Область использования.
Изобретение относится к гибридным связующим, применяемым для получения пресс-материалов, из которых методом прямого прессования изготавливают различные изделия, например, пластиковую запорную арматуру (краны шаровые, задвижки дисковые, фитинги и т.д.), эксплуатируемую в условиях высоких температур (выше 150°С) и агрессивных сред (концентрированные растворы щелочей, кислот, окислителей, солей, а также нефтепродуктов и растворителей). Предшествующий уровень техники.
В настоящее время одним из способов получения полимерных композиционных материалов (ПКМ) является переработка методом прессования их полуфабрикатов(пресс-материалов), состоящих из армирующих наполнителей и термопластичных или термореактивных связующих(смол), а именно: препрегов, в которых в качестве наполнителей используются различные ткани и волокнитов - протяженных или дискретных минеральных и органических. волокон
Для производства волокнитов могут быть использованы различные связующие, однако, для получения изделий из ПКМ, обладающих повышенной тепло и -химической стойкостью набольшее распространение получили связующие на основе винилэфирных и эпоксидных смол. Сферой применения такого рода изделий может служить производство пластиковой запорной арматуры(краны шаровые, задвижки дисковые, фитинги и т.д.). Одним из лидеров в изготовлении этой арматуры, получаемой из реактопластов, армированных графитом и угле- и стекловолокнами является фирма "Nil-Cor"(CLUA) (www.nil-cor.com. Разделы "Engineering Specifications", "Design Assessment Certified"). В качестве связующих в пресс-материалах данной компании применяют смолы на основе винилового эфира эпоксиноволака (ВЭЭН) и эпоксиноволачную смолу. Недостатками этих композиций являются:
-невысокая теплостойкость отвержденных материалов. Согласно данным приведенным в сертификате качества №14-HS1209421E PDA от 03.10.2014 г. температура эксплуатации изделий (Series 300, 300М, 310Н, 310, 310HD, 410, 610,700, 710) регламентируется диапазоном -50- +250°F (-45.5- +121°С), что является не достаточным, например, при эксплуатации в области энергетики;
-низкая химическая стойкость отвержденных материалов к агрессивным средам (концентрированные растворы азотной, серной, соляной кислоты, едкого натра, перекиси водорода, гипохлорида натрия).
Связующие на основе эпоксидных смол, используемые в качестве основного компонента связующих для получения пресс-материалов, обладают более высокой химической стойкостью и теплостойкостью(Справочник по композиционным материалам. Под редакцией Дж. Любина, Книга первая. М., Машиностроение. 1988).
В частности, в уровне техники подчеркивается, что использование в качестве матричного элемента ароматических эпоксидных смол (эпокситрифенольной, эпоксиноволачной и эпоксирезорциновой) обеспечивает наибольшую теплостойкость отвержденным с помощью различных отвердителей (ароматических аминов, ангидридов, фенолоформальдегидных смол резольного и новолачного типа) композиционным материалам. Однако, все-таки, теплостойкость и химическая стойкость ПКМ, полученных из волокнитов остается на уровне, не обеспечивающем ожидания потребителей. В последнее время появились ряд патентов, относящихся к гибридным связующим, обеспечивающим некоторое улучшение данных свойств..
Под гибридными связующими в настоящей заявке и в предшествующем уровне техники понимается следующее: это- композиция, состоящая из различных по своей химической природе смол, например, эпоксидная и фенолоформальдегидная смолы; эпоксидная и кремнийорганическая смолы; фенолоформальдегидная и кремнийорганическая смолы и т.д.
