Изобретение относится к слоистым композиционным волокнистым материалам и касается способа получения препрега (или препрегов) для изготовления пластиков, обладающих высокими сублимирующими, антистатическими и теплозащитными свойствами.
Предлагаемое изобретение может найти широкое применение в ракетно-космической технике, авиастроении, в различных областях машино- и судостроения, а также в других отраслях народного хозяйства страны.
В частности, оно может быть использовано в качестве облицовочного материала для защиты конструкционных стеклопластиковых труб-оболочек, например дымовых труб, отсеков шахтных колодцев, грузовых и пусковых контейнеров, обтекателей, внутренней и (или) наружной теплоогнезащиты изделий нефтегазового комплекса и т.д.
Известен способ получения препрега на основе стеклоткани и связующего, содержащего спиртовой раствор феноламинной смолы (авт. свид. SU 323340, кл. C 08 G 8/04, 1972 г.).
Получаемые в соответствии с этим способом стеклопластики обладают низкими антистатическими свойствами. Кроме того, они имеют и низкие теплозащитные свойства: огнестойкость, термопрочность и термостабильность. И, кроме того, получаемые в соответствии с авт. свид. SU 322340 препреги недостаточно технологичны при переработке их в конструкционные изделия, а пластики на их основе склонны к старению и потому имеют невысокую эксплуатационную надежность.
Известен также способ получения препрега на основе стеклоткани и связующего, содержащего феноламинную смолу, модифицированную метил-трис-(β-оксиэтил)-аммонийметилсульфатом (авт. свид. SU 468936, кл. С 08 G 8/28, 1975 г.).
Стеклопластики, получаемые на основе этого способа получения препрега, также имеют недостаточно высокие физико-механические и теплофизические свойства. Имеют они и низкие антистатические свойства и, кроме того, не обладают высокой эксплуатационной надежностью, поскольку склонны к старению.
Способ по авт. свид. SU 468936 (кл. C 08 G 8/04) нетехнологичен и практически не пригоден для изготовления серийных партий конструкционных пластиковых изделий, поскольку препреги, приготавливаемые в соответствии с этим способом, изготавливают только методом твердой пропитки при ограниченной толщине 0,8-1 мм.
Более близким аналогом заявляемого способа является техническое решение по авт. свид. SU 690041 по Мкл2 C 08 L 61/14, C 08 J 5/24, В 32 В 27/42. В соответствии с этим способом препрег изготавливают на основе стеклоткани и связующего, содержащего раствор феноламинной смолы, модифицированной метил-трис-(β -оксиэтил)-аммонийметилсульфатом в моноэтиловом эфире этиленгликоля.
Для повышения физико-механических свойств этого препрега и при этом сохранения высоких антистатических свойств стеклопластика на его основе в раствор модифицированной феноламинной смолы дополнительно вводят бакелитовый лак при следующем соотношении компонентов, мас.ч.:
Раствор модифицированный феноламинной смолы - 18-28
Бакелитовый лак - 9-16
Стеклоткань - 60-70
Этот аналог имеет недостатки, присущие вышеописанным аналогам. Кроме того, пластики, изготавливаемые в соответствии с предложенным способом, имеют низкую огнетеплостойкость и не обладают термостабильностью.
Близким аналогом заявляемому техническому решению является и способ получения препрегов по авт. свид. SU 226146, кл. C 08 L 63/00, 1968 г. В этом аналоге за основу гибридного связующего для препрегов из тканей взята эпокситрифенольная смола ЭТФ (70 мас.ч.), а в качестве отвердителя применена анилиноформальдегидная смола АФФ (30 мас.ч.). Недостатки данного технического решения - низкая трансверсальная (отрывная) прочность и прочность по скалыванию при повышенных температурах.
Наиболее близким аналогом заявляемому техническому решению является способ получения препрега по авт. свид. SU 726137, Мкл2 C 08 L 63/04, C 08 J 5/24. По этому способу для повышения жизнеспособности препрегов и одновременно с этим повышения межслоевой (адгезионной) и трансверсальной прочности пластиков на их основе стеклоткань пропитывают гибридным связующим на основе эпокситрифенольной смолы ЭТФ (базовая смола - 60-70 мас.ч.), растворенной в анилиноформальдегидной (10-20 мас. ч. ) и фенолоформальдегидной новолачной (10-20 мас.ч.) смолах.
Анилиноформальдегидная смола (АФФ) в этом гибридном связующем использована в качестве отвердителя, фенолоформальдегидная новолачная смола использована в этом гибридном связующем для повышения его теплостойкости. При этом замечено (авт. свид. SU 726137), что при увеличении содержания новолачной смолы в гибридном связующем более 20 мас.ч. происходит резкое снижение теплостойкости и прочности механических армированных пластиков (на основе препрегов из стеклотканей и гибридного связующего) при повышенных температурах. Кроме того, замечено, что при снижении новолачной фенолоформальдегидной смолы в гибридном связующем до 10 мас.ч. и менее в пластиках (на его основе и стеклотканей) начинает наблюдаться резкое снижение трансферсальной (отрывной) прочности, при механической обработке таких пластиков начинают наблюдаться такие дефекты, как растрескивание и расслоение материала, и резко сокращаются сроки хранения препрегов. При оптимальном же количестве новолачной фенолоформальдегидной смолы в гибридном связующем (10-20 мас.ч.) удается существенно повысить жизнеспособность препрегов (до 10 раз) и на 10-20% повысить трансверсальную прочность крупногабаритных конструкционных изделий, изготавливаемых из этих препрегов методами намотки.
Недостаток данного способа получения препрегов тот же, он не обеспечивает комплексного решения вопроса, то есть получения препрегов, обеспечивающих одновременно и их высокую жизнеспособность, и высокую теплопрочность и термостабильность пластиков на их основе в условиях их длительной эксплуатации (при температурах более 180oС и кратковременных воздействиях высокоскоростных газовых потоков).
Прототипом предлагаемого изобретения авторами выбран патент RU 2028334 C1, C 08 L 63/00, С 08 К 5/00, В 32 В 27/38 // С 08 К 5/00, 5/05, 5/07, 5/47, с приоритетом 09.08.91, опубликованный 09.02.93 г. В техническом решении по патенту RU 2028334 практически решались те же задачи, что и в ранее описанных аналогах - это возгораемость, огнестойкость, термопрочность, термостабильность, невосприимчивость пластика к накоплению на его поверхностях зарядов статического электричества.
В этом базовом решении (в сравнении с заявляемым) для создания препреговых композиций с электропроводными свойствами и высокой стойкостью к возгоранию (имеется ввиду свойства пластиков на основе этих препрегов) использовано гибридное связующее, содержащее три эпоксидные смолы - ЭТФ (19±0,1 мас. ч.), КДА (19±0,1 мас.ч.) и УП-631У (19±0,1 мас.ч.), взятые в равных долях (1: 1:1), при наличии в композиции отвердителя (3,1±0,05) и хлорникелевого комплекса (NiZ2Cl2), разбавленных в спиртоацетоновом растворе с соотношением растворителей 1:0,7 (спирт 24±0,1, ацетон 16±0,1).
Приведенный состав гибридного связующего также, как и все вышеописанные аналоги, предназначен для получения препрегов с использованием в них в качестве силовых наполнителей стекло-угле-органоармирующих наполнителей.
Основной недостаток прототипа состоит в том, что в составе его гибридного связующего использована бромсодержащая смола УП-631У, позволяющая (по замыслу разработчиков данного гибридного связующего) снизить скорость возгорания пластиков на его основе и повысить их кислородный индекс (до 35-38%) и теплостойкость.
Обычно содержание брома в пластиках определяется требованием их огнестойкости. В подобных связующих содержание бромсодержащих компонентов (веществ) составляет от 2 до 20%. Однако известно, что стеклопластики на основе связующего с таким содержанием брома имеют низкие показатели по теплостойкости, термостабильности и стойкости к воздействию высокотемпературоскоростных эрозионно действующих потоков (см. авт. свид. SU 730753), то есть задачу повышения термостойкости и термостабильности.
Кроме того, известно также, что многие разработчики, пытаясь увеличить термостойкость и термостабильность (при сохранении огнестойкости), пытались идти другим путем - путем исключения бромсодержащих эпоксидных смол из состава гибридных связующих для получения препрегов и пластиков на их основе, имеющих одновременно высокие физико-механические и теплофизические свойства, высокую технологичность их переработки в конструктивные изделия методами намотки (например, патент RU 2148598 С1, C 08 L 63/00, C 08 J 5/24, В 32 В 27/38, С 08 К 5/56 // C 08 L 63/00, 61/11, опубликованный 10.05.2000 г.).
Авторы предлагаемого изобретения считают, что наличие в прототипе бромсодержащих компонентов усложняет саму рецептуру гибридного связующего и технологию приготовления из него препрегов, и технологию переработки самих препрегов непосредственно в конструкционные силовые изделия.
Поэтому авторы заявляемого в качестве изобретения технического решения, как и разработчики патента RU 2148598, также пошли по пути исключения в препрегах бромсодержащих эпоксидных смол.
Предложенный авторами способ получения препрега для намотки теплозащитных и (или) антистатических внутренних обечаек труб-оболочек значительно отличается от всех вышеописанных способов получения препрегов (и пластиков на их основе).
Во всех вышеприведенных технических решениях усовершенствования касались только состава гибридного связующего, необходимого для получения препрегов, и способов его получения.
Ни в одном из известных вышеприведенных решений не затронуты вопросы, касающиеся одновременного усовершенствования и состава гибридного связующего и состава наполнителя, то есть комплексного одновременного выбора материалов (и для наполнителя, и для связующего).
Предложенный способ предусматривает получение препрегов из углеродных, поликапроамидных (капроновых) и(или) полифеновых тканей и гибридного связующего, состоящего из трех смол - двух эпоксидных (ЭТФ и ДЭГ-1) и одной фенолоформальдегидной СФ-340А, используемой авторами в качестве отвердителя.
Способ включает операции приготовления гибридного связующего и операции его совмещения с тканым наполнителем, состоящим из поликапроамидных (капроновых) и(или) полифеновых, и(или) углеродных нитей, облицованных покрывным материалом из сополимера тетрафторэтилена с винилиденфторидом и(или) техническим углеродом, содержащим в своем составе антистатические и антипиренные добавки. Точно такие же добавки вводятся и в гибридное связующее, и, таким образом, получают гибридный препрег из наполнителя и связующего, имеющий одинаковый структурный состав. Получаемые из таких препрегов пластики однородны по составу, имеют очень высокую когезионную и адгезионную прочность и хорошо взаимодействуют между собой - и в части снятия зарядов статического электричества, и в части повышения огнестойкости, и в части повышения теплостойкости и термостабильности в условиях длительной эксплуатации под действием высокоскоростных тепловых потоков.
Гибридное связующее для препрегов создают путем механического смешения эпоксидных (ЭТФ и ДЭГ-1) и фенолоформальдегидной (СФ-340А) смол (связующих) в ацетоноспиртотолуольном растворителе. Затем осуществляют пропитку и подсушку тканевого наполнителя, состоящего из поликапроамидных (капроновых), углеродных и (или) полифеновых нитей, облицованных покрытием из сополимера тетрафторэтилена с винилиденфторидом и (или) техническим углеродом с добавками до состояния препрега на пропиточно-сушильной машине и непрерывной перемотки полученного препрега на катушки и(или) бобины с получением из него тканевой препреговой спирали.
Отличительная особенность способа состоит в том, что в качестве гибридного связующего для приготовления препрега (или препрегов) используют растворы (смеси) двух эпоксидных - эпокситрифенольной (ЭТФ) и эпоксиалифатической (ДЭГ-1) смол и одной фенолоформальдегидной резольной смолы (СФ-340А) при следующем соотношении компонентов мас.ч.:
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная резольная смола СФ-340А (отвердитель) - 34
Ацетон - 90
Спирт технический - 46
Толуол (нефтяной или каменноугольный) - 10
и при этом гибридное связующее для препрега готовят в три этапа - на первом начальном этапе раздельно разогревают эпокситрифенольную (ЭТФ) и эпоксиалифатическую (ДЭГ-1) смолы до температуры 180-200oС и при этом процесс равномерного разогрева связующего ЭТФ производят в течение 24 часов, а связующего ДЭГ-1 - в течение 2 часов, а затем смешивают и растворяют их друг в друге в реакторе в течение 3-5 часов на одну тонну композиции при температурах 35-60oС, которые получают за счет введения в реактор с находящимися там смолами (ЭТФ и ДЭГ-1) ацетоноспиртотолуольного растворителя в соотношении 1: 0,51: 0,11, вводимого в реактор при температурах 18-30oС, на втором этапе приготовления связующего в реактор в уже растворенные между собой в растворителе смолы ЭТФ и ДЭГ-1 добавляют крошку и(или) частицы (кусочки) из твердой, размолотой на куски размерами 1-3 мм фенолоформальдегидной смолы СФ-340А и снова подогревают вновь полученную консистенцию смол до температуры 35-60oС и осуществляют полное растворение резольной фенолоформальдегидной смолы СФ-340А в ранее растворенных между собой в растворителе эпоксидных смолах ЭТФ и ДЭГ-1 путем совместного перемешивания в реакторе в течение 3-5 часов на одну тонну получаемой новой гибридной композиции связующего, а на последнем этапе приготовления гибридного связующего его фильтруют с удалением всех нерастворившихся в реакторе твердых частиц связующего и(или) посторонних включений, например, путем пропускания гибридного связующего через один и(или) несколько слоев разреженной стеклоткани марки "Эксцельциор" и доводят консистенцию нового гибридного связующего из трех смол - ЭТФ, ДЭГ-1 и СФ-340А до плотности 960-1100 кг/м3 путем дополнительного введения в связующее спиртоацетоновой смеси, взятой в соотношении 1:2, и его перемешивания с ним в течение 20-30 минут с доведением температуры нового связующего за счет дополнительно вводимой в него спиртотолуольной смеси до температуры 18-35oС, а затем через разогретое гибридное связующее, находящееся, например, в ванне пропиточной машины, пропускают тканый наполнитель из поликапроамидных (капроновых) и(или) полифеновых, и(или) углеродных нитей, покрытых сополимером из тетрафторэтилена с винилиденфторидом и(или) техническим углеродом (при объемном соотношении покрывного материала и нити от 0,3:1 до 0,7: 1) с последующим его отжимом на опорных валках пропиточной машины и доведением массовой доли растворимой смолы до 90±1% и массовой доли летучих веществ и влаги от 0,8 до 4% за счет придания скорости движущемуся через гибридное связующее наполнителю от 1 до 3 м/мин, натяжения наполнителя от 0,1 до 1,5 кгс на один сантиметр полотна и температурной подсушки пропитанного связующим наполнителя по зонам пропиточной машины от 90 до 210oС.
Отличительной особенностью способа является и то, что в качестве гибридного связующего для получения препрега используют смесь трех растворенных друг в друге и в ацетоноспиртотолуольном растворителе смол (ЭТФ, ДЭГ-1 и СФ-340А) и сажи и(или) углеродографитовой смеси при следующем соотношении компонентов, мас.ч.:
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная смола СФ-340А (отвердитель) - 34
Сажа и(или) углеродографитовая смесь с соотношением компонентов от 1:5 до 5:1 - 15
Ацетон - 90
Спирт технический - 46
Толуол (нефтяной или каменноугольный) - 10
Отличительной особенностью способа является и то, что в качестве связующего для получения препрега применяют (используют) смесь или раствор трех растворенных друг в друге и в растворителе смол ЭТФ, ДЭГ-1 и СФ-340А с антипиренными и антистатическими добавками в виде трехокиси сурьмы, гексахлорбензола и сажи и (или) углеродографитовой смеси с соотношением компонентов от 1:5 до 5:1 при следующем соотношении ингредиентов, мас.ч.:
Эпокситрифенольная смола ЭТФ (базовая основа связующего) - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная резольная смола СФ-340А (отвердитель) - 34
Ацетон - 90
Спирт технический - 46
Толуол (нефтяной или каменноугольный) - 10
Сажа и(или) углеродографитовая смесь с соотношением компонентов от 1:5 до 5:1 - 10
Трехокись сурьмы - 10
Гексахлорбензол - 15
Отличительной особенностью способа является и то, что в качестве гибридного связующего для получения препрега используют смесь трех растворенных друг в друге и в ацетоноспиртотолуольном растворителе смол (ЭТФ, ДЭГ-1 и СФ-340А) и размешанных в связующем антистатических и антипиренных добавок при следующем соотношении компонентов, мас.ч.:
Эпокситрифенольная смола ЭТФ (базовая основа гибридного связующего) - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная смола СФ-340А - 34
Сажа и(или) углеродографитовая смесь с соотношением компонентов от 1:5 до 5:1 (антистатики) - 10-15
Трехокись сурьмы (антипирен) - 5-10
Гексахлорбензол (антипирен) - 5-10
Четыреххлористый углерод (ССl4) (антипирен) - 5-10
Отличительной особенностью способа является и то, что в качестве гибридного связующего для получения препрега используют смесь трех растворимых друг в друге и в ацетоноспиртотолуольном растворителе смол ЭТФ, ДЭГ-1 и СФ-340А и размешанных в нем антистатических и (или) антипиренных добавок при следующем соотношении ингредиентов, мас.ч.:
Эпокситрифенольная смола ЭТФ (базовая основа гибридного связующего) - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная смола СФ-340А (отвердитель) - 34
Сажа и(или) углеродографитовая смесь с соотношением компонентов от 1:5 до 5:1 (антистатик) - 5-15
Трехокись сурьмы (антипирен) - 5-10
Гексахлорбензол (антипирен) - 5-10
Хладон (антипирен) - 5-10
Отличительной особенностью предложенного способа является и то, что в качестве гибридного связующего для получения препрега использована смесь трех растворенных друг в друге и ацетоноспиртотолуольном растворителе смол - ЭТФ, ДЭГ-1 и СФ-340А, в которую введены антистатические добавки:
- углеродографитовая мелкодисперсная смесь (антистатик) и(или) сажа, например, марки ПН-100 и порошковая мелкодисперсная смесь из антипиренов - гексахлорбензола, трехокиси сурьмы и(или) микрокапсулированные добавки: четыреххлористый углерод (CCl4) и хладон при следующем соотношении ингредиентов, мас.ч.:
Эпокситрифенольная смола ЭТФ (базовая основа гибридного связующего) - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная резольная смола СФ-340А (отвердитель) - 34
Ацетон - 90
Спирт технический - 46
Толуол (нефтяной или каменноугольный) - 10
Углеродографитовая смесь с соотношением компонентов от 1: 5 до 5:1 (антистатик) - 5-10
Сажа (ПН-100) (антистатик) - 5-10
Гексахлорбензол и(или) трехокись сурьмы (антипирены) и(или) их смеси в соотношении 1:3-3:1 - 10
Четыреххлористый углерод ССl4 и(или) хладон (антипирены) (или их смеси в соотношении 1:3-3:1) - 10
Отличительная особенность предложенного способа состоит и в том, что в качестве гибридного связующего для создания препрега использована смесь трех смол ЭТФ, ДЭГ-1 и СФ-340А и в качестве антистатических и антипиренных добавок в него введены дисперсные смеси металлических порошков - окислов меди, никеля, железа и(или) алюминия (или их растворы, суспензии) при следующем соотношении ингредиентов, мас.ч.:
Эпокситрифенольная смола ЭТФ (базовая основа гибридного связующего) - 100
Эпоксиалифатическая смола ДЭГ-1 (разбавитель-пластификатор) - 12
Фенолоформальдегидная резольная смола СФ-340А (отвердитель) - 34
Ацетон - 90
Спирт технический - 46
Толуол (нефтяной или каменноугольный) - 10
- мелкодисперсные смеси (растворы) порошков и(или) суспензии окислов металлов, например меди, никеля, железа и (или) алюминия.
Отличительная особенность предложенного способа состоит и в том, что в качестве покрывного (облицовочного) материала для нитей, образующих ткани-основы препрега, например поликапроамидных (капроновых), полифеновых и(или) углеродных, использован сополимер тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с введенными в него добавками: антистатическими (сажа, углеродографитовые порошки и(или) их смеси, металлические порошковые материалы, состоящие из оксидов металлов, например меди, никеля, железа или алюминия) и(или) антипиренными (трехокись сурьмы, гексахлорбензол, четыреххлористый углерод ССl4, хладон) добавками, введенными в гибридное связующее (ЭТФ, ДЭГ-1, СФ-340А) в одинаковом пропорциональном соотношении.
На фиг.1 данного описания показана принципиальная схема получения препрегов из различных тканей, образованных из поликапроамидных (капроновых), полифеновых и(или) углеродных волокон (или их комбинаций) и гибридного связующего на основе смол ЭТФ, ДЭГ-1 и СФ-340А, разработанная в соответствии с предложенным способом.
На фиг.2 и 3 показаны отдельные фрагменты формования препрега (или препрегов) на отдельных стадиях их формования.
На фиг.4-8 показаны принципиально возможные схемы переработки препрегов, полученных в соответствии с предложенным способом, непосредственно в теплозащитные слои конструкционных изделий.
