Изобретение относится к порошковой металлургии и способам газовой низкотемпературной химико-термической обработки металлов, а именно к способам азотирования порошковых материалов на основе железа.
Известен способ химико-термической обработки порошкового материала, описанный в патенте RU 1410560 C1, C 23 C 8/12, 09.07.1995, заключающийся в том, что формируют заготовку из порошкового материала на основе сплава железа и подвергают ее химико-термической обработке, включающей в себя выдерживание заготовки в азотсодержащем газе, причем предварительно обрабатывают заготовку кислородсодержащим паром.
Указанное техническое решение принято за прототип для способа и материала.
Основными недостатками прототипа является недостаточная эффективность второго этапа химико-термической обработки (азотирования) вследствие того, что поры порошковой заготовки закупориваются окислами во время первого этапа (оксидирования), а также недостаточная коррозионная стойкость получаемого материала.
Известна деталь ступени погружного центробежного насоса, описанная в патенте RU 2037382 C1, В 22 F 7/02, 19.06.1995, выполненная из спеченного порошкового материала на основе сплава железа, пропитанного медью или ее сплавом.
Указанное техническое решение принято за прототип для третьего изобретения заявленной группы изобретений.
Основным недостатком прототипа является недостаточная механическая прочность и коррозионная стойкость изделия.
Таким образом, задача, на решение которой направлено каждое из заявленных изобретений, состоит в создании способа химико-термической обработки, обеспечивающего получение металлического материала и изделий из него с требуемыми физико-химическими свойствами.
Технический результат, достигаемый при реализации каждого из заявленных изобретений состоит в повышении механической прочности получаемого порошкового материала и изделий из него за счет повышения эффективности воздействия на структуру материала и увеличения глубины азотирования при одновременном повышении коррозионной стойкости порошкового материала и изделий из него.
Способ химико-термической обработки материала на основе сплава железа, обеспечивающий достижение указанного выше технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны, характеризуется следующей совокупностью существенных признаков.
Способ включает обработку заготовки из спеченного порошкового материала на основе сплава железа с использованием азотсодержащего и кислородсодержащего газа. При этом согласно изобретению обработку заготовки осуществляют пропиткой медью или ее сплавом и выдержкой в смеси азотсодержащего и кислородсодержащего газов, подвергнутой при нагреве воздействию катализатора, обеспечивающего увеличение скорости реакций окисления водорода и диссоциации молекул газов с образованием атомарного кислорода и азота.
Кроме того, в частном случае реализации способа заготовку выдерживают в герметичной емкости, внутри которой нагревают и подвергают воздействию катализатора смесь азотсодержащего и кислородсодержащего газов.
Кроме того, в частном случае реализации способа при обработке смесью газов заготовку нагревают до температуры от 500 до 800°С.
Кроме того, в частном случае реализации способа обработку заготовки смесью газов осуществляют не позднее чем через 3 с после окончания воздействия катализатора на смесь газов.
Материал на основе сплава железа, обеспечивающий достижение указанного выше технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны, характеризуется следующей совокупностью существенных признаков.
Материал подвергнут химико-термической обработке (ХТО) с использованием азотсодержащего и кислородсодержащего газов и содержит спеченную порошковую основу. При этом согласно изобретению ХТО проведена в соответствии со способом по п.1.
Кроме того, в частном случае реализации изобретения материал может быть обработан смесью кислородсодержащего и азотсодержащего газов в герметичной емкости, внутри которой предварительно подвергнута воздействию катализатора указанная смесь газов.
Кроме того, в частном случае реализации изобретения материал может быть обработан смесью газов при температуре нагрева материала от 500 до 800°С.
Кроме того, в частном случае реализации изобретения материал может быть обработан смесью газов не позднее чем через 3 с после окончания воздействия катализатора на смесь газов.
Конструкция детали ступени погружного центробежного насоса, обеспечивающая достижение указанного выше технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны, характеризуется следующей совокупностью существенных признаков.
Деталь выполнена из спеченного порошкового материала на основе сплава железа, пропитанного медью или ее сплавом. При этом согласно изобретению деталь выполнена из материала по п.15.
Кроме того, в частном случае реализации изобретения, деталь может быть подвергнута воздействию смеси кислородсодержащего и азотсодержащего газов после удаления с ее поверхности слоя, сформированного при спекании и пропитке порошкового материала медью или ее сплавом.
Кроме того, в частном случае реализации изобретения остаточная пористость детали после пропитки медью или ее сплавом может находиться в пределах 5 - 30%.
Кроме того, в частном случае реализации изобретения деталь может быть обработана смесью газов при температуре нагрева детали от 500 до 800°С.
