков.
На концах штоков могут быть расположены экраны 40, выполненные с возможностью перемещения в стаканах по посадке более свободной, нежели основного вала с основным отверстием.
Возвращатель может содержать фиксатор 35, препятствующий приближению экранов к форме на расстояние hв меньшее заданного.
Экран может быть изготовлен из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь, по крайней мере на своей рабочей поверхности, соответствующее покрытие, такое как тефлоновое.
При этом фиксатор может быть выполнен с возможностью произвольного задания указанного расстояния. Так, например, он может произвольным образом ввинчиваться в возвращатель с последующей фиксацией посредством контргайки.
Минимальные размеры экранов в проекции на форму могут быть примерно равны усредненному минимальному размеру, охватываемому контуром ячеек.
Возвращатель может включать вставки, выполненные с возможностью их прохождения между стаканами (на фигуре не показаны).
Дополнительно стаканы могут включать мембраны из пластически деформируемого материала, такого как резина, располагаемые непосредственно перед полостями стаканов со стороны, противоположной дну последних и, как правило, жестко фиксируемые на них вблизи рабочих поверхностей или непосредственно на таких поверхностях (см. также выше в отношении мембран формы). Мембраны могут быть выполнены легкосъемными. Мембраны могут иметь переменную толщину. Дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом при температуре последнего от 0 до +30°С.
VIII обрезные пуансоны.
Обрезные пуансоны 38 (фиг.9) окружают стаканы. Пуансоны выполнены с возможностью перемещения относительно стаканов и плотного прилегания своей режущей кромкой 39 к форме.
Важно то, что стаканы установлены в пуансонах таким образом, что перед контактом режущих кромок со вторым листом торцевые поверхности 31 оказываются углубленными в пуансон более чем на среднюю толщину листов (hт>hн).
При этом каждый из пуансонов кинематически связан с соответствующим ему стаканом или со всей совокупностью стаканов посредством общей пластины 36 (на которую при формообразовании полуфабрикатов передается усилие от силового прессующего агрегата) одновременно посредством, как минимум, одного пружинящего элемента 37. Пружинящий элемент выполнен таким, что, во-первых, его длина lэ обеспечивает возможность хода пуансона после упомянутого контакта относительно стакана или стаканов без деформации элемента на величину, превышающую четверть средней толщины листов (это достигается благодаря тому, что расстояние Lэ между деформирующими элемент поверхностями до упомянутого контакта на указанную величину больше длины самого элемента), во-вторых, его жесткость обеспечивает при заданном приближении торцевых поверхностей к форме гарантированный контакт с последней режущих кромок, и, в-третьих, возможная величина его деформации позволяет после упомянутого контакта осуществить дополнительное перемещение стакана или стаканов относительно пуансонов на величину, превышающую четверть средней толщины листов.
Режущие кромки могут быть выполнены составленными из фрагментов окружностей или осесимметричных кривых более высокого порядка разной длины, имеющих приблизительно равные радиусы или радиусы кривизны при вершине (Rк≈rк). На фиг.10 представлены воображаемые следы 41, оставленные режущими кромками пуансона вокруг ячейки.
Пуансон может быть так ориентирован относительно стакана, а последний относительно формы, что удовлетворяется следующее условие
где z - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью или кривой высшего порядка большей длины (мм),
z2 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью кривой высшего порядка меньшей длины (мм).
Также пуансон может быть так ориентирован относительно стакана, а последний - относительно формы, что центры кривизны режущей кромки, образованной окружностью или кривой большей длины, и ближайшего к ней края ячейки совпадают, или совпадают их оси симметрии.
Режущие кромки могут быть выполнены притупленными с радиусом закругления, большим 0,2 мм.
Режущие кромки могут иметь покрытие, обеспечивающее минимальное сцепление с материалом начинки, такое как тефлоновое.
Устройство может дополнительно включать наборы элементов различной жесткости и/или длины.
Устройство может дополнительно включать возвращатель со штоками, число которых равно числу пуансонов, при этом последние могут иметь отверстия, выполненные с возможностью проникновения в них штоков.