Заранее перемотанная на катушку 1 непропитанная ткань 3 (поликапроамидная (капроновая), полифеновая и(или) углеродная), образующая на катушке непрерывные витки 2 в виде спирали, устанавливается на жесткую раму 5 пропиточной машины (фиг.1) и закрепляется на ней посредством резьбовых соединений и планшайб (фиг.2).
Непропитанная ткань 3 (любая: поликапроамидная (капроновая), полифеновая и (или) углеродная, состоящая из любых комбинаций поликапроамидных (капроновых), полифеновых и(или) углеродных нитей) с катушки 1 отпускного механизма 5 (фиг. 1 и 2) через натяжной ролик 6 и дополнительный тормозной механизм 7 поступает в первую сушильную камеру-шахту 20, снабженную электрическими обогревательными элементами, где при температурах 35-60oС происходит разогрев тканого наполнителя. Ткань 3 с отпускного механизма (фиг.1 и 2) через натяжной ролик 6 и тормозной механизм 7 пропиточной машины посредством опорно-ведущих (и (или) перевальных) валов 8-10 проходит первую камеру-шахту 20, где под воздействием создаваемых электронагревательными приборами температур (35-60oС) происходит предподготовка ткани к пропитке гибридным связующим. Затем ткань 3 проходит через вмонтированные в пропиточной ванне 16 валики 17, где пропитывается гибридным связующим 18 (ЭТФ + ДЭГ-1 + СФ-340А) и далее через отжимные валки 19, регулирующие нанос связующего на ткань (или ткани), поступает в сушильные камеры 21 и 22, в которых под воздействием высоких температур - от 90-120oС (на входе и выходе в сушильные камеры) и до 190-210oС (в верхних зонах сушильных камер) происходит удаление летучих компонентов гибридного связующего (ацетона, спирта, толуола и других компонентов) и образование в соответствии с предложенным способом "сухого" тканевого препрега из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей. Далее посредством нижнего перевального вала 12 и подающего механизма 13 пропиточной машины готовый препрег поступает на катушки 14 приемного устройства 23 пропиточной машины, где окончательно формируется в препреговую тканевую спираль 15 в виде непрерывных спиральных витков 24 (фиг.1, 3). Отпускной (фиг.1, 2) и приемный (фиг.1, 3) механизмы пропиточной машины для получения препрега практически идентичны по конструктивному исполнению, то есть с точки зрения взаимозаменяемости отдельных узлов и деталей они имеют одинаковые геометрические размеры и форму узлов и деталей.
Различие в (отпускном и приемном) механизмах состоит только в том, что приемный механизм пропиточной машины (фиг.1, 3) снабжен электроприводом 25, а отпускной механизм пропиточной машины содержит тормозной барабан 26, имеющий тормозные колодки (на фиг. 2 они не показаны), посредством которых осуществляется торможение вала 27, за счет которого и производится предварительное натяжение ткани (или тканей) 3. Здесь следует заметить, что и натяжение препреговых тканей (фиг.4-7) осуществляется при их преобразовании в конструкционные изделия методами намотки точно такими же механизмами натяжения.
Катушка 1 (для отпускного механизма) и катушка 14 (для приемного механизма) взаимозаменяемы. Устанавливаются они на валах 27 и закрепляются от осевого смещения (или перекоса) специальными резьбовыми планшайбами 28, перемещаемыми вдоль оси вала 27 посредством резьб 29 и 30, выполненных на предконцевых участках вала 27. Концевые части 31 вала устанавливаются в опорных подшипниках 33, фиксируемых в отверстиях кронштейнов и накладок отпускного 5 (фиг.2) и приемного 23 (фиг.3) механизмов пропиточной машины, которые также из соображений взаимозаменяемости выполнены абсолютно одинаковыми.
Полученные на катушке 14 тканные препреги (или препрег) вместе с катушками снимаются с приемного устройства пропиточной машины и переставляются на рамные устройства уже намоточных станков (фиг.4-9), где с помощью тормозных барабанов 26 (фиг.2) и колодок осуществляется натяжение уже препреговых тканей в процессе их переработки в конструктивные слои пластиковых конструкционных изделий, создаваемых методами прямой окружной намотки (ПН) или комбинированной (фиг. 8), где вначале на оправке 34 формируются с нахлестом слоев теплозащитные внутренние (а при необходимости - и герметизирующие слои) конструкции, а уже на них идет формирование конструкционных силовых изделий, осуществляемое более прогрессивными (в сравнение с ПН) методами - ППН и(или) СН (фиг.8).
Описание, по мнению авторов предлагаемого изобретения, было бы не полным, если бы ими не были представлены аргументирующие доказательства преимущества предложенного способа получения препрега (или препрегов) в сравнении с ранее описанными аналогами и прототипом.
Впервые предложенная и использованная для получения препрега (или препрегов) смесь трех смол - ЭТФ, ДЭГ-1 и СФ-340А в ацетоноспиртотолуольном разбавителе выбрана не случайно, а в результате изобретательского замысла, большого опыта работы в этой области, тщательно проведенных патентных исследований, а также на основании экспериментальных и теоретических исследований, проводимых авторами в части оптимизации структур создаваемых ими препрегов. Базовое эпокситрифенольное связующее ЭТФ выбрано по следующим соображениям: оно после отверждения не токсично, при обычной температуре ЭТФ представляет собой вязкую жидкость с невысокой молекулярной массой (350-700), что особенно важно при технологии формования крупногабаритных пластиковых изделий.
Обладая высоким содержанием эпоксидных групп (от 13 до 27%), эта смола весьма реакционноспособна и может отверждаться при наличии отвердителей аминного типа даже без подогрева, практически выделяя при этом очень малое количество летучих продуктов (до 2,5%).
Боковые гидроксильные группы в молекуле смолы ЭТФ позволяют реализовывать и другой механизм отверждения, например, при использовании в качестве отвердителя фенолоформальдегидной смолы СФ-340А резольного типа, осуществляемый при повышенных температурах (от 160oС и выше).
Примененное авторами горячее отверждение этой смолы позволило получить более прочный и жесткий продукт. Благодаря своей вязкости эпокситрифенольная смола ЭТФ может эффективно использоваться для пропитки любых волокнистых материалов и, в том числе, тканей из поликапроамидных (капроновых), полифеновых и(или) углеродных волокон. Смола ЭТФ хорошо совместима с активными разбавителями-пластификаторами типа эпоксиалифатической смолы ДЭГ-1, обладающей низкой динамической вязкостью (0,07 Па•с при температуре 25±2oС) и низкой молекулярной массой 240-320 и достаточно высоким содержанием эпоксидных групп (для смолы ДЭГ-1 содержание эпоксидных групп колеблется от 19 до 29%) и с растворителями типа ацетоноспиртотолуольных смесей.
Достоинством связки смол ЭТФ и ДЭГ-1 является высокая стабильность их свойств даже в условиях длительного (до 10 лет) хранения. Применение в качестве отвердителя в гибридном связующем фенолоформальдегидной резольной смолы СФ-340А тоже выбрано не случайно. Во-первых, применение смолы СФ-340А в качестве отвердителя позволило заменить бромсодержащие смолы, обычно используемые для повышения огнестойкости пластиков.
Время горения у таких смол после отведения пламени должно быть не более 5 секунд, а кислородный индекс 35-38%. В зарубежной практике (да и в RU тоже) в подобных связующих содержание брома составляет минимум 2-22% и пластики с таким содержанием брома имеют низкие показатели по термостойкости и термостабильности.
Замена бромсодержащей смолы УП-631У (см. прототип, RU 2028334) на фенолоформальдегидную резольную (СФ-340А) позволила авторам снизить содержание брома до нулевых значений и за счет только этого повысить (до 10-30%) термостойкость и термостабильность пластиков на основе создаваемых препрегов.
Вместе с тем полученные на основе созданных препрегов пластики сохранили и высокую огнестойкость, и это тоже, по-видимому, связано с влиянием фенолоформальдегидной резольной смолы СФ-340А, усиливающей огнегасящие характеристики пластиков при их горении за счет выделения угля.
В заключении вышеизложенного здесь следует добавить, что исключение бромсодержащей смолы (в сравнении с прототипом) из гибридного связующего позволило упростить его рецептуру и технологию приготовления препрега (или препрегов), и технологию его переработки в пластиковые изделия. Наличие бромсодержащей смолы (см. прототип, RU 2028334), как правило, создает значительные трудности при производстве теплозащитных композиционных материалов (по-видимому, это связано с некоторыми особенностями ее физико-механических свойств).
Введение в гибридное связующее смол ЭТФ, ДЭГ-1 и СФ-340А, антистатических добавок (сажи, углеродографитовых смесей, металлических порошков (или пудры) из оксидов или нитридов металлов, например никеля, меди, железа и(или) алюминия и других), сделало пластики на основе полученных препрегов, образуемых в соответствии с предложенным способом изготовления, электропроводными, то есть пластики стали обладать высокими антистатическими свойствами - способностью не накапливать статические заряды на своих поверхностях в процессе их эксплуатации. Кроме того, наличие этих антистатических добавок в гибридном связующем позволило увеличить теплопрочность и термостабильность пластиков на его основе, в частности на основе поликапроамидных (капроновых), полифеновых и (или) углеродных тканей.
Введение в гибридное связующее антипиренных добавок - гексахлорбензола, трехокиси сурьмы, хладона, четыреххлористого углерода (ССl4) еще в большей степени увеличило термостойкость, термостабильность и огнестойкость конструкционных изделий на его основе.
Применение антипиренов в гибридном связующем (ЭТФ+ДЭГ-1+СФ-340А) и в покрывной облицовке поликапроамидных (капроновых) и(или) полифеновых, и(или) углеродных нитей, образованных из сополимера тетрафторэтилена с винилиденфторидом и(или) техническим углеродом, резко повышает огнестойкость пластиков на основе созданных препрегов, повышают они и теплопрочность пластиков и их термостабильность, то есть стойкость к старению.
Примененные в способе антипирены - трехокись сурьмы, гексахлорбензол, четыреххлористый углерод и хладон - замедляют горение пластиков за счет эндотермических эффектов при их термическом разложении, выделяя при этом газы - углекислый газ, хлор, аммиак, фосфорные и хлористые ангидриды, водяные пары и т.д. Также препятствуют горению пластиков и оксиды сурьмы, и гексахлорбензол, и четыреххлористый углерод и др. По мнению авторов предлагаемого изобретения, общее количество вводимых в препреги антипиренов (и далее в композиции пластиков на их основе) должно достигать не более 3-10% от общей массы препрегов. При этом вводимые в гибридное связующее порошковые наполнители из оксидов или нитридов металлов дополнительно увеличивают и ударную вязкость пластиков на его основе.
Введение мелкодисперсных наполнителей в состав гибридного связующего и в состав покрывной облицовки нитяной армировки поликапроамидных (капроновых), полифеновых и(или) углеродных нитей позволило добиться снижения экзотермического эффекта при отверждении композиций. Это, в свою очередь, привело к уменьшению усадки пластиков, улучшению их механических и некоторых теплофизических характеристик. Кроме того, применение мелкодисперсных токопроводящих порошковых смесей позволило улучшить и ряд специфических свойств пластиков на основе полученных препрегов (или препрега), а именно - стойкость к возгоранию, радиации и старению. За счет введения в композиции мелкодисперсных смесей были улучшены и такие показатели пластиков, как электропроводность, длительная стойкость к возникновению на их поверхностях электростатических зарядов и т.д. Кроме того, применение мелкодисперсных смесей позволило снизить (в ряде случаев до 5-10% и более) стоимость изделий, изготавливаемых на основе предлагаемого способа получения препрегов (или препрега).
Применение мелкодисперсных порошкообразных наполнителей, например, из оксидов или нитридов металлов позволило улучшить и некоторые физико-механические свойства композиций пластиков, в частности повысить трансверсальную прочность (прочность при отрыве и межслоевом сдвиге).
Количество вводимых в композиции препрега порошковых, а также дискретных волокнистых наполнителей по мнению авторов не должно превышать 10-30% от общей массы наполнителей.
Проведенные исследования по получению ряда препрегов на основе гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) показали, что введение порошковых углеграфитовых, металлических и дискретных мелкодисперсных смесей позволяет в большинстве случаев повысить (до 5-10% и более) ударную вязкость пластиков на основе этих препрегов.
Однако авторы предлагаемого изобретения должны обратить внимание разработчиков композиционных материалов на то, что введение мелкодисперсных смесей в составы разработанных ими препрегов должно быть в каждом конкретном случае строго дозированным, потому что при передозировке в пластиках могут проявляться и нежелательные эффекты, такие как изменение гигроскопичности и газопроницаемости пластиков, значительное замедление или, наоборот, ускорение отверждения связующего, увеличение вязкости связующего и обусловленные этим технологические затруднения, связанные с переработкой препрегов непосредственно в конструкционные и(или) теплозащитные пакеты слоев изделий.
По мнению авторов предлагаемого изобретения, при приготовлении разработанных в соответствии с предложенным способом препрегов необходимо особое внимание обратить на технологические свойства гибридного связующего - его вязкость, жизнеспособность и период желатинизации, а также объем выделяющихся летучих продуктов и усадку. Первые три характеристики (вязкость, жизнеспособность и период желатинизации), к которым следовало добавить способность гибридного связующего к смачиванию поверхности волокон, в конечном итоге определяют качество пропитки наполнителя и качество получаемых на их основе пластиков. Качество пропитки существенно влияет на характер внутренних напряжений в материале и, следовательно, на количество образующихся трещин.
Пропитка наполнителей препрегов - тканей - в значительной степени зависит от поддержания оптимальной вязкости связующего, по крайней мере, в течение первых стадий формирования препрега. В большинстве случаев более технологичными оказываются гибридные смолы с малой динамической вязкостью, так как более жидкие связующие легче проникают в межнитевые (и межволокнистые) пространства тканых наполнителей.
Оптимальное значение вязкости связующего, применяемого для пропитки препрегов, лежит в интервале от 0,1 до 1 Па•с. Связующее с такой вязкостью легко заполняет поры диаметром даже 5-6 мкм.
Эпокситрифенольная смола ЭТФ, выпускаемая на ГП ПО "Авангард", характеризуется достаточно широким диапазоном вязкостных свойств: от 0,1 до 15•103 МПа. Динамическая вязкость смолы ДЭГ-1, выступающей в гибридном связующем в качестве разбавителя-пластификатора, намного ниже и составляет всего 0,07 Па•с при температуре 25oС. Эта смола относится к разряду низковязких смол с молекулярной массой 240-320 (тогда как у смолы ЭТФ молекулярная масса находится в пределах 350-700).
Вязкость фенолоформальдегидных связующих, представляющих водные или спиртовые растворы, изменяется в пределах от 0,04 до 10 Па•с при содержании растворителя до 35-55%. В частности, динамическая вязкость раствора смолы СФ-340А (ГОСТ 18694-80) составляет всего 10-20 МПа•с.
Поэтому при смешении смол ЭТФ, ДЭГ-1 и СФ-340А удается понизить вязкость гибридного связующего до необходимых пределов, составляющих от 0,1 до 5 Па•с. Вязкость гибридного связующего 18 можно на 10-20% понизить его подогревом до 35-60oС в ванночке 16 пропиточной машины (фиг.1) путем применения нагревательных элементов 11.
Вот почему в разработанном авторами способе предлагается ввести в процесс пропитки подогрев созданного ими гибридного связующего от 35 до 60oС. Нагрев гибридного связующего в ванне пропиточной машины (фиг.1) в пределах его рабочей температуры существенно улучшает пропитку тканей для получаемого препрега даже при меньших количествах наносимого на арматуру связующего, что дает возможность некоторого регулирования объемного содержания волокнистого наполнителя у поликапроамидных (капроновых), полифеновых и (или) углеродных нитей в композиции.
Некоторое внимание, по мнению авторов, следует обратить и на усадочные явления, происходящие в гибридном связующем при его отверждении.
Усадка связующего является следствием образования трехмерной структуры полимера в процессе его отверждения, когда при химическом взаимодействии изменяются расстояния между молекулами мономера и введенных в него антипиренных и антистатических компонентов.
Наличие армирующего наполнителя (тканей) в композиции препятствует свободной усадке связующего, приводит к образованию внутренних напряжений, наиболее существенных на границе раздела фаз. Введение в состав гибридного связующего мелкодисперсных антипиренных и антистатических и дискретных вышеперечисленных добавок существенно снижает отрицательное взаимодействие усадки, но не устраняет его полностью.
Примечание. К сожалению, авторы предлагаемого изобретения не имеют возможности в пределах заявляемого решения более широко раскрыть тематику, касающуюся вопросам образования остаточных напряжений в пластиках, образуемых на основе созданных ими препрегов (и пластиков на их основе) и способов их получения.
Однако авторы считают в представляемом описании необходимым дать более подробную оценку комплекса физико-механических, теплофизических и технологических свойств получаемого (или получаемых) в соответствии с предложенным способом препрега (или препрегов).
В табл. 1-12 приводятся основные свойства пластиков, полученных на основе препрегов из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей (прядей или жгутов).
В табл.1 представлены теплофизические характеристики пластиков на основе препрегов из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей (прядей или жгутов) в сравнении с известными пластиками, образованными на основе препрегов по авт. свид. SU 730753.
В табл.2 представлены теплозащитные свойства пластиков, образованных на основе гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей (прядей или жгутов) в сравнении с известными пластиками, образованными на основе препрегов по авт. свид. SU 730753.
В табл.3 представлены физические и некоторые другие теплофизические свойства пластиков, образованных на основе гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей.
В табл. 4 представлены средние теплозащитные и антистатические свойства пластиков, образованных на основе препрегов из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, покрытых сополимером из тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с введенными в него антистатическими и антипиренными добавками.
В табл.5 приведены сравнительные электрические характеристики пластиков на основе препрегов, образованных в соответствии с предложенным способом получения, а именно - на основе гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, облицованных покрывным материалом из сополимера тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с антистатическими и антипиренными добавками - сажей ПН-100, гексахлорбензолом и трехокисью сурьмы.
В табл. 6 приведены сравнительные электростатические свойства пластиков на основе препрегов из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) с антистатическими добавками (сажей) и тканых наполнителей, образованных из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, облицованных сополимером из тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с введенными в сополимер антистатическими добавками - сажей и(или) углеродографитовой смесью в соотношении от 1:5 до 5:1.
Примечание. В качестве базы для сравнения были взяты пластики, образованные из препрегов на основе гибридного связующего, состоящего из эпоксидной смолы ЭД-16 (45:55 мас.ч.), эпоксидной тетрабромдиановой смолы УП-631У и новолачной фенолоформальдегидной смолы СФ-010 и наполнителя из стеклоткани Э-01 полотняного переплетения нитей (авт. свид. SU 730753).
В табл. 7 приведены данные по исследованию работоспособности конструкционных пластиковых модельных изделий (диаметром 200 мм), изготавливаемых методами прямой тканевой намотки с нахлестом слоев тканей от 10 до 30 мм. Внутренние пластиковые теплоэрозионнозащитные слои этих изделий были намотаны из препрегов, образованных из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых полотняных наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, облицованных сополимером из тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с введенными антистатическими (сажей) и антипиренными (трехокисью сурьмы и гексахлорбензолом) добавками.
В табл. 8 представлен анализ основных физико-механических характеристик намотанных пластиков, образованных из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и полотняных тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, облицованных сополимером тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с антистатическими (сажей и углеродографитовой смесью с соотношением компонентов от 1:5 до 5:1) и антипиренными добавками, и обычных тканых наполнителей из алюмоборосиликатных и(или) органических нитей типа ЖСВМ.
В табл. 9 приведены физико-механические характеристики пластиков, образованных из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей при температуре испытаний 20±5oС; в этом варианте полифеновые нити облицованы покрывным материалом из тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с введенными антипиренными добавками (гексахлорбензолом и трехокисью сурьмы); в гибридное связующее, образованное из смол ЭТФ+ДЭГ-1+СФ-340А, были введены порошковые наполнители из оксидов или нитридов металлов, повышающие трансверсальную (отрывную) прочность пластиков, созданных с предложенным техническим решением, по отношению к другим широко известным конструкционным пластикам типа СКН-21, СКН-24, СКН-25, СКН-28 (ОСТ 3-485-77), получаемых методами намотки из обычных тканевых препрегов на основе стеклотканей Т-10, Т-13, Т-25ВМ, ТСУ-8/3-ВМ-78 и эпоксифенольного лака ЭП-5122 ТУ 16-504.010-87, выпускаемого заводом "Электроизолит", г. Хотьково Московской области.
В табл. 10 представлены свойства пластиков, получаемых на основе гибридного связующего ЭТФ+ДЭГ-1+СФ-340А и различных тканых наполнителей из стеклянных, поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, получаемых двумя методами
формования - намоткой и прессованием при температуре 20oС.
И, наконец, в табл. 11 и 12 представлены рекомендуемые режимы переработки препрегов, формуемых из тканных поликапроамидных (капроновых), полифеновых и(или) углеродных материалов и гибридного связующего ЭТФ+ДЭГ-1+СФ-340А, получаемых двумя методами: намоткой и (или) прессованием с последующим отверждением гибридного связующего и превращением его в отвержденную полимерную матрицу.
