Изобретение относится к машиностроению, и в частности, к области сварки, и может быть использовано, например, в технологии производства твэлов атомных электростанций при герметизации их оболочек или при изготовлении направляющих каналов тепловыделяющих сборок. Тепловыделяющие элементы и направляющие каналы тепловыделяющих сборок, как правило, должны иметь на концах по ходу движения теплоносителя окончания обтекаемой формы, которые обеспечиваются геометрией привариваемых к концам этих элементов заглушек и наконечников. Геометрия используемых заглушек и наконечников в значительной мере зависит от применяемых способов сварки.
Известен способ контактной стыковой сварки сопротивлением трубы, установленной с вылетом в разъемном электроде, с заглушкой, имеющей наружный диаметр, равный диаметру трубы, осуществляемый за счет нагрева свариваемых деталей электрическим током и их сжатия сварочным усилием ("Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, с.218, М.: Энергоатомиздат, 1995 г.)
Недостатками известного способа является малая протяженность сварного шва; соизмеримая с толщиной стенки трубы, а также то, что в процессе сварки в зоне выполнения сварного шва увеличивается наружный диаметр трубы свыше допустимых размеров. В результате использования способа требуется дальнейшая механическая обработка наружной поверхности соединения. Это снижает технологические преимущества способа и повышает вероятность получения сварных швов несоответствующих предъявляем требованиям. Кроме этого для реализации способа используется заглушка ступенчатой формы, ввариваемый в трубу участок которой, больше диаметра наружной части, а торцевая поверхность ее, сопрягающаяся с наружной частью, используется для токоподвода. В результате между трубой и заглушкой также образуется ступенчатый переход, что ухудшает технологичность изделий, изготовленных с применением данного способа и их эксплуатационные характеристики.
Наиболее близким к заявляемому является способ соединения контактно-стыковой сваркой трубы с заглушкой, имеющей участок, ввариваемый в стенку трубы, и наружную часть, заключающийся в сжатии торцов трубы и заглушки, нагреве сварочным током и варке заглушки в стенку трубы с заглублением в нее. ("Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, с.218, Москва.: Энергоатомиздат, 1995 г. - прототип).
Для реализации способа используется заглушка, ввариваемый в оболочку участок которой, больше диаметра наружной части, а торцевая поверхность, соединяющая ввариваемый участок с наружной частью, используется для токоподвода. В результате между оболочкой и заглушкой образуется ступенчатый переход, что ухудшает технологичность изделий, изготовленных с применением данного способа и их эксплуатационные характеристики, в частности из-за повышенного гидравлического сопротивления сварного соединения, выполненного по данному способу, потоку теплоносителя в реакторах атомных станций, а также снижает его универсальность.
Технической задачей изобретения является повышение универсальности способа, и улучшение технологических характеристик изделий, изготавливаемых с применением данного способа.
Решение технической задачи достигается тем, что в известном способе контактно-стыковой сварки трубы с заглушкой, включающем фиксацию с заглублением конца трубы в отверстии сварочной оснастки, обладающей заданной величиной электрического сопротивления, сжатии свариваемых деталей сварочным усилием, разогреве их электрическим током с последующей сваркой заглушки, имеющей ввариваемый в стенку трубы участок и наружный участок в электроде для подвода сварочного тока к ее наружному участку, сжатие деталей приложением сварочного усилия, разогрев деталей сварочным током и последующую сварку, согласно формулы изобретения, используют заглушку, наружный участок которой состоит из частей, одну из которых, прилегающую к ввариваемому в стенку трубы участку, выполняют диаметром, больше диаметра указанного участка, но меньше диаметра отверстия в сварочной оснастке, при этом в процессе сварки часть наружного участка заглушки, прилегающую к ввариваемому в стенку трубы участку, по крайней мере, частично вводят в отверстие сварочной оснастки с образованием кольцевого зазора между указанной частью наружного участка и торцом трубы, который заполняют наружным гратом.
Задача решается также благодаря тому, что часть наружного участка заглушки, не прилегающий к ввариваемому в стенку трубы участку, выполняют с диаметром, больше диаметра отверстия сварочной оснастки, а кольцевой зазор между частью наружного участка заглушки, прилегающей к ввариваемому в стенку трубы участку, и торцом трубы заполняют наружным гратом, величину которого регулируют за счет изменения величины заглубления указанной части наружного участка заглушки в отверстие сварочной оснастки.
Кольцевой зазор между частью наружного участка заглушки, прилегающей к ввариваемому в стенку трубы участку, и торцом трубы заполняют наружным гратом, величину которого регулируют за счет изменения величины сопротивления сварочной оснастки.
