Изобретение относится к ядерной технике и, в частности, к конструкции тепловыделяющих элементов (твэлов) ядерных реакторов.
Известна заглушка для герметизации тепловыделяющих элементов, содержащая ввариваемую в оболочку часть и наружную часть с коническим окончание (см. ЕР 0587 926 В1, 1996 г.).
Недостатком известной заглушки является необходимость точного изготовления конической части и ответной поверхности электродного устройства, через которые осуществляется подвод сварочного тока и сварочного усилия, что повышает затраты на ее изготовление и контроль. Такая конструкция заглушки увеличивает массу металла, нагреваемого в процессе сварки, что ограничивает длину ее наружной части. Максимальный диаметр заглушки меньше наружного диаметра оболочки, в результате после сварки образуется ступенчатый переход от оболочки тепловыделяющего элемента к заглушке, увеличивающий гидравлическое сопротивление сварного соединения. Не обеспечивается качественная сборка готовых тепловыделяющих элементов в кассету тепловыделяющей сборки (ТВС) при их проталкивании через дистанционирующие решетки. Недостатком является также то, что поверхности для подвода сварочного тока и сварочного усилия к заглушке совпадают и находятся в одной плоскости, перпендикулярной оси заглушки. Это приводит к неравномерному разогреву свариваемых деталей из-за разности площади токоподводящей поверхности у заглушки и сечения стыка в начальный момент сварки и способствует деформации заглушки в месте подвода к ней сварочного тока и усилия, что ведет к ухудшению качества сварного соединения.
Наиболее близким по технической сути и достигаемому результату является заглушка для герметизации тепловыделяющих элементов, имеющая ступенчатую цилиндрическую форму с максимальным диаметром, ввариваемым в оболочку, превышающим ее внутренний диаметр в 0,2-1,4 раза, и концевик, диаметр которого меньше минимального значения диаметра ввариваемой в оболочку части заглушки или равен ему (патент РФ №2082574 МПК, 1997) - прототип, недостатком которой является то, что поверхности для подвода сварочного тока и сварочного усилия к заглушке совпадают и находятся в одной плоскости, перпендикулярной оси заглушки. Это, с одной стороны, приводит к неравномерному разогреву свариваемых деталей из-за разницы площадей токоподводящей поверхности у заглушки и сечения стыка в начальный момент сварки и к ухудшению ее качества, а с другой, предопределяет повышенное гидравлическое сопротивление заглушки потоку теплоносителя в реакторе из-за наличия ступенчатого перехода между торцом оболочки тепловыделяющего элемента и наружным диаметром заглушки, ухудшающим также условия собираемости тепловыделяющих элементов в кассету при изготовлении тепловыделяющей сборки.
Длина концевика заглушки ограничена, зависит от электрического сопротивления материала заглушки, используемых режимов сварки. Увеличение ее приводит к излишнему разогреву металла заглушки, непосредственно не участвующего в образовании сварного соединения, и деформации заглушки в осевом и радиальном направлении, ухудшающей качество сварки.
Технической задачей изобретения является снижение гидравлического сопротивления заглушки потоку теплоносителя в реакторе, повышение технологичности процесса их сборки в кассету ТВС и повышение качества сварки.
Поставленная задача решается тем, что в известной заглушке тепловыделяющего элемента ядерного реактора, содержащей участок, ввариваемый с заглублением в оболочку тепловыделяющего элемента, диаметр которого меньше наружного диаметра оболочки, но больше ее внутреннего диаметра, и концевик, имеющий поверхность для подвода сварочного тока и усилия, согласно изобретению, поверхность концевика для подвода сварочного тока и сварочного усилия разделена на поверхность для подвода сварочного тока и на поверхность для подвода сварочного усилия, данные поверхности расположены под тупым углом друг к другу, при этом поверхность для подвода сварочного тока параллельна оси заглушки и расположена между ввариваемой частью заглушки и поверхностью для подвода сварочного усилия, диаметр цилиндра, форму которого имеет поверхность для подвода сварочного тока, больше или равен диаметру части заглушки, ввариваемой в оболочку тепловыделяющего элемента. Другим отличием является то, что поверхность для подвода сварочного тока имеет проточку.