На фиг. 10 и 11 авторы предлагаемого изобретения дополнительно к представленным ранее в описании табл. 1-12 представляют еще данные по относительному тепловому расширению пластиков, образованных на основе гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей из поликапроамидных (капроновых) (фиг.11), полифеновых и(или) углеродных (фиг.10) нитей, облицованных покрытием из сополимера тетрафторэтилена с винилиденфторидом и (или) техническим углеродом и введенными в него антистатическими (сажа) и антипиренными (гексахлорбензол и трехокись сурьмы) добавками.
На фиг. 12 показана зависимость температуры от времени в сублимирующих покрытиях на основе гибридного связующего ЭТФ+ДЭГ-1+СФ-340А и тканей из поликапроамидных (капроновых), полифеновых и (или) углеродных нитей на различных глубинах пластиковых изделий.
Результаты исследований, проведенные авторами, показали следующее: на поверхностях пластиков, образованных из препрегов на основе гибридного связующего (ЭТФ, ДЭГ-1 и СФ-340А) и тканых наполнителей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, облицованных сополимером с добавками, не происходит накопления зарядов статического электричества (см. табл. 5, 6), электрические заряды на поверхностях вышеприведенных пластиков исчезают ранее, чем практически удается их определить и потому данные пластиковые материалы, изготовленные в соответствии с предложенным способом, можно отнести к классу электропроводящих антистатических композитов. Дальнейшие исследования показали, что вышеприведенные пластики в течение длительной эксплуатации теряют свои электрические и электростатические характеристики в очень незначительных пределах, которые составляют: при имитации хранения в условиях отапливаемого помещения в течение 10 лет не более 20%; при имитации хранения в условиях неотапливаемого помещения в течение 10 лет не более 10%.
Они достаточно активно поглощают большое количество тепла при разложении, имеют высокую энтальпию. Средняя скорость уноса этих материалов (определяемая по потере веса, в мм/сек) составляет для пластиков из углеродных тканных нитей и гибридного связующего ЭТФ+ДЭГ-1+СФ-340А (с нитями, облицованными сополимером тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с антипиренными добавками - гексахлорбензолом и трехокисью сурьмы) 0,51 мм/сек, для аналогичных пластиков из поликапроамидных (капроновых) тканей средняя скорость уноса составляет уже 0,54 мм/сек, для аналогичных пластиков из полифеновых нитей средняя скорость уноса составляет уже ≈0,75 мм/сек (см. табл.7), а для пластиков на основе обычной стеклоткани Э-01 и известного гибридного связующего - ЭД-16, УП-631У и СФ-010 по авт. свид. SU 730753 (ЭД-16) унос уже составляет более 1 мм/сек (см. табл.7). Температуры сублимации у вышеприведенных пластиков значительно разнятся и для теплового потока 3,6•106 Вт/м2 имеют следующие значения: для тканей из поликапроамидных (капроновых) нитей с антипиренами они составляют 300oС, для тканей из полифеновых нитей они составляют 600oС, для тканей с углеродными нитями они составляют более 650oС. Анализ испытаний (см. табл.1-7) показывает, что как по теплозащитным, так и по антистатическим свойствам получаемые пластики, формируемые в соответствии с предложенным способом, более эффективны, чем известный пластик, получаемый по технологии, описанной в авт. свид. SU 730753.
Здесь следует также добавить, что в результате представленных авторами экспериментальных данных выяснено, что пластики на основе полифеновых тканей обладают большей плотностью и теплопроводимостью, чем пластики на основе поликапроамидных (капроновых) тканей, однако, с точки зрения теплозащитных свойств, композиты на основе тканей из полифеновых нитей несколько эффективней композитов тканей из поликапроамидных (капроновых) нитей (примерно на 10-15%), так как коэффициент температуропроводности этих композиций несколько ниже и составляет всего 1,32•107 м2/ceк, тогда как у композитов на основе поликапроамидных (капроновых) тканей он имеет значения 1,52•107 м2/сек (см. табл.1).
Однако если оценивать эффективность работы вышеназванных пластиков в условиях воздействия высокоэнтальпийных тепловых газовых потоков (со значениями тепловых потоков ≈3,6•106 Вт/м2), то здесь уже предпочтительно применение пластиков из поликапроамидных (капроновых) тканых наполнителей, поскольку они имеют более высокое тепловое сопротивление [4,3 сек/(кг/м2) - у пластиков из поликапроамидных (капроновых) тканей, 2,3 сек/(кг/м2) - у пластиков из полифеновых тканей].
Пластики из поликапроамидных (капроновых) тканей с покрывным покрытием из сополимера тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с антипиренными добавками (трехокисью сурьмы и гексахлорбензолом) имеют и меньшую скорость уноса: 0,55 мм/сек - у пластиков из поликапроамидных (капроновых) тканей, 4,75 мм/сек - у пластиков из полифеновых тканей (при одном и том же гибридном связующем (ЭТФ-ДЭГ-1-СФ-340А).
Более высокие показатели этих параметров имеют пластики на основе тканей из углеродных нитей, облицованных аналогичным сополимерным покрытием (скорость уноса при тепловом потоке 3,6•106 Вт/м2 у углеродных пластиков составляет 0,51 м/сек), то есть в сравнении с пластиками на поликапроамидной (капроновой) и(или) полифеновой основе эти пластики по скорости уноса на 10-20% эффективнее. Особенно заметно они разнятся по температуре сублимации, которая для пластиков, изготавливаемых в соответствии с предложенным техническим решением, составляет: для пластиков из углеродных препрегов ≈700oС, для пластиков из полифеновых препрегов ≈600oС, а для пластиков из поликапроамидных (капроновых) препрегов ≈300oС, тогда как у обычных пластиков, например, на основе гибридного связующего ЭД-16, УП-631У и СФ-010, температура сублимации составляет менее 200oС. Однако здесь не следует забывать законы рыночной экономики, то есть в нашем случае себестоимость производства пластиков теплоогнезащитного и(или) антистатического назначения.
По этому показателю пластики из поликапроамидных (капроновых) тканей и гибридного связующего значительно превосходят аналогичные пластики из полифеновых и тем более углеродных нитей с покрывной облицовкой из сополимера тетрафторэтилена с винилиденфторидом и (или) техническим углеродом (для сравнения с пластиками из полифеновых нитей - в 1,5-3 раза, в сравнении с пластиками из углеродных нитей - на порядок и более).
По мнению авторов предлагаемого изобретения, при проектировании конструкционных изделий следует учитывать и значения тепловых деформаций, которые допускают эти пластики. Хотя характер тепловых деформаций у всех исследованных пластиков - из углеродных, поликапроамидных (капроновых) и полифеновых тканей - и одинаков (см. фиг.11 и 12), однако термические деформации этих материалов существенно отличаются, термическая деформация пластиков на основе тканей из полифеновых тканей значительно выше, чем у пластиков на основе тканей из поликапроамидных (капроновых) и тем более углеродных нитей.
Однако все пластики, получаемые на основе поликапроамидных (капроновых), полифеновых и тем более углеродных тканей и гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) по этому показателю, а также по термоогнестойкости и термостабильности значительно превосходят пластики, описанные в известных аналогах и прототипе.
Значительно они превосходят известные пластики и по старению, то есть с точки зрения сохранения своих свойств в условиях длительной эксплуатации.
Ниже приводятся предварительные данные по снижению характеристик пластиков, изготовленных в соответствии с предложенным способом получения препрега (или препрегов), при их длительном хранении. Имитация хранения - 10 лет в условиях хранения изделий в складских помещениях при температуре 18-25oС, а в условиях неотапливаемого помещения - срок хранения до 5 лет.
Проведенные исследования дали следующий результат:
снижение основных физико-механических характеристик (кроме сдвиговой и трансверсальной прочности) - без изменения;
снижение теплофизических характеристик в % - не более 10;
снижение теплозащитных характеристик в % - не более 15;
снижение электрических характеристик - 20;
снижение напряжений при отрыве от других конструкционных пластиков, находящихся с полученными пластиками в соединении (образованными методами намотки):
СКН-21 - 10,
СКН-24 - 15,
СКН-25 - 15,
СКН-28 - 20.
Примечание. Здесь СКН-21 - конструкционный намоточный пластик на основе полотняной стеклоткани Т-13 и связующего ЭП-5122;
СКН-24 - конструкционный намоточный пластик на основе саржевой стеклоткани ТСУ-8/3-ВМ-78 и связующего ЭП-5122;
СКН-25 - конструкционный намоточный пластик на основе кордной стеклоткани Т-25ВМ и связующего ЭП-5122;
СКН-28 - конструкционный намоточный пластик на основе сатиновой ткани Т-10 и связующего ЭП-5122;
ЭП-5122 - эпоксидное связующее, наиболее применяемое в производстве конструкционных пластиковых изделий (ТУ 16-504.010-87).
Представленные в описании данные по физико-механическим, теплофизическим и антистатическим свойствам пластиков на основе препрега (или препрегов), полученного в соответствии с заявляемым способом, имеют значительные преимущества перед аналогичными характеристиками пластиков, полученных в соответствии со способами, описанными в известных аналогах и прототипе:
- полученные пластики можно отнести к классу электропроводящих композитов, на поверхностях пластиков на основе гибридного связующего ЭТФ+ДЭГ-1+СФ-340А с антистатическими и антипиренными добавками и тканей из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей, облицованных сополимером тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с аналогичными антистатическими и антипиренными добавками, не происходит накопления зарядов статического электричества - электрический заряд исчезает ранее, чем его практически удается определить. Вышеперечисленные пластики, описанные в аналогах и прототипе, такими свойствами не обладают;
- полученные пластики огнестойки, имеют высокую энтальпию, поглощают большое количество тепла при разложении, хорошо работают как сублиматоры, по теплозащитным и антистатическим свойствам они более эффективны в сравнении с известными сублиматорами, получаемыми, например, на основе гибридных связующих, имеющих в своем составе бромсодержащие смолы (авт. свид. SU 730753 и патент RU 2028334);
- получаемые в соответствии с предложенным способом препреги более технологичны при переработке в композиты, при этом сокращаются циклы изготовления изделий на их основе и значительно улучшаются условия труда рабочих;
- полученные пластики на основе предложенного способа имеют более высокие предельные сдвиговые и отрывные напряжения (до 10-40%), более высокую ударную вязкость (до 10-15%) (см. табл.10);
- полученные пластики в конструкционных изделиях имеют более низкий уровень остаточных напряжений, они менее склонны к образованию трещин, вздутий, расслоений;
- пластики, получаемые на основе предложенного способа, имеют значительное преимущество перед известными и с точки зрения их эксплуатационной надежности - их основные физико-механические характеристики не изменяются в течение длительной эксплуатации (до 5 лет), в условиях складского хранения эти характеристики не меняются в течение 10 лет.
Что касается неизбежных потерь теплофизических, теплозащитных и электрических характеристик и потерь трансверсальной прочности (до 10-20% в течение десятилетнего срока эксплуатации или хранения в складских помещениях), то они, по мнению авторов, во-первых, неизбежны, а во-вторых, не столь значительны в сравнении с пластиками, описанными в аналогах и прототипе.
Однако надо заметить, что основные физико-механические характеристики пластиков, изготавливаемых предложенным способом, имеют более низкие (в несколько раз в сравнении с аналогами и прототипом) разрушающие напряжения при растяжении и изгибе вдоль основы и утка тканей, значительно меньше эти характеристики (на порядок и более) и по модулям упругости при растяжении в направлении основы и утка: Ев к=0,18 ГПа, Ев ос=0,2 ГПа (см. табл. 10).
Все вышеизложенные рассуждения говорят за то, что полученные в соответствии с разработанным способом препреги (и пластики на их основе) могут быть с высокой степенью эффективности использованы как в качестве огнетеплозащитных материалов, так и в качестве сублиматоров, хорошо работающих по уносу материала от действия теплового потока 3,6•106 Вт/м2 (средний линейный унос пластиков при этих скоростях составляет от 0,5 до 0,75 мм/сек, у пластиков, изготавливаемых в соответствии с прототипом, этот показатель более 1 мм/сек).
Однако в качестве основных конструкционных силовых материалов пластики, получаемые в соответствии с предложенным способом, не эффективны и не применимы, с этими целями более эффективно применение представленного гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) в сочетании с обычными стеклопластиковыми тканями полотняного, сатинового, саржевого и даже кордного переплетений нитей или однонаправленными лентами, перерабатываемыми обычными методами намотки - ПН, ППН, СН, СПН и т.д. (см. табл. 10).
Полученные в соответствии с предложенным способом препреги могут перерабатываться в теплозащитные (или антистатические) слои изделий только методами прямой кольцевой намотки (фиг.7), с нахлестом слоев до 10-30 мм и при очень малых номинальных натяжениях - от 0,1 кгс/см (при заправке) до 1-1,5 кгс на один сантиметр ширины препрега (при намотке).
Массовая доля гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) в препреге 40-50%, массовая доля влаги и летучих веществ 3,5-5,5% и гарантийный срок хранения препрега не более 6 суток.
Вышеприведенные данные говорят о том, что полученные в соответствии с предложенным способом препреги не могут быть использованы в качестве конструкционного силового материала и по технологическим причинам, и по соображениям экономической целесообразности.
Очень многие конструкционные крупногабаритные изделия, изготавливаемые методами намотки, имеют длительные сроки изготовления - до 5-30 суток и более, тогда как гарантированный срок хранения полученных препрегов составляет всего 6 суток, даже по соображениям хранения подготовленные к намотке препреги должны быть использованы в течение 3-6 суток не более, а потому их целесообразнее использовать в качестве первоначальных слоев конструкционных изделий, например, либо в виде антистатических, либо в виде теплоогнезащитных, либо в качестве выполняющих функции антистатиков и сублиматоров одновременно.
Однако приведенные выше недостатки пластиковых композитов, получаемых из препрегов в соответствии с заявляемым способом их изготовления, не снижают их достоинств в сравнении с известными аналогами и прототипом. По мнению авторов предлагаемого изобретения, композиционные антистатические, антикоррозионные пластики, впервые созданные на основе вышеописанных препрегов, имеют помимо вышеназванных достоинств еще и высокие теплоогнезащитные, сублимирующие и технологические свойства. Кроме того, практически все их физико-механические, теплозащитные, электростатические и некоторые другие характеристики не склонны к старению и сохраняют свои свойства постоянными (до 10 лет эксплуатации) в условиях воздействия на них атмосферных осадков, солнечной радиации и агрессивных сред.
Предложенный способ получения препрегов из тканей, содержащих поликапроамидные (капроновые), полифеновые и (или) углеродные волокна, позволяет получать препреги с различными переплетениями нитей - полотняными, сатиновыми, саржевыми и другими с различным объемным содержанием связующего и наполнителя в пластиках, и с различным содержанием летучих веществ - до 2,5%.
Способ высокотехнологичен, его воспроизведение не требует больших экономических затрат и применения высококвалифицированной рабочей силы, цикл его воспроизведения составляет всего несколько десятков часов (с учетом проведения всех подготовительных его операций).
Способ предусматривает почти непрерывный цикл изготовления изделий - от начала приготовления гибридного связующего до пропитки им наполнителей, их подсушки, перемотки с получением препрега (или препрегов) и его (их) переработки непосредственно в теплозащитные и(или) антистатические слои крупногабаритных изделий, получаемых из композиционных волокнистых материалов методами намотки (см. фиг.4-9).
Предложенный способ получения препрегов из поликапроамидных (капроновых), полифеновых и(или) углеродных тканей и гибридного связующего, имеющих в своем составе одинаковое число антистатических и антипиренных добавок (и с одинаковым соотношением в этих добавках антипиренных и токопроводящих компонентов), при внедрении в промышленное производство может дать большой экономический эффект, который даже в условиях непрерывной загрузки только одного завода - ГП ПО "Авангард" - может дать большой прямой экономический эффект, который составит:
- в условиях опытного и мелкосерийного производства десятки миллионов рублей;
- в условиях серийного производства несколько сотен миллионов рублей;
- в условиях крупносерийного и массового производства десятки и сотни миллиардов рублей.
Прямой экономический эффект от внедрения предложенного способа достигается:
- за счет снижения энерготрудоемкости изготовления препрегов и изделий на их основе;
- за счет сокращения циклов изготовления препрегов и изделий на их основе;
- за счет сокращения расходов используемого в производстве сырья и в том числе за счет сокращения отходов производства;
- за счет повышения эксплуатационных характеристик (параметров) изготавливаемых изделий и в том числе за счет повышения их качества и эксплуатационной надежности.
Экономический эффект от предложенного технического решения может быть достигнут на различных стадиях получения препрега (или препрегов) и его (их) переработки в изделия методами намотки и(или) прессования.
В настоящее время на предприятии ГП ПО "Авангард" проведены не только исследовательские работы по созданию препрегов, но и создана база для их промышленного применения. В частности, спроектированы и изготовлены реакторы для получения гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А), пропиточные машины, оправки для формования конструкционных изделий различной номенклатуры и геометрических размеров. Одновременно с этим создано и технологическое оборудование для переработки полученных в соответствии с предложенным способом изготовления гибких ленточных препрегов как методами намотки, так и прессования, термокамеры для термообработки пластиковых изделий на их основе и средства контроля воспроизведения всех технологических операций их переработки в конструкционные изделия.
Работы велись по нескольким направлениям одновременно:
- в направлении изучения возможности применения ленточных препрегов для изготовления конструкционных изделий или их поверхностных теплозащитных или антистатических облицовок;
- в направлении поиска наиболее оптимальных режимов их формирования, пропитки, сушки и переработки;
- в направлении совершенствования технологической оснастки и намоточных станков для получения гибких ленточных препрегов из КВМ и их переработки в конструкционные изделия;
- в направлении изучения физико-механических, теплофизических, сублимирующих, эксплуатационных и других свойств материалов, получаемых из гибких ленточных препрегов методами намотки и(или) прессования;
- в направлении изучения процессов получения сополимерных покрытий для нитей, прядей или жгутов и влияния введения в них и в гибридное связующее тех или иных видов антистатических и(или) антипиренных добавок на прочностные, жесткостные, теплофизические, электростатические и эксплуатационные свойства получаемых из гибких ленточных препрегов пластиковых композитов.
Проведенные и проводимые в настоящее время на ГП ПО "Авангард" НИР и ОКР показывают высокую эффективность предложенного способа изготовления ленточного препрега (или препрегов) из КВМ. В настоящее время на ГП ПО "Авангард" в соответствии с представленными в данном описании техническими решениями получения гибких ленточных препрегов и режимами их переработки в конструкционные изделия изготовлены и испытаны опытные партии конструкционных изделий - дымовых труб, контейнеров, нефтегазотрубопроводов, баллонов высокого давления и других изделий.
Проведенные на ГП ПО "Авангард" испытания опытных модельных трубчатых образцов и натурных изделий, изготовленных в соответствии с приведенными в описании технологическими схемами намотки, дали положительный результат.
Наибольший экономических эффект от внедрения заявляемого технического решения ожидается за счет повышения эксплуатационных свойств изготавливаемых из гибких ленточных препрегов конструкционных изделий, а также повышения их качества, эксплуатационной надежности и долговечности.
Таким образом, предложенное техническое решение является новым и более эффективным в сравнении с известным уровнем техники. Объем предлагаемого изобретения следует понимать шире, чем то конкретное его исполнение, представленное в материалах данного описания и в чертежах. Следует иметь в виду, что формы выполнения изобретения, описанные выше в заявочных материалах, представляют собой не только возможные варианты его осуществления, но и могут быть использованы другие, может быть, и более совершенные варианты выполнения изобретения в направлении выбора гибридных связующих и тканных наполнителей для гибких ленточных препрегов, а также конструкций пропиточных аппаратов, режимов формирования гибких ленточных препрегов, их сушки, перемотки и переработки.
Следует иметь в виду, что технологические режимы формирования ленточных препрегов из КВМ, описанные выше, режимы их переработки в конструкционные изделия, технологические свойства ленточных препрегов и технологические режимы их переработки будут эффективны только при применении материалов вышеописанных составов и структуры, а также объемного содержания поликапроамидных (капроновых), полифеновых и (или) углеродных нитей и гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А). При использовании для получения гибких ленточных препрегов из КВМ других тканных наполнителей, например, кордных, вязально-прошивных и из других нитей (и нитей с другой облицовочной сополимерной структурой и других связующих, например, более текучих или более вязких) потребуется ввести: значительную корректировку режимов получения гибких ленточных препрегов (в части их скоростей движения, натяжения, разогрева и сушки, применяемых для препрегов наполнителей и связующего) и существенные конструктивные изменения в компоновки пропиточного устройства и намоточного оборудования.
В заключении представляемого описания предлагаемого изобретения следует заметить, что его реализация не ограничивается его использованием только для получения пластиковых трубчатых изделий - дымовых труб, контейнеров, трубопроводов, облицовочных материалов, пластинчатых элементов и т.д. Оно может быть использовано, например, и при изготовлении гибких ленточных спиралей, применяемых для ремонта труб и трубопроводов, а также и других спиралей, например с "упругой памятью", с повышенными теплофизическими, антистатическими и антикоррозионными свойствами.
