Способ относится к пищевой промышленности, в частности к изготовлению полуфабрикатов из теста с начинкой (пельменей, вареников и других изделий). Изобретение предназначено для использования в мясной промышленности и на предприятиях общественного питания.
Простейшим способом изготовления изделий из теста с начинкой формовкой вручную является известный способ, в котором на матрицу штампующего механизма укладывают предварительно раскатанный корж, на который дозатором наносят ряд порций начинки, а затем на начинку укладывают второй корж. Пуансоны, смыкаясь с матрицей, склеивают коржи и обрезают по заданному контуру полуфабрикаты. У этого способа сравнительно низкая производительность за счет холостых ходов пуансона, большой процент отходов от тестовых коржей, оставшихся между пуансонами и малое наполнение начинкой изделий.
Известно устройство, работа которого предопределяет способ изготовления изделий из теста с начинкой, причем работа устройства характеризуется тем, что сначала в один бункер загружают тесто, а в другой бункер загружают начинку. При включении приводов движение передается шнекам и валкам. При вращении шнеков и валков тесто и начинку через трубы подают в формовочную головку, где формируется тестовая цилиндрическая оболочка с начинкой. Далее оболочку с начинкой подают в зону контакта барабанов, при вращении которых навстречу друг другу тесто вместе с начинкой разделяется на готовые изделия в формовочных ячейках. В случае запинания пельменей выталкивателями выталкивают готовые изделия из ячеек барабанов (RU 2042328, 27.08.1995).
Известны три варианта способа изготовления пищевого продукта из тестовой оболочки и различных начинок, в первом из которых расположенные в непосредственной близости друг от друга и вращающиеся навстречу формующие барабаны, как минимум один из которых включает ячейки, из механизма раскатки теста подают два листа последнего в виде лент так, чтобы они накрывали часть ячеек, тогда как в зону формования и выделения продукта, расположенную вблизи места максимального сближения рабочих поверхностей барабанов, преимущественно в направлении линейной скорости ячеек, расположенных в этой зоне, в сторону указанного места из фаршепитателя подают начинку, при этом ее подают сразу в виде как минимум двух отдельных различных компонентов в направлении одной ячейки или независимо также в виде как минимум двух отдельных различных компонентов в направлении одной, нескольких или всех ячеек, расположенных в ряд вдоль оси барабана, для чего подачу осуществляют соответственно из группы расположенных близко друг к другу отверстий фаршепитателя или из одной или нескольких групп таких отверстий, расположенных над одной, несколькими либо всеми ячейками ряда, в то время как различные компоненты к фаршепитателю подводят по различным каналам и для выпуска таких компонентов используют как минимум два несвязанных друг с другом отверстия, причем вблизи указанного места посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга менее чем на удвоенную толщину упомянутых листов оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области, слепку краев фрагментов упомянутых листов между собой с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки, а также кромки по периметру продукта, допускающего следы начинки места слепки, тогда как посредством расположенных вокруг ячеек передавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания слепленных лент с образованием фрагментов, составляющих оболочку. В этом способе в месте слепки фрагментов, составляющих оболочку - на кромке продукта - выполняют как минимум одно отверстие-щель, проникающее во внутреннюю полость продукта, для чего обеспечивают различное удаление рабочих поверхностей барабанов в районе его сдавливающих частей, при том, что максимальное такое удаление обеспечивают превосходящим две толщины упомянутых фрагментов, в результате чего обеспечивается неполная слепка фрагментов.