Указанная совокупность признаков является новой, не известной из уровня техники и решает поставленную задачу, так как:
- наличие раздельных поверхностей для подвода сварочного тока и приложения сварочного усилия к заглушке позволяет практически исключить или уменьшить до приемлемых величин деформацию хвостовика при сварке независимо от его длины, что повышает качество сварных соединений;
- расположение поверхностей для подвода сварочного тока и сварочного усилия под тупым углом друг к другу, при параллельности поверхности для подвода сварочного тока оси заглушки, позволяет иметь минимальное гидравлическое сопротивление заглушки потоку теплоносителя в реакторе и обеспечивает технологичность сборки тепловыделяющих элементов в пучок;
- превышение диаметра поверхности подвода сварочного тока над диаметром части заглушки, ввариваемой в оболочку тепловыделяющего элемента, позволяет исключить образование при сварке ступенчатого перехода между торцом оболочки тепловыделяющего элемента и заглушкой по направлению движения потока теплоносителя в реакторе и закрыть торец сварного шва от прямого взаимодействия с этим потоком, способствует снижению гидравлического сопротивления торца заглушки. Максимальная величина этого диаметра определяется максимально допустимым диаметром оболочки тепловыделяющего элемента. Превышение ее нарушает условия эксплуатации тепловыделяющих элементов в реакторе.
Сущность изобретения поясняется чертежом.
Заглушка состоит из ввариваемой в оболочку части 1, цилиндрической поверхности 2 для подвода сварочного тока, параллельной оси заглушки, конической поверхности 3 для подвода сврочного усилия. На поверхности 2 может быть выполнена проточка 4. Сопряжение поверхностей 2 и 3 осуществляется под тупым углом, конкретная величина которого зависит от конструкции дистанционирующих решеток и условий работы ТВС в реакторе. Например, для реактора типа ВВЭР-1000 этот угол составляет около 140°. С торца ввариваемой части 1 расположен цилиндрический выступ 5 с осевым отверстием 6. Выступ является опорой для топливного столба тепловыделяющего элемента, поэтому минимальная его длина должна быть больше величины внутреннего грата, максимальная определяется исходя из особенностей технологии сварки, связанной с наличием деформации внутреннего диаметра оболочки тепловыделяющего элемента в зоне сварки и требованием по положению топливного столба в активной зоне реактора. При этом во время сварки должно гарантированно исключаться касание выступом внутренней поверхности оболочки.
Заглушка работает следующим образом.
