Изобретение относится к области получения полимерных электретов. Электретные материалы применяются в герметизирующих системах, в триботехнике, в различных приборах и аппаратах (электретные дозиметры, электретные фильтры), а также в звуковоспроизводящей аппаратуре и в устройствах, связанных с перемещением электретных пленок в пространстве или в магнитном поле.
Предлагаемый новый способ позволяет получать электреты, обладающие следующими преимуществами по сравнению с электретами, полученными известным способом путем выдержки термопластичного полимера при повышенной температуре между обкладками из различных металлов:
1) значительно более длительный срок сохранения величины поверхностной плотности заряда;
2) более высокая теплостойкость;
3) более высокие прочностные характеристики.
Предлагаемый способ рекомендуется использовать для получения пластин и пленок, обладающих электретными свойствами.
Известен способ получения электрета (аналог), состоящий в помещении нагретого до температуры стеклования термопластичного полимера между обкладками из различных металлов с последующим охлаждением и отделением металлических обкладок [Лущейкин Г.А. Полимерные электреты - М.: Химия, 1984. - 184 с.].
Наиболее близким техническим решением - прототипом является способ получения полимерного электрета путем помещения термопластичного полимера - полиэтилена между обкладками из меди и алюминия, нагреве до 105-130°С, охлаждении и отделении металлических обкладок [Воронежцев Ю.И., Гольдаде В.А.. Пинчук Л.С., Снежков В.В. Электрические и магнитные поля в технологии полимерных композитов / Под ред. А.И.Свириденка. - Минск: Наука и техника, 1990. - 263 с.].
Недостатком прототипа является малая продолжительность сохранения поверхностного заряда (≈7 суток) и низкая теплостойкость (Т=105-130°С).
Задачей данного изобретения является повышение срока сохранения поверхностного заряда, повышение теплостойкости и улучшение прочностных характеристик электрета.
Для решения поставленной задачи в способе получения полимерного электрета, включающем синтез полимера, поляризацию его нагревом между двумя обкладками из различных металлов, охлаждение и отделение обкладок. Синтез полимера на основе термореактивной смолы или смеси термореактивных смол, или термореактивных смол и наполнителя и его поляризацию проводят одновременно нагреванием до температуры отверждения. Причем обкладки могут быть замкнуты или разомкнуты.
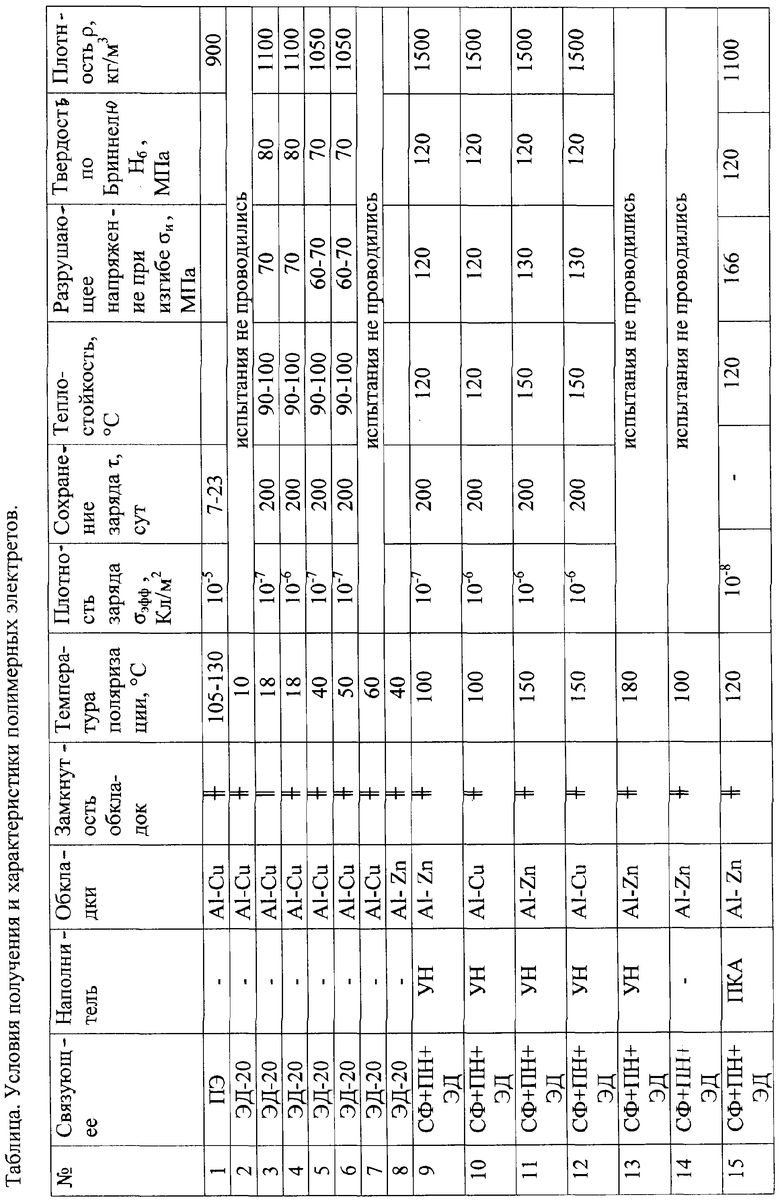
Для изготовления образцов и изделий из получаемых электретов предложено использовать либо в качестве основного полимера (связующего) эпоксидную смолу ЭД-20 (ГОСТ 10587-93), отверждаемую полиэтиленполиамином (ПЭПА) (ТУ 6-02-594-85), либо смесь ненасыщенной полиэфирной смолы ПН-15 (ТУ 6-05-861-73) со смолой СФ-342А и смолой ЭД-20.