На предприятии ГП ПО "Авангард" в соответствии с предложенным способом изготовления препрега (или препрегов) проведены большие исследовательские работы - НИР и ОКР. В настоящее время в соответствии с предложенным способом изготовления препрега (или препрегов) спроектировано, изготовлено и опробовано (в том числе с привлечением контрагентов) большое количество технологической оснастки и оборудования: реакторы-смесители с термостатирующими устройствами для получения связующего и их смешения, устройства для подогрева отдельных смол перед их смешением, пропиточные машины, оправки для переработки препрега (или препрегов) непосредственно в конструкционные изделия, устройства для намотки и, в том числе, намоточные станки с программным управлением и средствами контроля отдельно проводимых операций способа, термокамеры для термообработки изделий и т.д.
Кроме того, опробовано большое количество антипиренных и антистатических добавок, используемых для придания гибридному связующему и наполнителям тех или иных технологических свойств, а пластикам из них - свойств эксплуатационных.
Проведена и большая технологическая отработка предложенного технического решения в лабораторных условиях и непосредственно в условиях промышленного производства. Так, например, были проведены дополнительные исследования по определению влияния сдвига отдельных витков спирального препрега относительно друг друга и овальности спиральных препрегов на качество получаемых из них методами намотки конструкционных изделий.
Авторами предлагаемого изобретения установлено, что сдвиг витков ленточного препрега при перемотке его на катушку приемного устройства пропиточной машины должен быть не более 5 мм, а его овальность по кольцевому сечению - не более 20 мм.
Невыполнение вышеупомянутых технологических параметров препрегов значительно снижает качество получаемых из них методами намотки конструкционных изделий. Например, сдвиг витков в препреговой спирали более 5 мм относительно друг друга ухудшает условия получения расчетного нахлеста (или нахлестов) полотен препрегового наполнителя, укладываемых на вращающиеся оправки с нахлестом от 10 до 30 мм. Формование заготовок натурных пластиковых изделий из вышеупомянутых препрегов с повышенной овальностью (свыше 20 мм по кольцевому сечению) не позволяет вести укладку на оправку с заданными натяжениями и скоростями. Формуемые при таких параметрах конструкционные изделия имеют нестабильные структуры, а следовательно, и нестабильные прочностные, жесткостные, теплофизические, электрические, электростатические и другие характеристики. Такие изделия более склонны к образованию остаточных напряжений и, следовательно, имеют заниженные эксплуатационные характеристики, в частности сдвиговую, трансверсальную и динамическую прочность.
В настоящее время в соответствии с предложенным способом начато изготовление опытных партий пластиковых труб-оболочек и деталей различного класса и назначения, в частности контейнеров, труб, трубопроводов, цистерн, нефтехранилищ, пластиковых баллонов высокого давления для нефтегазовой промышленности, дымоотводящих труб и деталей к ним для тепловых станций и котельных, различных конструкционных изделий и деталей к ним авиакосмической техники.
Новое техническое решение, представляемое в ФИПС в качестве предлагаемого изобретения, соответствует критериям "Новизна" и "Промышленная полезность".
Пример 1
1. Разогреваем эпокситрифенольную смолу ЭТФ (ТУ 2225-316-09201208-94) в количестве 365,6 кг до температуры 180-200oС в течение 24 часов - 100 мас. ч.
2. Разогреваем эпоксиалифатическую смолу ДЭГ-1 (ТУ 2225-027-00203306-97) в течение 2 часов (допускается смолу ДЭГ-1 не разогревать) - 12 мас.ч.
3. Приготавливаем ацетоноспиртотолуольный растворитель в количественном соотношении 301,6:168,2:36,5 кг (ацетон - ГОСТ 2603-79 или ГОСТ 2768-84 - 90 мас.ч.; этиловый спирт - ГОСТ 17299-76 или ГОСТ 18300-72 - 46 мас.ч.; толуол (нефтяной или каменноугольный сланцевый) - ГОСТ 98-8-76 - 10 мас.ч.).
4. Заливаем разогретые эпоксидные связующие ЭТФ, ДЭГ-1 и ацетоноспиртотолуольный растворитель в реактор-смеситель.
5. Смесь вышеприведенных компонентов перемешиваем при температуре 35-55oС в течение 3-5 часов на одну тонну композиции.
6. Размалываем фенолоформальдегидную резольную смолу марки СФ-340А, ГОСТ 18694-80, в количестве 124,3 кг на куски до величины 1-3 мм (34 мас.ч.) и добавляем в реактор-смеситель в уже растворенные между собой в ацетоноспиртотолуольном растворителе эпоксидные смолы ЭТФ и ДЭГ-1.
7. Подогреваем вновь полученную консистенцию смол до температуры 40-60oС в течение 3-5 часов путем совместного их перемешивания в реакторе-смесителе.
8. Доводим консистенцию гибридного связующего до плотности 950-1010 кг/м3 путем введения в него спиртоацетонового растворителя 20 кг в соотношении 1:2 и перемешиваем его с гибридным связующим при температурах 18-35oС в течение 30-40 минут.
9. Фильтруем гибридное связующее через фильтр или несколько слоев разреженной ткани "Эксцельциор" с целью удаления всех нерастворившихся в реакторе частиц фенолоформальдегидного резольного связующего СФ-340А.
10. Гибридное связующее на основе эпокситрифенольной смолы ЭТФ, эпоксиалифатической смолы ДЭГ-1 и фенолоформальдегидной резольной смолы СФ-340А, растворенных между собой в совмещенном ацетоноспиртотолуольном растворителе, должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий посторонних включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 50-63;
в) плотность гибридного связующего при температуре 20±1oС, кг/м3 - 950-1010;
г) время желатинизации при температуре 160±2oС, мин - 4-5;
11. Заправляем в пропиточную машину тканый наполнитель, подогретый до температуры 40-60oС.
12. Устанавливаем температурный режим в шахте пропиточной машины 90-130oС на входе и на выходе из сушильной камеры и 130-210oС в основных ее рабочих зонах.
13. Заливаем гибридное связующее в ванну пропиточной машины.
14. Пропитываем тканый наполнитель гибридным связующим со скоростью 1-3 м/мин и натяжением 0,5-1,5 кг на один сантиметр ширины полотна с последующим удалением избытка гибридного связующего на отжимных валках пропиточной машины.
15. При достижении пропитанного и подсушенного до состояния препрега тканного наполнителя приемного механизма пропиточной машины отрезаем от наполнителя полоску и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-55;
б) массовая доля летучих веществ и влаги, % - 0,8-5,5;
в) массовая доля растворимой гибридной смолы, % - 88-92.
16. Изготавливаем натурные изделия или образцы методами намотки или прессования на основе препрегов из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А) и тканых наполнителей, из припусков изделия вырезаем образцы для испытаний и получаем характеристики текстолита, приведенные табл.1.
Пример 2 (выполнение способа по п. 2 формулы изобретения по заявке 2002101670/04)
1. В приготовленное консистентное образование - гибридное связующее ЭТФ+ДЭГ-1+СФ-340А, обладающее свойствами п.10 примера 1, добавляем сажу или углеродографитовую смесь (на одну тонну гибридного связующего до 100 кг сажи или утлеродографитовой смеси) и перемешиваем в течение 10-15 минут.
2. Гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий включений и нерастворяющихся частиц;
б) массовая доля нелетучих веществ, % - 57-72;
в) плотность гибридного связующего при температуре 20±1oС, кг/м3 - 950-1050;
г) время желатинизации при температуре 160±2oС, мин - 4-6.
3. Пропитываем тканый наполнитель гибридным связующим по п.1 аналогично примеру 1 и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 37-58;
б) массовая доля летучих веществ и влаги, % - 1,0-6,0;
в) массовая доля растворимой смолы, % - 80-90.
4. Изготавливаем изделие методом намотки или прессования из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А+сажа (или углеродографитовая смесь) и тканых наполнителей при температуре +20oС и получаем характеристики пластика, аналогичные примеру 1, за исключением: увеличивается плотность на 10%; снижаются физико-механические характеристики на 8%; улучшаются антифрикционные свойства, а именно - увеличивается коэффициент трения-скольжения до 0,094, кроме того, улучшаются и некоторые другие свойства пластика:
- увеличивается коэффициент температуропроводности, •106, м2/с - 0,9-1,35;
- увеличивается коэффициент теплопроводности, Вт/м•К - 0,19-0,4;
- увеличивается удельная теплоемкость, кДж/(кг•К-1) - 0,95-1,4;
- улучшаются антистатические свойства пластика (пластики в процессе эксплуатации не накапливают статических зарядов).
Пример 3 (выполнение способа по п. 3 формулы изобретения по заявке 2002101670/04)
1. В приготовленное гибридное связующее ЭТФ+ДЭГ-1+СФ-340А, обладающее свойствами п. 10 примера 1, добавляем сажу или углеродографитовую смесь, трехокись сурьмы, гексахлорбензол (на одну тонну гибридного связующего до 36,5 кг сажи или углеродографитовой смеси, до 45 кг трехокиси сурьмы и до 45 кг гексахлорбензола) и перемешиваем в течение 15-20 минут.
2. Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 56-73;
в) плотность гибридного связующего при температуре 20±1oС, кг/м3 - 950-1060;
г) время желатинизации при температуре 160±2oС, мин - 4-7.
3. Пропитываем тканый наполнитель гибридным связующим по п.1 аналогично примеру 1 и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-60;
б) массовая доля летучих веществ и влаги, % - 1,0-6,1;
в) массовая доля растворимой смолы, % - 60-90.
4. Изготавливаем изделие методом намотки или прессования из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А+сажа (или углеродографитовая смесь)+трехокись сурьмы+гексахлорбензол и тканых наполнителей при температуре +20oС и получаем характеристики пластика, аналогичные примеру 1, за исключением:
- увеличение плотности на 5%;
- снижение физико-механических характеристик на 6% (в сравнении с табл.1 примера 1).
Кроме того, изменяются и ряд других свойств пластиков:
- улучшаются антифрикционные свойства аналогично примеру 2;
- улучшаются электрические характеристики (уменьшается степень горючести пластика на 10-30%, см. табл. А);
- улучшаются антистатические свойства пластиков (в процессе эксплуатации пластики не накапливают статических зарядов).
Пример 4 (выполнение способа по п. 4 формулы изобретения по заявке 2002101670/04)
1. В приготовленное гибридное связующее ЭТФ+ДЭГ-1+СФ-340А, обладающее свойствами п. 10 примера 1, добавляем сажу или углеродографитовую смесь, трехокись сурьмы, гексахлорбензол, четыреххлористый углерод CCl4, хладон (на одну тонну гибридного связующего до 36,5 кг сажи или углеродографитовой смеси, до 45 кг четыреххлористого углерода CCl4 и до 45 кг хладона), перемешиваем в течение 15-20 минут (реактор-смеситель должен быть заземлен).
2. Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 56-72;
в) плотность гибридного связующего при температуре 20±1oС, кг/м3 - 950-1000;
г) время желатинизации при температуре 160±2oС, мин - 4-8.
3. Пропитываем тканый наполнитель гибридным связующим по п.1 (пропиточная машина должна быть заземлена) аналогично примеру 1 и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-56;
б) массовая доля летучих веществ и влаги, % - 1,0-6,2;
в) массовая доля растворимой смолы, % - 80-88.
4. Изготавливаем изделие методом намотки или прессования из гибридного связующего (ЭТФ-ДЭГ-1+СФ-340А+сажа (или углеродографитовая смесь)+трехокись сурьмы+гексахлорбензол +четыреххлористый углерод CCl4+хладен) и тканых наполнителей при температуре +20oС и получаем характеристики пластика, аналогичные примеру 1, за исключением:
- увеличивается водопоглощение и достигает до 2%;
- снижаются физико-механические характеристики на 7% (в сравнении с табл.1 примера 1);
- улучшаются антифрикционные характеристики аналогично примеру 2;
- улучшаются электрические характеристики аналогично примеру 3;
- улучшаются теплофизические и антистатические свойства:
эффективная энтальпия, •106, Дж/кг - 3,24-3,82,
средний линейный унос при скорости газового потока 500 м/с - не более 0,7,
температура сублимации, oС - 300,
удельное объемное сопротивление, Ом•м (Ом•см) - не более 1,1 (0,11•103).
Пример 5 (выполнение способа по п. 5 формулы изобретения по заявке 2002101670/04)
1. В приготовленное гибридное связующее ЭТФ+ДЭГ-1+СФ-340А, обладающее свойствами п. 10 примера 1, добавляем четыреххлористый углерод CCl4 и хладон (на одну тонну гибридного связующего: до 90 кг четыреххлористого углерода CCl4 и до 45 кг хладона), перемешиваем в течение 10-15 минут (реактор-смеситель должен быть заземлен).
2. Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 57-70;
в) плотность гибридного связующего при температуре 20±1oС, кг/м3 - 950-1000;
г) время желатинизации при температуре 160±2oС - 4-8 мин.
3. Пропитываем тканый наполнитель гибридным связующим по п.1 (пропиточная машина должна быть заземлена) аналогично примеру 1 и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-57;
б) массовая доля летучих веществ и влаги, % - 1,0-6,0;
в) массовая доля растворимой смолы, % - 86-92.
4. Изготавливаем изделие методом намотки или прессования из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А+четыреххлористый углерод CCl4+хладон) и тканых наполнителей при температуре +20oС и получаем характеристики пластика, аналогичные примеру 1, за исключением:
- увеличивается водопоглощение до 1%,
- улучшаются теплофизические и антистатические свойства (идентичны примеру 4);
- улучшаются электрические характеристики;
- уменьшается степень горючести пластика на 10-40%.
Пример 6 (выполнение способа по п. 6 формулы изобретения по заявке 2002101670/04)
1. В приготовленное гибридное связующее ЭТФ+ДЭГ-1+СФ-340А, обладающее свойствами п.10 примера 1, добавляем порошок или порошковую смесь из оксидов или нитридов металлов - оксида магния, оксида алюминия, оксида титана, оксида железа, оксида никеля или нитрида бора ( на одну тонну гибридного связующего до 160 кг порошка или порошковой смеси из оксидов или нитридов металлов), перемешиваем в течение 10-15 минут.
2. Полученное гибридное связующее должно соответствовать следующим характеристикам:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 55-72;
в) плотность гибридного связующего при температуре 20±1oС, кг/м3 - 980-1100;
г) время желатинизации при температуре 160±2oС, мин - 4-8.
3. Пропитываем тканый наполнитель гибридным связующим по п.1 аналогично примеру 1 и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-55;
б) массовая доля летучих веществ и влаги, % - 0,8-5,6;
в) массовая доля растворимой смолы, % - 80-90.
4. Изготавливаем изделие методом намотки или прессования из гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А+порошок или порошковая смесь из оксидов или нитридов металлов) и тканых наполнителей при температуре +20oС и получаем характеристики пластика, аналогичные табл.1 примера 1, за исключением:
- увеличения показателя теплостойкости по Мартенсону, К - до 850;
- улучшения антистатических свойств пластиков;
- улучшения теплофизических свойств пластиков (по теплопроводности до 10%, по температуропроводности до 25%, по теплоемкости до 20% - в сравнении с данными примера 4).
Кроме того, введение мелкодисперсных порошковых наполнителей в состав гибридного связующего позволяет добиться снижения экзотермического эффекта при его отверждении, а также уменьшения усадки, улучшения механических характеристик (например, ударной вязкости - до 10-15%).
Однако порошковые мелкодисперсные наполнители могут вызывать и нежелательные эффекты, такие как изменение гигроскопичности и газопроницаемости армированных пластиков, значительное замедление (например, за счет введения в композиции гибридного связующего оксидов магния) или, наоборот, ускорение или ускорения отверждения связующего (например, за счет введения в связующее оксидов алюминия).
К недостаткам использования порошковых наполнителей в гибридном связующем следует отнести и увеличение его вязкости и обусловленные этим технологические трудности, связанные, например, с трудностями пропитки тканей и их переработки методами намотки в конструкционные изделия.
Пример 7 (выполнение способа по п. 7 формулы изобретения по заявке 2002101670/04)
1. Приготавливаем гибридное связующее (ЭТФ+ДЭГ-1+СФ-340А) и пропитываем тканый наполнитель в соответствии с примером 1.
2. Приготавливаем покрывной материал, состоящий из сополимера тетрафторэтилена с винилиденфторидом и техническим углеродом с введенными в них сажей или углеродографитовой смеси (сополимер тетрафторэтилена с винилиденфтором 25 кг, технического углерода до 20 кг, сажи или углеродографитовой смеси 15 кг).
3. Перемешиваем в любой таре покрывной материал в течение 20-30 минут при температуре 50-70oС до полного совмещения компонентов.
4. Выдаем покрывной материал на намотку и перерабатываем при температуре 60±5oС в течение не более 4 часов.
5. Покрывной материал заливаем в ванну, заправляем тканый наполнитель, пропитанный гибридным связующим, и изготавливаем изделие согласно технологическим схемам, представленным на фиг.4-8 описания заявки 2002101670/04.
6. Получаем характеристики пластика, аналогичные примеру 1, за исключением:
- увеличивается водопоглощение до 1%;
- улучшаются антифрикционные характеристики аналогично примеру 2;
- улучшаются теплофизические и антистатические свойства аналогично примеру 4.
Пример 8 (выполнение способа по п. 8 формулы изобретения по заявке 2002101670/04)
1. В покрывной материал, приготавливаемый по п.2 примера 7, дополнительно вводим трехокись сурьмы и гексахлорбензол (трехокись сурьмы 12 кг и гексахлорбензол 12 кг).
2. Выполняем операции п. 3, 4, 5 примера 7.
3. Получаем характеристики пластика, аналогичные примерам 1 и 7, за исключением:
- улучшаются электрические характеристики пластиков на 20-50% (в сравнении с данными примера 3);
- уменьшается степень горючести пластиков на 20-60% (в сравнении с данными примера 3).
Пример 9 (выполнение способа по п. 9 формулы изобретения по заявке 2002101670/04)
1. В покрывной материал, приготавливаемый по п.2 примера 7, дополнительно вводим порошковый наполнитель в виде оксидов или нитридов металлов или кремния - 14 кг).
2. Выполняем операции п.3, 4, 5 примера 7.
3. Получаем характеристики пластика, аналогичные примерам 1, 6, 7.
Выводы и рекомендации
Анализ данных, приведенных в примерах 7-9, показывает:
- введение в составы покрывных сополимеров тканных наполнителей пластиков технического углерода, сажи и/или углеграфитовой смеси значительно повышает антистатический эффект пластиков (на 10-20% в сравнении с примерами 1-4);
- одновременное введение в составы покрывных сополимеров тканных наполнителей антистатиков (технического углерода, сажи или углеродографитовой смеси) и антипиренов (трехокиси сурьмы, гексахлорбензола) значительно улучшает антистатические свойства пластиков до 10-30% и снижает их горючесть до 40% (пример 8);
- введение в сополимеры покрывных материалов тканей порошковых наполнителей из оксидов металлов и нитридов бора на 30-40% повышает динамическую прочность пластиков (пример 9);
- введение в состав сополимеров покрывных материалов тканных наполнителей оксидов кремния значительно (на 10-30%) повышает теплостойкость пластиков, а также их химстойкость и радиопрозрачность. Примечание: данные по химстойкости, водостойкости и теплостойкости вышеописанных пластиков с введенными в них порошкообразными составами из оксидов кремния в материалах заявки отсутствуют, поскольку их рассмотрение выходит за пределы формулы изобретения данной заявки.
Предварительные исследования пластика этого типа (с введенными в состав гибридного связующего и в сополимеры покрывных материалов тканей оксидов кремния) показали, что они имеют низкую адгезионную прочность, высокую хрупкость и нестабильность физико-механических и теплофизических свойств; кроме того, такие пластики имеют значительную стоимость.
В заключение данного раздела ответа следует сказать, что использование в пластиках составного гибридного связующего ЭТФ+ДЭГ-1+СФ-340А с одновременно введенными в него антистатическими (сажа, углеродографитовые порошковые смеси), антипиренными (хладон, гексахлорбензол, четыреххлористый углерод, трехокись сурьмы), антиударными (окислы металлов) и противокислотными (окиси кремния) порошковыми компонентами и ткаными наполнителями из полифеновых, поликапроамидных и углеродных нитей позволяет в значительной степени использовать достоинства составляющих их элементов (и компонентов) и избежать присущих им недостатков.
Примененная в гибридном связующем смола ЭТФ, благодаря своей невысокой молекулярной массе (350-600), представляет собой вязкую жидкость, что особенно важно в формовании крупногабаритных многотоннажных изделий. Обладая высоким содержанием эпоксидных групп (13-29%), эта смола весьма реакционноспособна и может отверждаться в присутствии фенолоформальдегидной смолы СФ-340А, практически не выделяя летучих продуктов (до 2,5%).
Горячее отверждение этих смол совместно с тканными наполнителями из полифеновых, полиамидных и углеродных нитей позволяет получать более прочные и жесткие пластики с широким диапазоном физико-механических, теплофизических, антистатических, противоударных и других свойств.
Примененная в данном способе получения препрегов смола ДЭГ-1 относится к низковязким эпоксидным смолам с молекулярным весом 240-320. Она обладает хорошей совместимостью с примененными в способе активными ацетоно-спирто-толуольными разбавителями.
Благодаря невысокой вязкости примененное в способе гибридное связующее может широко использоваться при пропитке и получении препрегов из любых волокнистых материалов и в том числе из тканных наполнителей из полифеновых, поликапроамидных и углеродных волокон, и в том числе из волокон, покрытых сополимерами из тетрафторэтилена с винилиденфторидом, техническим углеродом и порошковыми наполнителями вышеприведенных типов.