Возвращатель может включать вставки, выполненные с возможностью их прохождения между пуансонами.
Дополнительно устройство может включать систему обдува технологического оборудования сухим воздухом.
IX жала.
Ячейки могут быть выполнены такими, что их поперечное сечение окажется круглым или овальным.
При этом в полости как минимум одной из ячеек 45 целесообразно расположить как минимум одно жало 44 (фиг.11) цилиндрической формы, максимальный поперечный размер которого удовлетворяет условию

где hн - средняя толщина листов материала оболочки (мм),
Dж - максимальный поперечный размер жала (мм),
Dф - усредненный минимальный размер, охватывающий контур ячеек (мм).
Дополнительно устройство может включать стаканы 42, в полости как минимум одного из которых расположено как минимум одно жало 43 цилиндрической формы, максимальный поперечный размер которого удовлетворяет условию

Жала форм и стаканов могут быть выполненными с такими продольными размерами и/или так установлены в форме и стакане, что на последнем этапе склейки - по окончании формообразования полуфабрикатов - минимальные расстояния fж между внешними торцевыми поверхностями жал больше 0,1 мм, например, примерно равны hн.
Дополнительно к жалам могут быть присоединены плоские или изогнутые пластины 46 (фиг.12), при этом максимальный поперечный размер таких составных жал удовлетворяет следующему условию
где Lж - максимальный поперечный размер составного жала (мм).
Устройство может дополнительно включать возвращатель со штоками в количестве, равном числу стаканов, которые на своем дне могут иметь отверстия, выполненные с возможностью проникновения в них штоков, тогда как на концах штоков могут быть расположены экраны, выполненные с возможностью перемещения в стаканах по посадке более свободной, нежели основного вала с основным отверстием, при этом в штоках и/или экранах могут быть выполнены выборки для жал или составных жал.
Поверхности жал могут быть выполнены из материала, имеющего минимальное сцепление с материалом начинки, такого как фторопласт, или иметь соответствующее покрытие, такое как тефлоновое, или отполированными.
Внешние торцевые поверхности жал могут быть выполнены закругленными.
Ячейки и/или стаканы могут иметь пазы, выполненные с возможностью размещения в них концов пластин жал.
Заявляемое устройство может работать, например, следующим образом.
В чашу приспособления для заполнения дозатора помещают начинку. Часть начинки выкладывают на наружный торец столба.
Поверх начинки на столб устанавливают дозатор. Начинка свободно проходит в отверстия дозатора и заполняет их.
Если используются штифты, то при установке дозатора отверстия последнего совмещают со штифтами, которые, проходя в дозатор, сгоняют часть начинки вверх, удаляя ее из отверстия.
Регулируя высоту штифтов над наружным торцом, добиваются требуемого заполнения отверстий начинкой - задают требуемый вес порций начинки.
Излишки начинки с дозатора удаляют лопаткой или просто рукой.
Дозатор снимают со столба. При этом могут использовать зазоры между наружным торцом и дозатором, ввиду того, что последний выполнен с кривизной, обеспечивающей стрелку прогиба. (Следует отметить, что и торцевая поверхность стола может иметь некоторую кривизну, в частности, для облегчения стекания излишнего сока с выложенной на ней начинки. Для этой цели на такой поверхности могут также быть выполнены канавки и проч.)
В процессе загрузки дозатора технологическое оборудование и сырье обдувают сухим прохладным воздухом.
Непосредственно на форму или на расположенную на форме пленку выкладывают первый лист материала оболочки и устанавливают ее в кондуктор, например, вдвигая по направляющим.
Поверх формы (т.е. над формой) на опорные поверхности кондуктора устанавливают дозатор с распределенными по его отверстиям порциями начинки.
Обращаясь к механизму перемещения дозатора, последний располагают так, чтобы по крайней мере часть его отверстий была должным образом ориентирована относительно ячеек (примерно по центру). Как правило, при установке дозатора такая ориентация достигается автоматически, поскольку рукоятки кондуктора, посредством которых осуществляется ориентация дозатора относительно формы, уже находятся в требуемом положении.