В патенте RU 2260022 раскрывается гибридное эпоксидное связующее для армированных пластиков и способ его получения. Связующее содержит эпокситрифенольную смолу ЭТФ, разбавитель-пластификатор, представляющий собой эпоксиалифатическую смолу ДЭГ-1, отвердитель - резольную фенолформальдегидную смолу СФ-340А и растворитель -смесь ацетона, спирта этилового и толуола нефтяного и/или каменноугольного. Сочетание компонентов в определенных соотношениях и проведение способа получения связующего при повышенных температурах при определенной последовательности введения компонентов в реактор и заданных температурно-временных режимах их перемешивания и растворения, обеспечивает улучшение свойств связующего. При этом, продукты отверждения связующих - монолитные композиты обладают улучшенными физико-механическими, теплофизическими, электрическими и антистатическими свойствами,с массовым содержанием нелетучих веществ - 55-63% и временем желатинизации 4-8 минут при температуре 160-200°С. Теплостойкость ПКМ по Мартенсу составляет 260-280°С В патенте RU 2560370, являющимся наиболее близким к предложенному изобретению, раскрывается гибридное эпокситрифенольное связующее с использованием новолачной смолы. Также раскрывается пресс-материал, полученный на основе данного связующего. В одном варианте связующее содержит: эпокситрифенольную смолу ЭТФ, разбавитель-пластификатор, представляющий собой эпоксиалифатическую смолу ДЭГ-1, отверждающую систему, состоящую из новолачной фенолоформальдегидной смолы СФ-0112 и катализатора 2,4,6-трис(диметиламинометил)фенол(УП-606/2), а также растворитель - смесь ацетона, спирта этилового и толуола. Продукты отверждения связующих - монолитные композиты - обладают улучшенными физико-механическими, теплофизическими, электрическими свойствами.
Известное изобретение позволяет получать органо-, базальто-, угле-стеклопластики с повышенной тепло- и термостойкостью, химической стойкостью в агрессивных и водных средах со стабильно высокой степенью отверждения, а теплостойкость по Мартенсу такая же, как у волокнита по патенту RU 2260022, т.е. 260-280°С.
К недостаткам данных аналогов относится низкая химическая стойкость получаемых ПКМ, а также низкий уровень их прочностных и упругих свойств Раскрытие сущности изобретения;
Изобретение устраняет данную техническую проблему. Техническим результатом, реализуемым изобретением, является улучшение химической стойкости ПКМ, получаемых из заявляемых пресс-материалов, улучшение их прочностных и упругих свойств при сжатии, а также обеспечение при этом высокого уровня теплостойкости.
Гибридное связующее для получения тепло-химически стойкого пресс-материала, в соответствии с изобретением, включает полифункциональную эпоксидную смолу и отверждающий агент, при этом, в качестве полифункциональной эпоксидной смолы оно содержит смолу, выбранную из группы, включающей эпоксиноволачную, эпокситрифенольную и эпоксирезорциновую смолу, а в качестве отверждающего агента содержит гидроксилсодержащую полифенилметилсилоксановую смолу и фенолформальдегидную смолу, выбранную из группы, включающей новолачную и резольную смолу при следующем соотношении компонентов, масс. %:
В частных воплощениях изобретения связующее дополнительно содержит ускоритель
отверждения.
В этом случае, связующее в качестве ускорителя отверждения может содержать N1-(3,4-дихлорфенил)-N,N-диметилмочевину
Пресс-материал в соответствии с изобретением содержит гибридное связующее в соответствии с любым из п.п. 1-6 и волокнистый наполнитель при следующем соотношении компонентов, масс. %:
Осуществление изобретения.
Заявленное гибридное связующее включает полифункциональную эпоксидную смолу, выбранную из группы, состоящей из эпоксиноволачной, эпокситрифенольной и эпоксире-зорциновой смолу и отверждающий агент. Отверждающий агент содержит гидроксилсодержащую полифенилметилсилоксановую смолу и фенолформальдегидную смолу, выбранную из группы, включающей новолачную и резольную смолы. Соотношение компонентов в связующем следующее, масс. %:
Исследования показали, что использование комплексного отвердителя, состоящего из фенолформальдегидных смол, таких, как новолачная или резольная смола в совокупности с гидроксил содержа щей полифенилметилсилоксановой смолой, а также заявленное соотношение всех компонентов связующего, улучшает как теплостойкость и химическую стойкость ПКМ, получаемого из пресс-материала (волокнита), так и его механические свойства при сжатии, а именно, прочность и упругость.