Достоинством способа является и высокая стабильность свойств смол ЭТФ, ДЭГ-1 и СФ-340А, входящих в состав гибридных связующих, даже в условиях их длительного хранения (до трех лет).
Разъяснения к представленным в данном письме-ответе примерам по заявке 2002101670/04
В табл. 1 данного ответа, поясняющей сущность изобретения по заявке 2002101670/04, в разделе 2 указаны стеклоткани с полотняной структурой переплетения нитей и толщиной нитей от 8 до 15 мкм, именно такие ткани (ткани марок Э-01 или Т-13) использовались при создании препрегов из гибридного полимерного связующего по авт. свид. 730753, Мкл2 C 08 L 63/02, взятому авторами данной заявки за прототип.
В составе гибридного связующего прототипа использованы:
- эпоксидная диановая смола ЭД-16, ГОСТ 10587-84 (45-55 мас.ч.);
- бромсодержащая эпоксидная смола УП 631, ТУ 6-05-1689-79 (45-55 мас.ч. ), представляющая собой продукт эпихлоргидрина с тетрабромдефинилолпропаном;
- фенолоформальдегидная смола СФ-010, ГОСТ 18694-80, наиболее близкая по составу ингредиентов фенолоформальдегидной смоле СФ-340А, примененной авторами изобретения по заявке 2002101670/04 (002143) в качестве смолы - отвердителя своего гибридного связующего для создания новых препрегов.
Вообще, в предложенном способе приготовления препрегов предполагается использование тканей полотняного, сатинового, саржевого и даже кордного переплетения нитей. Однако поскольку за базовый объект сравнения взят прототип - авт. свид. 730753, в котором в качестве наполнителей взяты препреги, получаемые на основе тканей полотняного переплетения (ткани Э-01, Т-13 и др.), то в дальнейшем для сравнения физико-механических и теплофизических свойств будут рассматриваться свойства препрегов, образованных из тканых структур полотняного переплетения нитей и гибридного связующего (ЭТФ+ДЭГ-1+СФ-340А).
В тканях с полотняным переплетением нитей основы и утка нити взаимно переплетены, соотношение нитей по основе и утку тканей ≈2:1, поэтому физико-механические характеристики пластиков, изготавливаемых из препреговых тканей с полотняным переплетением нитей по основе и утку, значительно отличаются (≈ в 2 раза), за исключением пределов прочности по сжатию, где эти пределы в направлении основы и утка пластика примерно равны и составляют 170-200 МПа (например, для пластиков, образованных из препрегов на базе стеклотканых полотняных наполнителей (типа стеклоткани Т-13) и гибридного связующего).
Ткани с полотняным переплетением нитей имеют прочность в направлении армирования (по основе) несколько меньшую (на 10-20%), чем ткани сатинового переплетения, зато препреги с полотняным переплетением нитей имеют более высокую гибкость, а потому более технологичны и эффективны при изготовлении пластиковых изделий; они просто лучше укладываются на поверхности оправок без зазоров; тем самым повышается трансверсальная прочность конструкций оболочек многослойных изделий.
Кроме того, ткани с полотняным переплетением нитей на много дешевле тканей с сатиновым, саржевым и кордным переплетением нитей, что при прочих равных условиях (наряду с технологичностью) дает им значительное преимущество и при проведении научно-исследовательских работ по созданию новых препрегов и при промышленном их внедрении в крупномасштабное производство.
Поэтому в качестве примера табл. 1 данного письма для получения новых препрегов использовались ткани с полотняным переплетением нитей - и силовых (табл.1 к примерам), и теплозащитных (табл. 2-5).
В разделе 2 табл. 1 приведены характеристики стеклопластиков, образованных на основе стеклотканей с полотняным переплетением нитей типа Т-13 или Э-01 и гибридного связующего ЭТФ+ДЭГ-1+СФ-340А.
Эти стеклопластики имеют в своем составе 35±5 мас.ч. гибридного связующего и 70±5 мас. ч. стеклотканного полотняного наполнителя (наиболее оптимальный состав стеклопластиков с точки зрения их жесткости и прочности).
В табл. 1 п.3 приведены физико-механические и теплофизические свойства пластика, образованного из поликапромидной ткани с полотняным переплетением нитей (ТУ 06-31-121-76), состоящей из многокомплексных электропроводящих нитей марки МКЭН-к (ТУ 06-31-121-76) и гибридного связующего ЭТФ-ДЭГ-1+СФ-340А в соответствии с примером 1 (пластик образован методами намотки), при этом весовое содержание гибридного связующего 30±5 мас.ч., а содержание поликарбомидного наполнителя с полотняным переплетением нитей МКЭН-к - 70±5 мас. ч.
В табл. 1 п.4 приведены физико-механические характеристики пластика, образованного из полифеновой ткани, состоящей из многокомплексных электропроводящих нитей МКЭН-п (ТУ 06-31-121-76) и гибридного связующего ЭТФ+ДЭГ-1+СФ-340А в соответствии с примером 1 (пластик образован методами намотки), при этом весовое содержание гибридного связующего в пластике 35±5 мас.ч., содержание полифенового тканного наполнителя с полотняным переплетением нитей 70±5 мас.ч.
В разделах 5-7 табл. 1 указаны физико-механические и теплофизические характеристики вышеописанных пластиков тех же структур и состава (п.5 - стеклопластик, п. 6 - поликапромидный пластик, п.7 - полифеновый пластик, изготовленные методом прессования).
Примечание. В табл. 1 над чертой приведены физико-механические и теплофизические характеристики пластиков в направлении основ тканных наполнителей, а под чертой приведены физико-механические и теплофизические характеристики пластиков в направлении утка тканных наполнителей.
