Изобретение относится к способу согласно пункту 1 формулы изобретения, а также к подающему блоку согласно пункту 13 формулы изобретения.
В упаковочных машинах применяемый упаковочный или плоский материал (например, упаковочная пленка) сматывается с рулонов и подается в процесс обработки. Для того чтобы при израсходовании только что используемого рулона обеспечить возможно быстрое продолжение работы упаковочной машины, обычно в подающем блоке содержится наготове, по меньшей мере, один рулон для замены или соединения, плоский материал которого затем после короткой остановки машины соединяют с плоским материалом используемого до замены рулона, а именно посредством соединения его соединительной зоны с плоским материалом ранее используемого рулона и посредством последующего разрезания плоского материала, ведущего к этому рулону. После этого можно снова включать упаковочную машину, при этом плоский материал сматывается с присоединенного рулона.
Для того чтобы при снабженном напечатанным изображением упаковочном или плоском материале обеспечивать правильный переход при замене рулонов, так чтобы в зоне соединения сохранялись, например, раппорт, расстояния между напечатанными изображениями и т.д., необходимо наряду с точной и правильной по положению остановкой движения упаковочного материала находящегося в использовании рулона обеспечить также точное позиционирование соединительной зоны упаковочного материала присоединяемого рулона на соединительном участке, где выполняется соединение. Это до настоящего времени означало, что после введения присоединяемого рулона в подающий блок его необходимо довольно сложным образом точно ориентировать его подлежащей соединению зоной на соединительном участке, что при работающей упаковочной машине и, в частности, при обычно лишь ограниченной доступности соответствующего соединительного участка является сложным и требующим затрат времени делом.
Поэтому задачей изобретения является создание способа, с помощью которого замену рулонов, в частности относительно точного позиционирования соединительной зоны присоединяемого рулона, можно выполнять удобно, а также быстро. Для решения этой задачи создан способ согласно пункту 1 формулы изобретения. Подающий блок для осуществления этого способа является предметом пункта 13 формулы изобретения.
Согласно изобретению точное позиционирование соединительной зоны присоединяемого рулона происходит за счет того, что в этой соединительной зоне на рабочем месте вне зоны подачи закрепляют с точной ориентацией удерживающий и позиционирующий элемент для соединения с правильным переходом. При вставлении рулона в подающий блок этот удерживающий и позиционирующий элемент вводят в приемное устройство соединительного участка, так что затем обеспечивается правильное позиционирование для соединения с правильным переходом соединительной зоны присоединяемого рулона. Все необходимые для этого меры выполняются на обеспечивающем свободный доступ рабочем месте вне подающего блока.
При этом, в частности, можно подготавливать присоединяемый рулон, подлежащий введению в подающий блок, после соответствующей замены рулонов и удаления израсходованного рулона, уже при работающей машине и перед заменой на рулон с удерживающим и позиционирующим элементом, так что замену рулонов можно выполнять чрезвычайно быстро.
Кроме того, способ, согласно изобретению, позволяет выполнять замену рулонов под управлением вычислительного устройства.
В предпочтительном варианте выполнения изобретения необходимое соединение осуществляется посредством сварки и при этом предпочтительно посредством сварки с разделением.