Мы полагаем, что данные свойства обусловлены следующим. Реакция отверждения вышеуказанных эпоксидных смол обусловлена раскрытием эпоксидного цикла гидроксильной группой фенолоформальдегидной смолы (отвержающий агент 1) и гидроксильной группой кремнийорганической смолы(отвердающий агент 2).Кроме того, в случае с резольной смолой наблюдается поликондесация метилолфенольных фрагментов соответствующих олигомеров. В результате данных реакций эпоксидная смола сшивается отвер-ждающими агентами 1 и 2, в конечном итоге образуется трехмерная сетчатая структура с большим количеством сшивок, включающая в себя все вышеуказанные олигомерные фрагменты. Такого рода сетчатая структура и обеспечивает ПКМ повышенные характеристики тепло-химической стойкости. Эти высказывания проиллюстрируем уравнениями реакции на примере одной из эпоксидных смол(эпоксиноволачной):

Рис. 1. Схема реакции отверждения эпоксиноволачной и новолачной смолы
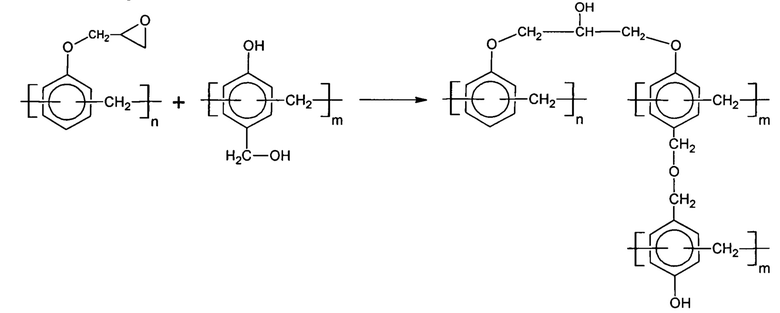
Рис. 2. Схема реакции отверждения эпоксиноволачной и резольной смолы
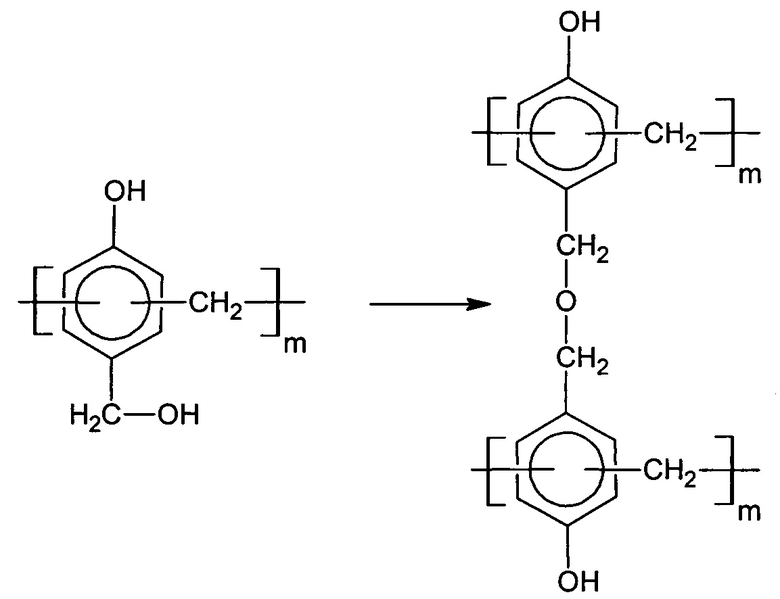
Рис. 3. Схема реакции отверждения резольной смолы
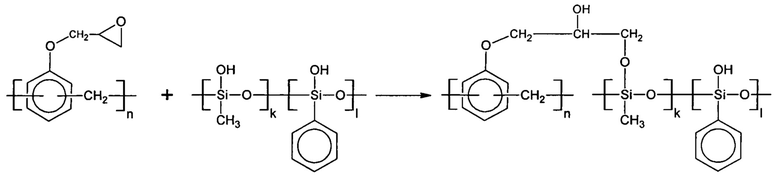
Рис. 4. Схема реакции отверждения эпоксиноволачной и кремнийорганической смолы.
Достижение декларируемого результата возможно только при наличии всех заявляемых компонентов, важным также является соблюдение заявляемых интервалов содержания этих компонентов.
В качестве новолачных или резольных смол может быть использована любая из известных новолачных или резольных смол.
В частности, нами были испытаны связующие с новолачными смолами марок СФ-010, СФ-010А, СФ-0112, СФ-0112А, СФ-014, СФ-015,СФ-121 и связующие с резольными смолами марок СФ-3021К, СФ-3021С, СФ-340А, СФ-341А, СФ-381, СФ-342А.
В качестве гидроксилсодержащей полифенилметилсилоксановой смолы нами были опробованы смолы марок К-9 А, К-9 Б и К-9-70 по ТУ 2228-352-0921208-96.