Кроме того, в частном случае реализации изобретения деталь может быть обработана смесью газов не позднее чем через 3 с после окончания воздействия катализатора на смесь газов.
При этом в частном случае реализации изобретения каждое из заявленных изобретений может отличаться от прототипа следующей совокупностью признаков.
Катализатор является металлом платиновой группы.
Катализатор является окисью алюминия.
Азотсодержащий газ представляет собой аммиак.
Азотсодержащий газ представляет собой закись азота.
Кислородсодержащий газ представляет собой осушенный воздух.
Кислородсодержащий газ представляет собой углекислый газ.
Кислородсодержащий газ представляет собой кислород.
Сплав железа представляет собой чугун.
Спеченный порошковый материал представляет собой порошок ЖГр1Д15.
Воздействие катализатора на смесь газов осуществляют при температуре от 400 до 1000°С.
Одновременное воздействие азотсодержащим и кислородсодержащим газом, в которых при этом активизировано образование атомарного кислорода и азота, значительно повышает эффективность воздействия на порошковый материал.
Пористая структура заготовки (материала, детали) позволяет молекулам азота и кислорода проникать внутрь заготовки, что обеспечивает воздействие на металл по всей глубине заготовки и также повышает эффективность химико-термической обработки. Предварительная пропитка заготовки медным сплавом позволяет нейтрализовать негативные составляющие воздействия глубокой химико-термической обработки на структуру материала.
Создание в результате пропитки защитного барьера из меди в приповерхностном слое приводит к значительному снижению скорости коррозии спеченного изделия (материала, детали). Кроме того, пропитка медью обеспечивает значительное увеличение механической прочности заготовки (материала, детали).
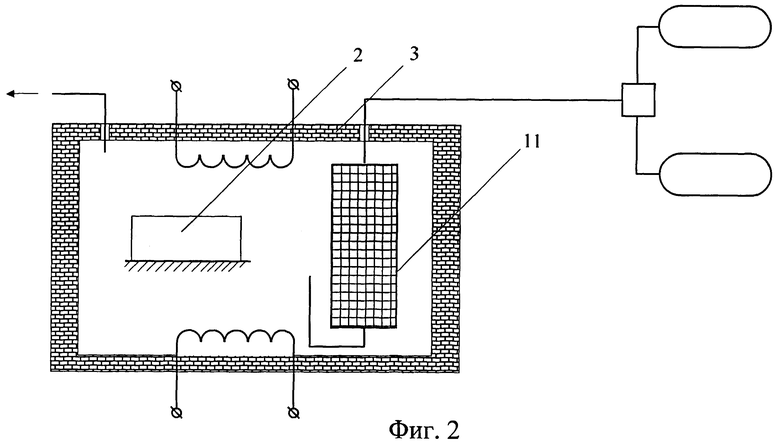
На фиг.1 показана принципиальная схема первого варианта установки для химико-термической обработки.
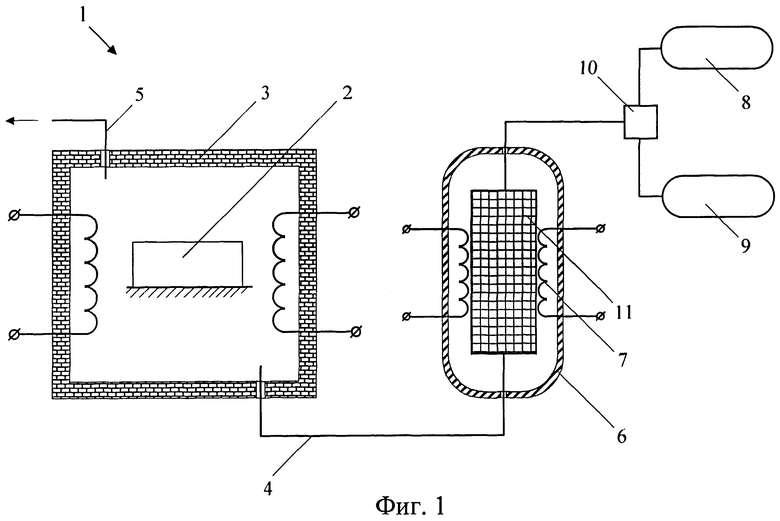
На фиг.2 показана принципиальная схема второго варианта установки.
Возможность реализации каждого из заявленных изобретений подтверждается примерами изготовления деталей ступени погружного центробежного насоса.
Пример 1.