Анализ данных табл. 1 показывает, что изготавливаемые в соответствии с предложенным способом препреги из гибридного связующего ЭТФ+ДЭГ-1+СФ-340А и поликапромидных или полифеновых тканей с полотняным переплетением нитей позволяют получать пластики (текстолиты) с очень низкими физико-механическими характеристиками (в 3 и более раз меньшими, чем в стеклопластике, получаемом на основе этого же гибридного связующего из стеклоткани полотняного переплетения).
Поэтому эти препреги не могут быть рекомендованы авторами изобретения для получения пластиков силовых частей изделий; зато эти препреги позволяют получать пластики с высокими физическими и теплофизическими свойствами, позволяющими эффективно защищать силовые пластики изделий от одновременного воздействия высокоскоростных тепловых потоков.
В табл. 3 и 4 приводятся примеры выполнения теплозащитных пластиков покрывного назначения, изготавливаемых из препрегов, образуемых в соответствии с предложенным способом.
При этом следует заметить (табл.2 и 3 приводимых ниже примеров), что наибольший теплозащитный эффект имеют пластики с содержанием гибридного связующего ЭТФ+ДЭГ-1+СФ-340А 40-50 мас.ч. и капромидных или полифеновых тканых наполнителей с полотняным переплетением капроамидных (капроновых) или полифеновых нитей МКЭН-к или МКЭН-п 50-60 мас.ч.
Преимущества пластиков из препрегов, разработанных в соответствии с предложенным способом по заявке 2002101670/04
Приведенные в материалах описания и в примерах письма-ответа по заявке 2002101670/04 физические, теплофизические, физико-механические и другие характеристики пластиков, изготавливаемых на основе предложенного способа получения препрегов, показывают:
а) все три материала (на основе гибридного связующего ЭТФ+ДЭГ-1+СФ-340А и тканей из нитей марок МКЭН-п и МКЭН-к и углеродных тканей типа УТ-900-2,5) имеют ряд существенных преимуществ перед материалами, приведенными в прототипе - авт. свид. 730753;
б) они имеют более высокие сублимирующие свойства и получают большее количество тепла при разложении, то есть имеют более высокую энтальпию в сравнении с энтальпией прототипа (табл. 2-4, 7 и 8);
в) все пластики относятся к электропроводящим материалам, они не накапливают на своей поверхности статического электричества, то есть обладают высокими антистатическими свойствами (пластики прототипа такими свойствами не обладают);
г) все материалы являются технологичными при переработке в композиты, их применение сокращает циклы изготовления изделий из КВМ методами намотки; резко улучшаются и условия труда при изготовлении таких изделий методами намотки.
В таблице 8 представлены средние значения результатов испытаний пластиков, изготовленных из препрегов в соответствии с разработанным способом, и пластиков, изготовленных в соответствии с прототипом.
Все пластики в сравнении с пластиками прототипа (табл. 8) обладают более высокой работоспособностью в условиях воздействия высокоэнтальпильных газовых потоков; все пластики работают и как сублиматоры, то есть имеют высокую энтальпию (поглощают большое количество тепла при разложении), и как антистатики, то есть они могут защищать изделия из КВМ oт накопления электростатических зарядов.
Кроме того, все пластики, получаемые из препрегов в соответствии с предложенным способом, являются более технологичными в сравнении с другими известными пастообразными сублиматорами типа ССП.
В сравнении с ними получаемые в соответствии с предложенным способом пластики обладают рядом существенных преимуществ, а именно:
- формование пластиков на внутренних (или наружных) поверхностях изделий из КВМ производится методом сухой намотки, что позволяет сократить цикл изготовления изделий из КВМ и иметь более стабильные толщины их теплозащитных покрытий, поскольку их размеры обеспечиваются только количеством слоев препрега при формовании изделий из КВМ методом намотки и геометрией технологической оснастки (оправок).
Кроме того, при изготовлении изделий из КВМ, покрытых теплозащитными пластиками, изготовленными из препрегов в соответствии с предложенным способом их образования, есть и другие существенные преимущества, а именно:
- исключается операция по замеру толщин теплозащитных покрытий изделий из КВМ;
- упрощаются операции по ремонту теплозащитных покрытий изделий из КВМ (в случае их прогара и/или механических повреждений);
- обеспечивается высокое качество внутренних или наружных поверхностей изделий из КВМ;
- не требуется специальных мер по технике безопасности при образовании теплозащитных покрытий изделий из КВМ и их ремонте.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2260022C2 |
| ГИБРИДНОЕ ЭПОКСИТРИФЕНОЛЬНОЕ СВЯЗУЮЩЕЕ С ИСПОЛЬЗОВАНИЕМ НОВОЛАЧНОЙ СМОЛЫ | 2014 |
|
RU2560370C1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| ГИБРИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛО-ХИМИЧЕСКИ СТОЙКОГО ПРЕСС-МАТЕРИАЛА И ПРЕСС-МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2018 |
|
RU2674202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СВЯЗУЮЩЕГО | 2006 |
|
RU2326909C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2424259C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2006 |
|
RU2335515C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ПРЕПРЕГА | 2006 |
|
RU2307136C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ | 2000 |
|
RU2176255C1 |
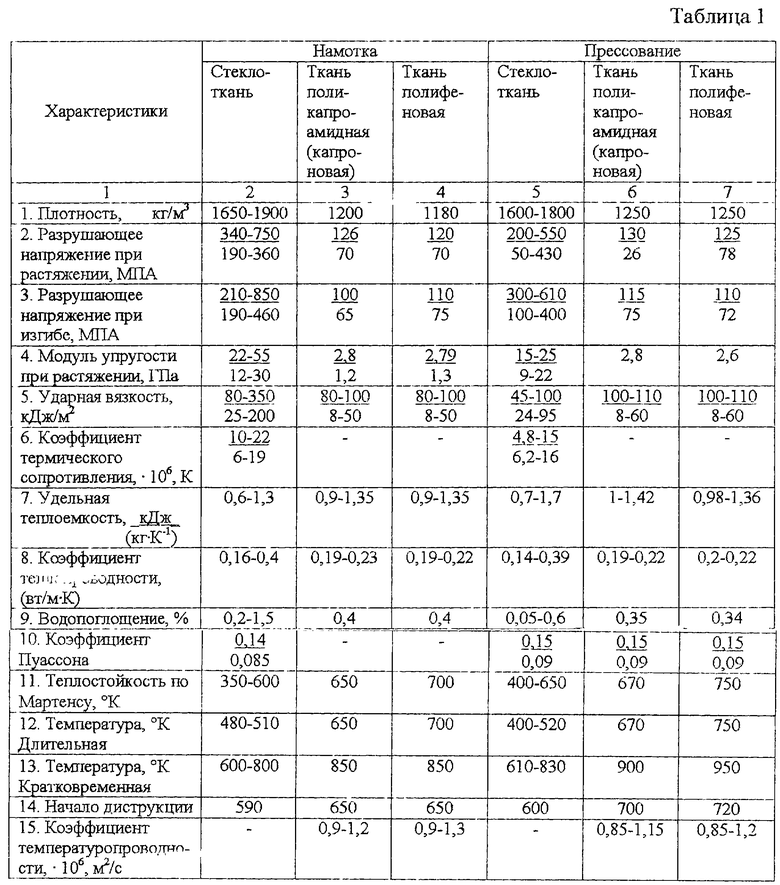
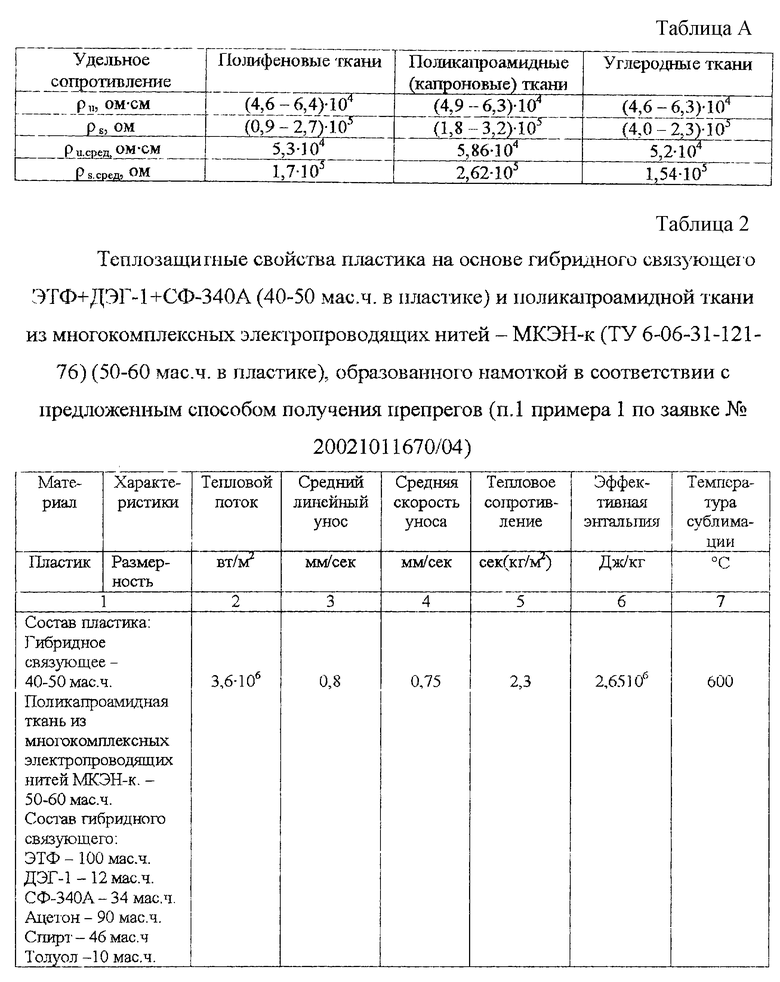
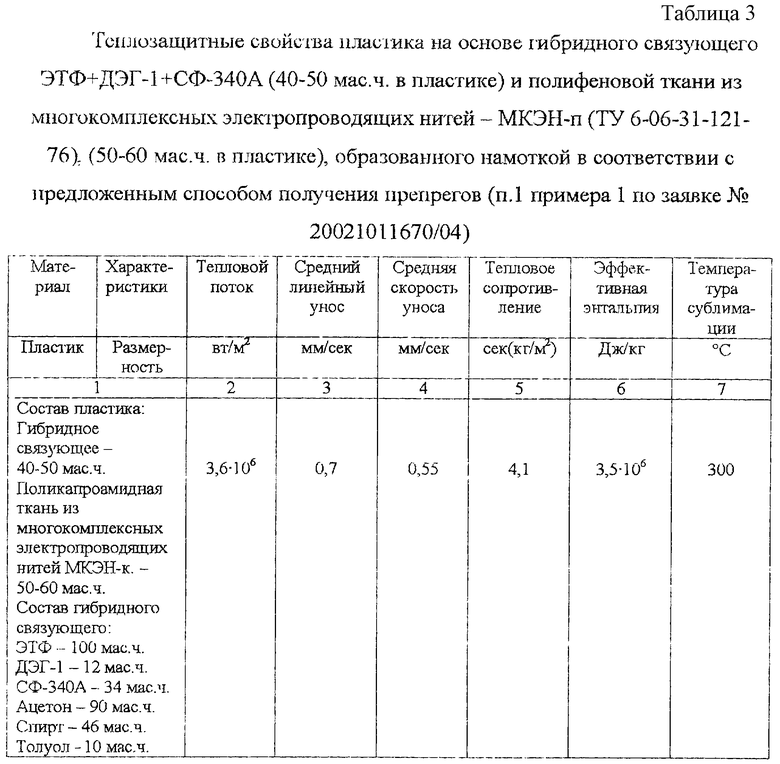
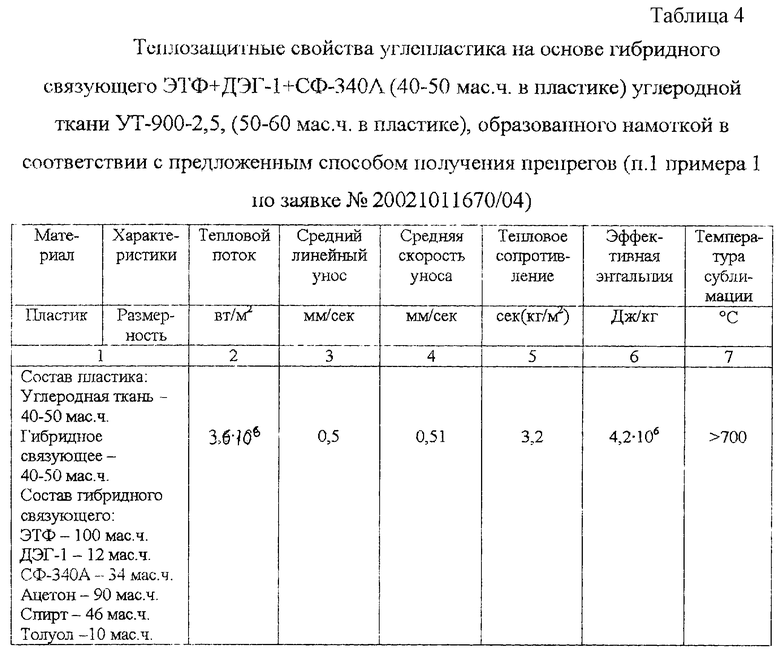
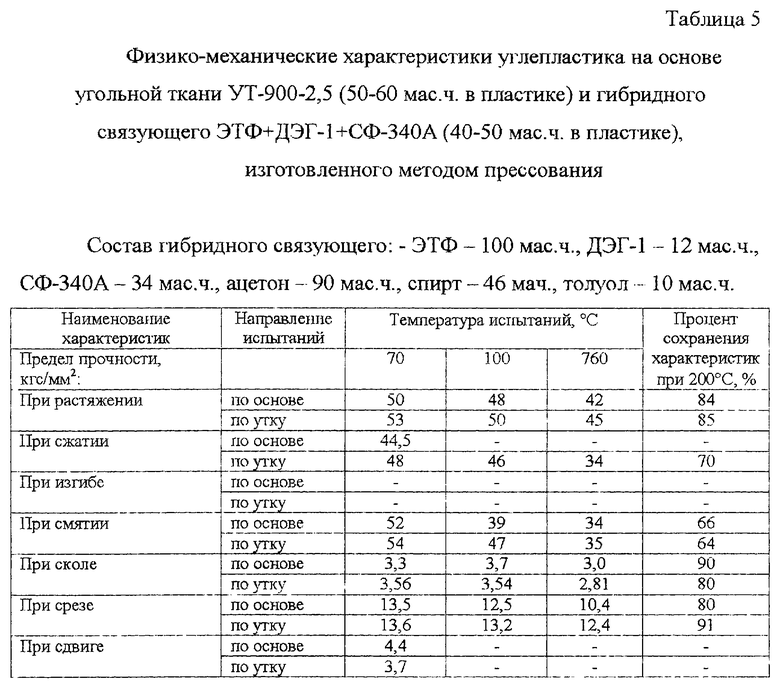