Во втором варианте способ изготовления пищевого продукта из тестовой оболочки и различных начинок заключается в том, что на расположенные в непосредственной близости друг от друга и вращающиеся навстречу формующие барабаны, как минимум один из которых включает ячейки, из механизма раскатки теста подают два листа последнего в виде лент так, чтобы они накрывали часть ячеек, тогда как в зону формования и выделения продукта, расположенную вблизи места максимального сближения рабочих поверхностей барабанов, преимущественно в направлении линейной скорости ячеек, расположенных в этой зоне, в сторону указанного места из фаршепитателя подают начинку, при этом ее подают сразу в виде двух различных компонентов в направлении одной ячейки или независимо также в виде двух различных компонентов в направлении одной, нескольких или всех ячеек, расположенных в ряд вдоль оси барабана, при этом обеспечивают разделение различных компонентов тестовой перегородкой с замкнутой поверхностью таким образом, что один из компонентов оказывается заключенным во внутреннюю полость такой перегородки, тогда как второй оказывается вне такой полости, что обеспечивают окружением отверстия фаршепитателя, из которого подают первый компонент, отверстием, из которого подают материал перегородки, и расположением в непосредственной близости от отверстия, упомянутого последним, отверстия, из которого подают второй компонент, саму же подачу осуществляют соответственно из группы расположенных близко друг к другу отверстий фаршепитателя или из одной или нескольких групп таких отверстий, расположенных над одной, несколькими либо всеми ячейками ряда, в то время как различные компоненты и материал тестовой перегородки к фаршепитателю подводят по различным каналам, причем вблизи указанного места посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки и перегородки - их гарантированное отсекание, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга менее чем на удвоенную толщину упомянутых листов оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области слепку краев фрагментов упомянутых листов и перегородки между собой с выдавливанием излишков начинки и с образованием замкнутой тестовой оболочки и кромки по периметру продукта, допускающего следы начинки места слепки фрагментов, составляющих оболочку, а в двух местах - последних с перегородкой, в то время как посредством расположенных вокруг ячеек перелавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания слепленных лент с образованием фрагментов, составляющих оболочку. В этом варианте способа вне места нахождения перегородки в месте слепки фрагментов, составляющих оболочку - на кромке продукта - выполняют как минимум одно отверстие-щель, проникающее во внутреннюю полость продукта, для чего обеспечивают различное удаление рабочих поверхностей барабанов в районе его сдавливающих частей, при том, что максимальное такое удаление обеспечивают превосходящим две толщины упомянутых фрагментов, в результате чего обеспечивается неполная слепка фрагментов.
В третьем варианте способа изготовления пищевого продукта из тестовой оболочки и различных начинок, на расположенные в непосредственной близости друг от друга и вращающиеся навстречу формующие барабаны, как минимум один из которых включает ячейки, из механизма раскатки теста подают более двух листов последнего, внешние из которых служат для образования фрагментов, составляющих оболочку, а внутренние - для образования одной или нескольких тестовых перегородок, и такую подачу осуществляют в виде лент с образованием промежутка между ними, достаточного для размещения различных каналов фаршепитателя с выпускными отверстиями так, чтобы все эти ленты накрывали часть ячеек, тогда как в зону формования и выделения продукта, расположенную вблизи места максимального сближения рабочих поверхностей барабанов, преимущественно в направлении линейной скорости ячеек, расположенных в этой зоне, в сторону указанного места из фаршепитателя подают начинку, при этом ее подают сразу в виде как минимум двух отдельных различных компонентов в направлении ячейки или независимо также в виде как минимум двух отдельных различных компонентов в направлении одной, нескольких или всех ячеек, расположенных в ряд вдоль оси барабана, для чего подачу осуществляют соответственно из группы расположенных в промежутках между лентами отверстий фаршепитателя или из одной или нескольких групп таких отверстий, расположенных над одной, несколькими либо всеми ячейками ряда, в то время как различные компоненты к фаршепитателю подводят по различным каналам, причем вблизи указанного места посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга менее чем на утроенную толщину упомянутых листов оппозитных частей рабочих поверхностей барабанов упомянутой области, слепку краев фрагментов упомянутых листов между собой с выдавливанием излишков начинки и с образованием замкнутой тестовой оболочки и кромки по периметру продукта - допускающего следы начинки места слепки, а посредством расположенных вокруг ячеек перелавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания слепленных лент с образованием фрагментов, составляющих оболочку. В этом варианте способа в месте слепки фрагментов, составляющих оболочку, и перегородки, на кромке продукта выполняют как минимум одно отверстие-щель, проникающее во внутреннюю полость продукта, для чего обеспечивают различное удаление рабочих поверхностей барабанов в районе его сдавливающих частей, при том, что максимальное такое удаление обеспечивают превосходящим три толщины упомянутых фрагментов, в результате чего обеспечивается неполная слепка фрагментов перегородки (RU 2375875 C1, 20.12.2009). Данные варианты способа являются сравнительно сложными, требующими выполнения множества операций.