Представленная совокупность признаков является новой неизвестной из уровня техники и обеспечивает решение поставленной задачи, так как:
- организация токоподвода к заглушке через поверхность ее наружной части, имеющей, по крайней мере, участок, прилегающей к участку, ввариваемому в стенку трубы, с диаметром больше этого участка, но меньше диаметра отверстия в сварочной оснастке, и в частности с максимальной величиной диаметра наружной части больше диаметра отверстия в сварочной оснастке, позволяет полностью закрыть торец трубы наружной частью заглушки, что дает возможность исключить ступенчатый переход от трубы к заглушке и уменьшить гидравлическое сопротивление сварного соединения обтекающему его потоку;
- ввод в отверстие сварочной оснастки наружного участка заглушки способствует уменьшению величины кольцевого зазора между торцами этой части заглушки и трубы, что в конечном итоге снижает турбулентность охлаждающих потоков на участке сварного соединения, а соответственно и уменьшает его гидравлическое сопротивление и вибрационное воздействие теплоносителя на изделие;
- использование наружного грата для заполнения кольцевого зазора между торцом трубы и торцевой поверхностью наружного участка заглушки уменьшает турбулентность потока теплоносителя в этом месте и способствует также повышению эксплуатационных, например, гидравлических характеристик изделия;
- изменение величины, по крайней мере, частичного заглубления наружной части заглушки в отверстие сварочной оснастки позволяет регулировать степень заполнения гратом зазора между свариваемыми деталями, изменяя соответственно и глубину этого зазора. Аналогичный эффект можно достичь также, изменяя электрическое сопротивление сварочной оснастки. Увеличение этого сопротивления уменьшает объем наружного грата, а уменьшение - его увеличение. В результате за счет комбинации этих факторов обеспечивается полное заполнение зазора гратом, что способствует повышению эксплуатационных характеристик сварного соединения и изделия в целом.
Предлагаемый способ поясняется чертежами.
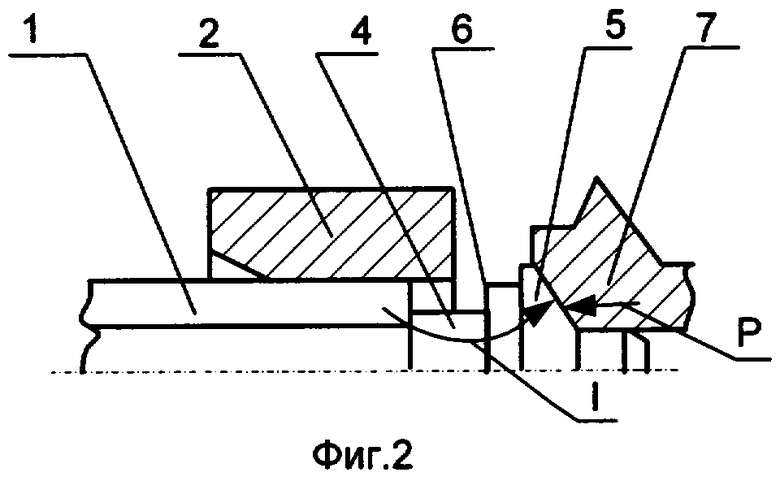
На фиг.1 - приведены схемы сварки по предлагаемому способу.
На фиг.3 показано сварное соединение, выполненное по предлагаемому способу.
Способ реализуется следующим образом.
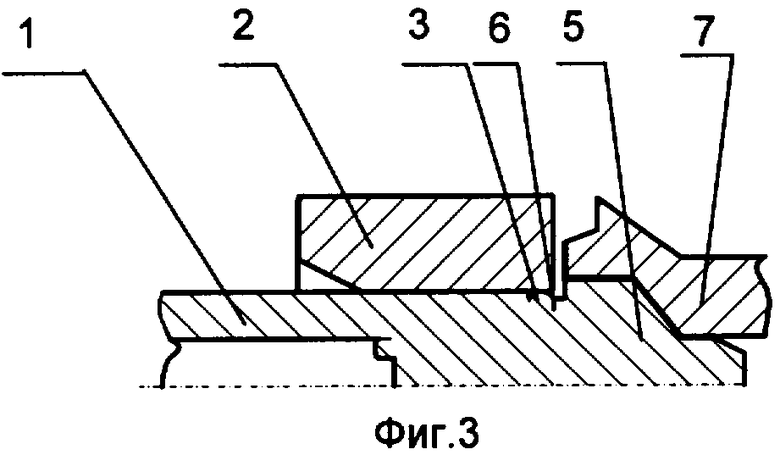
Труба 1 фиксируется в сварочной оснастке 2 с некоторым заглублением, исключающим выход наружного грата 3 фиг.3 за пределы отверстия, в котором расположен конец трубы. После чего торец трубы сжимают с торцом заглушки, имеющей ввариваемый участок 4 и наружную часть 5 с торцевой поверхностью 6, диаметр которой больше диаметра участка заглушки ввариваемого в стенку трубы, но меньше диаметра оснастки. Заглушка размещается в электроде 7, обеспечивающем подвод к ней сварочного тока (I) и приложения сварочного усилия (Р) в разных фиг.1 сечениях, либо в одном сечении заглушки фиг.2. После сжатия торцов деталей, через образовавшийся между ними контакт пропускается сварочный ток. Заглушка перемещается во внутрь трубы, деформируя внутренние ее слои на участке движения. При этом выдавливаемый наружу разогретый металл-грат 3 фиг.3 размещается между торцом трубы и торцевой поверхностью 6 заглушки, которая препятствует его течению в осевом направлении и создает условия для заполнения зазора между торцами свариваемых деталей. Грат заполняет участок сварного соединения между торцом трубы и торцевой поверхностью 6 заглушки, уменьшая величину зазора между ними.