В качестве наполнителя использовали углеродную и капроновую технические нити. Для образцов стандартных размеров определяли следующие характеристики:
- разрушающее напряжение при статическом изгибе σи, МПа (ГОСТ 4648-71)
- удельная ударная вязкость ауд, кДж/м2 (ГОСТ 4648-71)
- плотность ρ кг/м3 (ГОСТ 4620-84)
- водопоглощение за 24 часа W, % (ГОСТ 4650-80)
- теплостойкость по Мартенсу (ГОСТ 21341-75)
- поверхностная плотность заряда σэфф Кл/м2 (ГОСТ 25209-82).
Максимальные абсолютные погрешности при определении величин: σи, ауд, ρ, W, σэфф составили соответственно ±3,0 МПа; ±2,8 кДж/м2; ±30 кг/м3; ±0,9%; ±10-8 Кл/м2.
Пример 1. Способ-прототип. Полиэтиленовую пластину нагревают до 105-130°С и пропускают между полосами фольги из меди и алюминия соответствующей ширины и выдерживают в течение 60-220 мин с последующим охлаждением и отделением обкладок. Обкладки замкнуты.
Пример 2. Жидкую смесь смолы ЭД-20 и отвердителя ПЭПА при массовом соотношении 9:1 помещают в алюминиевую кювету и сверху закрывают пластиной из меди так, чтобы жидкость, края кюветы и верхняя медная пластина находились на одном уровне. Заполненную и закрытую кювету выдерживают при 10°С в течение 24 часов. Обкладки замкнуты.
Пример 3. По примеру 2, отличающийся тем, что нагрев проводят при температуре 20°С. Затем затвердевшее содержимое кюветы вынимают. Из полученной пластины вырезают стандартные образцы и не менее чем через 24 часа подвергают испытаниям. Обкладки замкнуты.
Пример 4. По примеру 3, отличающийся устройством кюветы, в которой металлы электрически изолируются друг от друга. Обкладки разомкнуты.
Пример 5. По примеру 3, отличающийся тем, что нагрев проводят при температуре 40°С. Обкладки замкнуты.
Пример 6. По примеру 3, отличающийся тем, что нагрев проводят при температуре 50°С. Обкладки замкнуты.
Пример 7. По примеру 3, отличающийся тем, нагрев проводят при температуре 60°С. Обкладки разомкнуты.
Пример 8. По примеру 5, отличающийся тем, что используют обкладки из алюминия и цинка. Обкладки замкнуты.
Пример 9. Углеродную нить пропитывают смесью полиэфирной смолы ПН-15 и 75%-го ацетонового раствора фенолформальдегидной смолы СФ-342А и эпоксидной смолы ЭД-20. Пропитанную нить помещают в форму из алюминия и накрывают цинковой пластиной при температуре 100°С. По истечении 24 часов форму разбирают и извлекают материал. Из полученной пластины вырезают стандартные образцы и не менее чем через 24 часа подвергают испытаниям. Обкладки замкнуты.
Пример 10. По примеру 9, отличающийся тем, что алюминиевую кювету закрывают медной пластиной. Обкладки замкнуты.
Пример 11. По примеру 9, отличающийся тем, что нагрев проводят при температуре 150°С. Обкладки замкнуты.
Пример 12 По примеру 10, отличающийся тем, что нагрев проводят при температуре 150°С. Обкладки замкнуты.
Пример 13. По примеру 9, отличающийся тем, что нагрев проводят при температуре 180°С. Обкладки замкнуты.
Пример 14. По примеру 9, отличающийся тем, что отверждают смесь: смола ПН-15, 75%-й ацетоновый раствор смолы СФ-342А и смола ЭД-20 при массовом соотношении указанных компонентов без наполнителя. Обкладки замкнуты.
Пример 15. По примеру 9, отличающийся тем, что в качестве наполнителя используют техническую нить капрон в виде ткани и синтез проводят при температуре 120°С. Обкладки замкнуты.
Сравнение примеров 3 и 4 показывает, что при замкнутых металлических обкладках со стороны меди создается более высокая плотность электрического заряда, со стороны алюминия плотность заряда практически одинакова. Следовательно, отверждение при замкнутых обкладках способствует увеличению плотности поверхностного заряда.