Модификации изобретения являются предметом зависимых пунктов формулы изобретения. Ниже приводится подробное описание изобретения со ссылками на представленный на чертежах пример выполнения, на которых схематично показаны:
фиг.1 - участок подачи пленки, соответственно подающий блок для подачи упаковочной пленки в упаковочную машину, на виде сбоку;
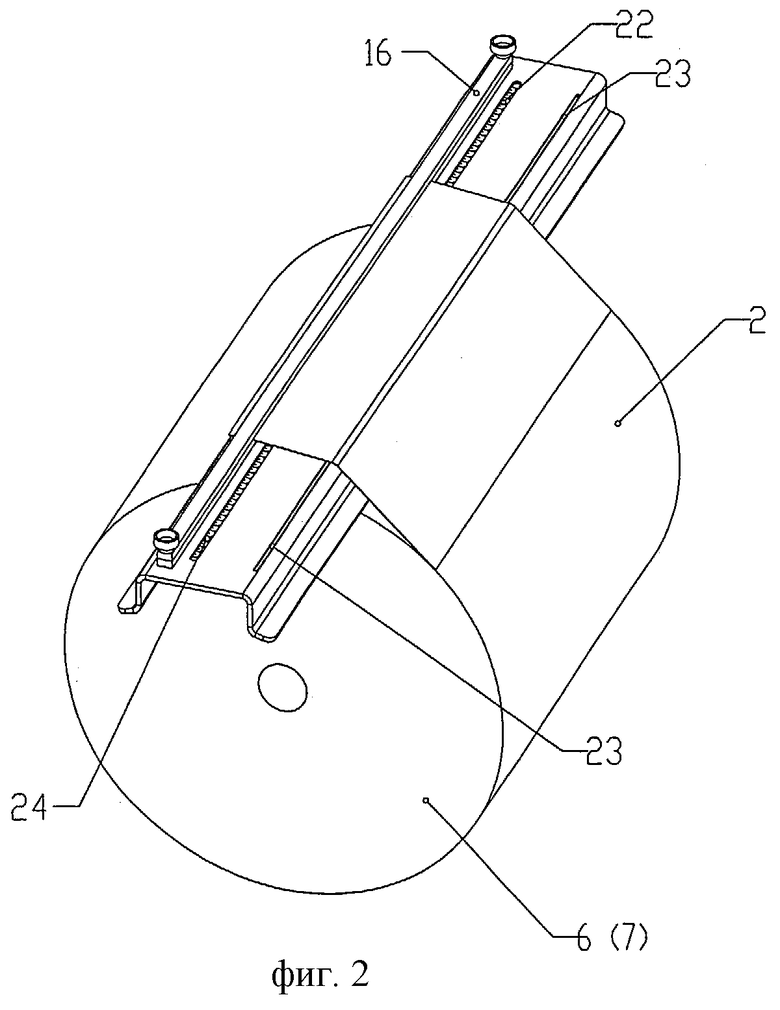
фиг.2 - рулон пленки вместе с выполненным в виде зажимной планки удерживающим и позиционирующим элементом и выполненным в виде линейки шаблоном для крепления в правильном положении зажимной планки в начале рулона пленки, в изометрической проекции;
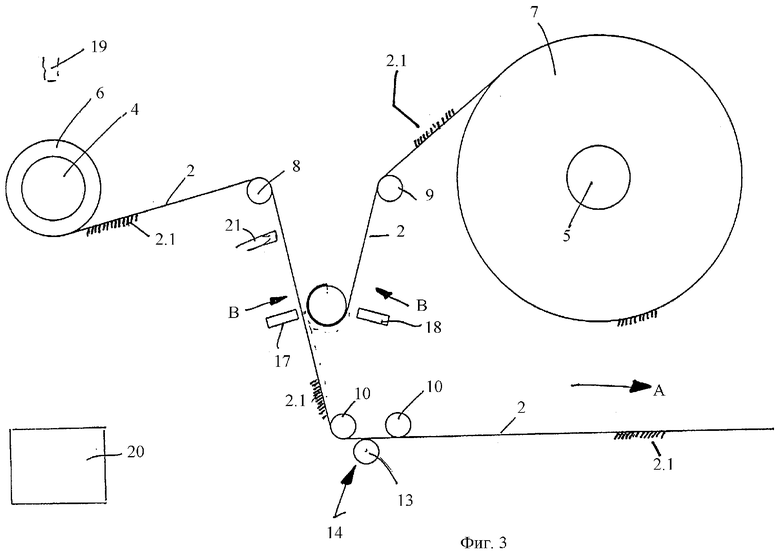
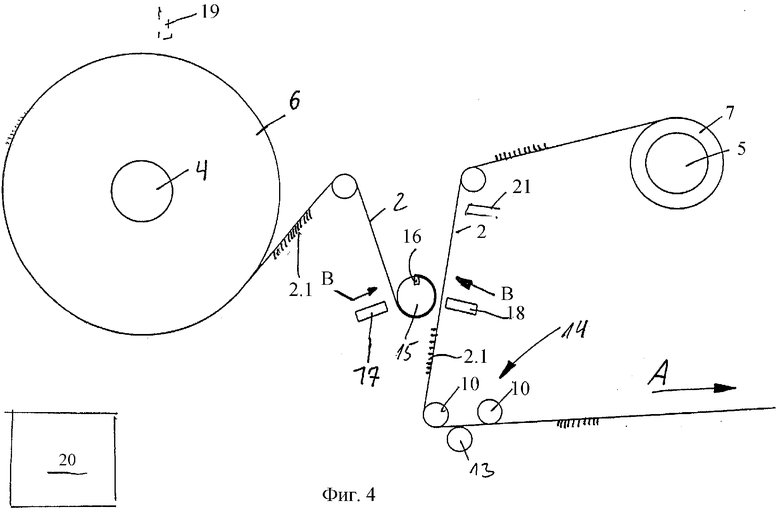
фиг.3 и 4 - существенные элементы участка сварки пленки подающего блока согласно фиг.1, а именно соответственно при замене рулонов и при присоединении пленки нового рулона к пленке израсходованного рулона пленки;
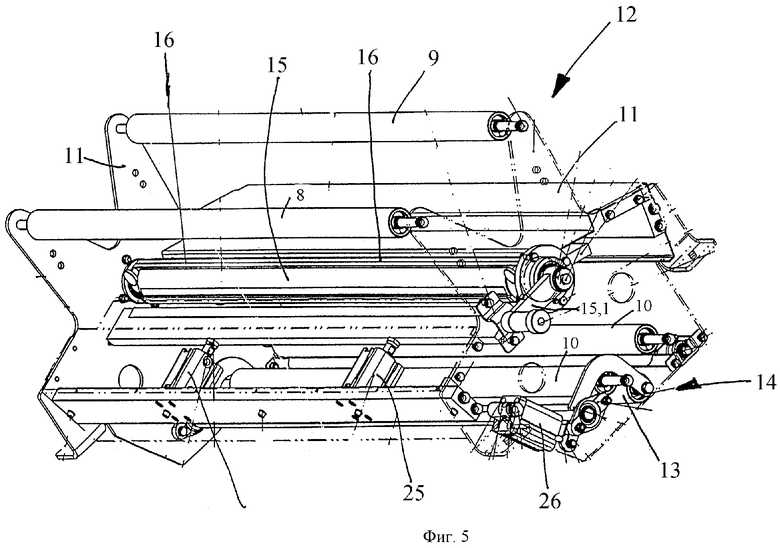
фиг.5 - отдельно соединительный или сварочный участок подающего блока, согласно фиг.1, в изометрической проекции.