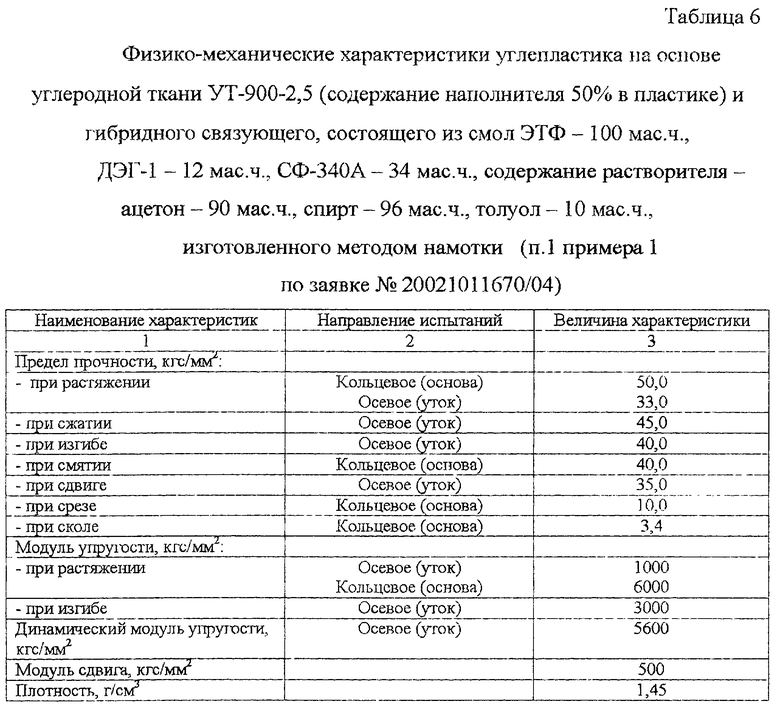
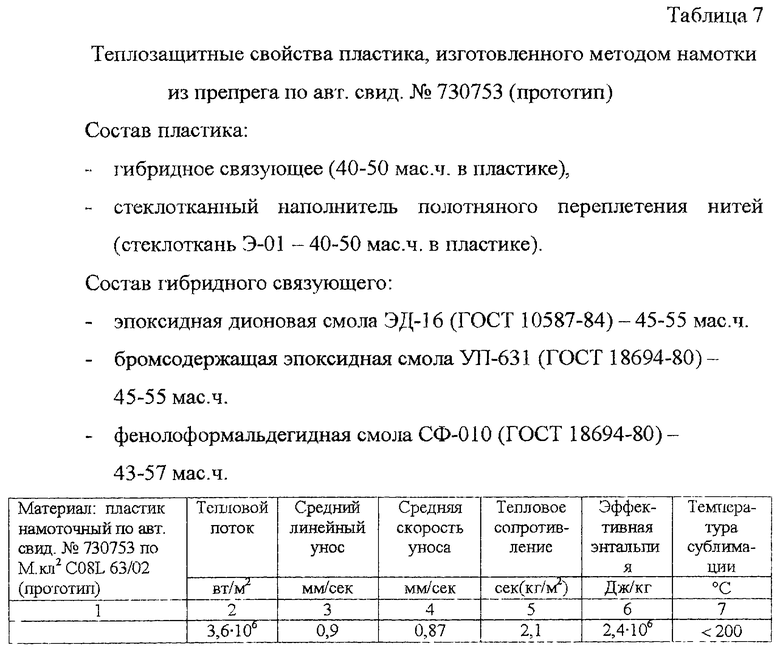
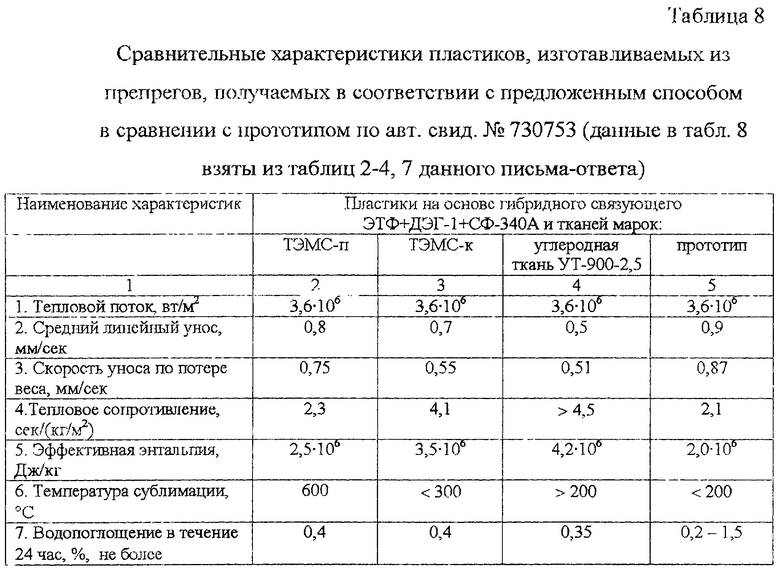
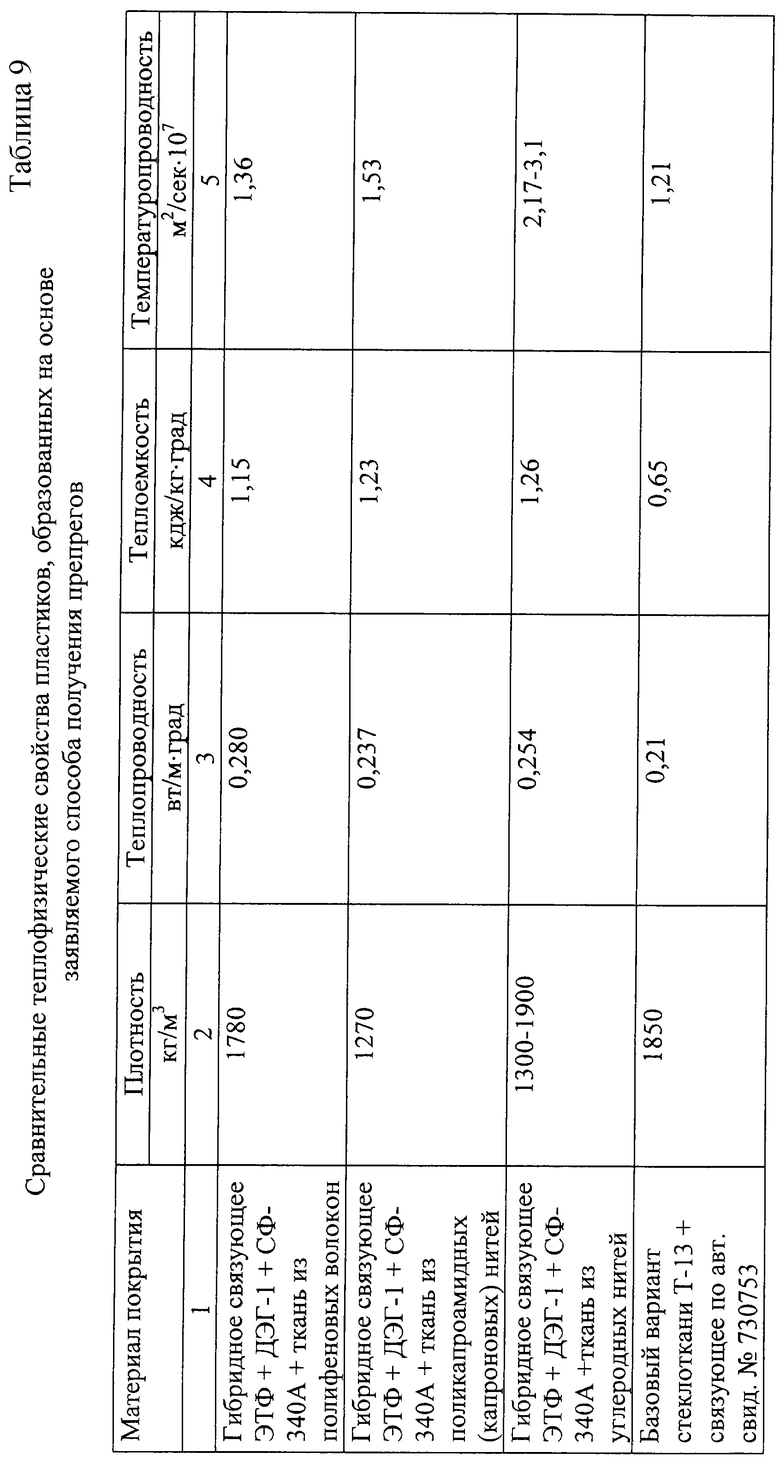
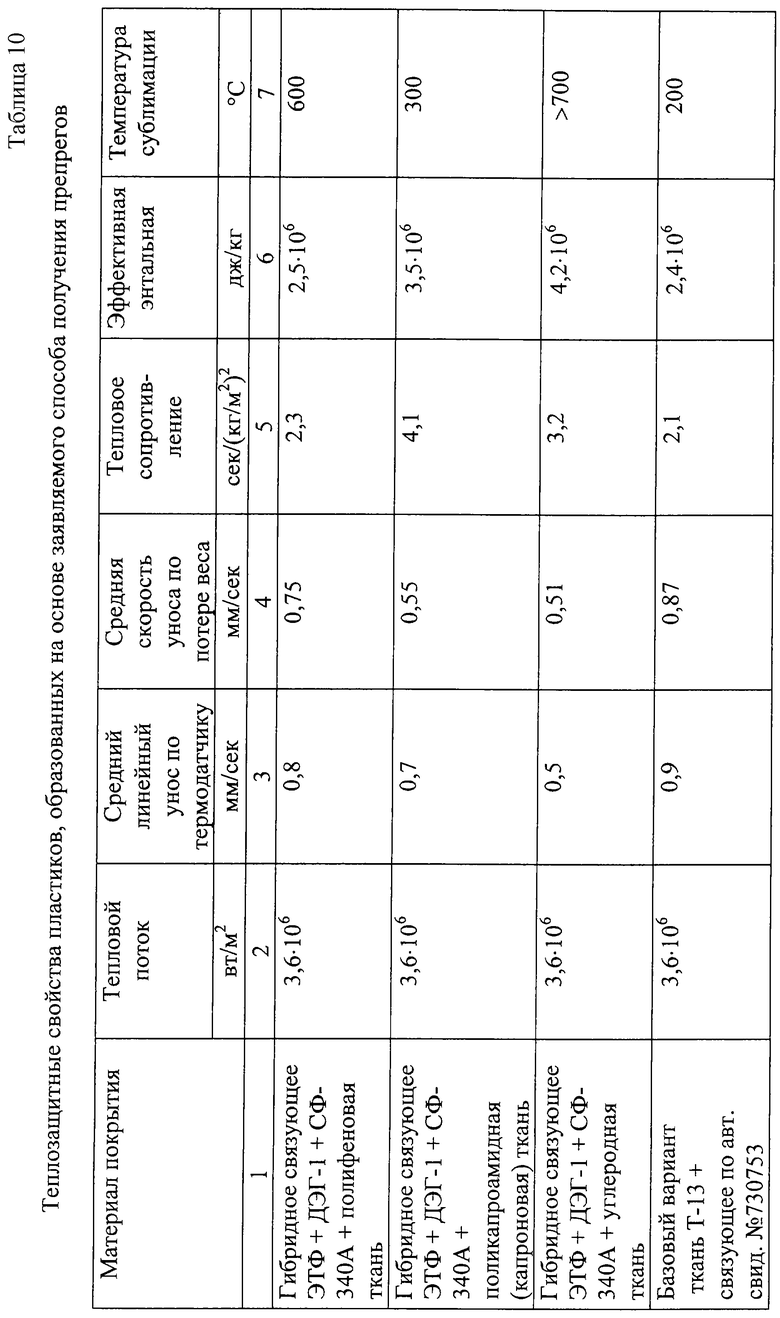
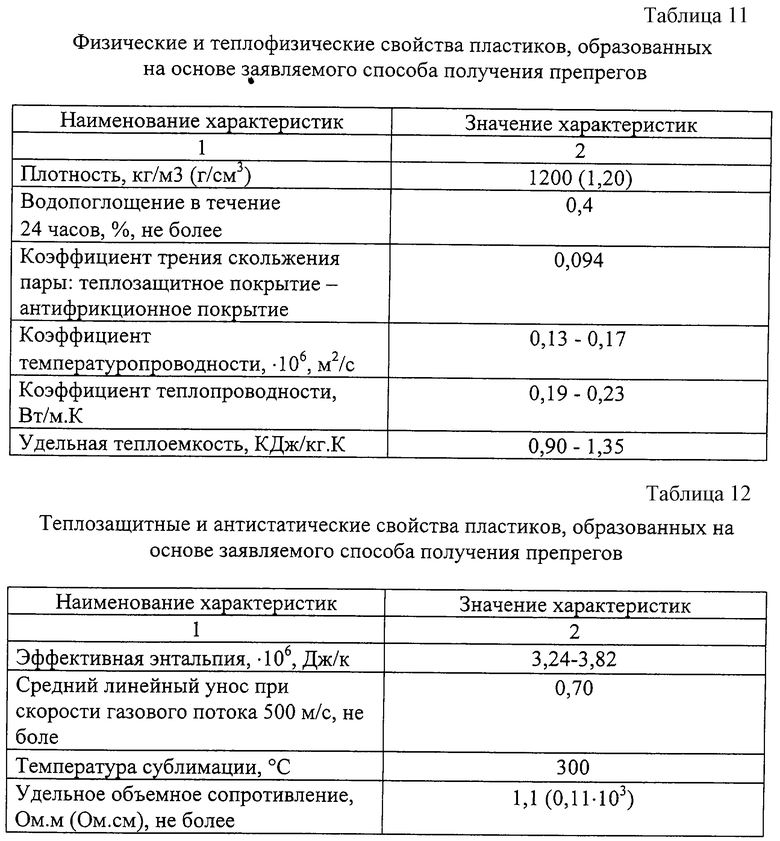
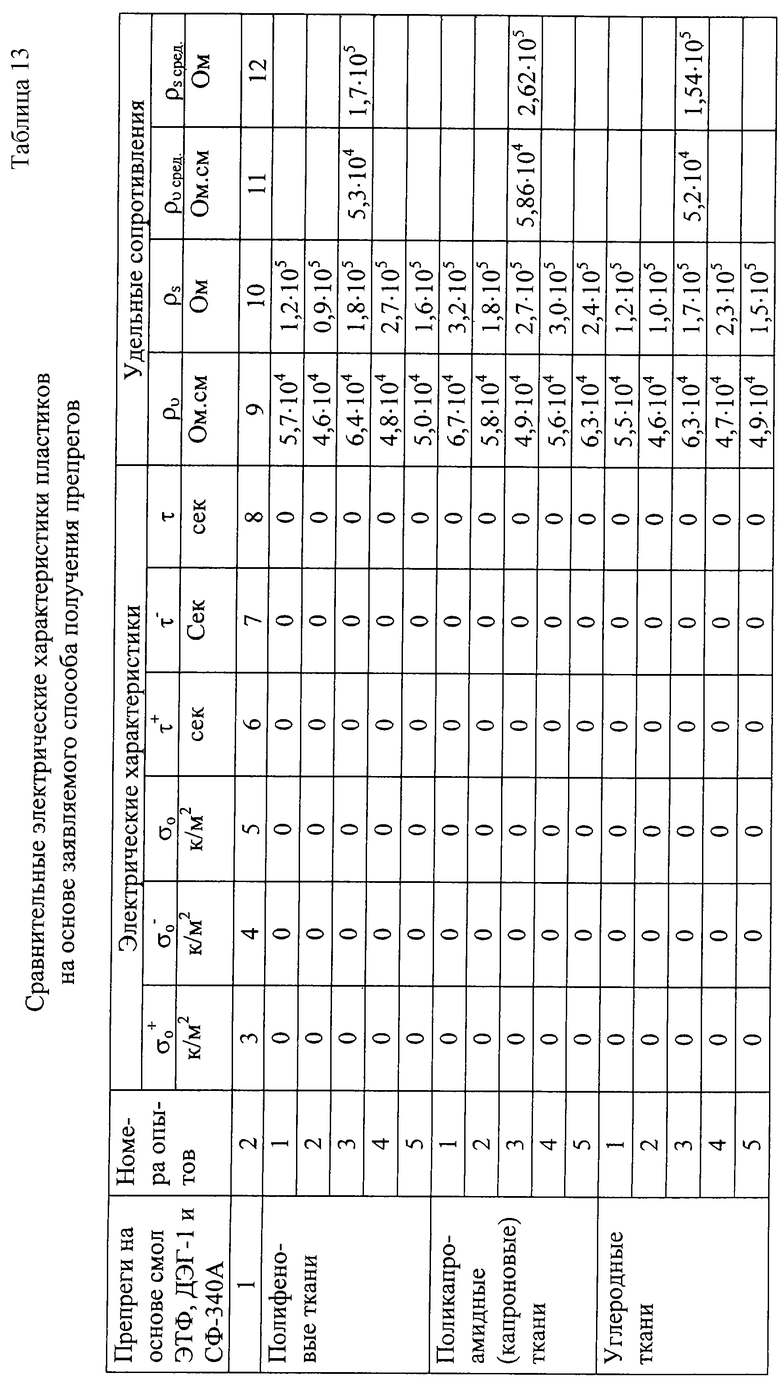
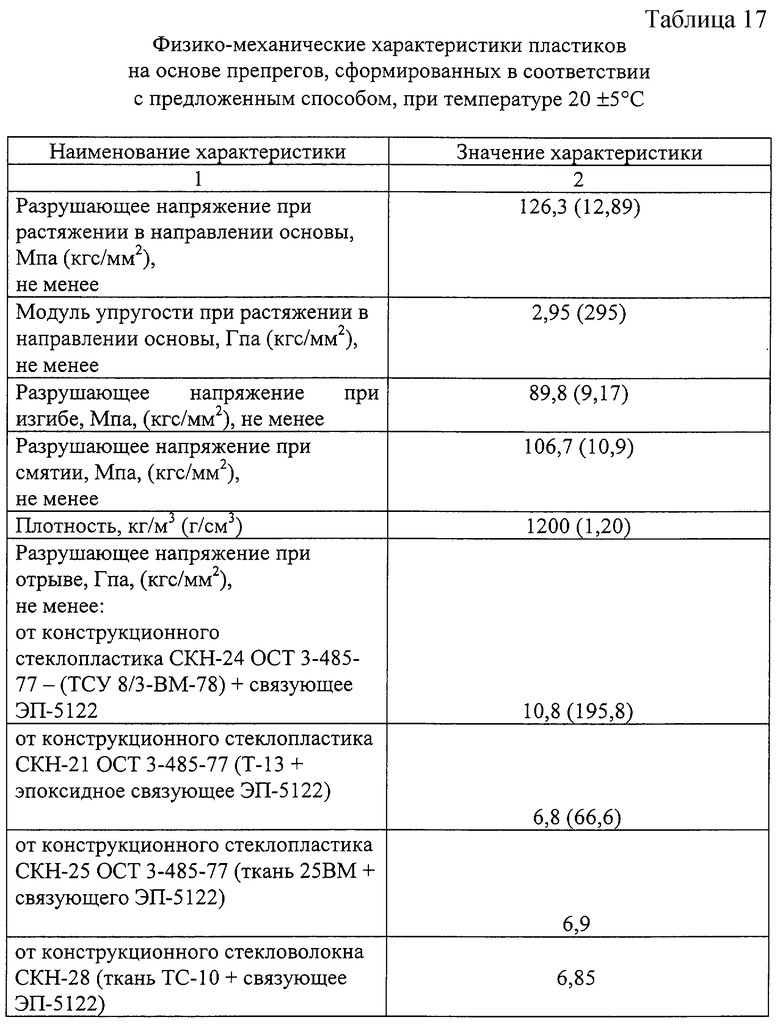
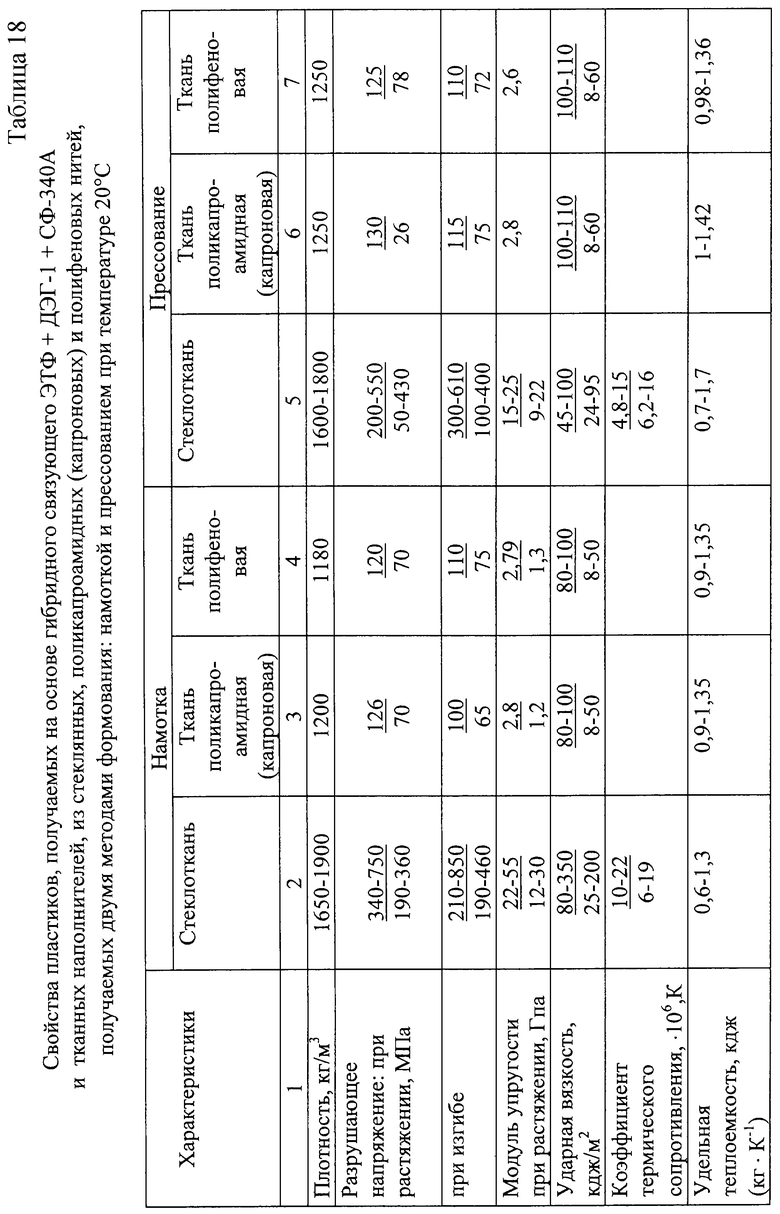
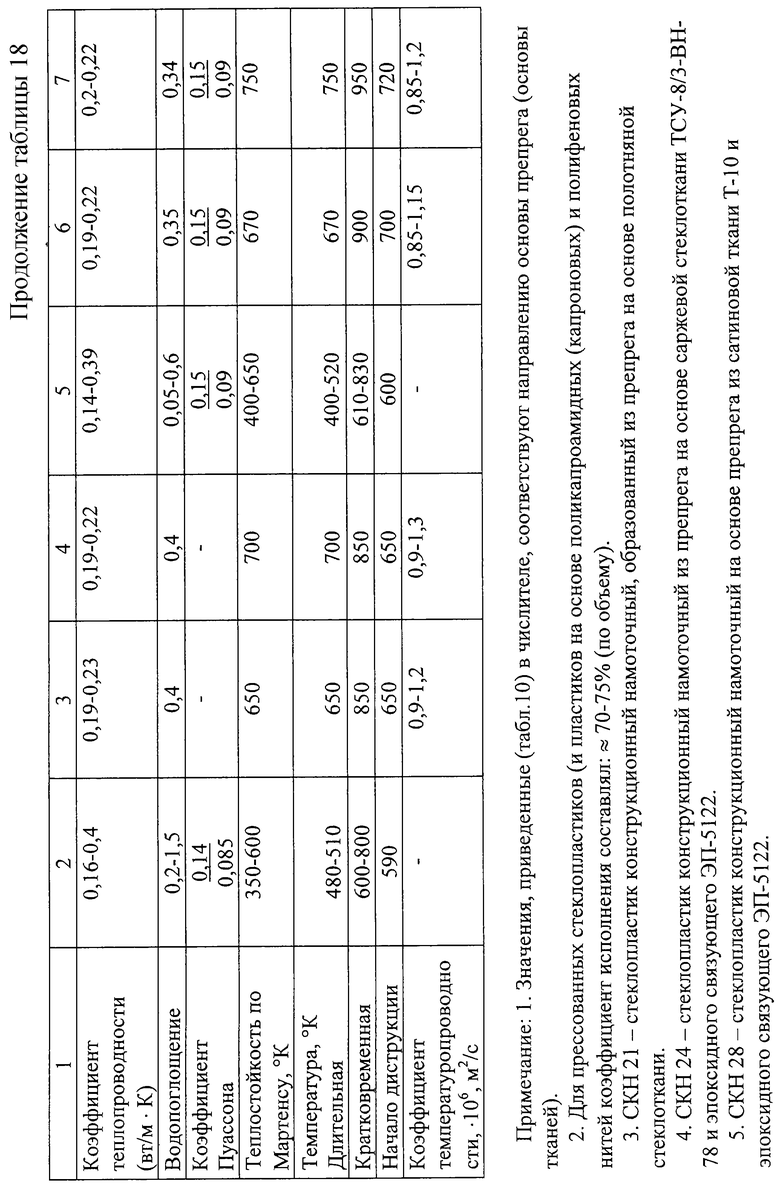
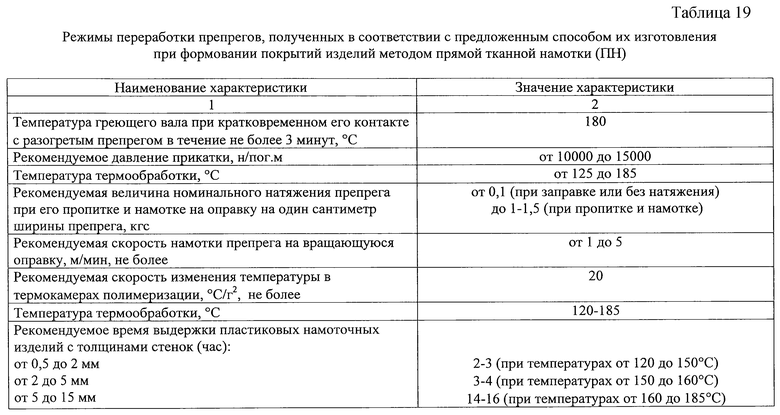
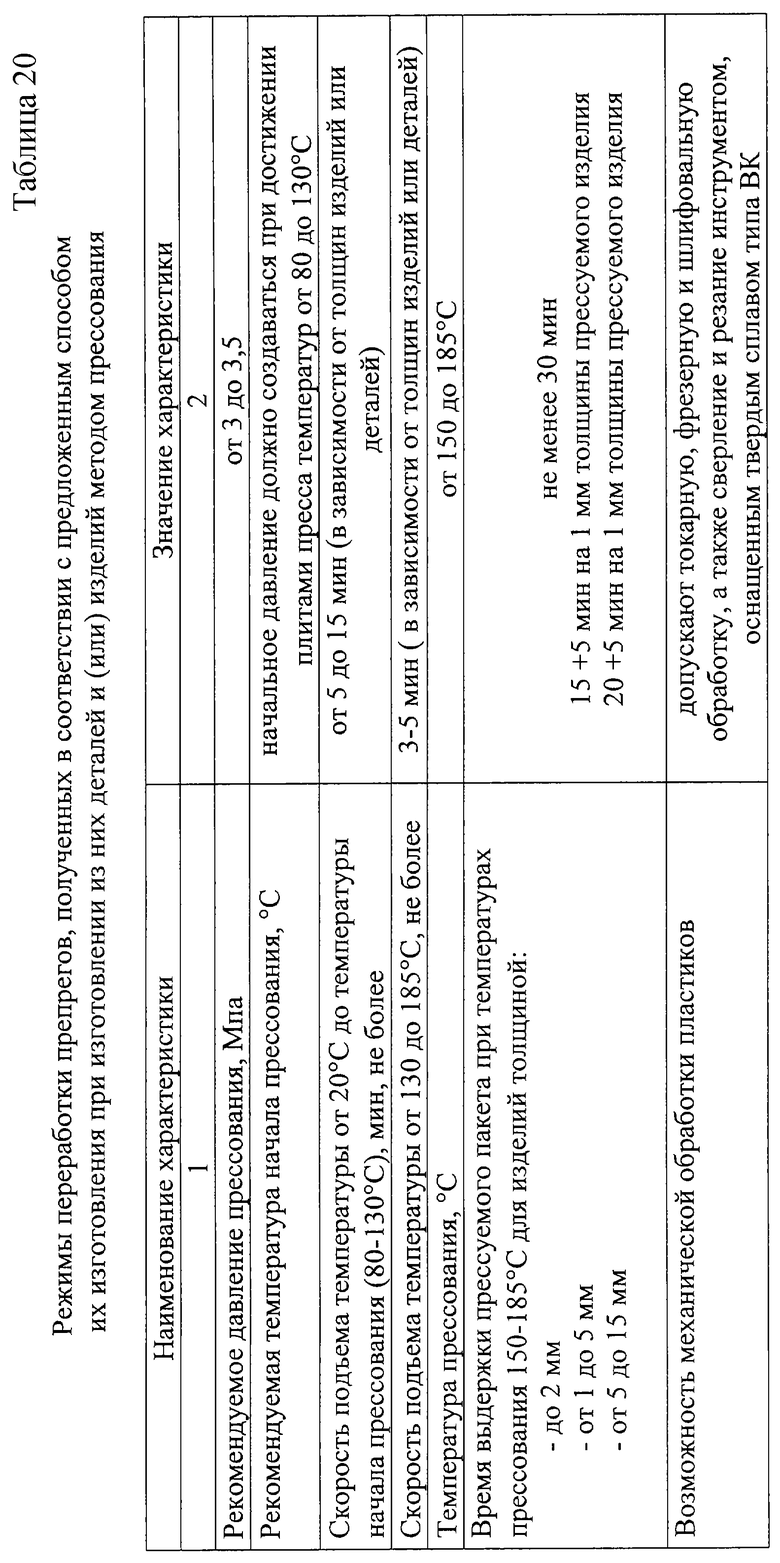
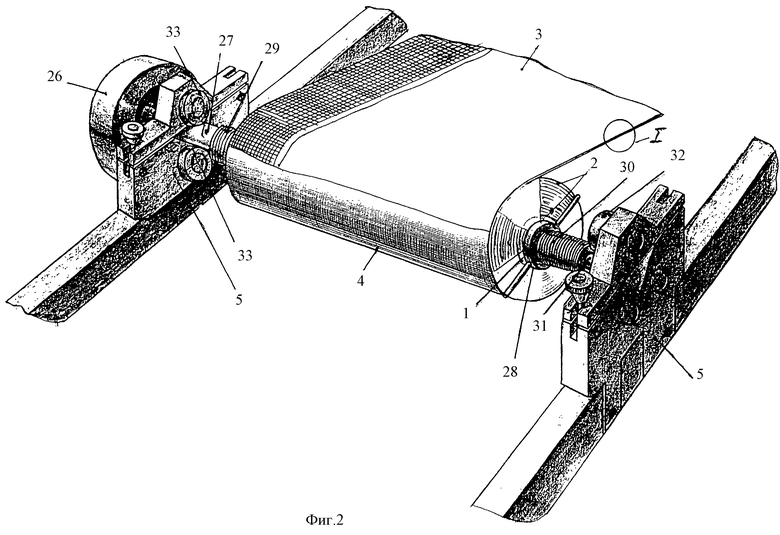
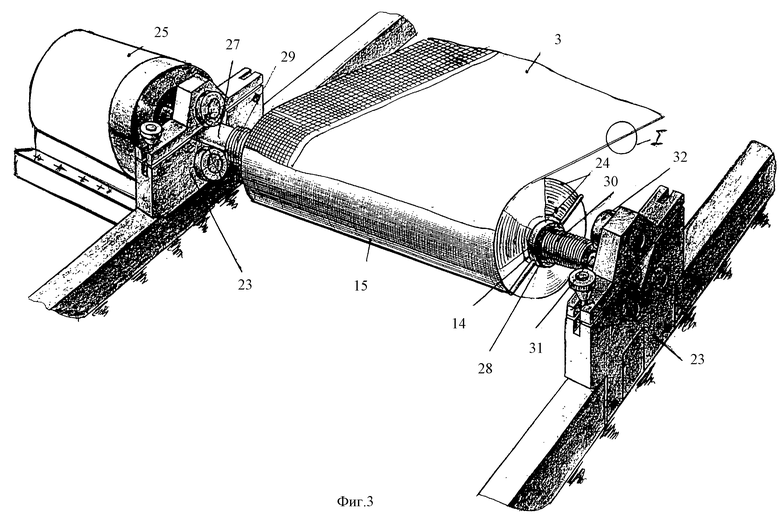
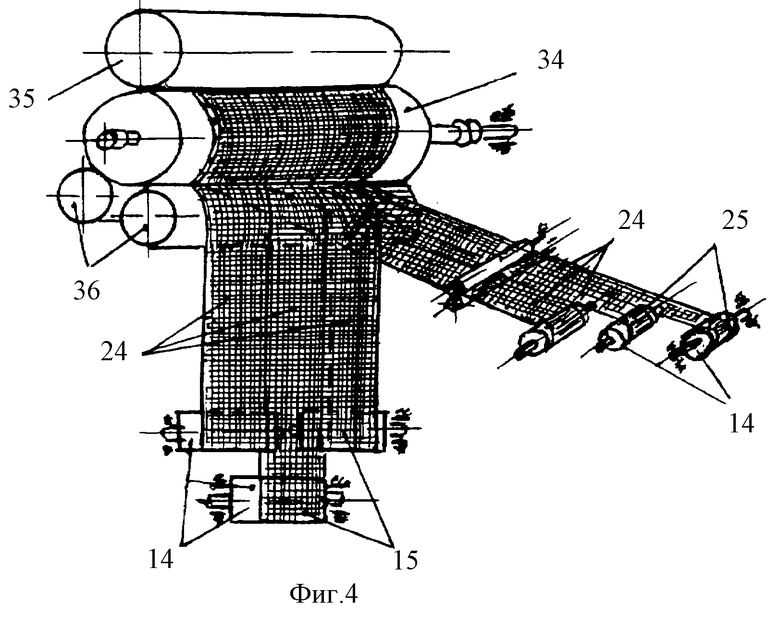
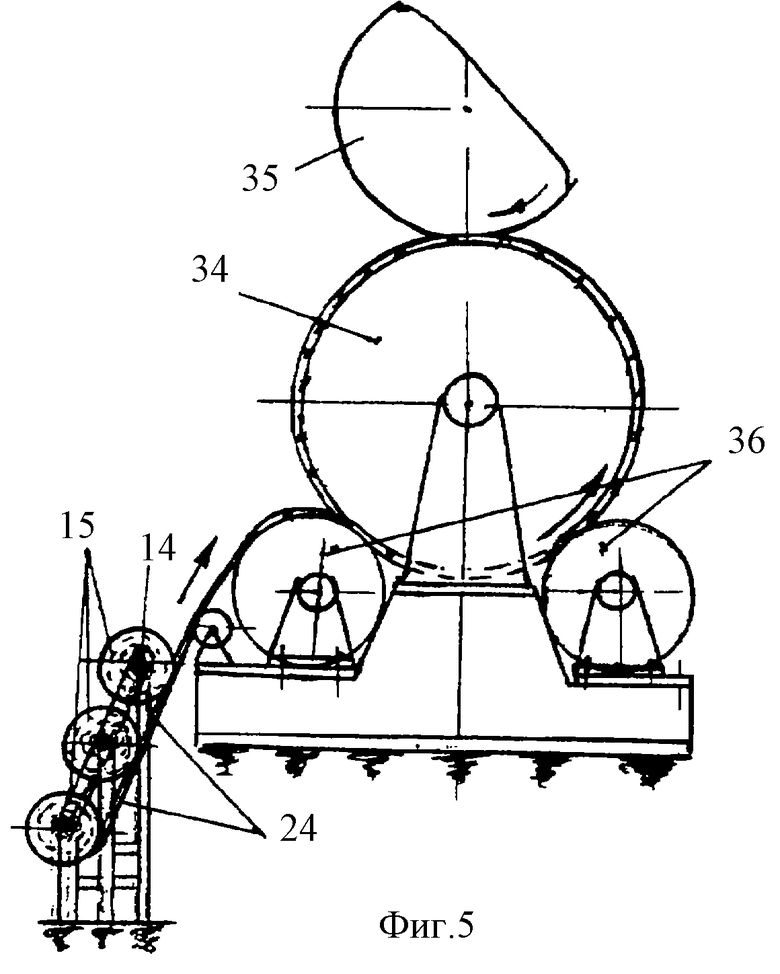
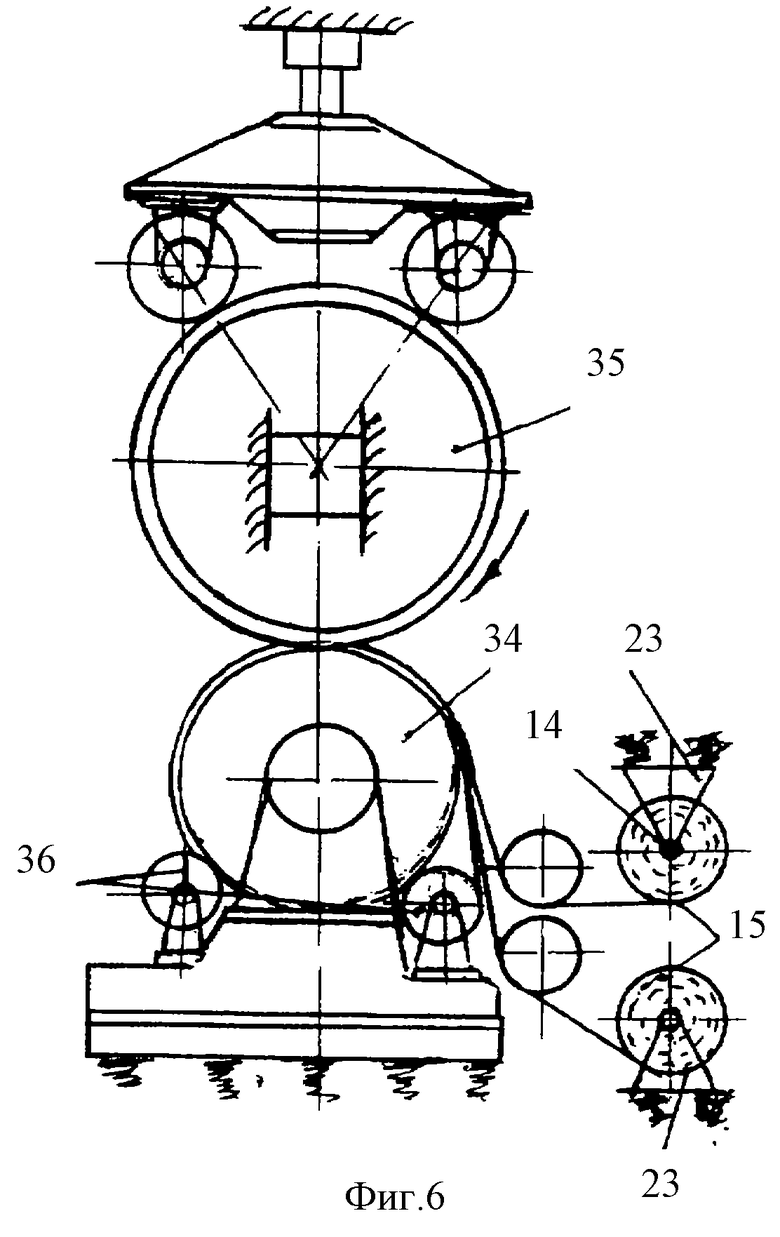
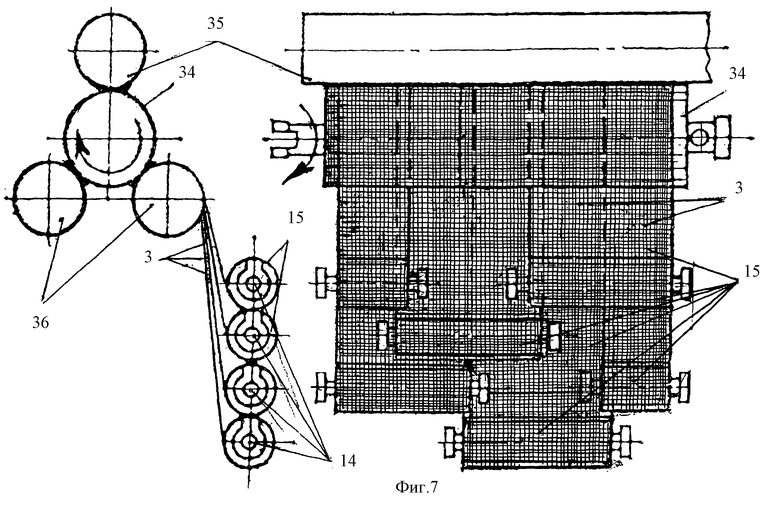
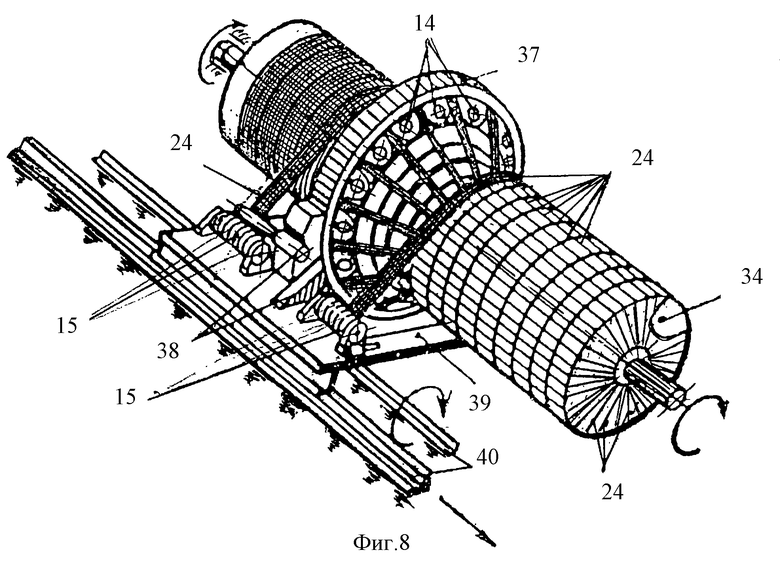
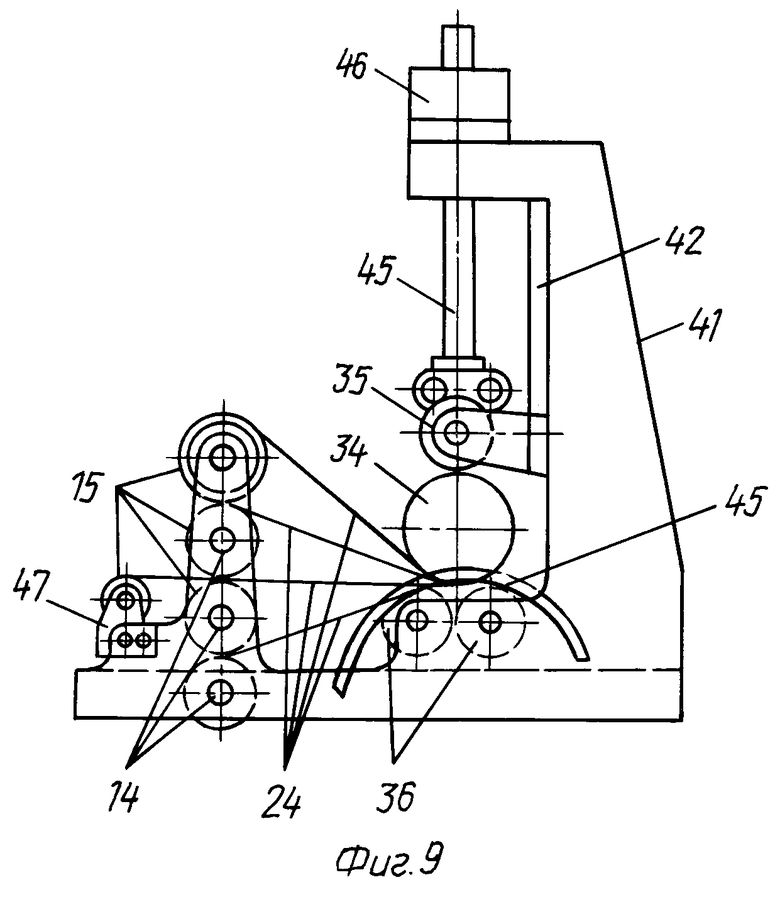
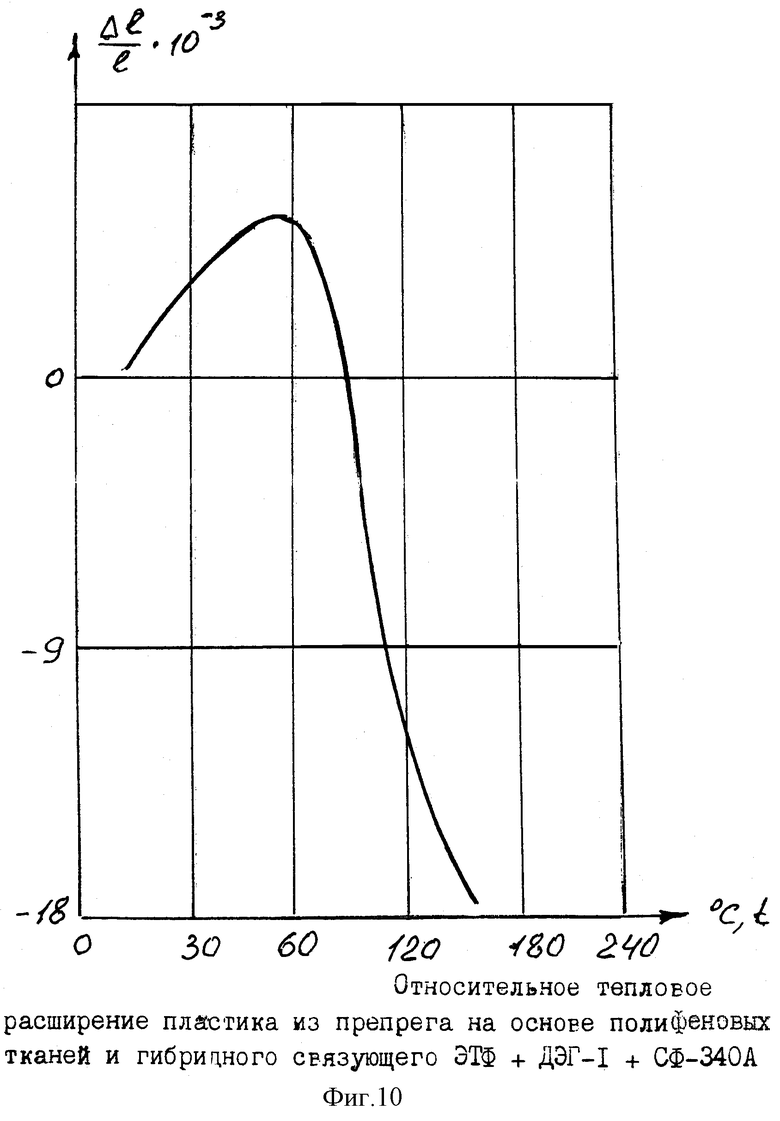
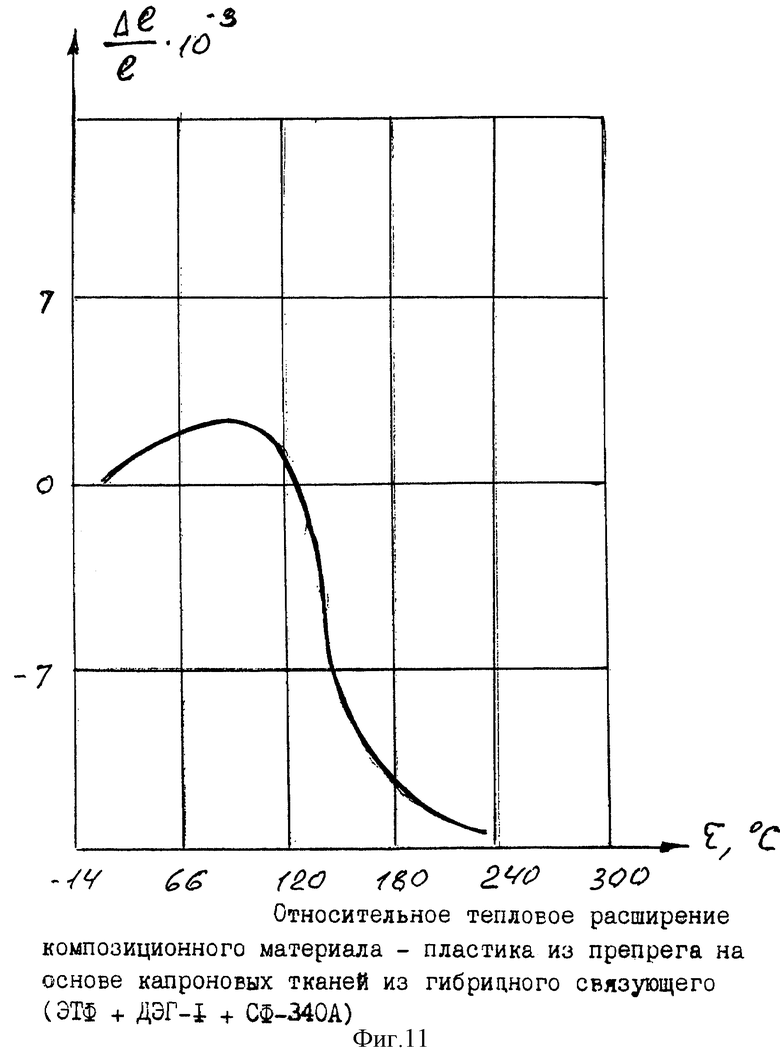
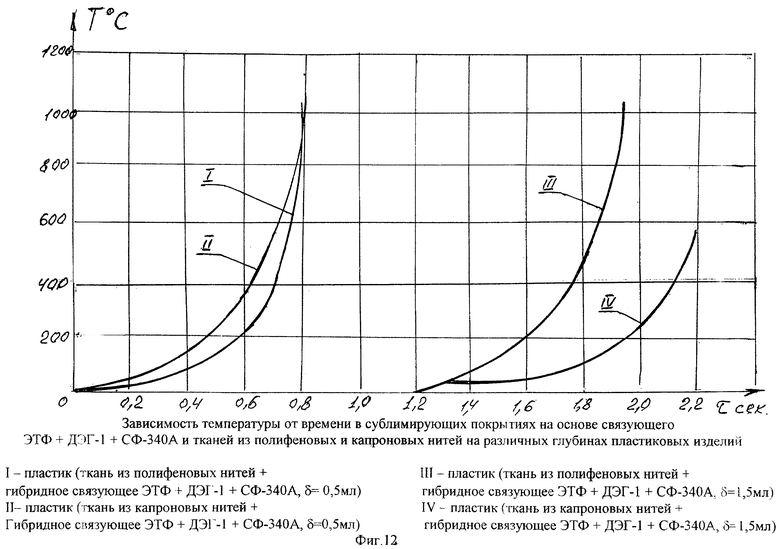
Изобретение относится к слоистым волокнистым композиционным материалам и касается способа получения препрега для изготовления пластиков, обладающих высокими сублимирующими антистатическими и теплозащитными свойствами, применяемых для конструкционных изделий авиакосмической и судостроительной областей промышленности, а также ряда изделий для нефтегазовых и энергетических отраслей народного хозяйства страны. Способ включает операции одновременного и/или параллельного приготовления гибридного связующего на основе смол ЭТФ, ДЭГ-1 и СФ-340А и тканых наполнителей, сформированных из поликапроамидных (капроновых), полифеновых и(или) углеродных нитей (прядей или жгутов), облицованных покрывным материалом, образованным из сополимера тетрафторэтилена с винилиденфторидом и(или) техническим углеродом с введенными в него антистатическими сажей и(или) углеродографитовыми и(или) металлизированными смесями и антипиренными добавками - трехокисью сурьмы, гексахлорбензолом, четыреххлористым углеродом ССl4, трихлорэтилфосфатом (ТХЭФ) и(или) хладоном. В гибридное связующее из смол ЭТФ, ДЭГ-1 и СФ-340А в процессе его приготовления и(или) на этапах его использования для пропитки тканевых наполнителей также вводят антистатические и антипиренные добавки, аналогичные добавкам, введенным в сополимеры для покрытия нитей. В гибридное связующее для улучшения адгезивных свойств пластиков на его основе, а также повышения их некоторых физико-механических, теплофизических и антистатических свойств, в частности удельной ударной вязкости, сдвиговой и открывной прочности, прочности на сжатие и т.д., введены и другие порошковые наполнители, например оксиды и/или нитриды металлов. Пропитку тканого наполнителя производят при скоростях его непрерывного движения через гибридное связующее от 1-3 м/мин, натяжении от 0,1 до 1,5 кг на 1 см ширины препрега и подсушке связующего в сушильной камере пропиточной машины по зонам при 90-210oС. Предложенное в качестве изобретения техническое решение обеспечивает повышение теплозащитных, теплофизических и сублимирующих антистатических и адгезионных свойств пластиков, изготавливаемых методами намотки. 8 з.п.ф-лы, 21 табл., 12 ил.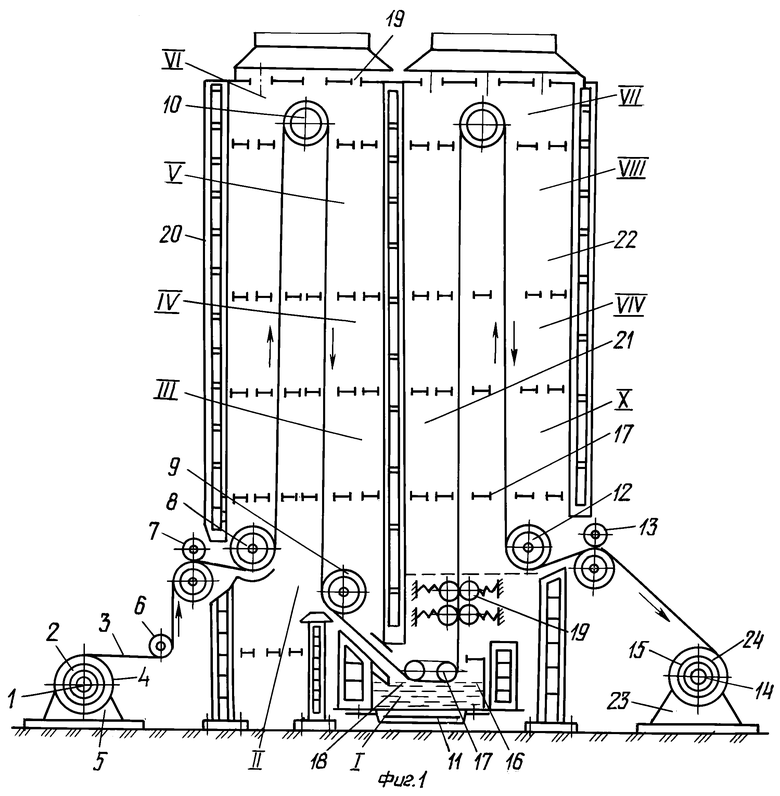
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 - 1-12
Фенолоформальдегидная резольная смола СФ-340А - 34
Ацетон - 90
Спирт технический - 46
Толуол - 10
подсушки тканого материала до состояния препрега и перемотки на катушки пропиточной машины, причем эпоксидное связующее для препрега готовят в четыре этапа: на первом этапе раздельно разогревают в эпокситрифенольную ЭТФ и эпоксиалифатическую ДЭГ-1 смолы до 180-200oС и при этом процесс равномерного разогрева эпокситрифенольного связующего ЭТФ производят в течение 24 ч, а эпоксиалифатического связующего ДЭГ-1 - в течение 2 ч; на втором этапе оба раздельно разогретых эпоксидных связующих ЭТФ и ДЭГ-1 смешивают и растворяют в реакторе-смесителе в течение 3-5 ч на 1 т композиции при температурах 35-55oС, которые получают за счет заливки в композиции смол ЭТФ и ДЭГ-1 ацетоноспиртотолуольного растворителя в соотношении 1:0,51:0,11, вводимого в реактор при 18-30oС; на третьем этапе добавляют в уже растворенные между собой эпоксидные смолы ЭТФ и ДЭГ-1 крошку из твердой размолотой на частицы размерами 1-3 мм фенолоформальдегидной резольной смолы СФ-340А, снова подогревают вновь полученную консистенцию смол до 40-60oС и осуществляют полное растворение фенолоформальдегидной смолы СФ-340А в ранее растворенных между собой в совмещенном растворителе ацетон-спирт-толуолэпоксидных смолах ЭТФ и ДЭГ-1 путем совместного их перемешивания в реакторе в течение 3-5 ч на 1 т гибридного связующего; а на четвертом этапе приготовления гибридного связующего его фильтруют с удалением всех не растворившихся в реакторе частиц фенолоформальдегидного связующего СФ-340А путем пропускания гибридного связующего через фильтр и/или несколько слоев разреженной стеклоткани "Эксцельциор" и доводят консистенцию гибридного связующего до плотности 950-1010 кг/м3 посредством дополнительного введения в гибридное связующее спиртоацетоновой смеси в соотношении 1: 2, его перемешивания с гибридным связующим в течение 30-40 мин и доведения температуры гибридного связующего за счет вводимого в него спиртоацетонового растворителя до 18-35oС, а затем приготовленную гибридную композицию заливают в ванну пропиточной машины и через нее со скоростью 1-3 м/мин и натяжением 0,5-1,5 кг на 1 см ширины полотна пропускают подогретый до 40-60oС тканый наполнитель, предварительно образованный из поликапроамидных, полифеновых и/или углеродных нитей с покрытием из сополимера тетрафторэтилена с винилиденфторидом и/или техническим углеродом при объемном соотношении покрывного сополимера и нитей от 0,3:1 до 0,7: 1 с последующим удалением избытка гибридного связующего на отжимных валиках и доведением массовых долей гибридного связующего в препреге - 35-55%, массовой доли растворимой смолы - 88-92% и массовой доли летучих веществ и влаги 0,8-5,5% за счет его подсушки в камерах пропиточной машины при 90-130oС на входе и выходе из сушильной камеры и 130-210oС в основных ее рабочих температурных зонах.