Анализ примеров 2-8 показывает, что при увеличении температуры поляризации при отверждении ненаполненной смолы от 10 до 60°С плотность поверхностного заряда уменьшается вследствие ускорения его отекания, т.к. полимеры имеют отрицательный температурный механизм сопротивления, т.е. при повышении температуры сопротивление полимера уменьшается. При температуре 60°С (утверждение протекает слишком интенсивно: образуется вспененный материал и получение однородного электрета невозможно. Сравнение пар обкладок алюминий-цинк и алюминий-медь показывает, что со стороны алюминия в паре медь-алюминий плотность поверхностного заряда примерно в 1,25 раза больше (значение σэфф=10-7,7 и σэфф=10-7,6 соответственно). Поэтому пара медь-алюминий более эффективна со стороны алюминия, чем пара цинк-алюминий при сравнительно невысоких температурах.
В отличие от ненаполненной термореактивной смолы введение в качестве наполнителя углеродной нити привело к увеличению σэфф при повышенных температурах (соответственно примеры 9 и 11). Это свидетельствует о том, что углеродная нить положительный температурный коэффициент сопротивления, ее сопротивление при повышении температуры растет, а стекаемость зарядов уменьшается. Применение смеси термореактивных смол в примерах 9-15 обусловлено следующими причинами:
- сополимер термореактивных смол обеспечивает большую гибкость материала;
- смола СФ-342А выступает в качестве отвердителя смол ЭД-20 и ПН-15; при этом отпадает необходимость применения дорогостоящих и токсичных этих смол.
Плотность поверхностного заряда полученных образцов контролировали в течение не менее 7-ми месяцев, при этом тенденции к снижению σэфф не обнаружено, а скачки значений σэфф, обусловленные атмосферными изменениями, происходили в обе стороны от средних значений.
Период сохранения плотности поверхностного заряда для прототипа 7-12 суток. Проведение отверждения при температуре 10°С сильно замедляет технологический процесс и делает его экономически нецелесообразным (пример 2). Материал остается липким и не подлежит испытаниям.
Отверждение и поляризация при 180°С приводят к деструкции и растрескиванию материала, что делает его образцы непригодными для испытаний (пример 13). Сравнение примеров 9-13 показало, что углеродная нить ускоряет отверждение связующего, а без наполнителя отверждение указанной смеси не происходит (пример 13).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРЕТА | 2018 |
|
RU2696623C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ НЕНАСЫЩЕННОЙ ПОЛИЭФИРНОЙ СМОЛЫ | 2002 |
|
RU2232175C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОГО ЭЛЕКТРЕТА | 2022 |
|
RU2793453C1 |
| ГИБРИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛО-ХИМИЧЕСКИ СТОЙКОГО ПРЕСС-МАТЕРИАЛА И ПРЕСС-МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2018 |
|
RU2674202C1 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 2010 |
|
RU2436674C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| Способ получения изделий из полимерной композиции | 1981 |
|
SU1014844A1 |
| КЛЕЙ-ГЕРМЕТИК | 2001 |
|
RU2186817C1 |
Изобретение относится к области электротехники, в частности к получению полимерных электретов, которые используются в герметизирующих системах, в триботехнике, в различных приборах и аппаратах, таких как электретные дозиметры, электретные фильтры, а также в звуковоспроизводящей аппаратуре. Техническим результатом изобретения является повышение срока сохранения поверхностного заряда и увеличение теплостойкости материала. Для изготовления образцов и изделий из получаемых электретов предложено использовать в качестве основного полимера - связующего эпоксидную смолу ЭД-20 (ГОСТ 10587-93), отверждаемую полиэтиленполиамином (ТУ 6-02-594-85), либо смесь ненасыщенной полиэфирной смолы ПН-15 (ТУ 6-05-861-73) со смолой СФ-342А и смолой ЭД-20. При этом синтез полимера проводят одновременно с поляризацией его нагревом до температуры отверждения между обкладками из двух различных металлов, взятых из ряда Zn-Al, Al-Cu. 1 табл.
Способ получения полимерного электрета, включающий синтез полимера, поляризацию его нагревом между обкладками из двух различных металлов, охлаждение и отделение обкладок, отличающийся тем, что синтез полимера на основе термореактивной смолы или на основе смеси термореактивных смол и волокнистого наполнителя проводят одновременно с поляризацией нагреванием до температуры отверждения, причем поляризацию проводят при замкнутых или разомкнутых обкладках, взятых из ряда Zn-Al, Al-Cu.
| УСТРОЙСТВО для ДЕПОЛЯРИЗАЦИИ ЭЛЕКТРОЭЛЕКТРЕТОВ | 0 |
|
SU177566A1 |
| Устройство для поляризации полимерных тел | 1979 |
|
SU1448368A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРЕТА | 1994 |
|
RU2066889C1 |
| US 2004207369 A, 21.10.2004 | |||
| US 6001299 A, 14.12.1999 | |||
| DE 19725253 A, 17.12.1998. | |||