Обозначенный на фигурах в целом позицией 1 подающий блок предназначен для подачи плоского материала 2, в частности выполненной с возможностью сварки пластмассовой, соответственно, упаковочной пленки в не изображенную упаковочную машину. Подающий блок 1 имеет для этого на машинной раме 3 две ориентированные своими осями в горизонтальном направлении рулонные крепления 4, 5, выполненные в виде параллельных оправок, которые предназначены для приема соответственно рулона 6 или 7 пленки, из которых один рулон является находящимся в использовании при работающей упаковочной машине рулоном, с которого сматывается полотнообразная пленка в направлении стрелки А и подается в упаковочную машину, в то время как другой сменный или присоединяемый рулон стоит наготове для замены рулонов. На фиг.3 и 4 показаны еще раз, в состоянии подающего блока 1 непосредственно перед заменой рулонов, оба расположенных своими осями параллельно друг другу и перпендикулярно плоскости чертежа фиг.3 и 4 рулонные крепления 4, 5 в виде оправок, установленные на этих оправках рулоны 6 и 7 пленки, а также другие расположенные своими осями параллельно друг другу и параллельно указанным оправкам направляющие валики 8-10 для пленки. Эти направляющие валики установлены с возможностью вращения на обоих концах на раме 11 смонтированного также на станине 3 машины участка 12 соединения пленки или сварки.