Перед сваркой заглушка помещается в цанговое электродное устройство сварочной машины, при этом ввариваемая ее часть 1 находится снаружи этого устройства. Для токоподвода к заглушке и для ее центрирования перед сваркой используется цилиндрическая поверхность 2, параллельная оси заглушки, а для передачи сварочного усилия - коническая поверхность 3, которые при сборке тепловыделяющего элемента в ТВС исключают также утыкание тепловыделяющего элемента в дистанционирующие решетки ТВС и их повреждение, а при работе в реакторе закрывают сварной шов от прямого воздействия теплоносителя, уменьшая гидравлическое сопротивление потоку. Отверстие по оси цилиндрического выступа предотвращает контакт заглушки с наиболее нагретой центральной частью топливного столба, уменьшает теплопередачу от топливного столба к сварному соединению. Проточка 4 используется при необходимости для нанесения на заглушку маркировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2293003C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2310930C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293634C1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2393560C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2506657C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2339093C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2291769C1 |
| Тепловыделяющая сборка ядерного реактора | 2016 |
|
RU2622112C1 |
| Тепловыделяющая сборка ядерного реактора | 2015 |
|
RU2610717C1 |
Изобретение относится к ядерной технике и, в частности, к конструкции тепловыделяющих элементов ядерных реакторов. Сущность изобретения состоит в том, что концевик заглушки разделен на поверхность для подвода сварочного тока и на поверхность для подвода сварочного усилия, данные поверхности находятся под тупым углом друг к другу, при этом поверхность для подвода сварочного тока параллельна оси заглушки, расположена между ввариваемым участком и поверхностью для подвода сварочного усилия и имеет диаметр не меньше диаметра ввариваемого участка заглушки. Поверхность для подвода сварочного тока может иметь проточку. Техническим результатом является снижение гидравлического сопротивления заглушки потоку теплоносителя в реакторе, повышение технологичности процесса их сборки в кассету ТВС и повышение качества сварки. 1 з.п. ф-лы, 1 ил.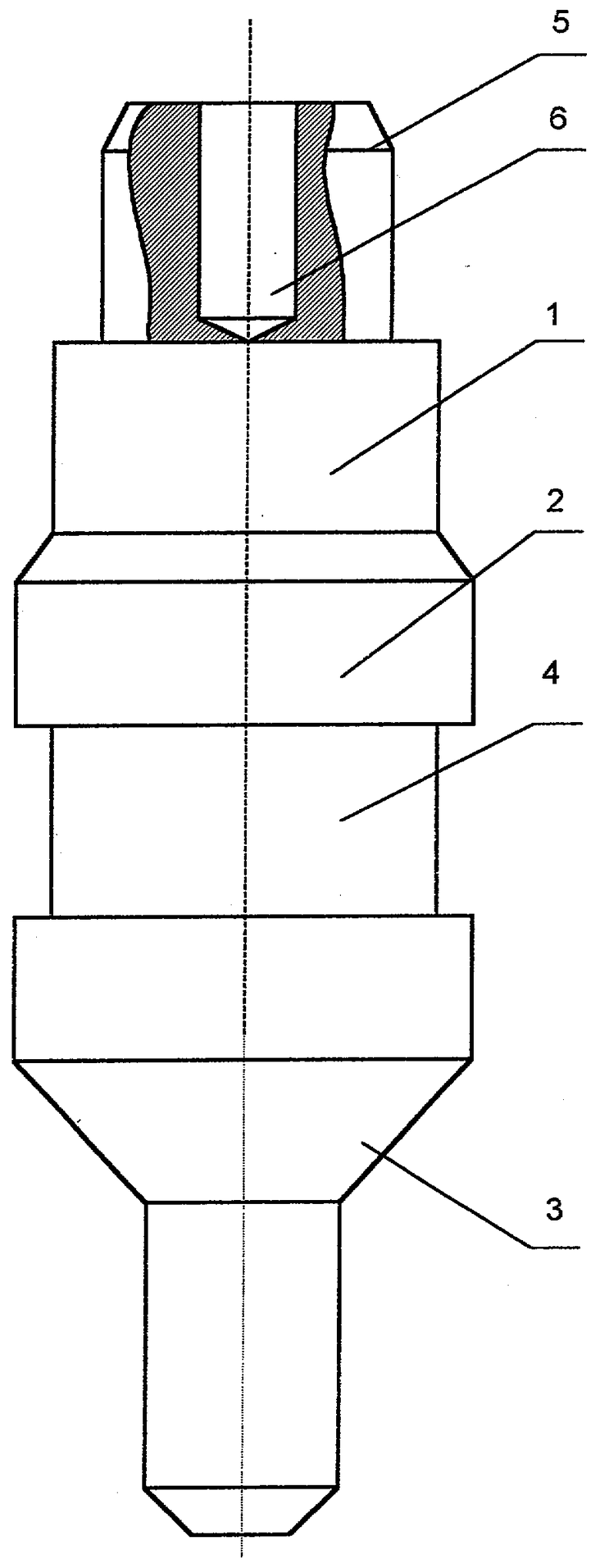
| ТВЭЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2082574C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| УСТРОЙСТВО УПРАВЛЯЕМОГО ТУРБОНАДДУВА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2016 |
|
RU2612538C1 |
| DE 3244651 A1, 14.07.1983. | |||