А в качестве эпоксидных полифункциональных смол можно использовать эпоксиноволачную смолу (УП-643 по ТУ 2225-605-11131395-2003, эпокситрифенольную смолу (ЭТФ) по ТУ 2225-316-09201208-94, эпоксирезорциновую смолу (УП-637) по ТУ 6-05-241-194-7 и соответствующие аналогичные смолы зарубежных производителей, например, смолу. DEN 438)
Пресс-материал на основе данного связующего содержит 60,0-68,0 масс. % волокнистого наполнителя.
Под волокнистым наполнителем понимается в данном случае армирующее волокно или материал на основе этого волокна - ровинг, комплексные нити, пр., выполненный из любого приемлемого для этих целей волокна, включая стекловолокно, минеральное волокно, углеродное волокно и др.
В качестве армирующего наполнителя в примерах, иллюстрирующих изобретение, были использованы стеклянные волокна. Однако возможно использование и базальтовых, кремнеземных и углеродных волокон, которые также будут обеспечивать тепло-и химическую стойкость получаемым ПКМ.
Связующее изготавливают в реакторах с мешалками в следующей последовательности: сначала в реактор заливают растворитель, затем растворитель подогревают до невысоких температур и порциями вводят измельченные компоненты соотвердителей 1 и 2 и полифункциональную смолу в твердом виде (смола ЭТФ) или в жидком (новолачные и эпоксирезорциновые смолы) В случае необходимости, в смесь добавляют ускоритель отверждения.
Как правило, введение ускорителя требуется в случае использования в отверждающем агенте новолачной смолы. При этом может быть использован любой ускоритель отверждения, приемлемый для ускорения отверждения новолачных смол, например, N1-(3,4-дихлорфенил)-N,N-диметилмочевина.
Смесь вымешивают до полного растворения твердых смол.
Полученное связующее подают на опытную линию получения пресс-материала, где осуществляют пропитку им волокна, его сушку для выпаривания растворителя и резку волокна на отдельные частицы.
Изобретение иллюстрируется следующими примерами.
Пример 1. Изготовление состава А.
В реактор объемом 20 л, снабженным якорной мешалкой и электрическим обогревом наливают 6000 г ацетона. Включают перемешивание с небольшой скоростью (50-100 об/мин) и слабое нагревание (до 50°С). Затем порциями загружают предварительно измельченную (размер кусочков 1-3 мм) с помощью щековой дробилки твердую смолу ЭТФ в количестве 4662 г. После непродолжительного (10-15 мин) перемешивания, также порциями вводят аналогичным образом измельченную твердую смолу СФ-342а в количестве 3519 г и 819 г смолы К-9а. Совмещенный продукт перемешивают со скоростью 200-300 об/мин до полного растворения твердых смол. Приготовленный таким образом лак шестеренным насосом перекачивают в ванну пропитки установки получения пресс-материалов.
Пример 2. Изготовление состава В.
В реактор объемом 20 л, снабженным якорной мешалкой и электрическим обогревом наливают 6000 г ацетона. Включают перемешивание с небольшой скоростью (50-100 об/мин) и слабое нагревание (до 50°С). Затем порциями загружают предварительно измельченную (размер кусочков 1-3 мм) с помощью щековой дробилки твердую смолу СФ-342а в количестве 3402 г и 819 г смолы К-9а. После непродолжительного (10-15 мин) перемешивания наливают предварительно нагретую до 80°С смолу УП-643 в количестве 4779 г. Совмещенный продукт перемешивают со скоростью 200-300 об/мин до полного растворения твердых смол. Приготовленный таким образом лак шестеренным насосом перекачивают в ванну пропитки установки получения пресс-материалов.
Пример 3. Изготовление состава С.
В реактор объемом 20 л, снабженным якорной мешалкой и электрическим обогревом наливают 6000 г ацетона. Включают перемешивание с небольшой скоростью (50-100 об/мин) и слабое нагревание (до 50°С). Затем порциями загружают предварительно измельченную (размер кусочков 1-3 мм) с помощью щековой дробилки твердую новолачную смолу СФ-0112 в количестве 2610 г и 1350 г смолы К-9а. После непродолжительного (10-15 мин) перемешивания наливают предварительно нагретую до 80°С смолу УП-643 в количестве 5004 г. Затем вводят 36 г ускорителя отверждения-N1-(3,4-дихлорфенил)-N,N-диметилмочевину (Диурон). Совмещенный продукт перемешивают со скоростью 200-300 об/мин до полного растворения твердых смол. Приготовленный таким образом лак шестеренным насосом перекачивают в ванну пропитки установки получения пресс-материалов.