При этом направляющий валик 8 соответствует рулонному креплению 4 в виде оправки, а направляющий валик 9 - рулонному креплению 5 в виде оправки. Оба на фиг.3 и 4 нижних направляющих валика 10 образуют совместно с дополнительным валиком 13, который установлен с возможностью радиального относительно ее оси перемещения в зазор между осями 10, устройство 14 для возможно постоянного механического натяжения пленки, в частности также для предотвращения резких изменений натяжения пленки и биения пленки во время замены рулонов.
Другой составляющей частью участка 12 сварки является установленное обоими концами с возможностью вращения на раме 11 приемное устройство 15 для удерживающего и позиционирующего элемента, называемого в последующем зажимной планкой 16, которая выполнена с возможностью крепления в приемном устройстве 15 в правильном положении своим продольным направлением параллельно оси поворота приемного устройства 15. В показанном примере выполнения приемное устройство 15 выполнено в виде вала или валика, на котором можно закреплять подходящим образом зажимную планку 16, например посредством введения в образующую крепление канавку. Для поворота вручную приемного устройства 15 предусмотрен свободно доступный фиксаторный рычаг 15.1, с помощью которого приемное устройство 15 блокируется после поворота на 360° посредством фиксации. В фиксированном положении приемного устройства 15 предусмотренное на этом приемном устройстве крепление для зажимной планки 16 находится в верхней зоне окружности приемного устройства 15.
Дополнительно к этому, составляющей частью участка 12 сварки являются две нагреваемые сварочные шины 17 и 18, которые своим продольным направлением лежат параллельно оси поворота приемного устройства 15 и расположены вокруг этой оси поворота с угловым смещением немного меньше 180°. С зажимной планкой 16, которая, например, с помощью фиксатора делительного механизма, входящего в позиционирующие отверстия приемного устройства 15, однозначно и точно позиционируется на приемном устройстве 15, соединена с точной ориентацией соединительная зона пленки находящегося в состоянии готовности для замены рулонов присоединяемого рулона, а именно так, что при замене рулонов пленка нового рулона соединяется с правильным переходом, среди прочего относительно раппорта, изображения и т.д., с пленкой израсходованного рулона пленки.
На фиг.3 показано положение подающего блока 1 незадолго перед окончательным израсходованием находящегося в использовании рулона 6, пленка которого подается в упаковочную машину через направляющий валик 8 и образованное валиками 10 и 13 устройство 14 для удерживания постоянным натяжения пленки в соответствии со стрелкой А. Начало проходящей через направляющий валик 9 пленки готового для замены рулона 7 пленки соединено с закрепленной на приемном устройстве 15 зажимной планкой 16 и так проходит вокруг окружности приемного устройства 15, что это начало лежит в зоне сварочной шины 17 смежно со смотанной с рулона 6 пленкой, и пленка проходит там от зажимной планки 16 в направлении движения по стрелке А.
Посредством обозначенного на фиг.3 позицией 19 датчика постоянно контролируется используемый рулон 6 пленки. Когда взаимодействующее с датчиком 19 управляющее вычислительное устройство 20 упаковочной машины распознает непосредственно следующее израсходование рулона 6 пленки, то управляющее устройство 20 запускает замену рулонов. Для этого сначала останавливается упаковочная машина и замедляется сматывание пленки с рулона 6. Посредством дополнительного датчика 21, контролирующего пленку, соответственно находящиеся на ней маркировки или печатные метки 2.1, замедленное сматывание пленки останавливается, когда пленка позиционируется у образованного сварочной шиной 17 участка сварки так, что обеспечивается соединение с правильным переходом или с совпадением печатного рисунка готового к использованию рулона 7 пленки (присоединяемого рулона). Затем снова под управлением управляющего устройства 20 выполняется перемещение сварочной планки 17 из исходного положения в положение сварки, при этом за счет процесса сварки с разделением осуществляется соединение пленки рулона 7 с полотном пленки, идущим в упаковочную машину, а также одновременно отделение образованного за счет процесса сварки соединения остатка пленки рулона 6 и остающегося на зажимной планке 16 остатка пленки.