Предварительно двухсторонним прессованием формируют из порошкового чугуна части заготовки рабочего колеса ступени погружного центробежного насоса: верхний диск рабочего колеса, нижний диск и лопасти. Затем осуществляют спекание частей заготовки с обеспечением пористости структуры от 10 до 25%. Нежелательно снижать остаточную пористость менее 5%, так как это снижает эффективность химико-термической обработки, а в случае увеличения пористости выше 30% начинает снижаться механическая прочность спеченного пористого изделия и его коррозионная стойкость.
После формования частей заготовки их собирают и закрепляют на ее верхней поверхности пропиточный брикет из порошка на основе сплава меди, а на соединяемые поверхности наносят мелкодисперсный порошок аналогичного состава. Помещают собранную заготовку в печь и нагревают печь до температуры спекания порошка, составляющей около 1000°С. Температура нагрева в случае использования порошкового или пропиточного материала другого состава может отличаться от указанной, но должна быть не ниже температуры плавления пропиточного брикета. Заготовку выдерживают в печи в течение трех часов, при этом происходит диффузионная сварка частей заготовки и инфильтрация легкоплавкого компонента - расплава меди по всему объему заготовки. После этого заготовку подвергают механической обработке для удаления поверхностного слоя, сформированного при спекании и пропитке медным сплавом, а также для получения необходимых геометрических размеров.
Возможно также одновременное проведение процесса спекания заготовки и диффузионной сварки ее частей с пропиткой (инфильтрацией) медным расплавом.
Затем проводят химико-термическую обработку заготовки следующим образом.
Помещают заготовку 2 в муфельную печь 3 установки 1 для химико-термической обработки (фиг.1), содержащую также магистраль для подвода 4 и отвода 5 смеси газов, каталитическую колонну 6 с нагревательными элементами 7, емкости для азотсодержащего 8 и кислородсодержащего 9 газов и смеситель 10.
В каталитической колонне 6 смесь газов нагревают и пропускают через каталитическую сетку 11 при температуре смеси около 600°С. При этом каталитическая колонна расположена таким образом, что смесь газов поступает в полость печи 3 через 0,5 с после прохода смеси газов через каталитическую сетку.
Каталитическая сетка 11 может быть расположена внутри муфельной печи 3 (фиг.2), так как оптимальная температура выдержки заготовки и температура обработки заготовки и газовой смеси практически совпадают, что позволяет отказаться от использования отдельной каталитическую колонны с нагревательными элементами.
В качестве азотосодержащего газа используют аммиак, в качестве кислородосодержащего - осушенный воздух. В качестве катализатора используют металл платиновой группы, например иридий, сдвигающий реакций окисления водорода в сторону формирования атомарного кислорода и атомарного азота.
Выдерживают заготовку в атмосфере смеси газов, подвергнутой воздействию катализатора, в течение 5 ч при температуре 650°С.
Пример 2.
Предварительно формируют части заготовки направляющего аппарата ступени погружного центробежного насоса из спеченного металлического порошка на основе чугуна с пористостью структуры 18%, выполненные в виде стакана, верхнего диска, нижнего диска, лопастей и втулки.
Пропитку сплавом меди и механическую обработку заготовки осуществляют по технологии, описанной в Примере 1. Пропитку проводят при температуре 1150°С в течение четырех часов.
Затем помещают заготовку в установку для химико-термической обработки, раскрытую выше, а смесь газов пропускают через каталитическую сетку при температуре смеси около 650°С.
В качестве азотсодержащего газа используют закись азота, в качестве кислородсодержащего - углекислый газ. В качестве катализатора используют окись алюминия.
Обработку заготовки в установке проводят при температуре 600°С в течение 5,5 ч.
Изобретение относится к порошковой металлургии и способам газовой низкотемпературной химико-термической обработки, в частности к способам азотирования металлических материалов на основе железа. Предложен способ химико-термической обработки материала на основе сплава железа. Заготовку из спеченного порошкового материала на основе сплава железа пропитывают медью или ее сплавом. Затем выдерживают в смеси азотсодержащего и кислородсодержащего газов, подвергнутой при нагреве воздействию катализатора, обеспечивающего увеличение скорости реакций окисления водорода и диссоциации молекул газов с образованием атомарного кислорода и азота. Описаны материал и деталь ступени погружного центробежного насоса, полученные данным способом. Техническим результатом является увеличение механической прочности и коррозионной стойкости. 3 с. и 40 з.п.ф-лы, 2 ил.
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1986 |
|
RU1410560C |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2037382C1 |
| ВОРОШНИН Л.Г | |||
| и др | |||
| Химико-термическая обработка металлокерамических материалов | |||
| Мн., "Наука и техника", 1977, с.167-176 | |||
| GB 1091420, 15.11.1967 | |||
| US 4501613, 26.02.1985. | |||