Если используется дозатор с числом отверстий, равным числу ячеек, то должная его ориентация достигается за счет установки дозатора в кондуктор до упора. Кондуктор при этом выполняет функцию разгрузочного приспособления.
Вводят в отверстия ориентированные должным образом относительно ячеек предварительно смоченные теплой водой стержни приспособления для выталкивания порций начинки. Для этого используют крышку кондуктора со сквозными прорезями, направляющими стержни в соответствующие отверстия. Причем предварительно вводят как минимум два центрующих стержня, длина которых превосходит длину прочих.
Обеспечивают допустимый при заданной длине стержней вылет последних из дозатора. В результате чего отсекают порции начинки от дозатора (например, срезают жилы мяса режущей кромкой стержней) и слегка деформируют их, прижимая к первому листу.
В процессе разгрузки дозатора осуществляют обдув технологического оборудования и сырья сухим прохладным воздухом.
Накрывают первый лист поверх порций начинки вторым, получая подготовленное к формованию полотно, состоящее из двух листов материала оболочки и порций начинки между ними, удерживаемых в требуемом положении при межоперационной транспортировке ячейками формы.
Форму с полотном подают под набор формующих стаканов, каждый из которых окружен обрезным пуансоном, обеспечивая расположение стаканов над ячейками формы и, соответственно, над порциями начинки. Так, например, форму по направляющим подают под стаканы до упора.
Формующими стаканами с использованием внешней силы, прикладываемой сверху вниз, посредством обжатия торцевыми рабочими поверхностями на заданной площади вблизи периметра ячеек второго листа материала оболочки осуществляют формование полуфабрикатов до склейки листов.
Посредством обрезных пуансонов осуществляют отделение полуфабрикатов от полотна.
При этом операцию формообразования и отделения преимущественно проводят в четыре этапа.
На первом этапе осуществляют контакт режущих кромок со вторым листом.
На втором этапе ко второму листу прижимают торцевые поверхности стаканов и приступают к предварительной деформации листов.
При этом посредством выступов или желобков рабочих поверхностей стаканов осуществляют сгон материала оболочки, препятствуя его дросселированию в сторону начинки.
Если ячейки и/или стаканы включают жала, в том числе составные, то, как правило, уже на втором этапе происходит деформация жалами листов и порций начинки. При этом посредством жал осуществляют дополнительную фиксацию полотна между формой и стаканами.
На третьем этапе от полотна отделяют до конца несформированные полуфабрикаты.
На четвертом этапе осуществляют окончательное формование полуфабрикатов и склейку листов.
Примечательно, что деформация листов осуществляется в соответствии с деформацией мембран формы и стакана (отвечающей расчетной, например, благодаря заданию различия в толщине мембран от их центра к периферии), если таковые используются (как правило, мембраны выполнены из менее эластичного материала по сравнению с материалом листов).
При необходимости требуемые параметры установки (в зависимости от толщины листов материала оболочки и их твердости) задают, устанавливая различные наборы элементов (с различной жесткостью и/или длиной).
Во время холостого хода, когда пуансоны после отделения полуфабрикатов от полотна перемещаются вверх, посредством экранов возвращателя предотвращают подъем полуфабрикатов, прилипших к поверхностям стаканов, сбрасывая такие полуфабрикаты обратно на форму.
Если используются мембраны стаканов, то сброс полуфабрикатов происходит при восстановлении формы таких мебран.
При этом предварительно, посредством установки фиксатора в возвращателе, регулируют минимальное расстояние, на которое экраны могут приблизиться к форме, чтобы в процессе формообразования не происходило нежелательного контакта второго листа с экранами, препятствующего требуемой для получения привлекательного профиля поверхностей полуфабриката деформации полотна.
Аналогично с помощью вставок возвращателя осуществляют сброс облоя теста.
Формовку проводят в условиях обдува технологического оборудования и сырья сухим прохладным воздухом.