Для выполнения безупречного и особенно прочного сварочного шва пленки для процесса сварки включается тормозное устройство, например ременный тормоз, посредством которого, по меньшей мере, в зоне подлежащего созданию сварного шва уменьшается или даже снимается постоянное натяжение пленки.
После завершения сварки с разделением упаковочная машина снова запускается под управлением управляющего устройства 20, при этом затем сматывается пленка с рулона 7. Рулон 6, а также зажимную планку 16 вручную удаляют из подающего блока. Для подготовки следующей замены рулонов при израсходовании рулона 7 на рулонное крепление 4 в виде оправки устанавливают новый рулон 6 пленки, уже снабженный зажимной планкой 16, зажимную планку 16 вставляют в приемное устройство 15 и поворачивают его вручную вокруг его оси на 360°, так что приемное устройство 15 снова окружено соединенным с зажимной планкой 16 началом пленки. На фиг.4 показано это состояние непосредственно перед израсходованием рулона 7 пленки.
Точное позиционирование зажимной планки 16 осуществляется вне упаковочной машины и подающего блока 1 на удобном и эргономичном рабочем месте, которое обеспечивает полную и неограниченную доступность, в частности соответствующего рулона 6 или 7. Это рабочее место содержит, среди прочего, шаблон 22 в виде линейки, на которой можно точно позиционировать соответствующую зажимную планку 16, а именно, например, снова с использованием входящих в позиционирующие отверстия фиксаторов делительного механизма. Посредством выполненных на линейке 22 меток 23 и 24, а также за счет маркировок, например печатных меток 2.1 на пленке, возможно затем точное позиционирование зажимной планки 16 на пленке, обеспечивающее соединение, соответственно, сварку с совпадением напечатанного рисунка.
Введение зажимной планки 16 в приемное устройство 15 осуществляется, как указывалось выше, в блокированном положении приемного устройства 15, в котором (положении) держатель зажимной планки приемного устройства 15 находится на верхней стороне приемного устройства. После закрепления зажимной планки 16 приемное устройство в показанном на фиг.3 состоянии для подготовки рулона 7 пленки в качестве присоединяемого рулона поворачивают с помощью фиксаторного рычага 15.1 по часовой стрелке, так что при этом приемное устройство 15 с его зоной окружности, смежной с находящейся в использовании пленкой, движется противоположно направлению А подачи, соответственно, сматывания пленки. Поворот приемного устройства 15 заканчивается после 360° за счет фиксации рычага 15.1, так что зажимная планка 16 снова находится в верхней зоне, то есть в положении, в котором эта планка была вставлена в приемное устройство 15, и обернутая вокруг приемного устройства 15, примыкающая к зажимной планке 16 частичная длина находится в соединении с наложением с пленкой. Для подготовки рулона 6 пленки в качестве присоединяемого рулона приемное устройство 15 с зажимной планкой 16 поворачивают против часовой стрелки. За счет такого выполнения осуществляют соединение с наложением пленок и отделение находящейся до этого в использовании пленки от рулона 6, соответственно, 7, и отделение присоединенной пленки от зажимной планки 16 за один рабочий ход с помощью сварки с разделением.
На фиг.5 показаны отдельные указанные выше элементы сварочного, соответственно, соединительного участка 12. На этой фигуре показаны также исполнительные элементы 25 для сварочных шин 17 и 18. В показанном варианте выполнения эти исполнительные элементы являются пневматическими цилиндрами, которыми через не изображенные клапаны управляет управляющее вычислительное устройство 20.