Известен способ изготовления изделий из теста с начинкой, включающий перемещение двух предварительно раскатанных тестовых лент в зону штамповки и подачу дозированных порций начинки, совмещенную с формованием из тестовой ленты тестовых оболочек, при этом сначала соединяют соприкоснувшиеся в зоне штамповки тестовые ленты на участках, соответствующих части шва запечатывания каждой тестовой оболочки, а далее в образованные таким образом полузамкнутые пространства между тестовыми лентами подают дозированные порции начинки, одновременно формуя из двух тестовых лент внутренние полости тестовых оболочек, и по завершению подачи осуществляют окончательное запечатывание и штамповку изделий (RU 2262332 C2, 20.10.2005). В данном способе тестовые ленты получены раскаткой. С целью исключения попадания начинки в места склеивания используют дозатор начинки. Применение дозатора и дозированной подачи начинки уменьшает наполняемость изделия начинкой, поскольку при работе формовочного устройства каждый раз дозатор выключают, прекращают подачу начинки, осуществляют склеивание тестовых лент и после этого снова включают дозатор и устройство в работу. Причем, если не останавливать дозатор, то начинка попадает в место склеивания тестовых лент. Недостатками данного способа является применение такого дозатора начинки, который не позволяет заполнить тестовую оболочку изделия с оптимальной массой начинки, поскольку подачу начинки необходимо прекратить до окончательного склеивания тестовой оболочки. Способ требует применения менее надежного дозатора сложной конструкции, который необходимо подвергать частой мойке, включая его разборку и сборку. Известный способ не решает задачу расчетного соотношения начинки и теста при производстве изделий. Чем больше в изделии начинки, тем выше его вкусовые качества, однако существует оптимальное соотношение массы начинки и толщины тестовой оболочки. В то же время тестовая оболочка должна быть надежно склеена и не разрушаться при дальнейшей термической обработке. Данный способ не исключает попадание начинки между тестовыми лентами в местах их склеивания и за счет этого ухудшается качество изделия.
Техническим результатом способа, представленного в данном описании, является повышение производительности и качества изделий.
Технический результат получен способом изготовления изделий из теста с начинкой, заключающимся в том, что подают начинку изделия и две предварительно раскатанные тестовые ленты в зону формовки изделий, формуют изделия вращающимися синхронно навстречу друг к другу барабанами, на поверхностях которых зеркально расположены половины формующих ячеек, а затем отформованные изделия выталкивают из ячеек, причем начинку формуют в виде ленты шириной на 5-30 мм меньше ширины каждой тестовой ленты, далее непрерывно и одновременно перемещают ленту начинки и тестовые ленты к месту формовки таким образом, чтобы тестовые ленты и начинка перед формовкой соприкасались между собой, при этом в процессе формовки образующиеся на поверхности барабанов за пределами формующих ячеек части тестовых лент и начинки вытесняют в последующее формуемое изделие и при этом смачивают вытесняемой начинкой тестовые ленты в местах их склеивания.
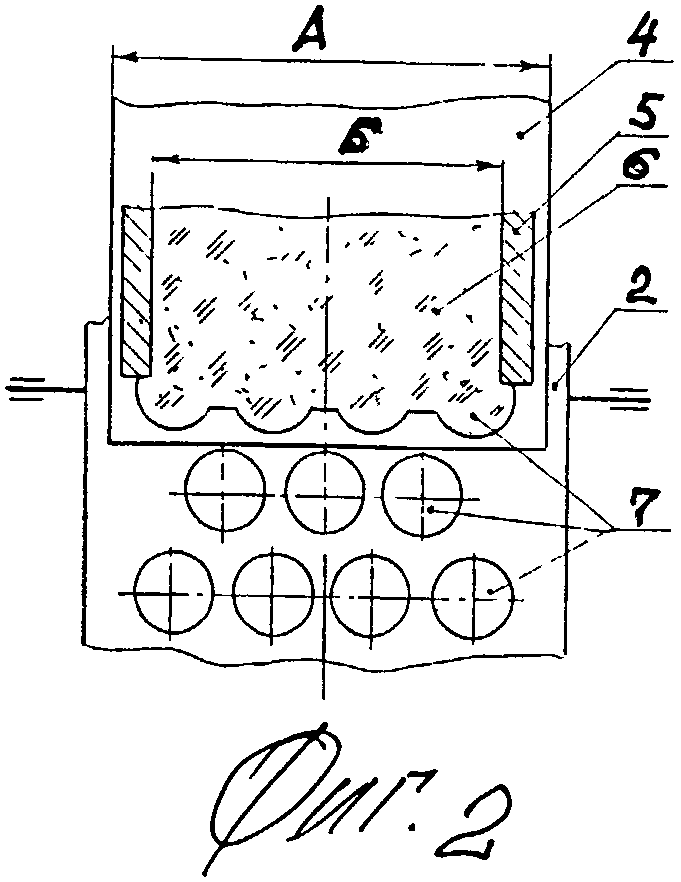