После формовки Форму с полуфабрикатами устанавливают над приспособлением для съема и осуществляют ее перемещение вниз. Выталкиватели приспособления вблизи цилиндрических поверхностей ячеек формы снимают с последних готовые изделия.
При этом первоначально в ячейки вводят пару центрирующих выталкивателей.
Если пластина, на которой собраны выталкиватели выполнена изогнутой, то, наклонив ее на некоторый угол, посредством качения полуфабрикаты перемещают на поддон.
В ином случае полуфабрикаты перемещают на поддон вручную.
Далее поступают следующим образом. Либо поддон отправляют в морозильную камеру, либо осуществляют ручную долепку полуфабрикатов, при которой соединяют вместе и затем слепляют два наиболее острых и выступающих участка полуфабрикатов. Если ячейки и стаканы включали жала, то ручную долепку, как правило, не проводят.
Перед установкой в морозильной камере поддон накрывают крышкой.
В морозильной камере обеспечивают опережающее охлаждение крышки, на которой конденсируется избыточная влага, испаряющаяся с постепенно остывающих полуфабрикатов.
Далее, если используется позиционируемый дозатор, то параллельно с формованием полуфабрикатов с использованием упомянутой формы описанным выше образом осуществляют подготовку к формованию второго полотна, для чего используют другую форму.
Такую форму с новым первым листом также устанавливают в кондуктор.
Используя механизм перемещения, посредством рукояток сдвигают дозатор в заданном направлении как минимум на один шаг, равный периоду расположения отверстий в таком направлении. Автоматически за счет упора в стенки кондуктора (или в специальные выступы) обеспечивается требуемое ориентирование - расположения отверстий и ячеек друг напротив друга.
Осуществляют выгрузку дозатора, после чего выполняют процедуры, описанные выше.
По мере необходимости осуществляют санитарную обработку деталей и узлов устройства.
При этом, осуществляя, например, санитарную обработку формы, составленной из секций, ослабляют затяжку гаек на шпильке, разворачивают секции друг относительно друга вокруг шпильки и промывают ячейки, доступ к которым оказывается открыт.
Еще проще проводить санобработку при использовании мембран. Так, например, в случае с формой достаточно просто сменить отработавшую пленку на новую.
Связь отличительных признаков с заявляемым техническим результатом отражена в Таблице, представленной на последней странице Описания изобретения.
В остальном, что не нашло отражения в таблице, связь отличительных признаков с техническим результатом по мнению заявителя очевидна.
Дополнительно следует отметить, что производительность заявляемого устройства составляет 50...100 и более кг/чел. час.
Примечания.
Условие (2) определяет оптимальное соотношение площадей, позволяющее обеспечить возможность деформации столбика начинки (порции начинки, выгруженной из отверстия).
Условие (3) определяет оптимальное основание порции начинки минимальной высоты, согласованной с серповидной конфигурацией ячеек формы. Такая порция начинки не завалится при межоперационной транспортировке.
Условие (4) определяет условия оптимальной выгрузки порций начинки.
Условие (5) позволяет обеспечить высокую производительность санитарной обработки дозатора.
Указанный гарантированный вылет стержней определяется необходимостью гарантированного отделения порции начинки от дозатора (жилки мяса могут застрять в зазоре между толкателем и отверстиями дозатора).
После выхода из отверстия стержень должен также несколько расплющить порцию начинки с целью увеличения площади ее контакта с листом, тогда как площадь контакта начинки с толкателем сохраняется (с целью предотвращения дефектной деформации первого листа, а также чтобы столбик начинки не падал).
Описанный принцип загрузки дозатора позволяет исключить выдавливание из фарша сока.
Описанные желобки и выступы призваны обеспечить оптимальное давление стакана.
Указанная геометрия стакана и пуансона, а также геометрия их взаимного расположения в рабочем положении с учетом расположения ячеек обеспечивают минимизацию облоя теста.
Упомянутая этапность формообразования обеспечивает оптимальные условия для пробивки полотна и склейки листов при исключении натяжения материала оболочки.
Действительно, взаимные перемещения обрезного пуансона и формующего стакана обеспечивают качественную предварительную формовку, в том числе фиксацию фрагментов полотна, затем обрезку и, в завершении, окончательную формовку со склейкой.