На фиг.5 показан также исполнительный элемент 26, который выполнен, например, в виде пневматического исполнительного элемента и посредством которого внутри компенсационного участка 14 осуществляется управление радиальной подачей валика 13 для обеспечения возможно постоянного движения полотна пленки.
Это необходимо, в частности, для предотвращения биения пленки после завершения процесса сварки и при повторном запуске машины.
Для натяжения пленки с целью устранения люфта/провисания валик 13 поворачивается после окончания процесса сварки в путь прохождения пленки, удлиняет его за счет этого и натягивает имеющееся провисание. Затем осуществляется выключение используемого для уменьшения натяжения тормозного устройства и повторный запуск машины. После достижения машиной после некоторого времени нормальной рабочей скорости, компенсационный участок 14 снова поворачивают от пути прохождения пленки.
Выше было приведено описание изобретения на основе примера выполнения. Очевидно, что возможны различные изменения, а также модификации, без отхода от лежащей в основе изобретения идеи. Например, можно на сварочном участке 12 расположить дополнительные тормозные и зажимные средства, которые обеспечивают отсутствие натяжения пленки во время процесса сварки.
Изобретение относится к области подачи упаковочного материала из рулонов и обеспечивает точное позиционирование соединительной зоны присоединяемых материалов при замене рулонов. При выполнении замены рулонов в подающем блоке, который предназначен для подачи плоского материала в виде полотна в упаковочную или аналогичную обрабатывающую машину с образующих запас плоского материала рулонов, соединительную зону стоящего наготове материала присоединяемого рулона закрепляют на удерживающем и позиционирующем элементе, который в свою очередь удерживается в заданном положении в приемном устройстве соединительного участка. 2 н. и 27 з.п. ф-лы, 5 ил.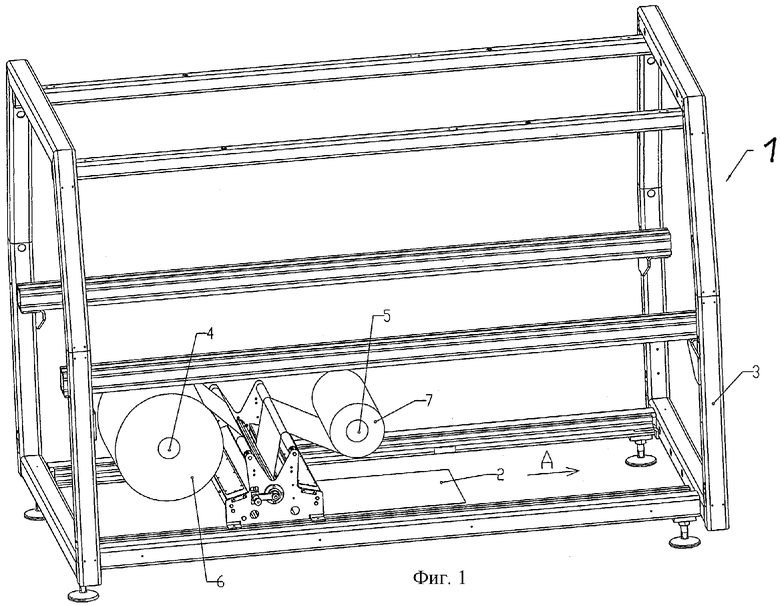
| DE 19735418 A1, 18.02.1999 | |||
| СПОСОБ ФЛОТАЦИОННОГО РАЗДЕЛЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ ПИРРОТИНСОДЕРЖАЩИХ РУД | 2006 |
|
RU2320423C2 |
| Газлифтный массообменный аппарат | 1983 |
|
SU1139455A1 |
| JP 63165259 А, 08.07.1988 | |||
| JP 57184047 А, 12.11.1982 | |||
| УСТРОЙСТВО ДЛЯ СРАЩИВАНИЯ ПОЛОТЕН МАТЕРИАЛА | 1996 |
|
RU2186009C2 |
| Устройство для подачи ленточного материала к упаковочной машине | 1981 |
|
SU973421A1 |