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 - 12
Фенолоформальдегидная резольная смола СФ-340А - 34
Ацетон - 90
Спирт технический - 46
Толуол - 10
Сажа и/или углеродографитовая смесь в соотношении от 1:5 до 5:1 - 10-15
3. Способ по п.1, отличающийся тем, что в качестве гибридного связующего для получения препрега используют растворенные в ацетоноспиртотолуольном растворителе эпокситрифенольную ЭТФ, эпоксиалифатическую ДЭГ-1 и фенолоформальдегидную резольную СФ-340А смолы с введенными в них антистатическими и антипиренными добавками при следующем соотношении компонентов, мас.ч.:
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 - 12
Фенолоформальдегидная резольная смола СФ-340А - 34
Ацетон - 90
Спирт технический - 46
Толуол - 10
Сажа и/или углеродографитовая смесь в соотношении от 1:5 до 5:1 - 10-15
Трехокись сурьмы - 10-15
Гексахлорбензол - 10-15
4. Способ по п.1, отличающийся тем, что в качестве гибридного связующего для получения препрега используют растворенные в ацетоноспиртотолуольном растворителе эпокситрифенольную ЭТФ, эпоксиалифатическую ДЭГ-1 и фенолоформальдегидную резольную СФ-340А смолы с введенными в них антистатическими и антипиренными добавками при следующем соотношении компонентов, мас.ч.:
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 - 12
Фенолоформальдегидная резольная смола СФ-340А - 34
Ацетон - 90
Спирт технический - 46
Толуол - 10
Сажа и/или углеродографитовая смесь в соотношении от 1:5 до 5:1 - 10-15
Трехокись сурьмы - 5-10
Гексахлорбензол - 5-10
Четыреххлористый углерод CCL4 - 5-10
Хладон - 5-10
5. Способ по п.1, отличающийся тем, что в качестве гибридного связующего для получения препрега используют растворенные в ацетоноспиртотолуольном растворителе эпокситрифенольную ЭТФ, эпоксиалифатическую ДЭГ-1 и фенолоформальдегидную резольную СФ-340А смолы с введенными в них антистатическими и антипиренными добавками при следующем соотношении компонентов, мас.ч.:
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 - 12
Фенолоформальдегидная резольная смола СФ-340А - 34
Ацетон - 90
Спирт технический - 46
Толуол - 10
Четыреххлористый углерод CCL4 - 10-20
Хладон - 10-15
6. Способ по п.1, отличающийся тем, что в качестве гибридного связующего для получения препрега используют растворенные в ацетоноспиртотолуольном растворителе эпокситрифенольную ЭТФ, эпоксиалифатическую ДЭГ-1 и фенолоформальдегидную резольную СФ-340А смолы с введенными в них порошковыми наполнителями - металлическими смесями из оксидов или нитридов металлов при следующем соотношении компонентов, мас.ч.:
Эпокситрифенольная смола ЭТФ - 100
Эпоксиалифатическая смола ДЭГ-1 - 12
Фенолоформальдегидная резольная смола СФ-340А - 34
Ацетон - 90
Спирт технический - 46
Толуол - 10
Порошковая и/или порошковые смеси из оксидов и/или нитридов металлов - оксида магния, оксида алюминия, оксида меди, оксида никеля, оксида железа и/или нитрида бора - 10-40
7. Способ по п.1, отличающийся тем, что в качестве покрывного материала для поликапроамидных полифеновых и/или углеродных волокон в препреге использованы сополимеры тетрафторэтилена с винилиденфторидом и техническим углеродом с введенными в них сажей и/или углеродографитовой смесью 1:1 при следующем соотношении компонентов в сополимерах, мас.ч:
Сополимер тетрафторэтилена с винилиденфторидом и техническим углеродом - 45-55
Сажа и/или углеродографитовая порошковая смесь в соотношении 1:1 - 15-20
8. Способ по п.1, отличающийся тем, что в качестве покрывного материала для поликапромидных, полифеновых и/или углеродных волокон использованы сополимеры тетрафторэтилена с винилиденфторидом и техническим углеродом с введенными в них антистатическими добавками - сажей и/или углеродографитовыми смесями в покрывном материале и антипиренными при следующем соотношении компонентов в мас.ч.:
Сополимер тетрафторэтилена с винилиденфторидом и техническим углеродом - 45-55
Сажа и/или углеродографитовая смесь в соотношении от 1:5 до 5:1 - 10-20
Трехокись сурьмы - 10
Гексахлорбензол - 10
9. Способ по п.1, отличающийся тем, что в качестве покрывного материала для поликапроамидных, полифеновых и/или углеродных волокон для тканого наполнителя препрега использованы сополимеры тетрафторэтилена с винилиденфторидом и техническим углеродом и с введенными в них антистатическими порошковыми наполнителями в виде оксидов и/или нитридов материалов и кремния при следующем соотношении компонентов в сополимере, мас.ч.:
Сополимер тетрафторэтилена с винилиденфторидом и техническим углеродом - 45-55
Порошковый наполнитель из оксида магния, и/или оксида алюминия, и/или оксида титана, и/или оксида кремния, и/или оксида меди, и/или оксида железа, и/или нитрида бора BN - 10-20и
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКОВ | 1991 |
|
RU2028334C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2132341C1 |