Пример 4. Изготовление состава D.
В реактор объемом 20 л, снабженным якорной мешалкой и электрическим обогревом наливают 6000 г ацетона. Включают перемешивание с небольшой скоростью (50-100 об/мин) и слабое нагревание (до 50°С). Затем порциями загружают предварительно измельченную (размер кусочков 1-3 мм) с помощью щековой дробилки твердую новолачную смолу СФ-0112 в количестве 3699 г и 1350 г смолы К-9а. После непродолжительного (10-15 мин) перемешивания наливают предварительно нагретую до 50°С эпоксирезорциновую смолу УП-637 в количестве 3906 г. Затем вводят 45 г ускорителя отверждения-N1-(3,4-дихлорфенил)-N,N-диметилмочевину (Диурон). Совмещенный продукт перемешивают со скоростью 200-300 об/мин до полного растворения твердых смол. Приготовленный таким образом лак шестеренным насосом перекачивают в ванну пропитки установки получения пресс-материалов
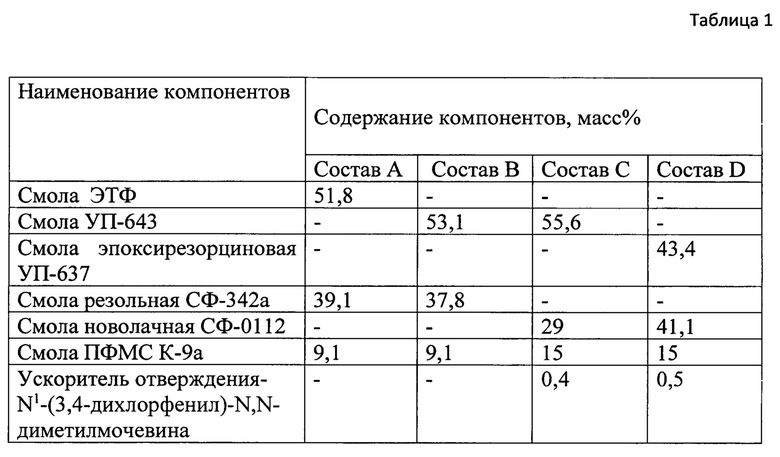
В таблице 1 приведены составы полученных гибридных связующих. Далее осуществляли получение пресс-материала.
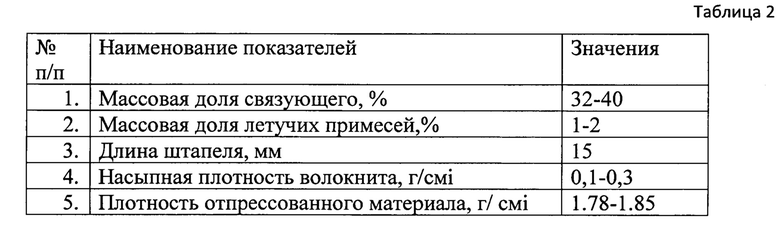
Для этого стеклянную комплексную нить марки ЕС 10 80x2Z 100 пропитывали связующим по примерам 1-4, проводили сушку для выпаривания растворителя и резку пропитанного волокна на отрезки длиной 15 мм.
Показатели полученного пресс-материала приведены в таблице 2.
Для опробования пресс-материала осуществляли прессование образцов в обогреваемой закрытой пресс-форме с помощью лабораторный ручного гидравлического пресса "ОМА Т-30" мощностью 30 тонн. Отпрессованные образцы подвергали дополнительной термообработке в сушильном шкафу при 200°С.
В таблице 3 приведены характеристики полученных образцов. Из приведенных в таблице 3 данных видно, что заявляемые нами составы А, В, С и D превосходят известный материал на основе винилэфирной смолы по тепло- и химической стойкости и, практически, не уступают известному химически стойкому зарубежному материалу PPSU, а по некоторым показателям и превосходят его.
Таким образом, в результате использования предлагаемых пресс-материалов на основе составов А, В, С и D возможно получение изделий, эксплуатируемых при высокой температуре и в агрессивных средах и изготавливаемой методом прямого прессования, в том числе, и запорной арматуры.