Способ осуществляют следующим образом. Вращающимися навстречу друг к другу барабанами 1 и 2 (фиг.1, 2) две предварительно раскатанные тестовые ленты 3 и 4 подают в зону формовки изделия. Одновременно с этим через сопло 5 выдавливают ленту начинки 6 в зону формовки изделий, которую подают между тестовыми лентами. Начинку подают между двумя соприкасающимися тестовыми лентами 3 и 4. Тестовые ленты и ленту начинки подают в зону формовки одновременно и непрерывно. Причем ленту начинки 6 перед введением ее между тестовыми лентами формуют соплом 5 в виде сплошной полосы, ширина Б которой на 5-30 мм меньше ширины А каждой тестовой ленты (фиг.2).
Тестовые ленты и лента начинки захватываются формующими ячейками 7 каждого барабана и в эти ячейки выдавливаются одновременно тестовые ленты и лента начинки, находящиеся между ячейками 7 барабанов. При этом края тестовых лент замыкаются и склеиваются по всему периметру каждой сомкнутой пары ячеек 7 так, что начинка оказывается внутри тестовой оболочки каждого изделия в отдельности.
Способ имеет минимальное число операций, существенно повышает производительность изготовления изделий, упрощает конструкцию устройства для изготовления изделий и обеспечивает возможность осуществления непрерывности технологического процесса изготовления. При этом существенно повышается качество изделий за счет обеспечения возможности точности дозировки начинки.
Изобретение относится к пищевой промышленности, в частности к производству изделий, преимущественно таких как пельмени и им подобной продукции. В процессе способа изготовления изделий осуществляют подачу начинки и двух предварительно раскатанных тестовых лент в зону формовки изделий и формуют изделия вращающимися синхронно навстречу друг к другу барабанами, на поверхностях которых зеркально расположены половины формующих ячеек. Отформованные изделия выталкивают из ячеек. Особенность способа заключается в том, что начинку формуют в виде ленты шириной на 5-30 мм меньше ширины каждой тестовой ленты, ленту начинки и тестовые ленты к месту формовки подают непрерывно и одновременно, при этом подачу осуществляют таким образом, чтобы тестовые ленты и начинка перед формовкой соприкасались между собой. В процессе формовки образующиеся на поверхности барабанов за пределами формующих ячеек части тестовых лент и начинки вытесняют в последующее формуемое изделие. При этом производят смачивание тестовых лент вытесняемой начинкой в местах их склеивания. Использование изобретения позволит повысить качество производимых изделий. 2 ил.
Способ изготовления изделий из теста с начинкой, заключающийся в том, что подают начинку изделия и две предварительно раскатанные тестовые ленты в зону формовки изделий, формуют изделия вращающимися синхронно навстречу друг к другу барабанами, на поверхностях которых зеркально расположены половины формующих ячеек, а затем отформованные изделия выталкивают из ячеек, отличающийся тем, что начинку формуют в виде ленты шириной на 5-30 мм меньше ширины каждой тестовой ленты, далее непрерывно и одновременно перемещают ленту начинки и тестовые ленты к месту формовки таким образом, чтобы тестовые ленты и начинка перед формовкой соприкасались между собой, при этом в процессе формовки образующиеся на поверхности барабанов за пределами формующих ячеек части тестовых лент и начинки вытесняют в последующее формуемое изделие и при этом смачивают вытесняемой начинкой тестовые ленты в местах их склеивания.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЛЬМЕНЕЙ | 1992 |
|
RU2042328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С РАЗЛИЧНЫМИ НАЧИНКАМИ | 2002 |
|
RU2221428C1 |
| US4996914A, 05.03.1991 | |||