Примером конкретного выполнения предлагаемого способа может служить сварка трубы - оболочки твэла из сплава циркония с заглушкой, выполненной из этого же сплава. Трубу наружным диаметром 9,13 мм и толщиной стенки 0,65 мм фиксируют в сварочной оснастке установки для сварки твэлов с заглублением в ней торца на величину 0,7-0,9 мм. Величина омического сопротивления сварочной оснастки составляла 400-600 мкОм. Заглушки изготавливают с диаметром ввариваемой в трубу части, равным 8,2-8,3 мм, при диаметре ее наружной поверхности, расположенной вслед за ввариваемой частью 8,5-8,7 мм. Ширина ввариваемого участка заглушки в осевом направлении составляла 3,5 мм. Ширина участка наружной поверхности заглушки, прилегающего к ввариваемому участку и заглубляемой в отверстие сварочной оснастки - 0,6 мм. Сварка выполнялась на режимах, принятых в технологии производства твэлов, при этом соотношение параметров сварочного импульса и величины сварочного усилия, выбиралась таким образом, чтобы наружная часть заглушки диаметром 8,5-8,7 мм заходила в отверстие сварочной оснастки на величину 0,3-0,4 мм. В результате чего выдавленный в процессе сварки грат практически полностью заполнял промежуток между торцом трубы и торцом наружной части заглушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293635C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293636C1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2293003C1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2393560C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2298240C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2310930C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2355533C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293634C1 |
Изобретение относится к машиностроению, а именно к способам контактно-стыковой сварки трубы с заглушкой при производстве тепловыделяющих элементов атомных станций. Способ включает фиксацию с заглублением конца трубы в отверстии сварочной оснастки, обладающей заданной величиной электрического сопротивления, размещение заглушки, имеющей ввариваемый в стенку трубы участок и наружный участок, в электроде для подвода сварочного тока к ее наружному участку, сжатие деталей приложением сварочного усилия, разогрев деталей сварочным током и последующую сварку. Наружный участок заглушки состоит из частей. Часть, прилегающую к ввариваемому в стенку трубы участку, выполняют диаметром, больше диаметра указанного участка, но меньше диаметра отверстия в сварочной оснастке. В процессе сварки часть наружного участка заглушки, прилегающую к ввариваемому в стенку трубы участку, по крайней мере, частично вводят в отверстие сварочной оснастки с образованием кольцевого зазора между указанной частью наружного участка и торцом трубы, который заполняют наружным гратом. Часть наружного участка заглушки, не прилегающую к ввариваемому в стенку трубы участку, выполняют с диаметром, больше диаметра отверстия сварочной оснастки. Это позволит улучшить технологические характеристики изделий и повысить универсальность способа. 3 з.п. ф-лы., 3 ил.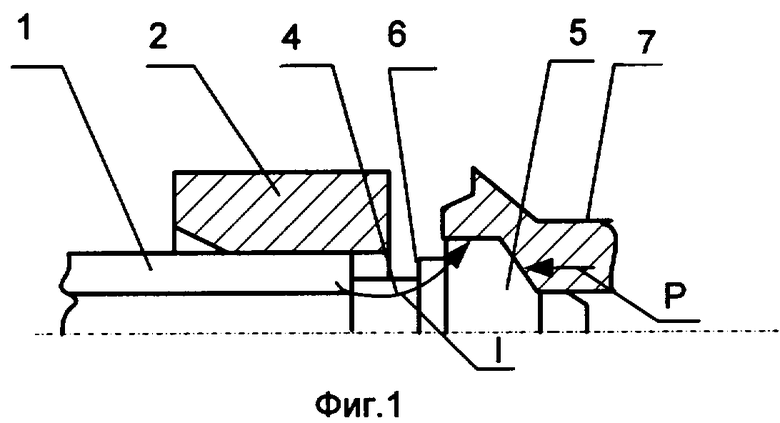
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов, книга 2, М.: Энергоатомиздат, 1995, с.218 | |||
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