Следует отметить, что при склеивании из материала оболочки уходит влага, и требуемое для пробивки усилие возрастает. Именно поэтому, чтобы добиться оптимального усилия прессования пояска независимо от толщины листов (в том числе, чтобы можно было склеивать листы теста разной толщины), и необходима представленная последовательность процесса формования и отделения полуфабрикатов.
Под периметром в материалах заявки понимается воображаемая линия, повторяющая контуры объекта.
Заявляемое изобретение относится к пищевой промышленности, в частности к мясной и мясоперерабатывающей, а также к рыбной и рыбоперерабатывающей промышленности. Изобретение призвано обеспечить производство составного полуфабриката продукта питания из оболочки с начинкой. В основном технический результат от использования изобретения заключается в обеспечении возможности создания устройства для экономически эффективного малотиражного производства широкой номенклатуры пельменей. Сущность изобретения заключается в особом конструктивном исполнении узлов упомянутого устройства. 9 н. и 76 з.п. ф-лы, 1 табл., 13 ил.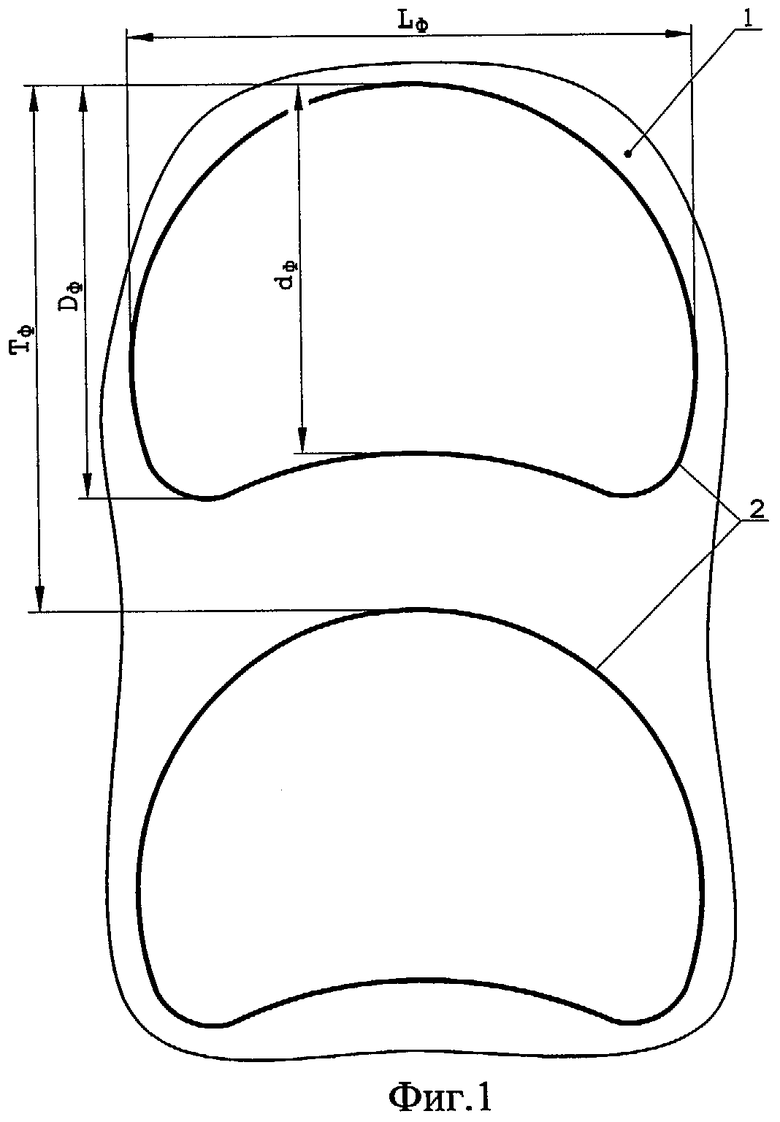
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
Dф - усредненный минимальный размер, охватывающий контур ячеек;
C1 - константа с допуском ±0,5 равная 1,5(C1=1,5±0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек,
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления большим 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.