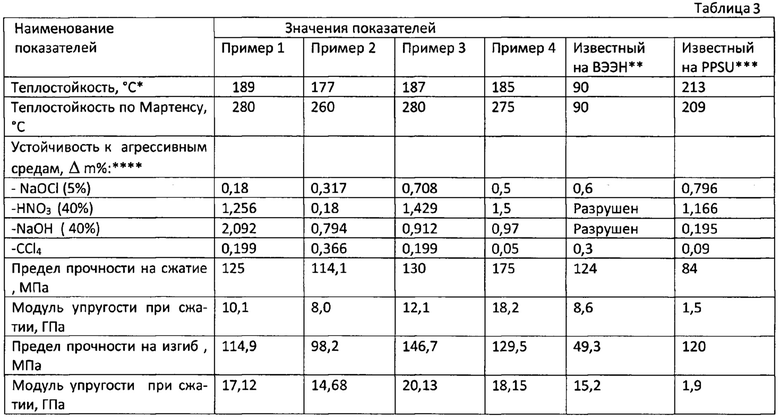
*- теплостойкость оценивалась методом 3-точечного изгиба в соответствии с ГОСТ 32657-2014;
**- образец сравнения на винилэфирной смоле (аналогичный "Nil-Cor")
***- образец сравнения термопластичный полимер PPSU марка Ultrason 3010NAT
****- устойчивость к агрессивным средам оценивалась по ГОСТ 12020-72 по изменению массы образца (Δm%) при экспонировании в течении 120 часов при температуре 60°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОРЕАКТИВНОЕ СВЯЗУЮЩЕЕ | 2020 |
|
RU2749720C1 |
| ГИБРИДНОЕ ЭПОКСИТРИФЕНОЛЬНОЕ СВЯЗУЮЩЕЕ С ИСПОЛЬЗОВАНИЕМ НОВОЛАЧНОЙ СМОЛЫ | 2014 |
|
RU2560370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СВЯЗУЮЩЕГО | 2006 |
|
RU2326909C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него. | 2021 |
|
RU2773075C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ПРЕПРЕГА | 2006 |
|
RU2307136C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2260022C2 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2021 |
|
RU2777895C2 |
| Расплавное эпоксидное связующее, семипрег на его основе и изделие, выполненное из него | 2022 |
|
RU2803987C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
Изобретение относится к гибридным связующим, применяемым для получения пресс-материалов, эксплуатируемых в условиях высоких температур и агрессивных сред. Гибридное связующее содержит полифункциональную эпоксидную смолу, выбранную из эпоксиноволачной, эпокситрифенольной и эпоксирезорциновой смол, и отверждающий агент, содержащий гидроксилсодержащую полифенилметилсилоксановую смолу и фенолформальдегидную смолу, выбранную из новолачной и резольной смол. Раскрывается также тепло-химически стойкий пресс-материал, содержащий гибридное связующее и волокнистый наполнитель. Изобретение обеспечивает улучшение химической стойкости, прочностных и упругих свойств при сжатии, а также термостойкости пресс-материала. 2 н. и 2 з.п. ф-лы, 3 табл., 4 пр.
1. Гибридное связующее для получения тепло-химически стойкого пресс-материала, включающее полифункциональную эпоксидную смолу и отверждающий агент, отличающееся тем, что в качестве полифункциональной эпоксидной смолы оно содержит смолу, выбранную из группы, включающей эпоксиноволачную, эпокситрифенольную и эпоксирезорциновую смолу, а в качестве отверждающего агента содержит гидроксилсодержащую полифенилметилсилоксановую смолу и фенолформальдегидную смолу, выбранную из группы, включающей новолачную и резольную смолу при следующем соотношении компонентов, масс. %:
2. Связующее по п. 1, отличающееся тем, что дополнительно содержит ускоритель отверждения.
3. Связующее по п. 1, отличающееся тем, что в качестве ускорителя отверждения он содержит N1-(3,4-дихлорфенил)-N,N-диметилмочевину.
4. Тепло-химически стойкий пресс-материал, отличающийся тем, что он содержит гибридное связующее в соответствии с любым из пп. 1-3 и волокнистый наполнитель при следующем соотношении компонентов, масс. %:
| СОСТАВ НА ОСНОВЕ МОДИФИЦИРОВАННОЙ РАСТВОРИТЕЛЕМ СМОЛЫ И СПОСОБЫ ЕГО ИСПОЛЬЗОВАНИЯ | 2004 |
|
RU2363071C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2260022C2 |
| WO 2014070229 A1, 08.05.2014. | |||