где Sф - средняя площадь поперечного сечения ячеек вблизи поверхности формы, предназначенной для расположения на ней листа;
Sд - средняя площадь поперечного сечения отверстий;
С2 - константа равная 1,1(C2=1/1);
Lф - усредненный максимальный размер, охватывающий контур ячеек;
Dд - усредненный максимальный размер, охватывающий контур отверстий;
dд - усредненный минимальный размер, охватываемый контуром отверстий.

где Нд - высота дозатора, определяющая протяженность его отверстий и соответственно объем порций;
hн - средняя толщина листов материала оболочки.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
Dф - усредненный минимальный размер, охватывающий контур ячеек;
C1 - константа с допуском ±0,5, равная 1,5(C1=1,5±0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек,
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления больший 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.

где Тф - период следования ячеек в заданном направлении;
Тд - период следования отверстий в заданном направлении;
n - число выгрузок дозатора при условии относительного перемещения в заданном направлении формы и дозатора, тогда как минимальное расстояние между кромками отверстий tд выполнено большим 0,5 мм.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
Dф - усредненный минимальный размер, охватывающий контур ячеек;
C1 - константа с допуском ±0,5 равная 1,5(C1=1,5±0,5),
dф - усредненный минимальный размер, охватываемый контуром ячеек, при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления больший 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
dф - усредненный минимальный размер, охватывающий контур ячеек;
C1 - константа с допуском ±0,5 равная 1,5(C1=1,5±0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек,
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления больший 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
dф - усредненный минимальный размер, охватывающий контур ячеек;
C1 - константа с допуском ±0,5 равная 1,5(C1=1,5±0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек,
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления больший 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.

где hн - средняя толщина листов материала оболочки;
Sф - средняя площадь поперечного сечения ячеек вблизи поверхности формы, предназначенной для расположения на ней листа;
Sc - средняя площадь рабочих поверхностей стаканов, которая определяет упомянутую заданную площадь, и при этом такие поверхности имеют отклонения от плоскостности, превышающие 100 мкм.
где Rс в - внутренний радиус большего по размеру фрагмента кольца;
rс в - внутренний радиус меньшего по размеру фрагмента кольца;
Rc н - наружный радиус большего по размеру фрагмента кольца;
rс н - наружный радиус меньшего по размеру фрагмента кольца.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
Dф - усредненный минимальный размер, охватывающий контур ячеек;
С1 - константа с допуском ±0,5 равная 1,5(C1=1,5±0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек,
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления большим 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.

где z1 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью или кривой высшего порядка большей длины,
z2 - минимальное расстояние между краем ячейки и режущей кромкой, образованной окружностью или кривой высшего порядка меньшей длины.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
dф - усредненный минимальный размер, охватывающий контур ячеек;
С1 - константа с допуском ±0,5 равная 1,5(C1=1,5·0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек,
при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления больший 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.

где hн - средняя толщина листов материала оболочки;
Dж - максимальный поперечный размер жала;
Dф - усредненный минимальный размер, охватывающий контур ячеек.

где Lж - максимальный поперечный размер составного жала.
где Lф - усредненный максимальный размер, охватывающий контур ячеек;
Dф - усредненный минимальный размер, охватывающий контур ячеек;
С1 - константа с допуском ±0,5 равная 1,5(C1=1,5±0,5);
dф - усредненный минимальный размер, охватываемый контуром ячеек, при этом со стороны расположения листа по периметру кромки ячеек выполнены либо притупленными с радиусом закругления больший 0,5 мм, либо с фаской, минимальная длина проекции поверхности которой на лист больше 0,5.
| Нефтяная плавильная печь | 1931 |
|
SU40844A1 |
| \yCTAHOBKA для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 0 |
|
SU369892A1 |
| Устройство для изготовления тестовых заготовок с начинкой, например вареников и т.п. | 1958 |
|
SU131292A1 |

